Лидеры




Популярный контент
Показан контент с высокой репутацией 18.02.2015 в Сообщения
-
Сварка заготовок, монтаж опор вроде так называются.
 14 баллов
14 баллов -
Проба пера по алюминию . Аппарат уже пару лет , но кроме как по пластине несколько раз "поварить" , ничего не пробовал . А тут на глаза попался обломанный штуцер от "Газели" , который мирно покоился в куче всякого хлама , да ещё и время свободное выдалось . Попробовал нарастить недостающий участок .
13 баллов
-
Доделывание септика, сначало за одним сварным доваривал его творение размерами от 10 до 20мм зазоры на половине заглушки трубы 1420 мм, день тока ушел чтобы заглушку сделать лист 8мм прихватили к трубе, с помощью крана подняв, очертить нечем шараж монтаж бедный маркеров нету и толку в -30 от них если даже лист прогреть нечем кроме резака, мела тоже нету, прочертилку начальство даже не слышало,пришлося лезть в трубу и резать с нутри, обрезал и получилося с зазором 3-4 мм в принципе нормально по ней можно было еще две вырезать не заморачиваяся, но у нас легких путей не ищут, отправляют на следующий день на куст и ставят на него бругаду технологов, монтажники в одном месте подогнав ставят заглушку вваривают регистр и обваривают его и технологический колодец с боку подгоняют и прихватывают там без зазоров не как не сделаешь, и уежают домой, нам с напарником монтажником пришлося помучиться с заглушками. Вот так прошли предновогодние дни и Рождественские каникулы, закончили мы его 8 января, погода была отличная -35 до -47 градусов иногда с ветерком. Забыл добавить труба намагниченая, электрод примагничевает и не плохо местами.
12 баллов
-
Как всегда меняли трубы и как всегда дорогу не разрешили копать , пришлось так и пропихивать трубы.
7 баллов
-
сперто c вебсварка
7 баллов
-
Отравили как самого молодого на другой участок, на две недели перед новым годом, шесть штук свай 325 нарастить и обратно, наивные, где две недели там и все два месяца вахты, начало моих мучений пришлося вспомнить как резаком пользоваться, года полтара в руки не брал для этого были специально обученые люди (газорезчики), аппарат варит отлично но с дизелем живут свое жизнью, регулировка тока ножная, бьешь ногой по шунту чтоб с места с двинуть рукой бесполезно отобьешь, если дизель начнёт жить своей жизнью приходится побегать не часто, но всеравно бегать регулировать.
5 баллов
-
@круазик,Ну и о рыбалке...
4 балла
-
@Sakhalin_Cat,Есть ещё методы. Если запорная арматура не держит и травит воду, которую не отогнать резаком, можно врезать в трубу сбросной штуцер малого диаметра (полдюйма-дюйм), через который будет осуществляться удаление мешающей сварке стыка воды. Существует два варианта такой врезки. Сначала прожигаем резаком, или электродом, отверстие, а затем ввариваем штуцер на повышенном токе. Или сначала привариваем штуцер, а затем-просверливаем сверлом, коронкой, отверстие. На резьбу штуцера можно навернуть кран, либо резьбовую заглушку.4 балла
-
сидел думал и вот вообщем коллеги сделал для гаража домкрат вернее приставку для стандартного домкрата,лёгким движением руки домкрат снимается и в багажник ,сильно не ругайтесь, в общем фото выложил как есть в очерёдности конструирования, машину поднимал ставил по центру,ну вроде всё видно,не красил не шлифовал
4 балла
-
3 балла
-
Установка новых шарниров.Старые крепления срезаны,наварен квадратный прокат 20х20,электроды УОНИИ 13-55(Эсаб).Приваривание скоб новых шарниров,выставление ворот и сверловка.Лестница не моя
3 балла
-
Классная идея.
3 балла
-
Очередной глушитель, на сей раз от Вольво. Клиент попросил развернуть выхлоп на 180 градусов. С помощью двух поворотов и куска трубы желание клиента было выполнено. Для облегчения общей конструкции немного поработал на токарном. ММА, электроды МР-3 (3мм. Арсенал), 2мм (ЛЭ3) Вот такие будни в воскресенье.
3 балла
-
Да,рыбалка она такая.На жор торопился
2 балла
-
Ждем вашего результата диагностики и возможно ремонта. Удачи!2 балла
-
Если давления нет, то берете резак и греете стык до красна, и сразу варите по красному постепенно перемещая зону нагрева и соответственно зону сварки. паровая рубашка отожмет воду от разделки и шовчик получится загляденье.2 балла
-
Если приспособа облегчает в чем-то жизнь, то почему бы не сделать её? Аргонщику, специализирующемуся на сварке литых дисков, картеров и блоков цилиндра конечно такая присособа не упёрлась, а тому кто собирает металлоконструкции типа столиков, стеллажей и скамеек вполне поможет сэкономить время и силы. При отрезании деталей равной длины можно сделать направляющую с упором чтобы без разметки фасонного металлопроката отрезать заготовки равной длины. Опять же при отрезании под 45 градусов можно не размечать всю линию реза, а только отметить точку с которой начинаешь рез. При нарезке металла для секций забора это может сократить время на рез в разы. Даже просто закрепив станок на определенном расстоянии до стены. Упёр профиль в стену, отрезал, подвинул, отрезал. Даже разметку можно не делать. Тут вариантов в зависимости от необходимой точности море. Может лучше обсуждать не целесообразность, приняв во внимание, что человеку вещь потребовалась, а сосредоточиться на безопасности и технологичности конструкции?2 балла
-
У них рабочее 100-150 и соответственно поверочное 150-225 кгсм. Очень у вас самоуверенные заявления. То-же касается остальных циферок которые вы приводите, они написаны "от фонаря". На любом баллоне выбито рабочее и поверочное давление, нет такого понятия баллон для дайвинга или баллон для скорой помощи, есть понятие баллон\сосуд высокого давления, у которого есть паспорт и определенные характеристики которые набиты на самом баллоне. Циферки же которые привели вы, высосаны из пальца, что не правильно в корне. То есть по вашему мы можем взять баллон из под хлора, хладона или метана и тупо через переходник качнуть туда кислороду или водороду? Не пишите ересь, если не шарите в ТБ и правилах обращения с сосудами высокого давления. Ведь кто-то такой же нешарящий как вы может повторить написанное вами на практике.2 балла
-
http://youtu.be/TJ-Eh-l5Bk42 балла
-
Сегодня доделал газовый горн,испытания прошли успешно согнул на горячую в улитки трубу 20х20 и 15х15. Домой не пойду поехал за газом.
2 балла
-
Самодельный пиролизный котел на дровах, для отопления помещения размерами 350 м2., высота 10 м. Соседи по боксам строят (примерные размеры котла 1000Х1500Х2500), лист 8 - 12 мм., ребята всю заготовку нарезали болгаркой, варили полуавтоматом. Я им только отверстия на теплообменнике и под трубу плазморезом вырезал. Под конец недели торжественный запуск.
2 балла
-
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
2 балла
-
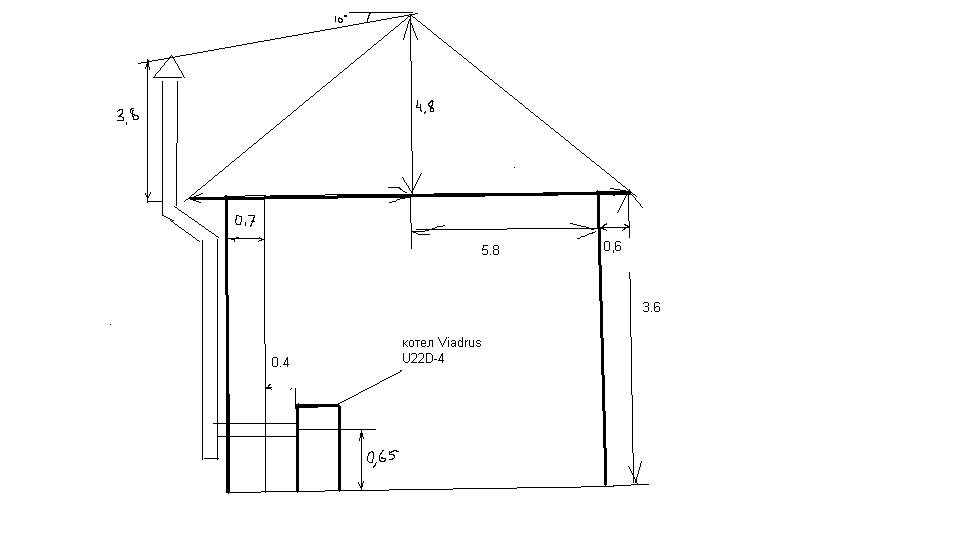
В свете известных событий в нашей местности и возможности остаться без газа ,был внедрен ТТ котел Viadrus в уже установленную систему с 2х контурным котлом Sims.Система получилась закрыто-открытого типа,т.е. при наличии газа топим газом в системе под давлением и при отсутствии газа переходим на открытую систему с расширительным баком и искусственной циркуляцией.Циркуляционный насос имеет поддержку в случае обестачивания на 4-5 часов от батареи 80 Ач через инвертор 400вт. Труба дымохода из нержавейки 1мм утепленная.Пришлось лепить целую конструкцию снаружи дома,чтобы закрепить ее жестко.Теперь ломаю голову,как выйти на 10 градусов ниже конька при моей "прибалтийской "крыше и при этом не навернутся с этим куском трубы вниз.
2 балла
-
работал в сауне,стойки под душевную кабинку .Варил стоя на краю бассейна,единственный раз когда хотел упасть-прямо туда с подогревом и гидромассажем.Периодически заглядывали работницы бани(не банщицы,другие)и хихикая спрашивали не нужна ли помощь.
2 балла
-
Попытки усовершенствовать рабочий процесс,равно как и облегчить условия труда,заставляют серое вещество искать пути к воплощению этих идей.И создаются всякие прибамбасы-одни удачные,другие -нет,но даже если результат не тот,что ожидал,это тоже "мясо".Иной раз неудачный эксперимент даёт совершенно новые идеи.Все мои приблуды делались под себя и под цеховые условия,но непохо себя зарекомендовали и на диких просторах.Время от времени буду пополнять тему экспонатами,потому что в силу обстоятельств что то пылится в углу,что то уже забыто,да и со временем начинаешь обходиться малым.А когда только начинал осваиваться в новой профессии,то идеи так и пёрли-сказывалось и отсутствие опыта,и смутное представление процесса,и неправильная установка работяг старой закалки (хотя и у них опыта набрался).Может кто то для себя найдёт что то интересное или же,наоборот, подкинет идею.Так что,господа-сварщики и иже с ними,не стесняемся.Всем спасибо за внимание. Никакой системы в порядке файлов не предусматривается.Кинул,в двух словах-что о чём и для чего,если будут вопросы-ответ. Это мой "четвероногий" друг.Стол.Ног гораздо больше на самом деле,но это не важно.Весь процесс крутится вокруг него.Устойчив,зафиксирован и выставлен в "0"(рабочая часть).Зафиксировав трубу таким образом,можно уверенно обрабатывать трубу большой болгаркой -и торцевать,и снимать фаску,не боясь получить по конечностям.Хотя,таким макаром болгаркой не работают,но другой альтернативы нет . Это уже другая вещь."Создавалась" под воротниковые фланцы (потом изображу в действии),но потом она обрела себя и в других областях.Высота,как и фиксация к столу осуществляется струбциной. Для удобного расположения и фиксации коротких катушек и фасона,добавил пару элементов: Несколько моментов монтажа: Этой штукой размечаю трубу под резку.Альтернатива ленте.Имею такую на 57-ю и 108-ю трубу.На большие диаметры использую ленту,а для мелочи очень удобно и быстро. Пока всё,а пост уж слишком длинный получился.
1 балл
-
@Nos, пардон, по терминам Вы правы. Асфиксия- смерть от недостатка (отсутствия) кислорода. Гипоксия- снижение содержания кислорода. Ув.тов господа сварщики! Давайте дальше придерживаться основной темы.1 балл
-
Клюёт? http://www.youtube.com/watch?v=ORfKupHAT2Y1 балл
-
@selco,Диаметр вольфрама 2,4мм. Баланс был выставлен 50% на обоих "крутилках" , ток ~ 80А , а шарик такой большой - присадки кусок остался и я его на пластине извёл - "игрался" с параметрами . В теории плаваю откровенно , хоть и читаю темы по этому направлению , но мне проще "на кошках" эти знания закреплять . При сварке этой детальки шарик был существенно меньше . То что увеличенная сфера затрудняет сварку я уже понял сегодня - дуга заметно гуляет , на одном из снимков даже кратер на шарике заметен .1 балл
-
@Кирилл111,Если вы хотите обратится к собеседнику,нажмите кнопку"Вставить ник",хотите поблагодарить ,нажмите зеленую стрелочку.И пожалуйста не пишите пустых постов(не содержащих направления темы)Модераторам потом чистить надо,уважайте их труд.1 балл
-
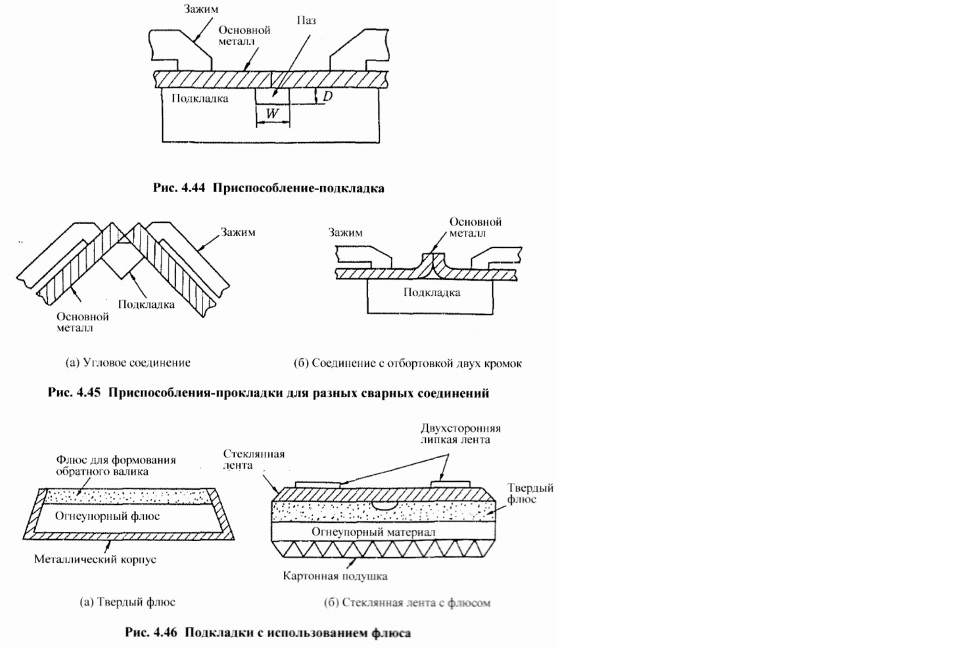
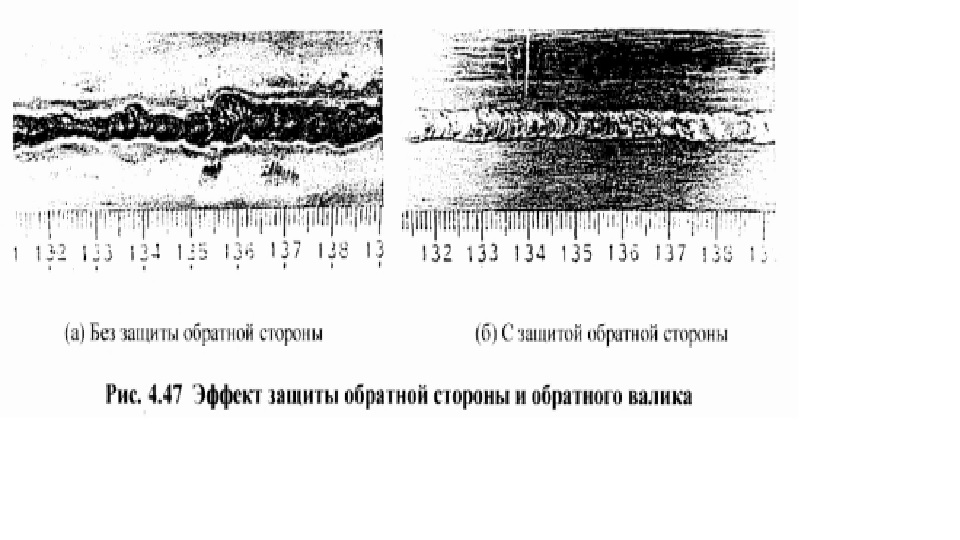
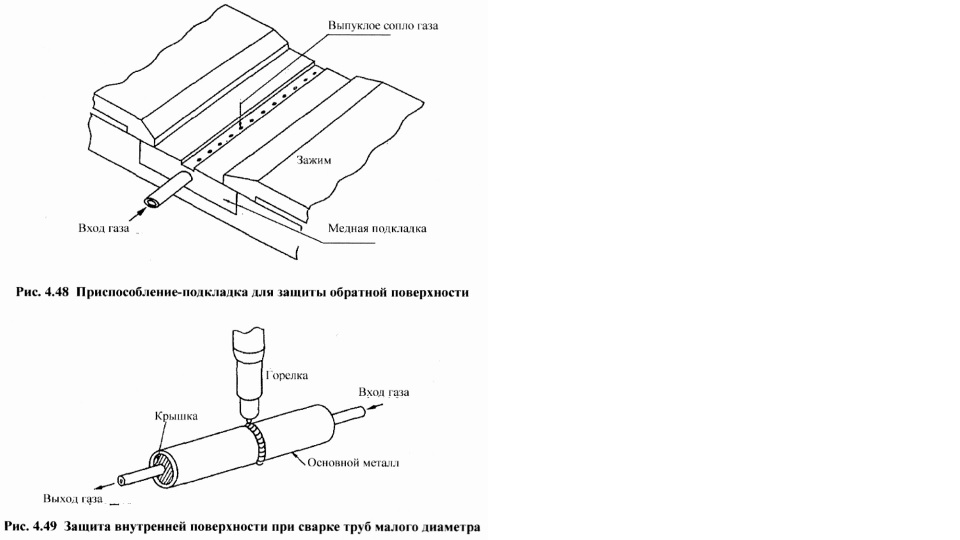
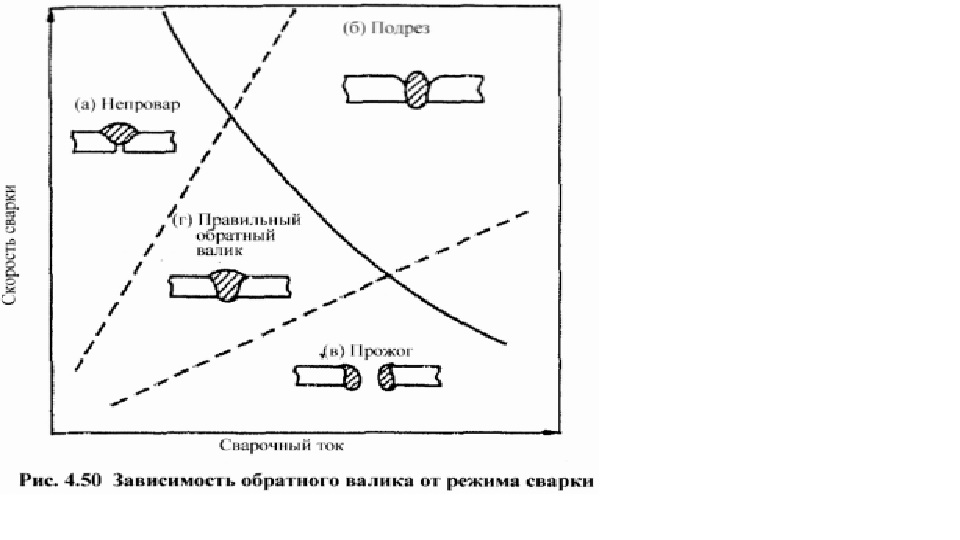
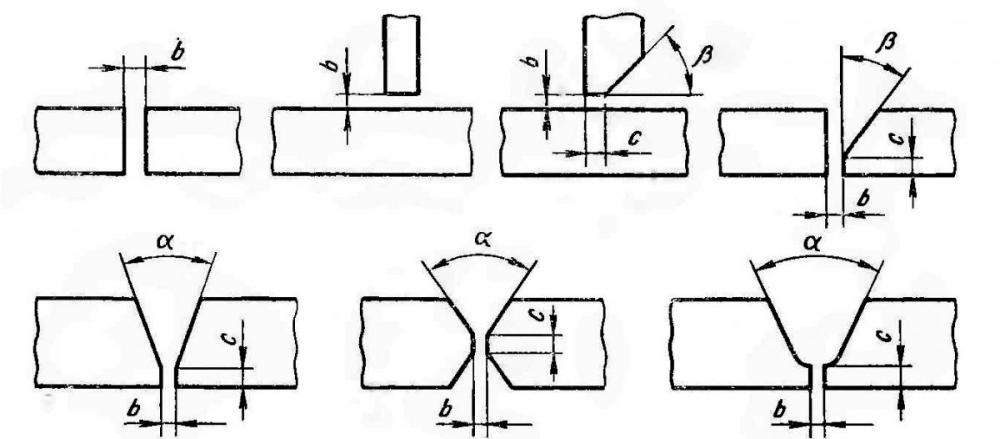
4-6 ОБРАТНЫЙ ВАЛИК 4-6-1 Приспособление-подкладка При сварке тонкостенных листов применяется метод исполнения работ, по которому одним проходом сваркой с лицевой поверхности основного металла и на обратной поверхности формируется валик. Валик, который формируется на обратной поверхности основного металла, называется обратным валиком. В процессе сварки невозможно наблюдать ход формирования этого обратного валика, так что для получения хорошего результата сварки требуется достаточно высокий уровень навыков. Однако Аргонодуговая сварка позволяет формировать обратный валик легче, чем другой метод сварки, так что часто применяется не только при сварке тонкостенных листов, но и для первого слоя многослойной сварки. Чтобы сформировать обратный валик, нужно расплавить основной металл достаточно до обратной поверхности. Однако расплавленный металл держится за счет поверхностного притяжения, так что, если ванна расплавленного металла становится слишком большой, поверхностное притяжение не может держать ванну расплавленного металла, происходит вытекание части расплавленного металла и в ванне будут пробиты поры. Чтобы предотвратить это вытекание части расплавленного металла, используется приспособление-подкладка, представленная на рис. 4.44. Обычно подкладка изготавливается из меди, у которой удельная теплопроводность высока. Пользуясь охлаждающим действием подкладки, сдерживают возрастание ширины обратного валика, вызываемое чрезмерным тепловложением, одновременно предотвращают приплавление подкладки к обратному валику и уменьшают деформацию, вызываемую сварочным теплом. В случае сварки тонкостенных листов приспособления-подкладки часто служат и приспособлениями-ограничителями сварного соединения. Форма паза подкладки также является одним из важных факторов обратного валика, и варьируется в зависимости от толщины стенки и т.д. При установке формы следует ориентироваться на глубину (D) 0.5 - 2 мм и ширину (W) 2-6 мм. Если формируют обратный валик на сварочном соединении с плотно прилегающими кромками в вершине разделки шва. не устанавливая зазора, будет потерян выход газа, выделяемого из расплавленного металла, и этот газ устремится к поверхности валика, что может привести к образованию раковин или поверхностных раковин. В угловом соединении и соединении с отбортовкой двух кромок также часто применяется приспособление-подкладка, пример которых представлен на рис. 4.45. Кроме того, в случае обратного валика для толстостенных листов или крупных конструкций и т.д. в качестве материала подкладки могут быть применены твердый флюс, стеклянная лента с флюсом и т.д.. как представлено на рис. 4.46. 4-6-2 Защита обратной поверхности Поскольку обратный валик относится к затвердевшему состоянию расплавленного металла, в случае нержавеющей стали, титана и прочих металлов, склонных к окислению при высокой температуре, необходимо обеспечить обратный валик защитой. В некоторых случаях газовая защита обратного валика называется обратной защитой Например, в случае нержавеющей стали, если формируют обратный валик без защиты обратной стороны, окисление происходит на значительную глубину обратного валика, как показано на рис. 4.47 (а) и с первого взгляда виден некачественный внешний вид обратного валика. На рис. 4.47 (б) показан пример с защитой обратной стороны. Обратный валик защищен за счет газовой защиты и показывает свой качественный внешний вид. Для защиты обратной поверхности обычно с использованием подкладки, пример которой представлен на рис. 4.48. подают аргон на обратную поверхность зоны сварки через выхлопные сопла этой подкладки. Если расход аргона слишком велик, то аргон может захватить воздух и тем самым понизить эффект защиты, так что нельзя подавать аргон больше, чем необходимо. При сварке труб с малым внутренним диаметром использовать подкладку невозможно, так что защиту с внутренней стороны осуществляют, как показано на рис. 4.49. В этом случае необходимо предусмотреть не только вход защитного газа, но и его выход, чтобы был получен сквозной поток защитного газа. Таким образом, чтобы обеспечить обратную поверхность полной защитой, нужно сложное оборудование и увеличение расхода газа. С другой стороны, в некоторых случаях невозможно обеспечивать обратную поверхность защитой из-за ограничения формой сварного соединения или т.д., так что на предприятиях продаются покрытые присадочные прутки для Аргонодуговой сварки, поверхность которых покрыта флюсом, и присадочные прутки с флюсом, которые включают в себя флюс. С использованием этих присадочных прутков обратные валики защищаются шлаком и получается хороший результат. 4-6-3 Формирование обратного валика При стыковой сварке тонкостенных листов без подкладки формы валика подразделяются, как представлено на рис. 4.50. В зоне (а) из-за нехватки тепловложения расплавление не распространяется до обратной стороны основного металла и обратный валик не формируется. В зоне (б) не полностью, но все-таки формируется обратный валик, однако велико обжатие ванны расплавленного металла давлением дуги в силу высокой скорости и сильного тока сварки, и в результате чего образуется подрез. В зоне (в) из-за чрезмерного тепловложения расплавленный металл вытекает и в ванне расплавленного металла пробивается пора. Следовательно, чтобы получить качественный обратный валик, (смотри) зону (г), сварку производят на слабом токе и низкой скорости. Кроме того, по мере возрастания зазора в вершине разделки или смещения подходящая к сварке зона уменьшается и, если превышен допустимый предел, сварка сама становится невозможной. Допустимый предел зазора в вершине разделки и смешения не больше, чем 1/2 толщины стенки. В случае использовании приспособления-подкладки, если устанавливают зазор в вершине разделки, можно формировать обратный валик легче, чем при стыковке участков притупления кромок друг к другу. Выполняя сварку, работник сам почти не может непосредственно наблюдать ход формирования обратного валика, однако, если приобрел опыт в определенной степени, может сам предположительно судить о ходе формирования обратного валика, наблюдая за состоянием ванны расплавленного металла. Например, можно наблюдать следующие явления; Ø Пока расплавление не распространяется до обратной поверхности основного металла, ванна расплавленного металла выглядит немного выпуклой в силу теплового расширения. Ø Когда расплавление достигло обратной поверхности основного металла и формируется обратный валик, расплавленный металл протекает к обратной стороне, так что поверхность ванны расплавленного металла выглядит немного вогнутой. Ø Когда обратный валик формируется устойчиво, ванна расплавленного металла выглядит относительно прозрачной и ее размер почти не изменяется. Ø Когда обратный валик не формируется нормально, ванна расплавленного металла резко теряет свое прозрачное ощущение и выглядит немного черноватой. Размер ванны расплавленного металла уменьшается. Ø Непосредственно перед возникновением прожога. Ванна расплавленного металла выглядит так, как будто резко увеличила свое прозрачное ощущение, и размер ванны расплавленного металла также увеличивается. Следовательно, следует сначала расплавить поверхности притупления кромки до обратной стороны, приостанавливая горелку на начальной точке сварки, и. суля по поведению и состоянию ванны расплавленного металла, убедиться в формировании обратного валика, а затем переместить горелку, обращая внимание, на постоянность размера ванны расплавленного металла. Даже когда на начальной точке сварки успели сформировать правильный обратный валик, если затем скорость сварки становиться слишком большой или малой, то дальше или не формируется обратный валик или происходит прожог. Так что следует по возможности приобрести навыки в перемещении горелки на равномерной скорости. Кроме того, изменение длины дуги также оказывает влияние па формирование обратного валика, так что следует обучаться, чтобы по возможности уменьшить дрожь руки. Форма конца вольфрамового электрода также оказывает влияние, так что следует полировать электрод, форма которого изменилась вследствие износа, заблаговременно.
1 балл
-
Все правильно... Только если шарить инет, то все плохо... А если доедите до МИТИНО, то все сможете купить, возможно и стандартный разъем под сам аппарат Сам через это прошел. Там разъемов на любой вкус и цвет. А вот с охлаждением, чуть хуже дела обстоят... Но для меня ближе магаз "ЖЕЛЕЗЯКА" там пневмо системы продают... хоть черта лысого купить можно, т.е. и под пневму и под жижу... В европе легче... но от туда тянуть разъемчик ...1 балл
-
Не принимайте всё близко к сердцу, и не вздумайте обижаться. Дело не в том, что всех напрягает, а в том, что происходит некоторая засоренность форума мелкими, элементарными вопросами и ответами во всех темах по многу раз. При последующем поиске по форуму в результаты будет попадать много "мусора" и найти нужную информацию будет сложнее. Вы создадите проблему не только себе, но и другим новичкам и форумчанам. Да, иногда хочется более "живого общения", ты спрашиваешь - тебе отвечают, но такое общение больше похоже на чат. А это форум и он больше похож на книгу, живую книгу, которая пишется и дополняется ежедневно всеми форумчанами. Согласитесь, приятнее и удобнее читать чистую и аккуратно оформленную и структурированную книгу, чем взять в руки книгу измазанную кучей рукописных заметок на полях и между строк. Для простых вопросов пользуйтесь поиском, наверняка эта информация уже есть на форуме, пара слов в запросе и, с большой вероятностью, ответы у вас на экране. Для начала, желательно, как книгу, просто почитать/пробежаться по тем разделам и темам, которые вас интересуют. Процентов 90 вопросов отпадут сами собой + узнаете много нового, как теоретического так и реализованного на практике. Если не боитесь критики, местами подколов, в соответствующих темах расскажите и покажите фото где, чем, как и что вы делаете и что получается. Вам подскажут и посоветуют на что обратить внимание. Злых "дядек" здесь нет, есть грамотные, строгие, дотошные, суровые, специфика форума обязывает. Есть конечно и фантазёры и приколисты. Почитав основные темы форума можно понять кого слушать, а кому просто улыбнуться. P.S. @Кирилл111, не спешите при наборе текста, НАСК поправьте, по специфике работы прочитал как "ХАК". За грамотность будут тыкать носом, будете обижаться. Свои сообщения стараюсь хотя бы через Word прогнать.1 балл
-
Не смешно... Когда наступает момент, что дышать не чем, то не задумываешься: асфиксия это или гипоксия Мозг, если работает, ищет варианты выхода из этой ситуации. Тем более не возникают мысли про суицид. А при возникновении оных - прямая дорога к психиатору, при чём не затягивая1 балл
-
@Кирилл111,ВАХ-Вольт Амперная Характеристика.Притупление. На рисунке обозначается-С.Осциллятор-высокочастотный поджиг дуги,обозначается HF/
1 балл
-
@Кирилл111, 1-Если есть пуль дистанционного управления, то меняйте, оно и лучшему. В основном варят на одном токе с потолка, потом меняют(или всё на одном токе, применяя техники) 2-Заранее выбирайте позицию, чтоб захватить максимально длинный участок шва,но попадаются стыки, что видишь левым глазом и варишь правой ногой.1 балл
-
@bader, так у тебя ж не просто "старая" ауди)), а вообще "M"-кузов взоры привлекает, главное чтобы овчинка выделки стоила))
1 балл
-
уважаю тех дам которые так могут https://www.youtube.com/watch?v=3Nyr1Ao7iZA#t=175 ну люблю я их)), bader, такую по прямой "сделал" бы?)) https://www.youtube.com/watch?v=-wWNSGXbRUU1 балл
-
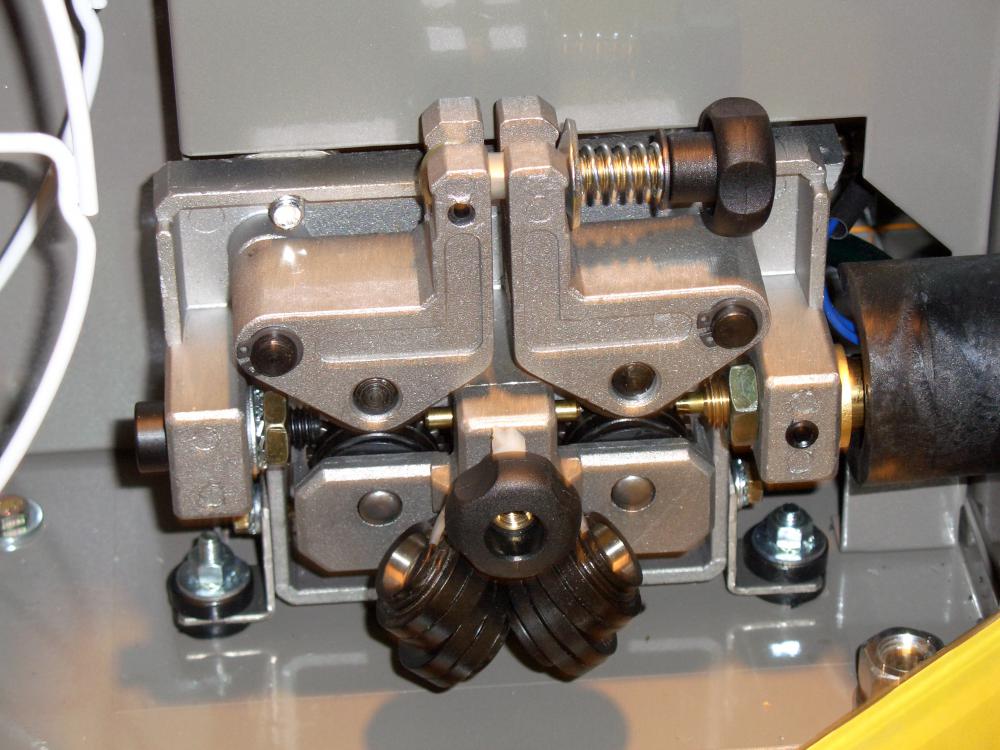
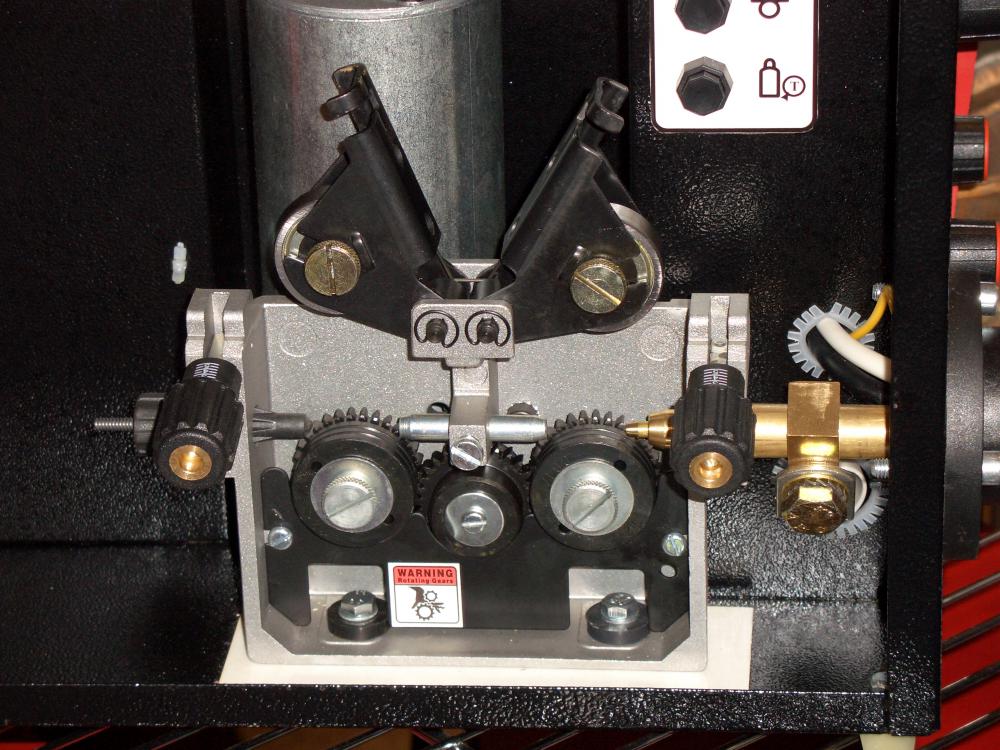
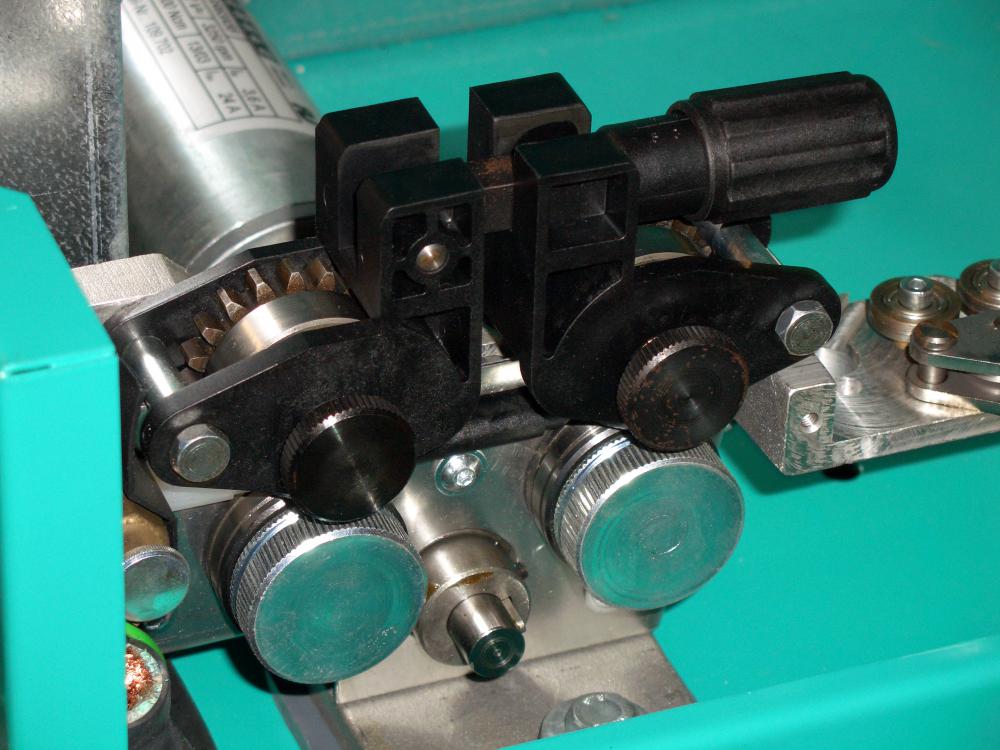
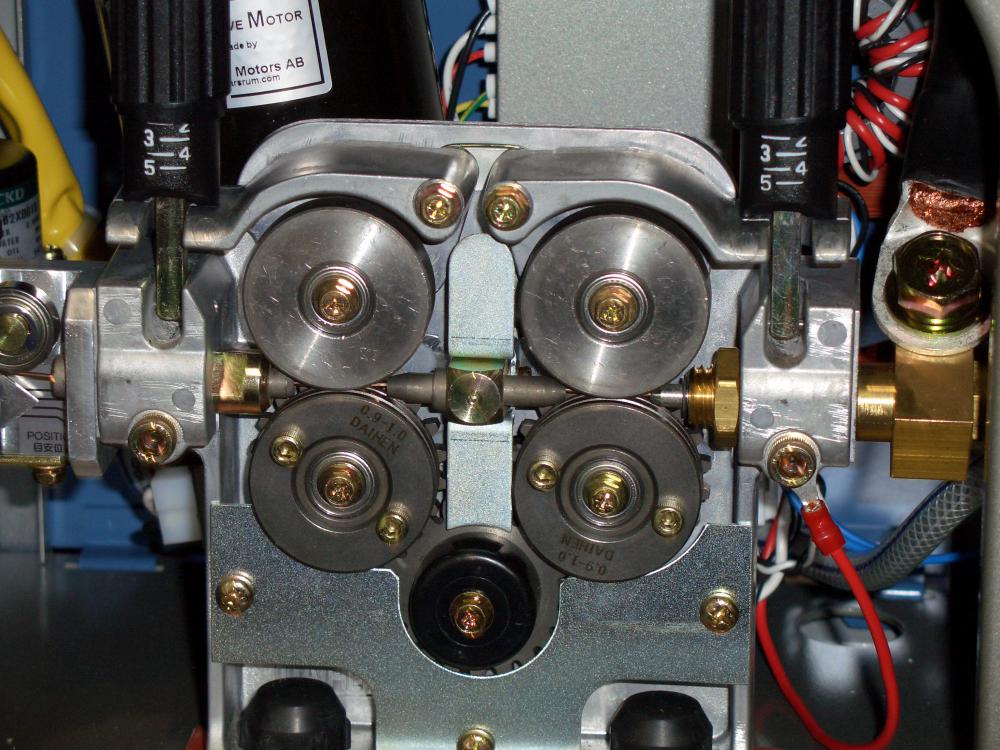
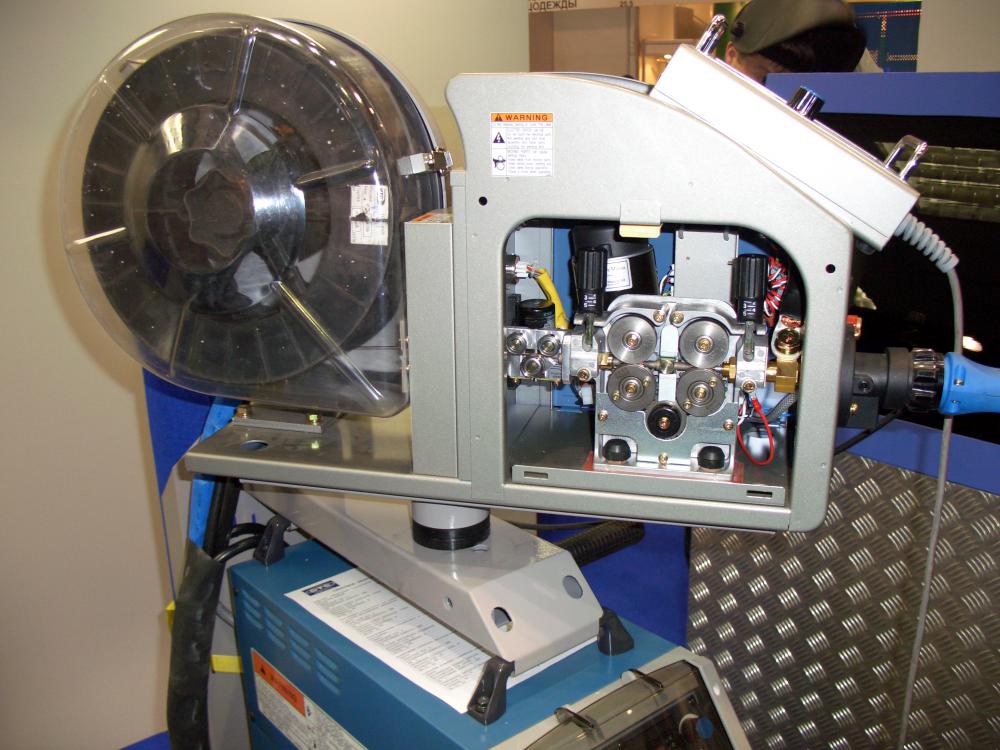
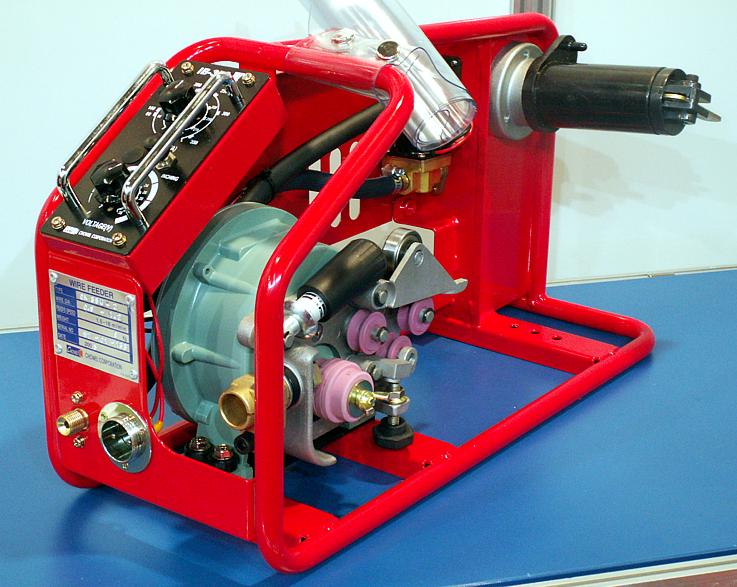
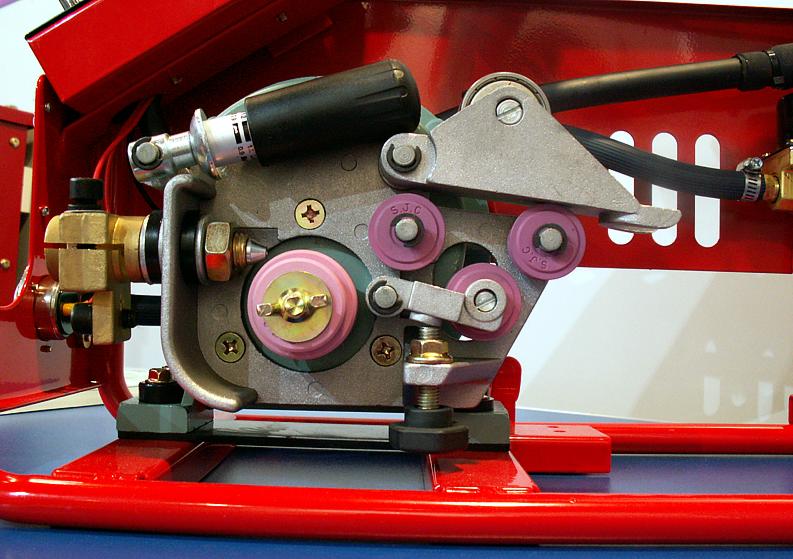
Просто фото подающих. Вообще как в жизни принято если 2 ролика не зависимо пассивный один или активный продавцы обзывают 2х роликовым, если 4 ролика независимо пассивные два из них или активные , продавцы обзывают 4х роликовыми. Пример EWM, везде написано 4х роликовый и не слова что верхние пассивны, и для сварки Ал или Нерж нужно докупить кит с активными роликами. http://www.cooptim.com/ Перейдем к фото. Привет из СССР, мощный подающей 12 вольт с планетарным редуктором стоял на роботе и тащил 3мм проволоку, правда ролики другие были да и сам механизм прижима другой, вес килограмма 3. Ну и с выставки 2006 год С немецкой машины REHM Lincoln EWM Merkle очень понравился и добротно сделан Daihen Южная кор. с керамическим роликом Chowel
1 балл
-
@круазик,Поддержу про знаки:
1 балл
-
Немного видео запилил. http://www.youtube.com/watch?v=21_JBeNdtKM1 балл
-
http://youtu.be/DnkTZeqnMF41 балл
-
1 балл
-
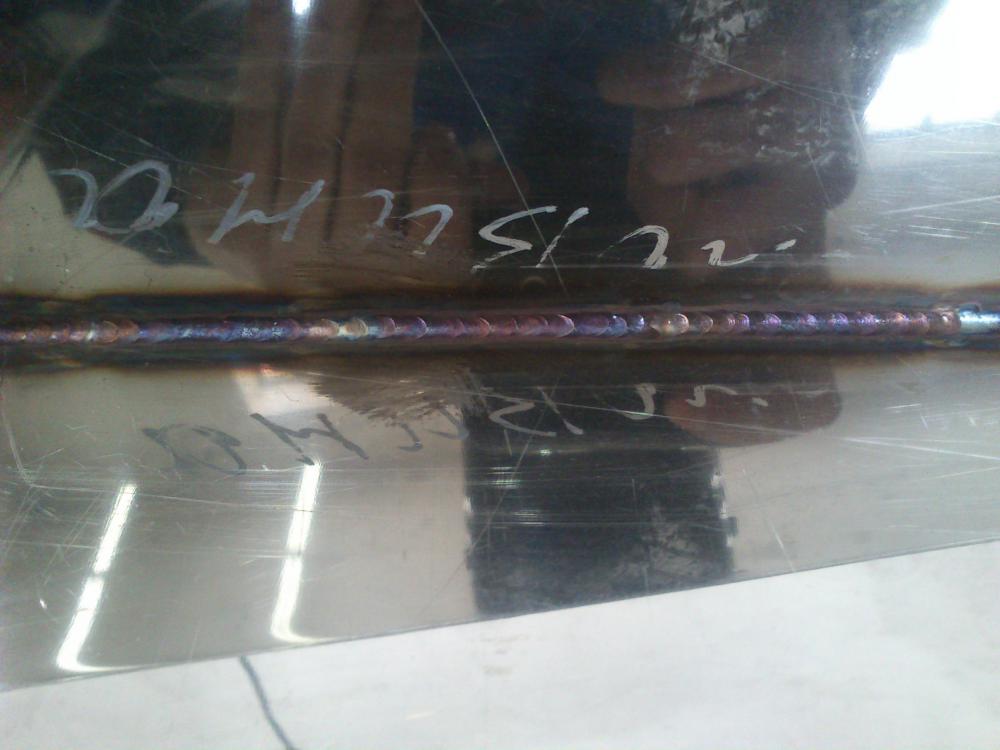
Вот еще пара фоток РАДС нержавейка. 190А присадка 2мм 110А присадка 2мм P.S. После пары недель сварки РАДС, я понял что больше мне нравится всетаки РДС.
1 балл
-
И снова нержавейка 2мм, присадка 1мм, ток 65А.
1 балл
-
Замена опорной плиты п/прицепа Schmitz без снятия будки, фото демонтажа не делал:
1 балл
-
С заказом ковыряюсь, обратил внимание на сварку япономото, узлы под нагрузку но торцы не обваривают: ну и так..некоторое..Брызги не удалены:
1 балл
-
@АВН, Да по морскому рым. Я человек сухопутный, в повседневной жизни такелажными терминами не оперирую. Тут крепёжные кронштейны из уголка 100, совсем мелочь.
1 балл
-
Понимаю, что вопрос старый, да и @Maler, давно здесь не был и поменял работу, но думаю, что моё видео кому-то пригодится. http://www.youtube.com/watch?v=jYG616dpxdU&list=UUmQZSA8xzZGkLZQKV7hUiDg1 балл
-
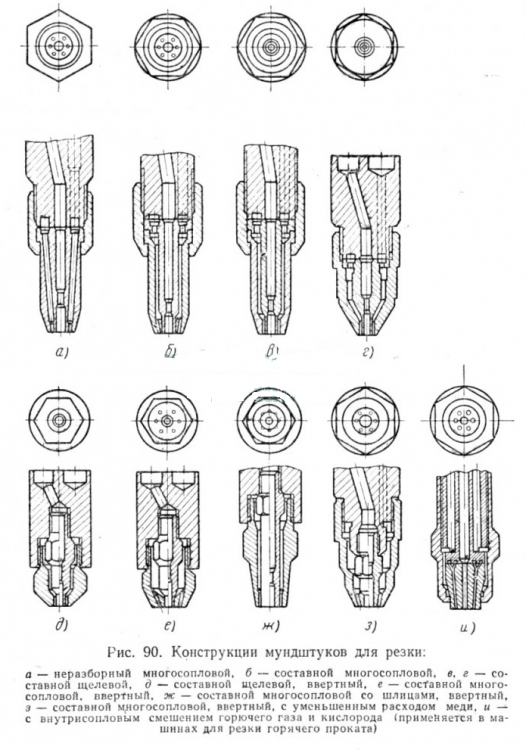
Ну во первых не розочка а многосопловый мундштук, А по класификации есть еще и щелевые мундштуки!
1 балл
-
Когда мелочёвку приходилось варить,то "наскоряк" был изготовлен "уголок".Фирменным,конечно,уступает,но свою функцию сей монстр выполнял хорошо,чем заметно облегчил нам работу. Эти "приблуды" применялись,когда стыковали краны (15",20" ,"под приварку") с трубой.Помимо этого,со временем,их функционал расширился,в основном под мелочёвку. К теме зажимов.Пара вайсгрипов в купе с уголком достаточно хорошо и быстро фиксируют стык. Труба ф 57мм. Подготовка под врезку.Болгарка.Отрезной.
1 балл