Лидеры




Популярный контент
Показан контент с высокой репутацией 20.04.2015 в Сообщения
-
вчера был вроде как бы выходной ,провёл его с пользой для дела ,да и багажник так сказать проверил на вместимость не зря же его делал,на фото напарник,метал 40х25х1,5, лист 1,5, рисунок класика прут на 10 болты м6, патрон китайка 2, начали в 9 утра в 16 30 инструмент собрали
 7 баллов
7 баллов -
Сегодня нижний пояс установил и дождь пошел, по прогнозу на всю неделю. Успел ещё под начинающимся пару стыков шлифануть и смотал удочки. Курим бамбук пока...http://www.smailikai.com/smailai/26/smailikai_com_01(472).gif http://f6.s.qip.ru/sXLz7E6r.jpg Все элементы на антивандальные прихватки сажу, всё без люфтов и дребезжаний. Попинал ногой - всё крепко надёжно, с зачисткой правда повозиться чуток больше придётся... Мне ещё в другом месте подобные перила восстанавливать, там всё на обычном крепеже было,- часть разболтана, не хватает элементов декора, демонтировано(украдено) пару метров трубы и т.п.7 баллов
-
Вот печка. Стоит у меня в гараже, много дров не требует и служит мне рекламой https://youtu.be/PMW7_tEMWLY6 баллов
-
Знакомый друга сломал/потерял секретку для гаек колесных. На помощь пришла аврора В сервисах ему заряжали 1500р за снятие одной секретки А я добрый, я тыщу за все взял. Не с первого раза, но победил все четыре секретки. http://cs622016.vk.me/v622016196/29f7d/IjSngD16pcc.jpg5 баллов
-
Ну и немного сегодняшней работы. Пневмозадвижка какая то, "где то шипит"- сказали. Искать свищ не стал, половина было наварено без сплавления с основным металлом
4 балла
-
Инженер по ТБ пока не увидел...
4 балла
-
Кормовоз, самые больные места... 5356 2.4мм, WL-20 3мм, сопло 7, расход 15л, ток 190
4 балла
-
Эксперимент. Прилепил к ГР-4 (дудку), внутри 4 сетки. И (навилял) своим телом. Нержавейка, марка не известна 1+1 мм.
4 балла
-
на работе один водила купил себе машинку,но и от старой не избавился,соответственно нужна сарайка для авто,и начался у меня геморойчик,высоко не делай шибко не широко не надо и длинну не переборщи -рядом в притык дорога просёлок,всё на фото в последовательности как более мене делал,после работы по 2 часа ковырялся,начал в прошлую пятницу сегодня закончил,субботу воскресенье не занимался,гараж передвинули надо проём закрыть ,заварил проём на следущий день убирал потом потихому смонтировал,тока вот крышу зятёк заказчика крыл,на работе мне он механик,
3 балла
-
@MaXnov, на данных аппаратах она работает только в 4-х тактном режиме. И то , только не сразу кнопку надо бросать. Нажал - нарастание, отпустил - сварка. Нажал - спад, отпустил - закончил варить.2 балла
-
На суд сообщества. РАДС, сталь углеродистая 20 + 5 мм, присадка - нержавейка 2 мм (ну, поленился отматывать 08Г2С), нижнее положение, аргон 3-4 л/мин. Ток - ХЗ, ибо аппарат - ВД...
2 балла
-
Еще на суд сообщества. Синие полосы - недоглядел по защите . Исправился.
2 балла
-
Имел я неосторожность перевести с киви кошелька денюшку (9300рубликов) на карту сбербанка. Платил за покупку в интернет магазине. То бишь посылал чужим людям, это важно. Причем в поле оформления перевода стоял срок от двух минут до двух дней. Ага щас! Ну отправил -дурилка картонная.Операция прошла успешно сообщили мне в кошельке. Время пошло! По прошествии трех рабочих дней (пяти календарных)денег человек не получил. Ну звоню я значит в поддержку киви. А там мне - операция прошла успешно, разбирайтесь с банком. Замочись думаю. Мне надо идти с банком разбираться, с банком которому лично я ничего не переводил. А что в банке то сказать - спрошаю наивно. А они мне - распечатай чек с сайта, они его узрят и сразу тебе помогу. Ну напечатал - идиот. А чек тот филькина грамота чистой воды, даже мне недалекому то понятно, ибо там даже реквизиты адресата(номер карты) не полностью указан. Ну меня в банке в реквизиты носом и ткнули, да резонно добавили что никакой информации о состоянии дел получателя давать не должны. Я опять в службу поддержки звонить. А там раз от разу одно и то же - платеж прошел, идите в банк. Ну пошел я еще раз, где на меня и на чек их посмотрели с сожалением и ничем разумеется не помогли. Посоветjвали с киви разбираться, ибо запрос на судьбу денег по логике они делать должны. Начал я в службу поддержки писать. Написали они мне тоже самое - дуй в банк. Причем отвечают раз в сутки. Ну я решил продолжить оживленную беседу и спросил - как мне вообще убедиться что я к примеру номер карты правильно ввел( варианты проблемы решил исключать по очереди, начал с себя).Номер то скрыт в истории платежей частично. На что мне через сутки ответили. Номер мол это конфиденциальная информация и скрыт он в целях безопасности. Получается скрыт от меня(отправителя) в целях моей безопасности. Каково загнули, а! Ну и разик мне свезло все таки. Попал я по телефону на вменяемого консультанта, который сказал мне что можно от техподдержки добиться настоящего платежного поручения с печатью киви банка. И на основании него уже со сбера спрашивать. Но для этого, внимание, я должен приложить к обращению скан выписки со счета получателя. Каково а? То есть незнакомый человек,должен подорваться на другом конце России матки и послать мне выписку со своего счета. А оно ему зачем если так разобраться? Человек то конечно прислал, но в киви я уже не писал ничего. Горят они в аду пусть всем своим банком. А деньги дошли, спустя неделю и один день. Сбер то та еще конторка, но это уже совсем другая история. А отзывы на профильных сайтах глянул - там вообще у людей сотни тысяч в никуда уходят безвозвратно. Не доверяйте свои деньги этим фашистам - концов не найдете!2 балла
-
В этом же ключе имели скандал на работенадысь. Сделали перекрытие и вдруг оказалось что оно всех не устраивает. А дело было так. Когда у нас спросили что надо для перекрытия, мы честно ответили: 50 тонн арматуры и двесте кубов бетона. Много фанеры и стоек с ригелями. На что нам сказали - вы уху ели, придумайте подешевле. Пожалста! Прогоны и ригеля двутавровые, профлист. Если сделать так же крепко то дешевле не выйдет. Но тут же возможны варианты с сечениями и количеством. И да, мы не проектанты если что, всем это известно. Дабы усмирить жабу остановились на варианте где балки- спаренный двутавр N30, ригеля - двутавр N16 через полтора метра. Жидковато - не спорю. Но смотря для чего. Но и на это нам сказали - вы уху ели, куда столько металла то!!! Фоты я на форуме выкладывал той конструкции. Все обварили. Прикрутили профлист. Уложили сетку и арматуру. Подперли ригеля стойками. Залили бетон. Поскольку все действо происходило в здании то бетононасос нам гнал бетон локально, в кучу. Из которой мы его растягивали. Там где под стойками внизу был старый осфальт их вдавило на сантиметр, полтора. В итоге таким макаром мы ливанули тысячу квадратов без малого. Средний перепад по высоте получился 2 см что для чернухи не так уж плохо. Тем паче что сверху должен был быть промышленный пол. Но тут началось самое интерестное. Пол делать передумали в виду дороговизны. Решили ложить плитку. Но перед этим вырлвнять стяжкой. Про дебилов что ее делали песня особая. После прострела они поставили маяки от трех сантиметров по щиколотку. Поимев по моим промерам средний слой в 7 см. Это 70 кубов раствора на 1000 квадратов. Половики при этлм хотели обойтись 40 кубами бетона вообще. А этиж еще керамогранит собрались класть. Оценив высоту маяков и поняв что 70 кубов они долго будут туда тягать ( все стену уже заделали), пацаны решили облегчить свою жизнь и вес стяжки керамзитом. Приперли керамзита, насыпали меж маяков. Взяли штукатурный насос в аренду за 5000 тысяч в день и две недели проливали керамзит. А потом две недели качали туда самольный раствор ровняя его по сбитым и поломанным маякам. После заливки промер показал что плитку на то что вышло не положить. Гы. Но ребята не отчаялись и взяли шлифмашину. Ровнять чистовую стяжку!!! Запылив и загадив все вокруг. Теперь пришли плиточники. У них с глазами все нормально и в результате начав с угла под гребенку, просто ложа плитку в горизонт пришли к сою клея в 5,5 сантиметра! На 50 квадратов плитки ушло 84 мешка клея. Какова экономия! Причем плиточники предупредили сразу что с такого слоя плитка отвалится, когда клей высохнет. Два раза мы локально туда сперва восемь, потом десять тонн ложили, все соит. В пятницу вызывали проектанта для замера и расчета несущей способности перекрыти. Ржака, построили а теперь рассчитывать принялись. Проект ведь заказать сразу жаба душит.Так вот и живем!2 балла
-
Если авиаторы принесли железки на ремонт и поставили напиток, то надо ОчЕнь срочно.
2 балла
-
Здравствуйте всем! Надысь был в Бийске, на дружественной тюнинговой СТО. Сама станция совмещена с производством автозапчастей и тюнинговых ништяков для УАЗов и прочих игрушек для мальчиков старшего возраста. Имеется неплохой участок металлообработки. Это-только часть производства. Термичку и кузнечно-прессовое производство сфоткать не удосужился, потому как, пока мой УАЗка был в подвешенном состоянии, Меня подключили по прямой специальности. Приехал я прямо с работы, не успев разгрузиться, потому в салоне-скучал Гроверс-350. Но, он не потребовался, Пришлось много полуавтоматить. Сварочный пост. Чего уж проще для постового сварщика-целься и сверкай... Накидали мне кучи заготовок. Предоставили шаблоны. Наделал прихваток-и вперёд, обваривать Это-будущие опоры промежуточного подшипника на рулевой вал УАЗа. Сам вал с половинками вибродемпфера. К разработке модернизированных кронштейнов двигателя ЗМЗ-409 я имею прямое отношение. Года 4 назад я разработал и сделал первый образец (см. "Боб и другие УАЗики"). Теперь-настала очередь мелкосерийного производства. Припахали к сварке собственной разработки. Усиленные кронштейны передних амортизаторов УАЗа. И, под конец, немного покраски. Славно отдохнул! Работать в таких условиях для меня, привыкшего к несколько иной обстановке-истинный кайф! Ох, не зажраться бы...
2 балла
-
Из разнообразия-только круглое к квадратному((
2 балла
-
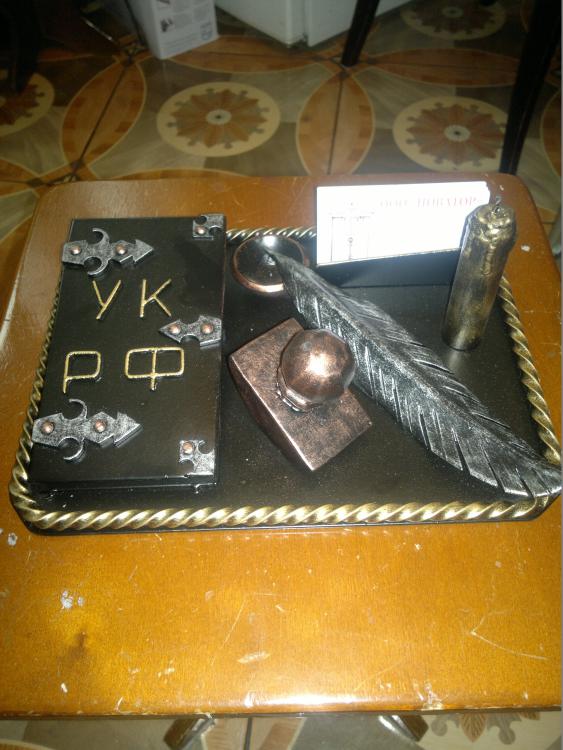
Как это обычно "у них" и происходит,- на плитку забили. На ковёр вне очереди вызывается Менгон. Лопата-друг сварщика: http://f5.s.qip.ru/2yrTZeUD.jpg продвигаемся: http://f6.s.qip.ru/2yrTZeUC.jpg "Оуу! Красиво получается"(с.) http://f6.s.qip.ru/2yrTZeUE.jpg 50% работы. http://f6.s.qip.ru/2yrTZeUF.jpg Для сварки очень успешно пошли ОК 61.30 2мм(две с лишним за пачку). Шлак отскакивает сам а под ним шов почти зеркальный, снял стык, но из-за особенностей игры света, вся красота на фото смотриться каким-то дефектом. Все стыки в последствии под шлифовк-полировку, а их с загибами и переходами ещё с десяток будет. http://f5.s.qip.ru/IA4wMzN1.png To be continued...2 балла
-
2 балла
-
Заказал для РАДС две пары перчаток на алиэкспрессе. Мягкие, кожаные, очень удобные. 1600р за две пары. http://cs623926.vk.me/v623926196/28c0c/-4X6bZrLZPI.jpg http://cs623926.vk.me/v623926196/28bee/oITKp69CB1s.jpg http://cs623926.vk.me/v623926196/28c02/CcISfzB3ahw.jpg2 балла
-
С чисткой разобрался. Вот еще 1 вопрос. Очень часто бывает проблематично поджечь дугу. Осцилятор гудит, а эффекта никакого. Помогает касанием вольфрама о деталь, но тогда электрод тупиться быстро.1 балл
-
Спасибо, Николай! До 1 -го мая доделываю уже заказанные изделия и с 12-го по 26-го мая меня не будет в городе! Кто закажет после 1-го, делаю в порядке очереди! Сорри... пахота!))1 балл
-
@AMBIVERT42,@Георгий 11,Соты подварил. Пробуем дальше.Продолжение следует...1 балл
-
Анекдот из жизни. Позвонил знакомый психиатр (работал я по договору програмистом в рай. больнице). Попросил комп почистить, да пару прог поставить. Ковыряю я его комп заходит гинеколог. - Мне тоже надо. - Ну пошли. Подходим к двери кабинета, дефки сидят в очереди на прием. Я без халата. Дефки; - Мужчина вы куда????????????? Гинеколог; - На естественное оплодотворение по очереди заходим. Далее. Сидим я комп ковыряю и о жизни разговоры разговариваем (ну а где же как не на работе). И задаю я ему вопрос; -Ну где же справедливость то? -Ты знаешь, я каждый день туда смотрю и поверь там ее тоже нет. Хочешь щас следующую по очереди позову в смотровой кабинет вместе посмотрим. Вот такой вот больничный юмор. А так на него (гинеколога) все молятся.1 балл
-
Аппарат отремонтирован и наконец-то проверен в нормальных условиях (с правильно подключенными проводами). Конечно, после того что было - небо и земля, варит очень достойно. Может, действительно не как должен и сведущий человек его раскритикует, но для моих гаражных целей хватает полностью. Получается проваривать даже 4мм уголок, не говоря уже о мелочевке и, тем более, автомобильном кузове. До сих пор не понимаю как проглядел неправильно подключенные провода (и неизвестно сколько еще искал бы причину, если б не полез менять провод массы). В любом случае, спасибо всем кто пытался помочь и предлагал варианты!1 балл
-
Фото скиньте, хотя там и без схемы всё понятно. И схему чего именно Вам надо. Блока питания или платы с кондёрами? Потому как полную можно и по кускам собрать. А ежели что-то непонятно, то лучше отдать в сервис, так как сами можете больше дров наломать, чем отремонтить.1 балл
-
Всё плохо . Электрод нужно нормально заточить до состояния иглы. Вы поймали на него каплю. Дальше бесмысленно варить. Сопло побольше. Копоть это защиты нет. Редуктор непонятно что показывает. Попробуйте добавлять аргона по чуть чуть и пробывать ставить точки с присадкой. Должны блестеть. А вообще аппарат немного не пригоден для сварки нержавейки. Непонятный предгаз и постгаз. Но чёрный металл можно варить без проблем.1 балл
-
@валера1963, организуйте лучше "техносварку" во владимире, ну или на край, иваново)) Я бы не пожалел 1000р съездить и попырить на все сварочное оборудование, попробовать все, к чему есть навык, и мб купить что понравится1 балл
-
Мотоприцеп на одно посадочное место (поперечное). В корне неправильно, но как заказали, так и делаю. Самая правильная схема - продольная на 3 посадочных полосы. В итоге можно возить 1/2/3 мотоцикла без проблем развесовки прицепа. Но это заказ знакомых байкеров, им надо, а я инженерю по мере скудных знаний. Купил заднюю балку от ФВ-1995, отболгарил всё лишнее, свариваю простейшую рамку из профильной трубы. Поперечную трубу-торсион приваривать не стал. За швы извините, как смог, так и заварил зазор в 3-7 мм ПА Камрады, знающие сопромат, подскажите, выдержит ли эта конструкция небольшие буераки по трассе? Сталь 3. Крепление на фаркоп стандартным замком на шар. Вес мотоцикла - 200 кг. Край "гуся" - на фаркоп.
1 балл
-
Лучше конечно спросить у заказчика или исполнителя... или хотя бы Демонстратора. "Широченный шов" - это когда значительно превышает 12 диаметров св. проволоки (не смог найти в своём архиве). 1 проход выполнялся в зазор с обратным формированием на заниженных значениях и потому деформация невелика. Или всё таки есть, но нам её не показали? А может был сделан обратный выгиб, но опять же - журчание и лёгкая музыка... Во втором случае (вновь мои догадки-предположения) может быть связано с экономией более дорогой порошковой проволоки или завязано на более качественную поверхность (отделку) шва. Мои друзья с этим не морочатся: "Проволоку менять? Да ну нафинг..." Тем более, что у нас только СО2 и ничего больше... Интересно, сколько сварщик из ролика затратил бы на это: ?1 балл
-
кусочки прошлого
1 балл
-
Станок, который сделали и настроили человеческие руки. С подробностями к автору снимка... но это ПДГ.1 балл
-
Зато можно труб наварицца от души и до судорог. Кто-то катушки мечтает поварить, а кто-то смотреть на них уже не может.1 балл
-
Подарок для хирурга.один мне челюсть собрал,другой у отца сердце.....
1 балл
-
Привет всем!!!!покажу чуть-чуть свого.....
1 балл
-
Скорее всего лучше будет коротким мощным импульсом или несколькими заварить. http://websvarka.ru/talk/topic/5310-svarka-iuvelirnykh-izdelij/?p=131316 http://www.youtube.com/watch?v=lIE0qnofTwU1 балл
-
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами — зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении. По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д). Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые. С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения. Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок — одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е). Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине. По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рис. 5, д). Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов — их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину. Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия. Притупление с обычно составляет 2 ± 1 мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика. Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
1 балл
-
1 балл
-
http://f6.s.qip.ru/IA4wMynd.png http://f5.s.qip.ru/IA4wMyn8.png http://f5.s.qip.ru/IA4wMyn5.png http://f6.s.qip.ru/IA4wMync.png1 балл
-
Весь день подготовка к празднику, рук не чувствую уже http://cs622831.vk.me/v622831804/2114f/NZLdBC4bkmc.jpg http://cs623925.vk.me/v623925196/1e0f8/5_czxt_JW6I.jpg1 балл
-
Совсем забыл про нее , сегодня наткнулся на "импортную горелку из СССР", ну и заодно большую с гвоздя снял. Надо будет шлейфы новые сделать и восстановить их. Маленькая хороша, в руке лежит хорошо, водянка и 250 ампер будет держать, и газовая зашита хороша у нее не нужны ей линзы.
1 балл
-
Table loading... 50%... http://cs622626.vk.me/v622626196/2108e/j9r5V_cOqfs.jpg1 балл
-
Ну что сказать, автомат и есть автомат. Отпала нужда регулировать затемнение при разной освещённости и яркости дуги, цвето-передача уже выше, чем в старом моём Оптреле. При максимальной чувствительности затемняется даже на лампы дневного света. Считаю, что не зря потратился.
1 балл
-
Точных данных нет. Весь мир надеется на Вас, @Rolli!1 балл
-
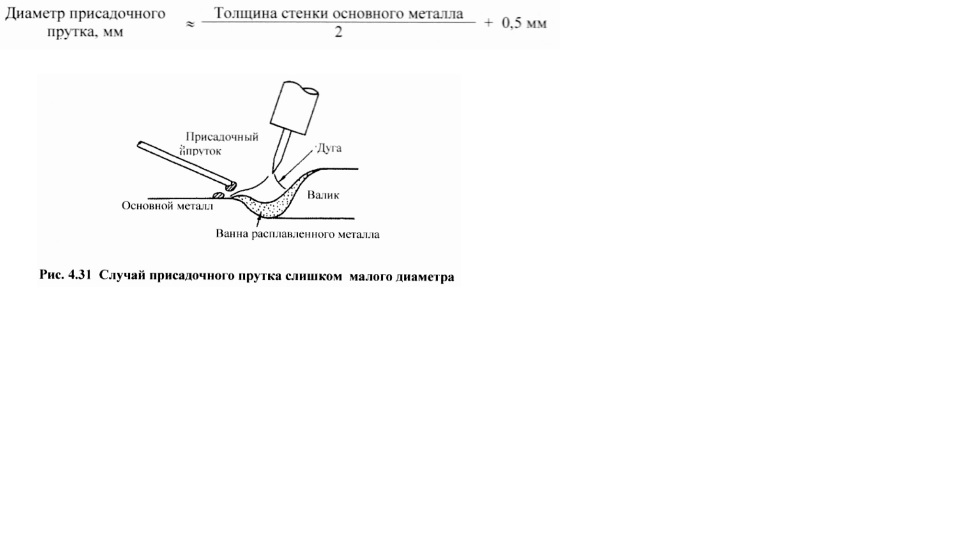
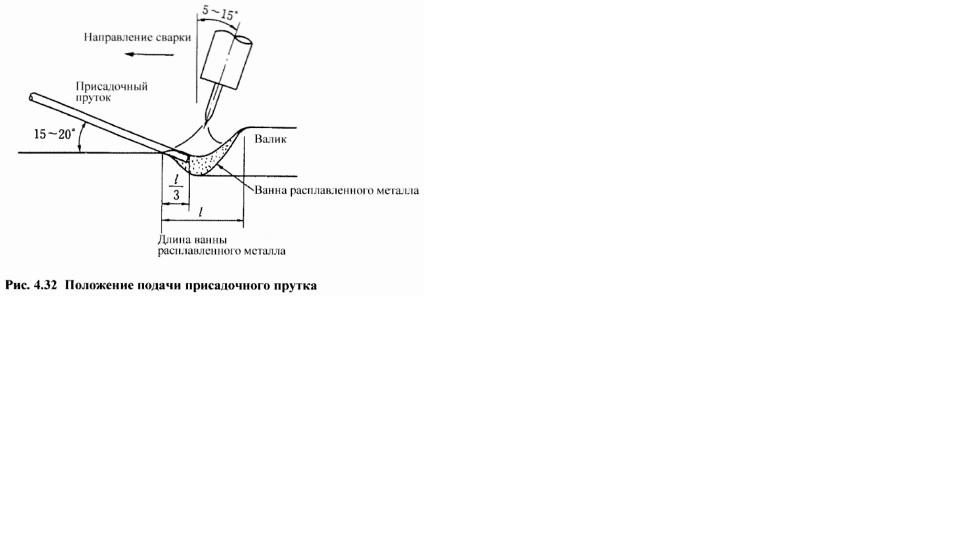
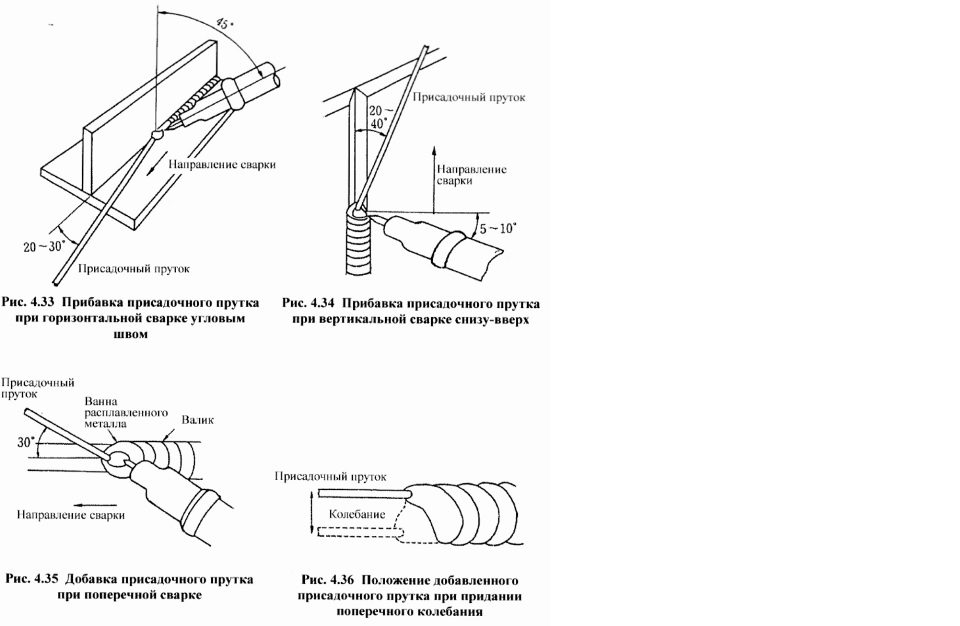
4-5 ПРИБАВКА ПРИСАДОЧНОГО МЕТАЛЛА 4-5-1 Выбор присадочного прутка Присадочный материал, используемый при ручной сварке, называется присадочным прутком и представляет собой пруток наружным диаметром 0,8 - 5 мм и длиной 1 м. Диаметр определяется силой сварочного тока, полярности и т.п.. материал определяется маркой основного металла. Обычно используют присадочный пруток из того же материала, что и основной металл. Если диаметр присадочного прутка слишком мал, как представлено на рис. 4,31, до достижения ванны расплавленного металла присадочный пруток будет подвергаться расплавлению в силу тепла дуги и кататься круглой каплей по поверхности основного металла. Наоборот, если диаметр присадочного прутка слишком велик, расплавление будет неустойчивым, так как температура ванны расплавленного металла может резко упасть, что может повлечь за собой дефекты. Диаметр присадочного прутка определяют в зависимости от сварочного тока и других факторов режима сварки, так что нельзя сказать однозначно, но в случае диаметра присадочного прутка для сварки угловым швом можно ориентироваться на следующую формулу. В случае стыковой сварки подходит более тонкий присадочный пруток, чем в случае сварки угловым швом, так что следует использовать пруток диаметром меньше, чем вычисленный по вышеприведенной формуле. 4-5-2 Метод подачи присадочного прутка Лучшие сварные швы получаются, когда расплавляют присадочный пруток косвенно за счет тепла ванны расплавленного металла, а не посредственно за счет тепла дуги. Следовательно, как представлено на рис. 4.32, следует добавлять присадочный пруток, наклоняя его под углом примерно 15 - 20° и ориентируясь на то. чтобы конец прутка находился в ванне расплавленного металла от ее края на расстоянии 1/3 длины ванны. Держат присадочный пруток соприкасающимся с ванной расплавленного металла, так чтобы конец прутка не подвергался расплавлению отдельно от ванны расплавленного металла, В случае ручной сварки, как правило подают конец присадочного прутка на короткое время к ванне расплавленного металла, когда конец прутка расплавляется и одна капля расплавленного металла растворяется в ванне расплавленного металла, немедленно отводят присадочный пруток, и, когда добавленная капля растворилась в ванне расплавленного металла полностью, снова добавляют присадочный пруток. И затем снова повторяют. Однако, при отводе присадочного прутка, если отводят его до атмосферного воздуха, то конец прутка, который еще в расплавленном состоянии, подвергается окислению. Следовательно, следует отводить пруток не больше, чем необходимо, и обращать внимание, на то чтобы конец присадочного прутка не выходил за среду защитного газа . Кроме того, можно подавать присадочный пруток непрерывно, не отводя его, однако при этом нужно обращать внимание на то, чтобы не чрезмерно охлаждать ванну расплавленного металла. В случае горизонтальной сварки угловым швом присадочный пруток подают, как представлено па рис. 4.33. Когда сопло касается основного металла, обрабатываемость будет падать и ванна расплавленного металла будет видна плохо, так что, удлинив вылет электрода немного больше, чем в случае стыковой сварки, держа дугу короткой, проводят сварку, так чтобы тепло дуги распространялось в пропорции 40% на верхний лист и 60% на нижний лист. На рис. 4.34, и 4.35 представлены методы подачи присадочного прутка при вертикальной сварке снизу-вверх и поперечной сварке. Присадочный пруток подают сверху и в зависимости от ширины валика и т.п. придают ему поперечное колебание. Добавку присадочного прутка с колебательным движением производят, как представлено на рис. 4.36. временно приостанавливая перемещение горелки на краях лицевой поверхности шва, а затем, повторно перемещая ее в обратную сторону так, чтобы добавленная капля расплавленного металла рассеялась полностью. Если начинают сварку с края основного металла, подают присадочный пруток в момент, когда край основного металла расплавился теплом дуги, и в момент, когда поверхность ванны расплавленного металла немного поднялась, обрывают дугу, переместив горелку с края вперед на 1 - 2 мм. и снова зажигают дугу и продолжают сварку. В случае, если сварку производят до края основного металла, в положении за 1 - 2 мм до края, включая и отключая дугу, добавляют присадочный пруток немного больше чем обычно, и, отведя горелку к себе, обрывают дугу.
1 балл
-
Знакомый у меня есть, из гаишников бывших, кличка у него "Клещ" (по понятным причинам). Вот и пришло время в очередной раз голову ломать что подарить человеку у которого всё есть.
1 балл
-
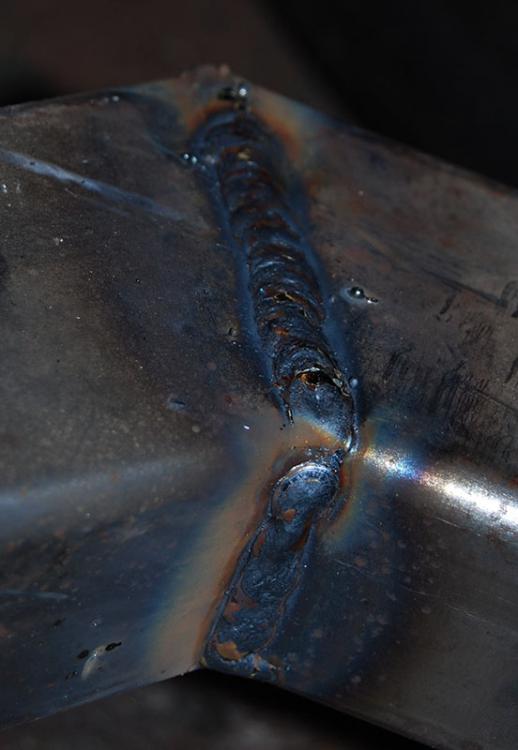
Такого же мнения На снимках труба , правда , 57-я , но дело это не меняет.
1 балл
-
http://www.youtube.com/watch?v=kKfybNLrFUA Мне призналась любовь моя, Что я больше не твой единственный, И что больше мы не семья, И любви больше нету истинной, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Скоро ночь наступает, И боль затихает Но опять в сердце горе, Бушует как море! И горе -как море! Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. Что мне ждать от тебя хорошего? Веет ветер холодный с севера Всё что было - то всё отброшено, Всё отвергнуто и потеряно, И прервалась моя карьера, И что больше мне нету веры, Сладкий мёд был, теперь я горек, Ты не ешь такой... Отчего, стала ты такая? Отчего, стала ты другой? Отчего, мне не надо рая, Если в нем нет тебя такой. * * *1 балл
-
Отрезные ставят шайбой вниз к шпинделю! И сколько я видел отрезных - картинка со стороны шайбы. Еще многие не знают, что гайку на болгарке нужно переворачивать, когда зажимаешь толстые диски...1 балл
-
Интересная тема. Тоже хотел бы внести немного своего мнения. Каждый день по 8 часов или в две смены могут выдержать только макита, хитачи или бош. Но сейчас заметили часто и у этих марок бывают просто бракованные и быстро ломающиеся экземпляры, хотя и редко. Как то на одном объекте привезли нам новые хилти. Прикольно было их на ремонтах погонять. В нете смотре цену маленькой болгарки такой - ужас 14 с хвостом т.р. Поработав ими, пару месяцев, вывод - ни чем не лучше, а кое в чем хуже (цена например) чем вышеперечисленные. Дома пользуюсь тремя машинками. Большая ЛЕПСЕ отечественная,синий пластик такой, от бати досталась., отличная прочная и долговечная, надежная. Сколько с ней перепилил ! Один раз только подшибники все меняли и щетки и снова долго юзать можно. Две маленькие купил сперва интерскол - подвела где то на подработке, сгорел статор. Потом еще раз горел, потом кнопка под замену. Вообщем выкинуть жаль, и пожалел что купил. Вторая девалт маленькая на 1100 ватт. Хорошая машинка, но как отметили -жутко греется редуктор, и еще не нравиться что жутко шумит. Прямо жесть какая громкая. Редуктор разбирал смотрел, добавлял масла. Всё равно жужжит как ужаленная. Хочу себе четвертую купить маленькую. Не хватает её. Ну чтобы не менять щетку на диск, или наоборот. Удобно когда большой отрезал, щеткой почистил, заварил, шлифовальным зачистил и еще одна маленькая с отрезным на подхвате . Наверно куплю макиту, если жабу поборю :-) На работе они себя давно зарекомендовали только с положительной стороны.1 балл