Лидеры




Популярный контент
Показан контент с высокой репутацией 16.02.2015 в Сообщения
-
Еду себе, никого не трогаю, смотрю - о, наши, с вебсварки!
 8 баллов
8 баллов -
Вроде как тоже сварка, не гнушайтесь :-) Пока на работе занят привариванием отводов к тройникам. Такие вот будни. Начальник озадачился оросительной системой для полива полей.
7 баллов
-
Понадобились болты с "барашком", все старые запасы обнулены, да и хотелось нержавейки.... вспомнил - где-то на форуме (или на чипе?) проскакивало - нарезал колец из трубы D25 мм и шпильку М8, быстренько наварил!
6 баллов
-
слепили/покрасил . завтра профлистом шить будем,если успеет высохнуть. (если не успеет-тоже будем. потому что молодой директор--дурак..э.э.э. малокомпетентен в сроках и физических законах по части температура воздуха/скорость высыхания краски. )
5 баллов
-
Очередной глушитель, на сей раз от Вольво. Клиент попросил развернуть выхлоп на 180 градусов. С помощью двух поворотов и куска трубы желание клиента было выполнено. Для облегчения общей конструкции немного поработал на токарном. ММА, электроды МР-3 (3мм. Арсенал), 2мм (ЛЭ3) Вот такие будни в воскресенье.
5 баллов
-
4 балла
-
http://www.smailikai.com/smailai/26/smailikai_com_01(713).gif http://f5.s.qip.ru/iaKRE59T.jpg http://f6.s.qip.ru/iaKRE59A.jpg4 балла
-
Обновочки Себе на ДР руселкомовский cut-30 и друзья подарили Aurora pro overman 180 http://cs624423.vk.me/v624423196/2301f/4HlCPUz1rH8.jpg4 балла
-
Наши руки ,не для скуки© Раздобыл в нашем городе шланги. Готовлю переноску-удлинитель горелок Радс.
4 балла
-
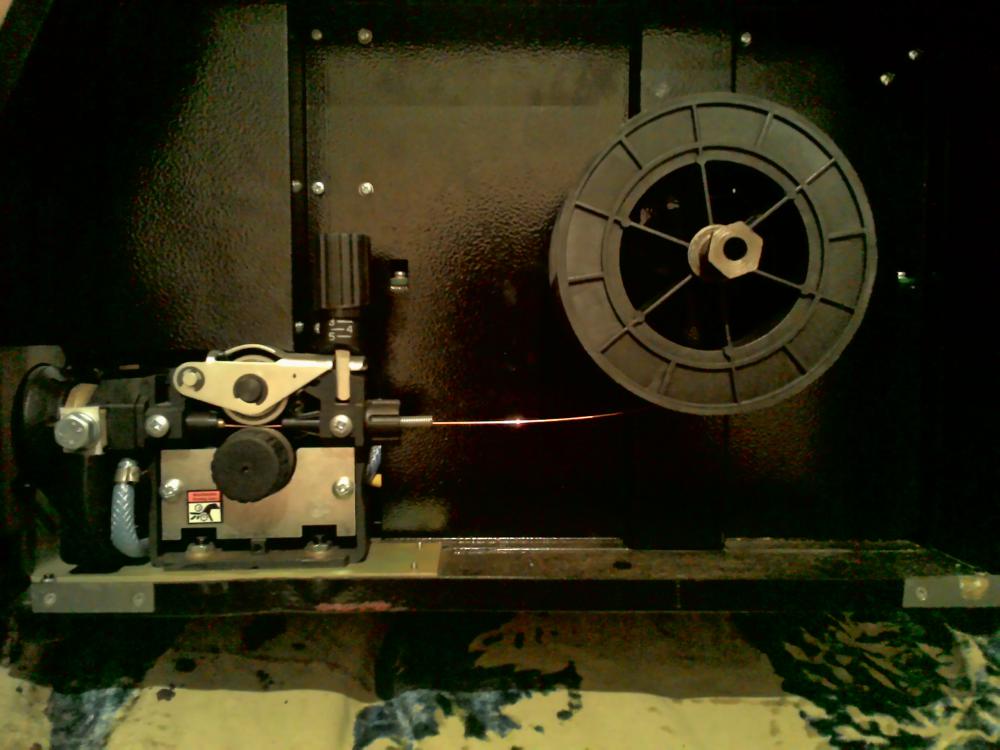
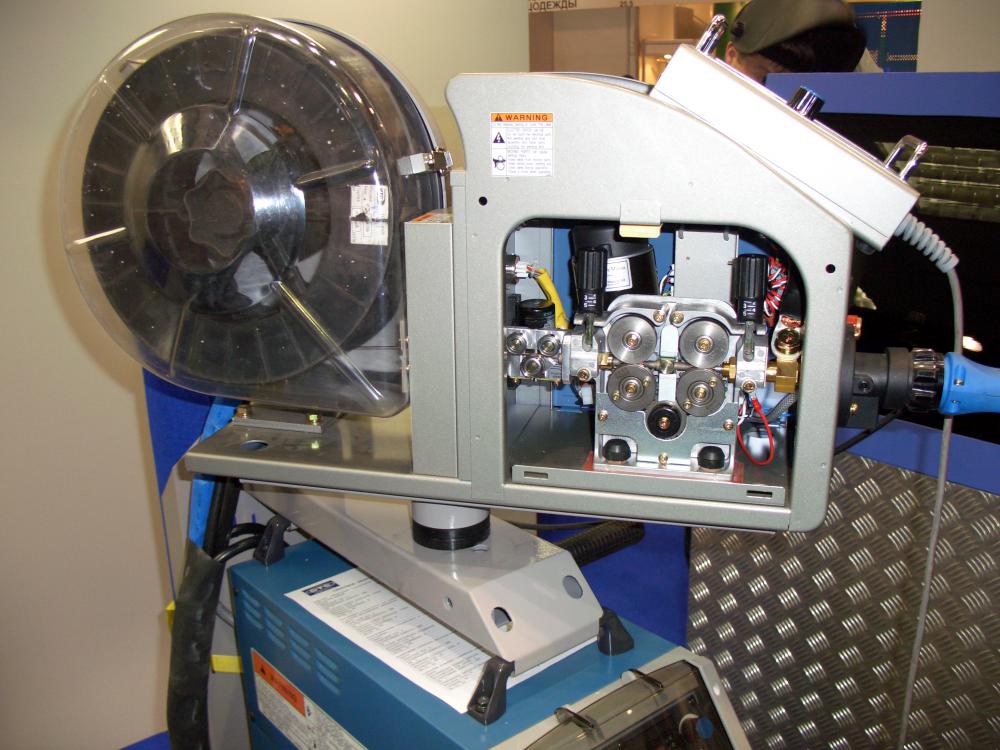
Здравствуйте! Меня зовут Александр, и я работаю сварщиком. Вот, решил сделать небольшой обзор своего личного оборудования. Это два аппарата: ручник Форсаж 161 и комбайн ручник/полуавтомат Форсаж 200 ПА. Начну с Ф161. Аппарат у меня около двух лет, в целом впечатления от аппарата глубоко положительные. Действительно хорошая работа на слабых сетях, и стабильная дуга на малых токах. Проводил сварку минимум на 30 амперах электродами УОНИИ 3мм. Так же радует малый вес. Из недостатков можно отметить шумный вентилятор, и неудобное расположение потенциометра. Придраться можно еще к отсутствию ручки, но для меня не фактор. Ф200ПА я купил недавно, месяц назад. Использую его с горелкой Сварог MS15 длиной 5 метров. Меня уже критиковали за такой выбор горелки, но мне по долгу "службы" иногда приходится лазать например вглубь зерноуборочного комбайна, и аппарат тащить за собой у меня желания нет. Полуавтомат используется на тонком железе в основном и не часто пока. Это мой первый инверторный ПА и сравнить пока не с чем,но мне на данный момент нравится. Так же переделал крепление катушки проволоки, так как 5кг проволоки у нас не купить. Было правда пару глюков, подозреваю что от того что на морозе включив аппарат сразу начал работать, так как после прогрева все нормализировалось. Как ручник аппарат мне тоже нравится, но дуга на мой взгляд немного "мягковата". Тему обещаю дополнять фотографиями время от времени и опытом эксплуатации этих аппаратов. А пока общий вид и подающее ПА. и еще несколько фото: сани сварены Ф161. Используются для транспортировки ПЕ труб сдвоенных в поле. Длина саней 22 метра, материал труба 315/3. Сразу извинения за фото, на рабочем телефоне паршивая камера. а вот работа ПА - замена пола в кабине ЗиЛа. заплатка на воздухоочиститель бульдозера наплавка на колесо транспортера ремонт двери трактора картер ВАЗ Если будет что показывать будут еще фото. Так же если у кого нибудь вопросы появятся, задавайте, вдруг я что то упустил из виду. С уважением ко всему коллективу ВебСварки Mictlayotl. :-)
3 балла
-
Интересно!А превышения скоростного лимита были?
3 балла
-
http://youtu.be/DnkTZeqnMF43 балла
-
Не хорошая вчера была пятница ,домой пришёл сегодня в 00:50 Сегодня будем искать саму утечку . P.S нахожусь уже на работе P.S.S просидел 2 часа на работе после отпустили домой и искать будем в понедельник
3 балла
-
Немного видео запилил. http://www.youtube.com/watch?v=21_JBeNdtKM2 балла
-
Рано вы меня в спецы записали=) 1) Взять более-менее нормальную проволоку, "зарядить". 2) Полностью ослабить прижимные ролики. 3) Регулировку начать с входной пары, затягивать до начала прохождения эл-да по всему лайнеру горелки. 4) Выходную пару затягивать чуть больше чем входную, при стабильной скорости эл-да без проскальзывания. Проверку прижима осуществляю просто, мизинец и безымянный на сопле или конце гусака - остальными 3-мя удерживаю проволоку (без фанатизма конечно), удержал без деформации - норма. (при залипании будет проскальзывать, а не намотается "бородой" в подающем и не пропыряет горелку) Подпружиненый прижим легко компенсирует не большую разнокалиберность проволоки (она присутствует у всех производителей). Лайнер продувать после каждой выработанной катушки.(вне зависимости использовалась омеднённая или хим. полированная проволока) (Саркастично) - "Ни на какие цыфири на рукоятках ориентироваться не надо, токмо на ачучения - оне не подведут".2 балла
-
Чтобы ровно отрезать болгаркой, можно для начала изготовить шаблон из уголка потолще - типа направляющей. Крепить струбцинкой. И резать еле касаясь или не касаясь шаблона. Стойка нужна, когда необходимо нарезать очень много. Типа 50метров трубы распустить по пол метра и т. д. Или когда много мелочевки ровно нужно нарезать. http://youtu.be/gh4-jbbaIXI http://youtu.be/77at5ebgQCE Ну или вот отлично сделано: https://www.youtube.com/watch?v=D1m9wfwfTIo2 балла
-
сначала так http://youtu.be/fIX2Lo5imnA?t=1m50s потом так https://www.youtube.com/watch?v=D4jOAo8nQT02 балла
-
Давненько ничегошенько не варил. Все сендвич да отливы с нащельниками) Но кризис и зеленое земноводное подзадушили одного товарища и как итог планировавшиеся подъемные Дорхоны были заменены на наши распашные) Причем с мотивировкой, де мол дорхановский механизм под потолком всю красоту портит. Ну раз самодельные распашные теперь более конкурентны, почему бы и не сделать. Как обычно на кирпичиках, вооружившись болгаркой, монтажной пилой и сварочником. Потом предстоит утепление минватой с обшивкой внутри профлистом. Рамер почти три на почти четыре. Лист 2мм, профтруба 50*25.
2 балла
-
Арматура АIII и А500С. Важные различия http://www.sibelektrod.ru/_si/0/s78141939.jpg Побудили меня написать эту заметку ситуации, которые произошли на двух разных стройках. Сразу замечу, что закончились они всё-таки благополучно. В первом случае во время приёмочного контроля армирования было обнаружено, что строители вместо указанной в проекте арматуры A5OOC применили арматуру А-III (она же А400). На другой стройке заказчик сменил компанию,осуществляющую строительный контроль. К этому моменту фундамент здания был сделан на 70%. Я с удивлением увидел, что выпуски из фундаментов сделаны из арматуры А-III вместо указанной в проекте A5OOC. В первом случае были удалены не проектные стержни А-III и заменены на предусмотренные проектом A5OOC. Во втором случае после долгих консультаций с проектировщиками с облегчением выяснили, что фундамент всё-таки можно не переделывать. http://www.sibelektrod.ru/_si/0/s64640971.jpg Как показывают выше приведённые примеры, оказалось,что не только арматурщики, но даже многие ИТР не в состоянии отличить эти два класса арматуры друг от друга. Более того, приходилось слышать мнение, что А-III и A5OOC это одно и то же. Меж тем, они отличаются не только по внешним признакам, но и по техническим характеристикам. Об их внешних и внутренних отличиях и пойдёт речь ниже. На строительных площадках случаются моменты, когда приходится применять сварку. Арматура, которая не требовательна к условиям сварки,- настоящий подарок для строителей. Большим плюсом арматуры A5OOC является отсутствие хрупких разрушений сварных соединений, выполненных ручной дуговой сваркой. Именно такая сварка и применяется на большинстве строительных площадок, поэтому выбор A5OOC вполне оправдан. О том, что арматура является свариваемой, нам говорит буква «С» в её обозначении. Следует пояснить, почему же удалось добиться такой хорошей свариваемости арматуры A5OOC. Дело всё в том, что A5OOC изготавливают из стали с низким содержанием углерода, а для свариваемости это - самый важный показатель. Что же касается арматуры А-III (А400), то она была разработана ещё в 50-е годы ХХ века. Изготавливается А-III из стали с высоким содержанием углерода (0,2 - 0,37%), что накладывает серьёзные ограничения по использованию. Такая арматура является ограниченно свариваемой. Поэтому применение А-III вместо A5OOC при определённых обстоятельствах может быть опасным для возводимых объектов. http://www.sibelektrod.ru/_si/0/s87108929.jpg http://www.sibelektrod.ru/_si/0/s58000571.jpg Кстати, некоторые зарубежные стандарты строительства вообще не допускают сварки арматуры с содержанием углерода выше 0,22%. Чем ещё хороша A5OOC? Она позволяет экономить без потери качества. Арматура A5OOC имеет предел текучести равный 500 Н/мм 2 (смотри письмо Госстроя России от 11.03.1998 г. № ОФ-132/13 «0 применении в железобетонных конструкциях арматурной стали класса A5OOC»), в отличие от 400 Н/мм2, которым обладает А-III. Получается, что при тех же расчётных нагрузках применение арматуры A5OOC выгоднее. Как показывают не только расчёты. но и практика - экономия на металле составляет в среднем 20%. Не удивительно, что при таком раскладе многие отечественные заводы, выпускающие металлопрокат, перешли на более востребованную строителями арматуру A5OOC. Правда, первые годы её выпуска не обошлись без затруднений. Например, одно время классы арматуры А-III и A5OO поставлялись с одинаковым профилем, то есть визуально были неотличимы. Заводская маркировка часто тоже отсутствовала, поэтому для определения класса арматуры приходилось проводить лабораторные испытания. Сейчас такой проблемы нет. Взглянув на фото, вы не вооружённым взглядом увидите внешние различия между А-III и A-5OOC. Надеюсь, что если у вас и были какие - то затруднения в определении этих классов арматуры, то после прочтения моей заметки вам всё стало ясно. http://www.sibelektrod.ru/_si/0/s72791017.jpgСергей Кокшаров, инженер по надзору за строительством. Кирпич №1. 2012г.2 балла
-
Изготовление катера, материал АМг5 толщина 4 мм, присадок 5356, диаметр 3.2 мм, предпрогрев, ток 160 А.
2 балла
-
Товарищ со Швеции вышку вытащил, появилась возможность заняться утеплением бокса:
2 балла
-
Работа
2 балла
-
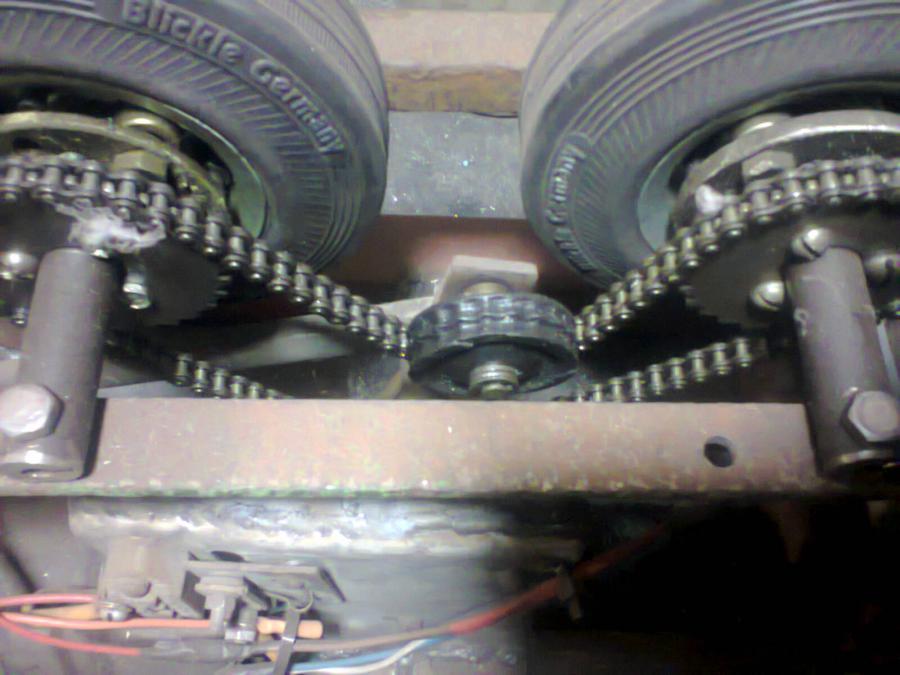
Можно и я поделюсь своим вращателем.Просто были объемы сварки труб ф120,нержавейка,приварка тонких фланцев своим телом.Требовался просто красивый шов,2+2мм.Был срочно сделан вращатель,двигатель дворников ам москвич,блок питания от пк,регулятор оборотов-кнопка акумуляторного шуруповерта,масса крокодилом за край трубы.Ну и ленивец для поддержки края.Колеса от тачки(в Украине кравчучка)на подшипниках.Звезды от китайских двигателей мопедов грм.
1 балл
-
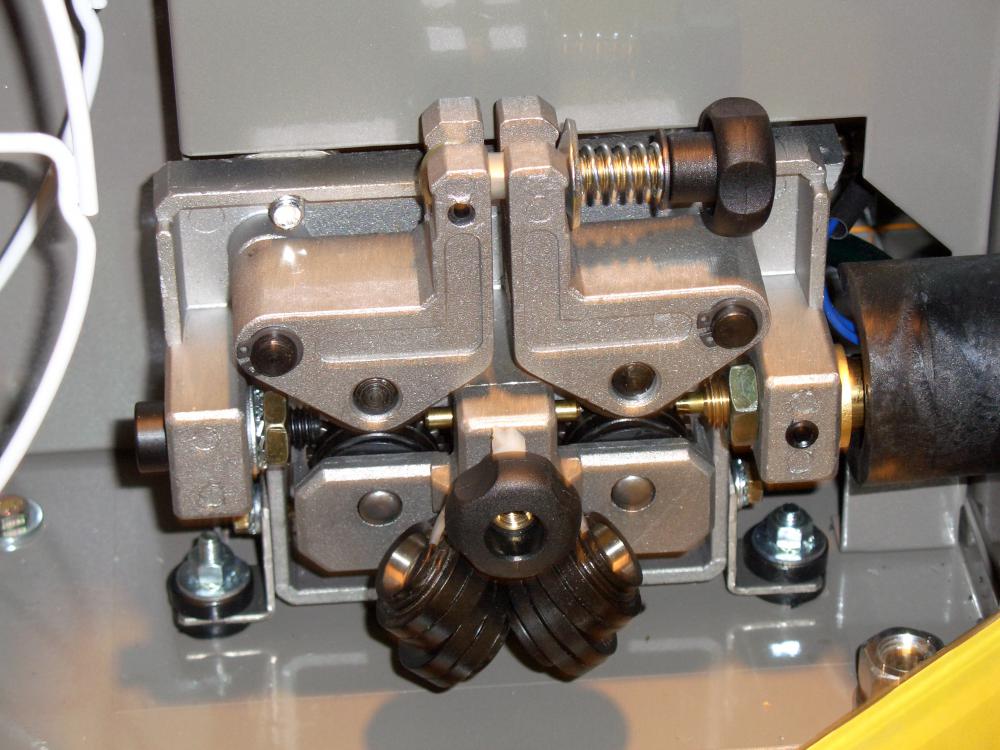
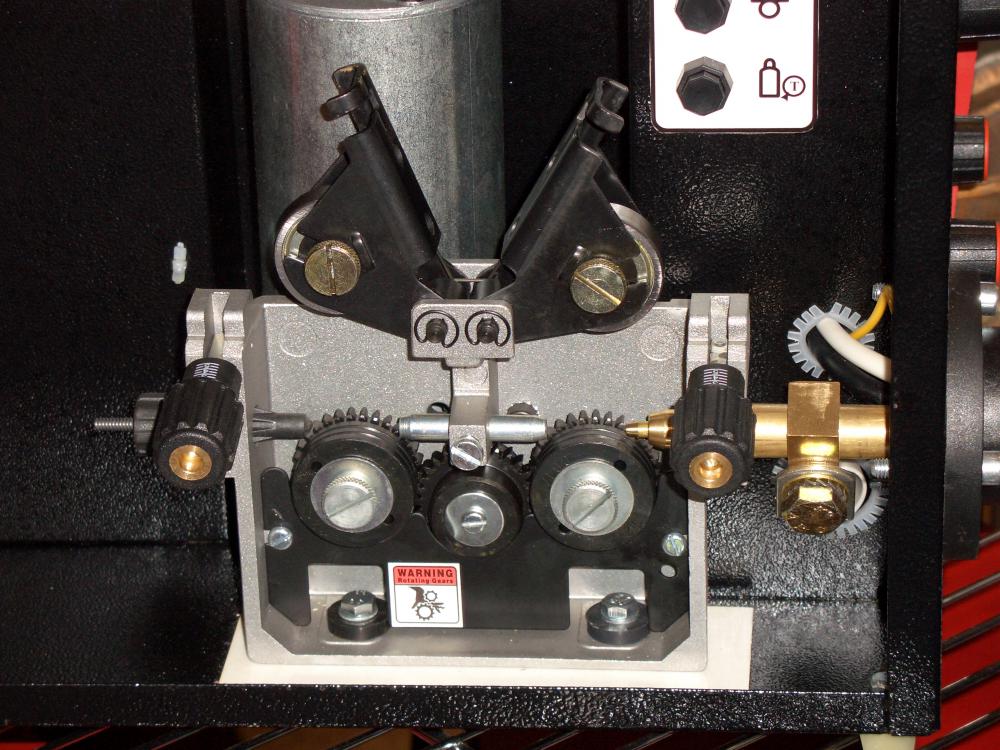
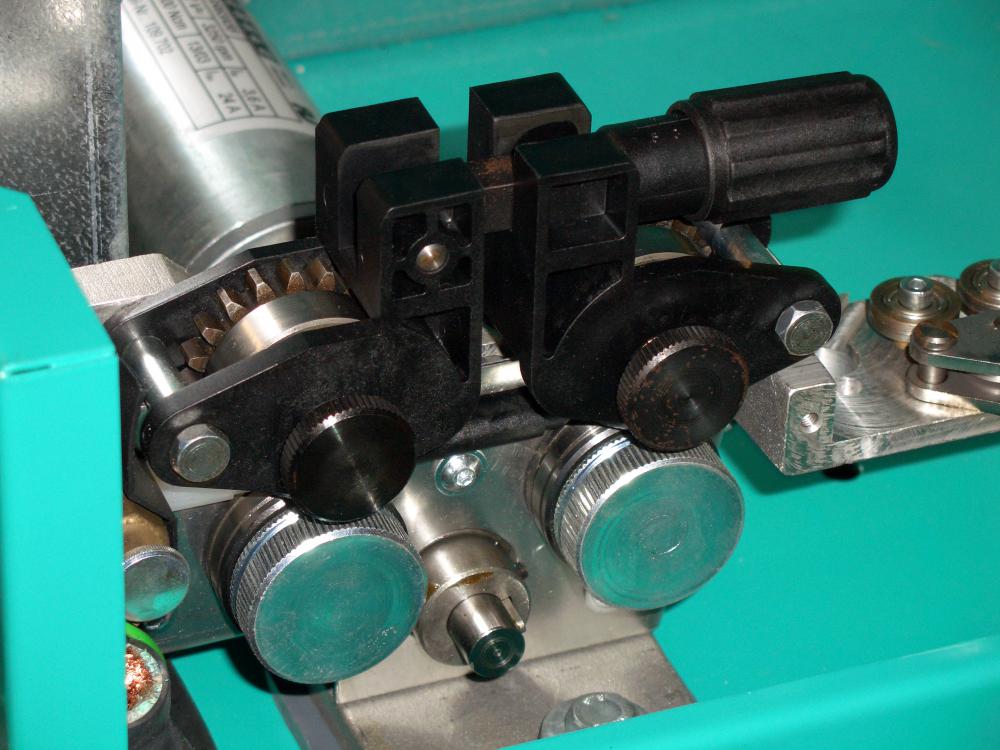
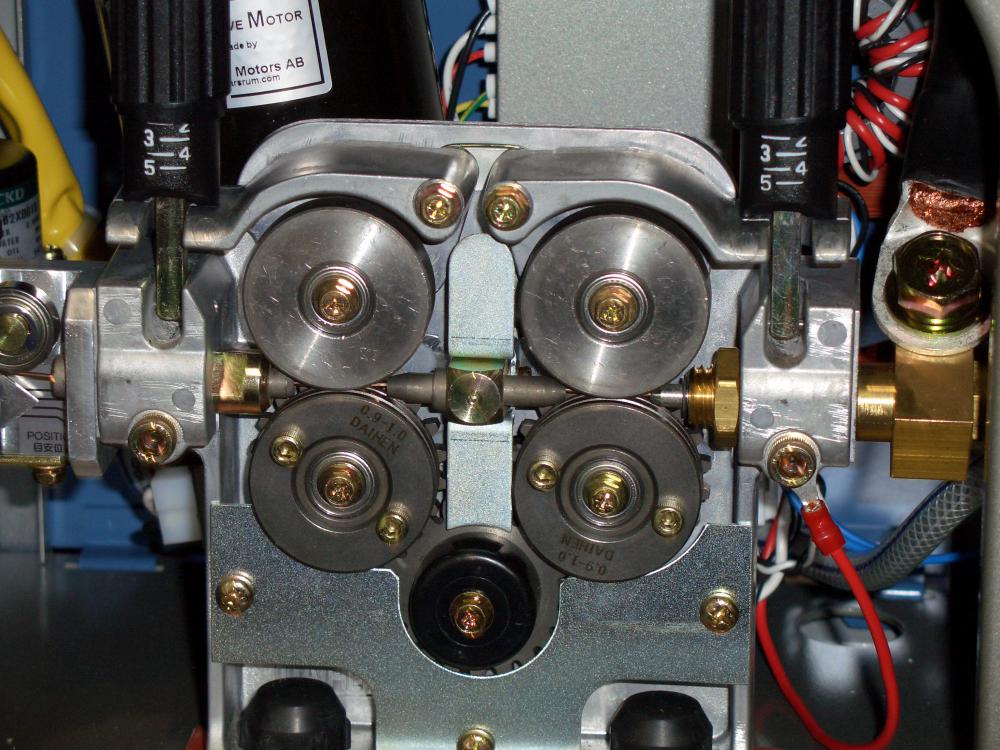
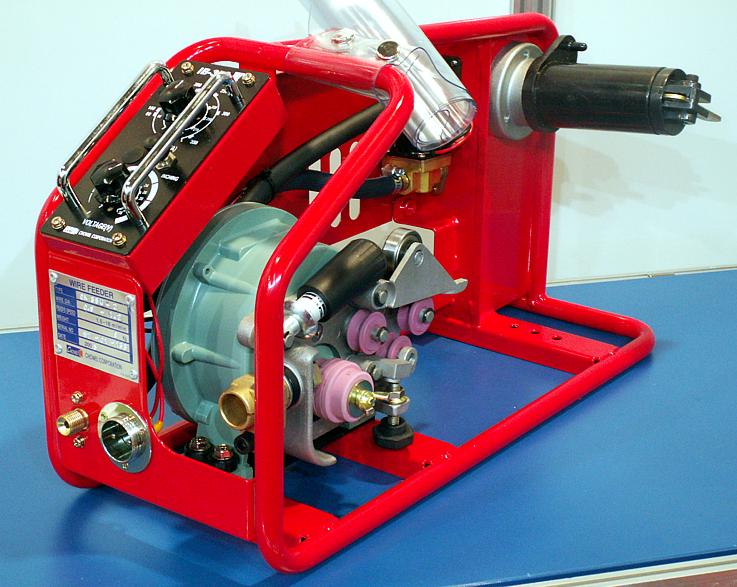
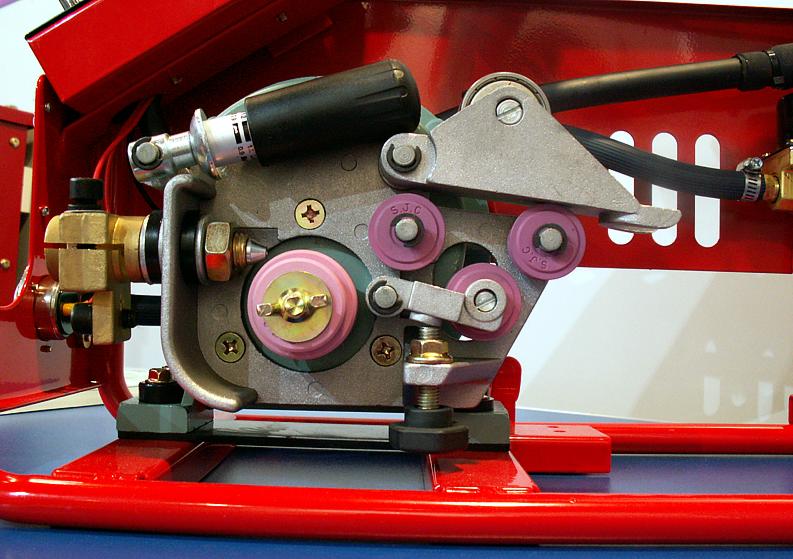
Просто фото подающих. Вообще как в жизни принято если 2 ролика не зависимо пассивный один или активный продавцы обзывают 2х роликовым, если 4 ролика независимо пассивные два из них или активные , продавцы обзывают 4х роликовыми. Пример EWM, везде написано 4х роликовый и не слова что верхние пассивны, и для сварки Ал или Нерж нужно докупить кит с активными роликами. http://www.cooptim.com/ Перейдем к фото. Привет из СССР, мощный подающей 12 вольт с планетарным редуктором стоял на роботе и тащил 3мм проволоку, правда ролики другие были да и сам механизм прижима другой, вес килограмма 3. Ну и с выставки 2006 год С немецкой машины REHM Lincoln EWM Merkle очень понравился и добротно сделан Daihen Южная кор. с керамическим роликом Chowel
1 балл
-
намедни тоже пришлось заняться "модернизацией" данного аппарата. Захотелось прикупить ещё одну горелочку с жидкостным охлаждением и шлейфом 8м. Заказал прямую - TIG25. Получил, помчался распаковывать и подключать... Не тут то было!!! Двухконтактные разъёмы аппарата и горелки абсолютно разных форм-факторов! См. фото. На аппарате штатный Y2M-2TJ, которого не только в РФ, но и на "алибабе" найти не удалось. Пришлось идти по более простому пути - пытаться найти разъём, который наиболее часто поставляется с горелками. После разных запросов оказалось, что это так называемые "микрофонные разъёмы" 16мм. Точнее, с горелками идёт гнездо Q-2816 (MC902-2P). Что довольно странно - по идее гнездо должно было быть со стороны аппарата, т.к. контакты штекера могут быть закорочены гораздо проще в разомкнутом положении. Хотя управление (кнопка горелки) низковольтное, получается что со стороны питания вилка, а не розетка. Интересно, как такие аппараты удостаиваются сертификата НАКС? В общем Q-2816 (MC902-2P) оказалось навалом, на "алибабе", "ебее", в Питере и даже в Москве, в единственной сети "Кварц". На аппарате разъём менять не стал, отрезал от горелки и сделал переходник. На очереди дубль 2 - упражнения с переходниками разъёмов 1/4 под газ и М12 под воду с тоководом...
1 балл
-
@круазик,Поддержу про знаки:
1 балл
-
пошол сегодня в магазин на работе за хлебушком ,и наблюдаю такую картину,предисловие-выгоняли мотовозы и на растоянии 100 метров от депо происходит саморасцеп мотовоз потихой убегает и в гараж,а ворота уже закрытыЫЫЫ,ворота высотой 4,7 ширина 1,6 трубы 89 обшитые вагонкой снутри дсп наполнение мин вата...и вот значит мужики уже рихтуют створки как успел так фото снял,завтра с утра планёрка обещает быть весёлой...
1 балл
-
У вас хомутик в ручку не влезет. Поэтому стальная обожженная проволочка вам в помощь. Хотя я вообще не понимаю нафига вам горелка карандашного типа? Просто валяться будет. Очень уж она для специфичных работ.1 балл
-
1. горелка с гнущимся гусаком, поэтому длинный электрод туда по-любому не вставить - сломается, когда гусак будет загибаться. 2. хвостовик - бесплатный бонус )) в этой горелке он не нужен, но периодически его кидают в коробку, как стандартный комплект поставки TIG горелок.1 балл
-
На счет надежности сомневаюсь.. У меня интерскол так в руках сломался, передняя ручка вырвала кусок корпуса. А если на станине то давить будешь, а это дважды опасно. Прикупите обрезную цена вопроса 10000 тыщ...1 балл
-
bruce77 С Днем Рождения! Успехов, удачи, здоровья!1 балл
-
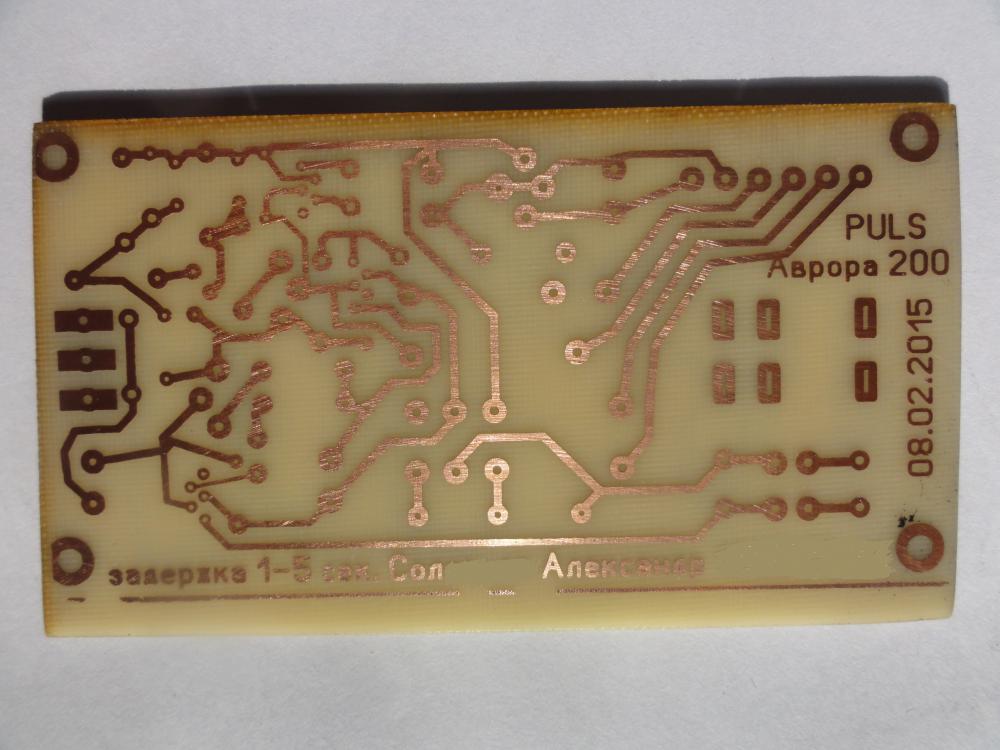
Спасибо за ссылку, обязательно попробую обратится к данному господину. Да!!! Примерно так!! Новы не учли что функциональные возможности аппарата требуют участия таких функций как 4Т и 2Т, а это бес вмешательства в схему аппарата не получается. Но вы правы, дополнительная плата собирается отдельно и подключается в схему аппарата. Принципиальную схему задержки я уже разработал, на макетке опробовал, работает. Разработал и изготовил монтажную плату. Теперь осталось просверлить отверстия в плате, набить ее деталями и провести пусконаладочные работы. Фото монтажки прилагаю:
1 балл
-
Связанно. С увеличением стоимости. Так как медь и коммутация вырастают в стоимости на порядок. Но обычно такие системы 24\48В. Скорее всего у вас 4 акумы 6В включенные последовательно. У меня вот таких парочка (фото с нета) 24В, тоже встроенная зарядка, 12м подьема, 300кг. Очень страшно когда на 12м высоте начинаешь на нем ехать куда нужно. Качается мама негорюй... Правда 3тн веса платформы немного успокаивает. Но штука незаменимая и офигенно нужная, заменяет леса и время работ без их сборки разборки сокращается на несколько порядков.
1 балл
-
Тоже увидел в инете коптилку холодного копчения загорелся этой темой и решил сделать себе , с самим генератором проблем не стало сделал быстро теперь нужно было найти сам ящик для копчения ? что первое попалось на глаза это мой старый холодильник ,сам он был рабочий только фрион вышел ,оказывается у холодильника есть мотор он же компрессор откусил постижами охладитель -радиатор, включил в сеть компрессор заработал ,ну и всё в задней стенке пробил дырку вставил трубку от генератора дыма соеденил его с компрессором шланчиком и воля дым попер!!! Но самое главное опилки должны быть сухими !!! холодильник завтра с фоткаю.1 балл
-
Здравствуйте, я Александр. Сваркой увлекся сразу после окончания школы, с 17 лет с держаком)) Сейчас мне 23, работаю сварщиком в КФХ, сваривать приходится в основном сельхозорудия сломаные, телеги, кузова и рамы авто. Тяготею к сварке ММА, больше всего нравится (по сравнению с газом и ПА). Не так давно разжился двумя сварочниками, ММА и комбайн MIG-MAG/MMA. Фото швов и инструмента будут, если необходимо, но все в принципе заурядное.Надеюсь почерпнуть с форума максимум пользы для себя и своего профессионального развития.1 балл
-
Взялся я за "причалы" для вечно спешащих. Девайс - в стандартный двухдюймовый хитч фаркопа. Поскольку толстостенной трубы 50х50х5 у нас нет в продаже, пришлось делать из уголка 50х5 Трубу 60х3 разрезал, согнул и проварил. Быстро залил края торца. Попытался сделать красивый шов. Обточил лепестком и снял фаску. Сделал скос для пары проходов ПА. Корень Заполнение Готовый некрашенный девайс на машине.
1 балл
-
История одного снимка. 13 июня 1936 года на гамбургской верфи «Блом унд Фосс» все рабочие вскинули руку, салютуя в честь спуска на воду военно-морского учебного судна «Хорст Вессель». И только один человек демонстративно не делает нацистского приветствия (он на фото в кружке). В 1991 году некто Ирена Эклер увидела в газете это фото и узнала своего отца. Так стало известно его имя — Август Ландмессер. А это, то самое учебное судно.
1 балл
-
Выдался выходной в пятницу, давно собирался зеркало облагородить. Нашёл штамповку, с год валялась. Сварил рамку с трубы 15х15х1,2, на неё накидал штамповку (варил с обратной стороны). В зазор приклеил уплотнитель. Сзади двумя полосками по углам прижимается. Красил молотковой "бронзой" на пару слоёв. Ну и местами серебром брызнул с баллончика.
1 балл
-
Доброго времени суток. Вот решил отписаться в этой теме. Зовут меня Дмитрий, мне 35 лет. К сварке имею весьма косвенное отношение. По диплому о среднем образовании техник-программист, о высшем: экономист-менеджер. Род деятельности, скажем так: системный администратор. На форум попал практически случайно, в соцсети наткнулся на чудо инженерной мысли, оттуда на группу вебсварки, а затем сюда. Обычно на форумах много не бываю, а тут, не знаю надолго ли, но реально подсел. Ну, во первых, можно почерпнуть много полезного, а, во вторых, завсегдатаи форума это взрослые, серьёзные и грамотные люди. Хотя и я вроде уже не так юн, но ребячества во мне хватает. Если кого, когда обидел своим юмором/подколками, извиняйте, не со зла. Почему сварка? В детстве была тяга к конструированию, к «техническим» дисциплинам. Отчасти со сваркой знаком с детства. Мой отец работает сварщиком (через неделю пенсионером по возрасту станет), и в домашних работах иногда ему ассистировал. Толком у него поучиться у меня как-то руки не доходили. Да и не было смысла. Аппараты были только самоделки трансформаторы. Позже был приобретён заводской трансформатор. Но им «посверкать» решился, кода пришлось скрепить несколько арматурин при заливке фундамента. Потом ещё подваривал (громко сказано) глушитель у своей легковушки. Для бытовых нужд был приобретён инверторный комбайн MIG/MAG + MMA, баллон CO. Стал немного пробовать варить полуавтоматом. Да и с ручной инверторной попроще, чем с трансформатором. А так, деревья садил ещё пионером. Ращу сына, уже выше жены вымахал. Пристраиваю/достраиваю дом, все работы от фундамента до крыши. И навыки сварщика в этом деле лишними не будут.1 балл
-
В бытность свою работы на стройке ,на рубеже 90-00 гг., в конторе , где имел честь трудиться(старейшее городское домостроительное предприятие) так и было... вообще способ контроля оговаривается в проектной документации, а вот соблюдение оной подрядчиком-большой вопрос, хотя технадзор тоже не всегда хлеб даром ест...1 балл
-
@blazen79, не-не-не, ни в коем разе не флуд. Нормальный вопрос. Особенно, для тех, кто работает с трубами и в малоамперном диапазоне. По теме. Процесс избавления от излишков шлака зависит от пространственного положения и типов форм. Проще всего выгнать шлак, если скоба расположена боком и варится вертикальный шов. Тогда излишки шлака сами вытекают. Ток при этом-минимально необходимый. Но, такая лафа бывает далеко не всегда. Чаще-скобы повёрнуты зоной сварки к верху.. В этом случае-ток подаётся максимально возможный для данного диаметра электрода и сварка ведётся погружённой дугой, чтобы максимально исключить непровары и шлаковые включения. Излишки шлака выгоняются через отверстия, прожигаемые в стенке формы. Далее, по мере подъёма высоты сварочной ванны, эти отверстия завариваются. Это-справедливо для достаточно больших толщин арматурных стержней. Всякую мелочь, типа ф 18-20 мм-варят без особых ухищрений в борьбе со шлаком. Если вести одноэлектродную сварку таких диаметров электродом ф 5 мм и током порядка 280-300 А, то шлак попросту поднимается над погружённой дугой и разбрызгивается. Чтобы повысить производительность сварки горизонтальных арматурных стержней больших диаметров и, при этом, не изголяться с удалением шлака, применяют многоэлектродную сварку. Понятно, что и ток и держак для такой работы-значительно больше. Сам не варил двуручным держаком, но, со стороны двуручный держак с гребёнкой из 3-4-х электродов выглядит монстроидально, а процесс сварки-феерично. В вертикальных конических формах-также прожигаются шлакоотводные отверстия.1 балл
-
Всем Привет, давненько не виделись))) Поделюсь тоже своей "новой работой" с нового места Вообщем вот такие печки теперь делаю) работа не пыльная, нормальная, мне нравится)
1 балл
-
Вот так, это выглядит в сборе:
1 балл
-
Вот очень прикольная вещица- магнитик на холодильник!
1 балл
-
Разводка на два аппаратаподдув из старой горелкии быстросъемы себе прикупил
1 балл
-
BelaZZ, спасибо вам за предоставленную информацию и краткий обзор как нужно работать!!! не забрасывайте данную тему-она будет очень полезна...1 балл
-
@Bazilio, Даже и не советую!!! Там напряжения для зажигания электрода попросту хватать не будет в режиме п/а. В итоге натыкаетесь и сожжете аппарат! Что не предназначено, о том и не стоить думать.1 балл
-
Типичный силумин В настоящее время сплавы алюминий — медь — магний с добавками марганца — известны под общим названием дюралюмины. В их число входят российские сплавы следующих марок: Д1, Д16, Д18, В65, Д19, В17, ВАД1. Дюралюмины упрочняются термообработкой; подвергаются, как правило, закалке и естественному старению. Характеризуются сочетанием высокой статической прочности (до 450—500 МПа) при комнатной и повышенной (до 150—175 °C) температурах, высоких усталостной прочности и вязкости разрушения[3]. Недостаток дюралюминов — низкая коррозионная стойкость, изделия требуют тщательной защиты от коррозии. Листы дюралюминов, как правило, плакируют чистым алюминием. Также, как правило, все применяемые в конструкции самолёта детали из алюминиевых сплавов покрываются специально разработанными для авиации грунтовками (обычно жёлтого или зелёного цветов) и, при необходимости, окрашиваются.1 балл
-
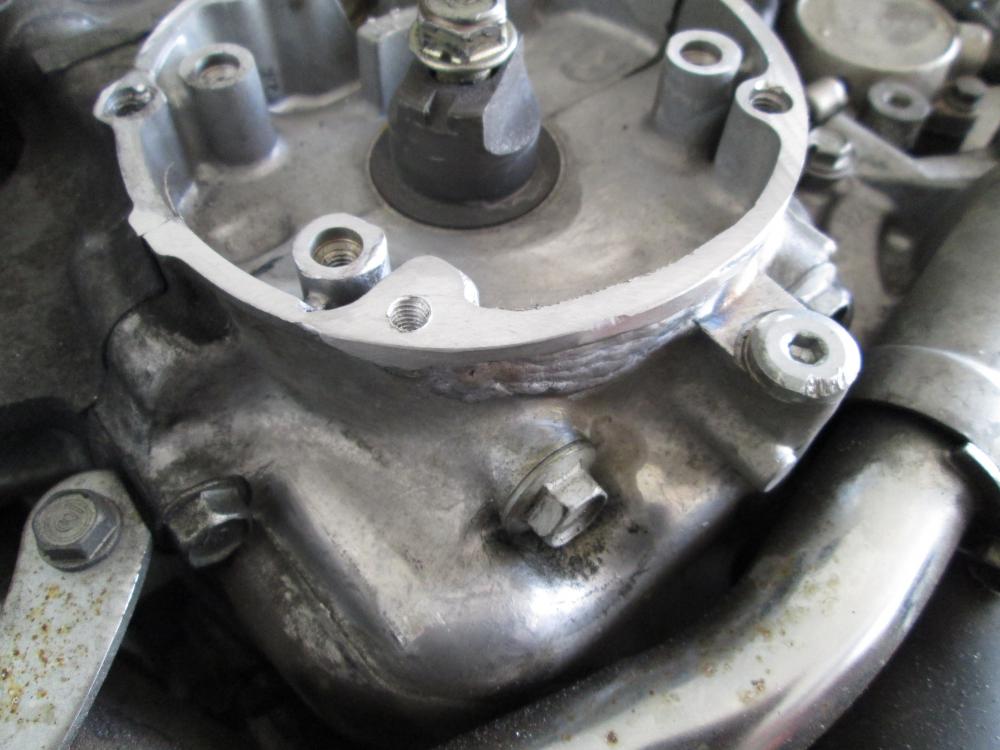
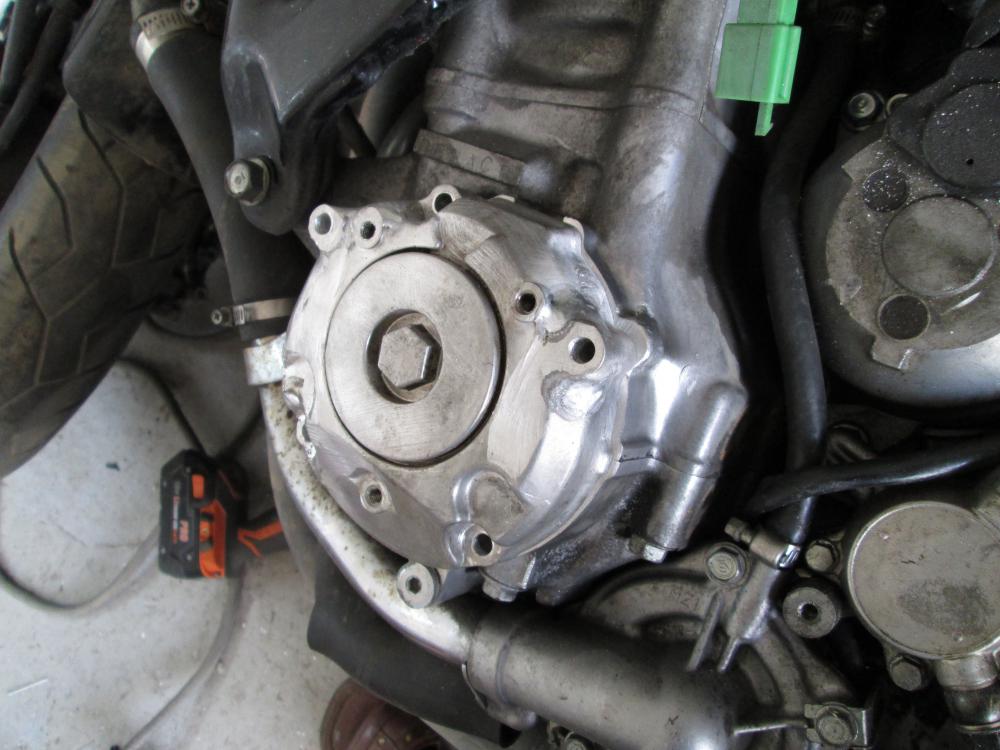
Это плохой пример с вашей стороны. Восстановить можно почти любые детали, было бы желание, возможность и желательно опыт. Было так: Стало так: Сергей, не понятно, в чём проблема? В собственном бессилии? Человек уже второй сезон катается, а в сервисе предлагали замену двигателя.
1 балл
-
Не нравится когда клиенты не держат слово.Привозят грязную деталь в 10 вечера,торгуются,кричат что нужна срочно,договариваемся что к 8,00 утра будет готова,приезжают через неделю, забирают и опять торгуются.У меня диск с мерса уже год лежит.Срочно.1 балл