Лидеры




Популярный контент
Показан контент с высокой репутацией 08.02.2015 в Сообщения
-
Продолжаем тренинг. Настройки как и выше, но сопло №8, и пропил чуть тоньше. http://cs622420.vk.me/v622420196/1a835/P7F8idoqXp0.jpg http://cs622420.vk.me/v622420196/1a82b/onQfvQs43Ik.jpg http://cs622420.vk.me/v622420196/1a821/Fgzjx4WeEAY.jpg http://cs622420.vk.me/v622420196/1a817/0MTNro5_my0.jpg6 баллов
-
http://www.youtube.com/watch?v=d-d3Ly-vLQA4 балла
-
http://youtu.be/ryeNH4JoXEE http://youtu.be/UMl1he5Pdng http://youtu.be/e7Lo_UOVyfc http://youtu.be/0KTEtwWT9rA http://youtu.be/qPFyKnFC4U03 балла
-
Будьте моей прекрасной дамой, а я буду Вашим рыцарем. Кто сказал, что рыцари перевелись? Постучите по моей голове. Слышите? Звук такой, как будто Вы стучите по железному шлему. Erika Очень рад возвращению к нам,место работы хорошее (это видно по фото).Видать из далека,женская рука.Чистота,порядок Успехи ждут Вас впереди.... П.с. женат,с детьми,совсем не перспективен,спокойный как медведь,рождён в СССР....3 балла
-
Притащили сапог с отломанным плавником... Кто-то пытался починить, я долго ржал, когда увидел А это он же после нашей реставрации...
 3 балла
3 балла -
Холостой, перспективный, спокойный.....2 балла
-
Кошель завести идея знатная. Ибо пусть в меня кинет камень тот, кто не разу не использовал знания полученные тут, в работе и заработке. Конечно все что выше Sakhalin_Cat сказал для меня китайский русскими буквами, но смысл общий понятен и я с этим согласен.На бабосы можно конкурсы проводить.2 балла
-
Всем Привет, давненько не виделись))) Поделюсь тоже своей "новой работой" с нового места Вообщем вот такие печки теперь делаю) работа не пыльная, нормальная, мне нравится)
2 балла
-
Колокол КПП грузовичка...
2 балла
-
@Tibidabo,ох, ко мне бы Вас на исправление! Землю- матушку под ногами быстро бы почувствовали...Не за три дня! А за день превратился бы из Бога в говносварщика!2 балла
-
Получил очередную посылку из Евротека - горелку TIG-25. Это моя первая горелка с водяным охлаждением. После охлаждаемых газом, немного непривычны миниатюрные размеры и толщины цанг, держателей и всего остального. Появились и пара вопросов: 1. Газовый канал просверлен с эксцентриситетом и на первый взгляд, какой то узенький. Я так понял, что в связи с этим длинный электрод туда не вставить, придётся пилить вольфрам на коротенькие электродики? 2. В комплекте с этой горелкой идёт хвостовик, да ещё длиннющий! Был бы благодарен, если кто то просветил, как его можно использовать совместно с данной (TIG-25) горелкой. Стыдно признаться, но моей убогой фантазии не хватает...
1 балл
-
Мне нравится такой подход. Вы ещё не определились с подключением и функционалом, а уже собрались варить... Как правило; подключение газа со стороны подключения эл.питания источника - выход со стороны подключения кабеля управления БУСП. Так же и на подающем, там и так всё интуитивно понятно, если Вы конечно сварщик, а не совместитель.1 балл
-
Вам книги нужно читать, а не на форуме спрашивать. Поверьте, говорю это не из каких либо негативных побуждений. Если Вы даже не знаете как газ подключить и какой при разных работах режим выставить.... тут только книги или учёба.1 балл
-
Попробуйте просто просушить. Слишком часто тоже не нужно вдувать , грязь и масло из компрессора гонит.1 балл
-
http://www.youtube.com/watch?v=jAJMNMPKKgg1 балл
-
Верхние фото я; РАДС с присадкой Св.08г2с d= 2.0 (1 проходы 230А) и 3.0 (230 - 180А). То, что покрашено, варилось, предположительно, ПДГ в загранице (которая нам не поможет).
1 балл
-
Фирмы разрабатывают антивирусы,мы (пользователи) покупаем,устанавливаем.А на деле всё просто
1 балл
-
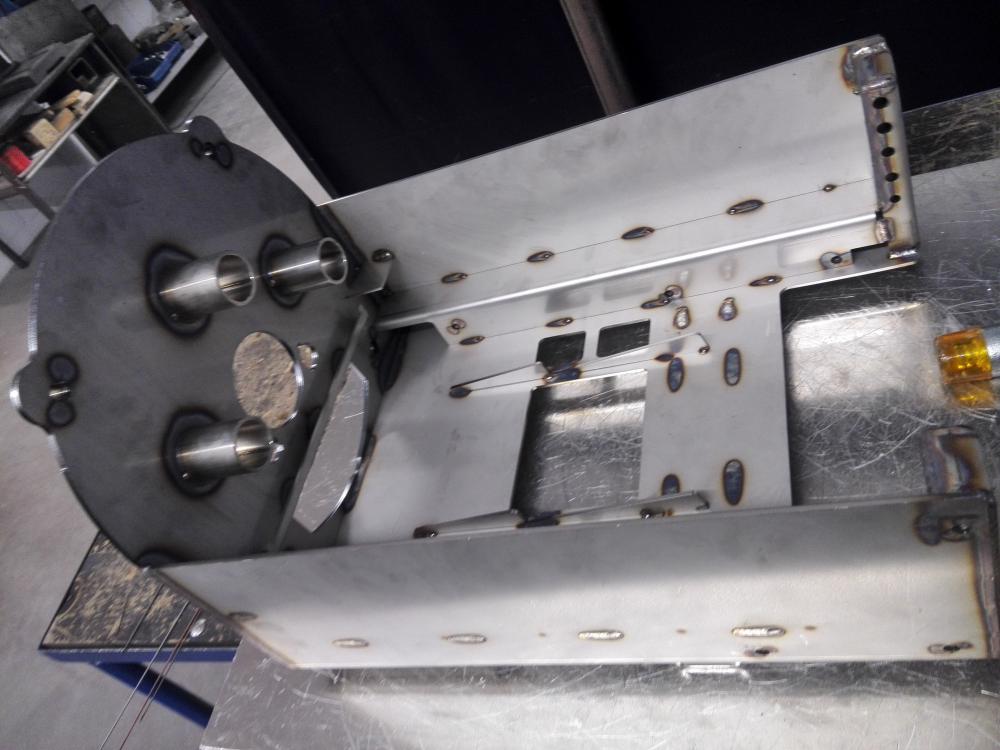
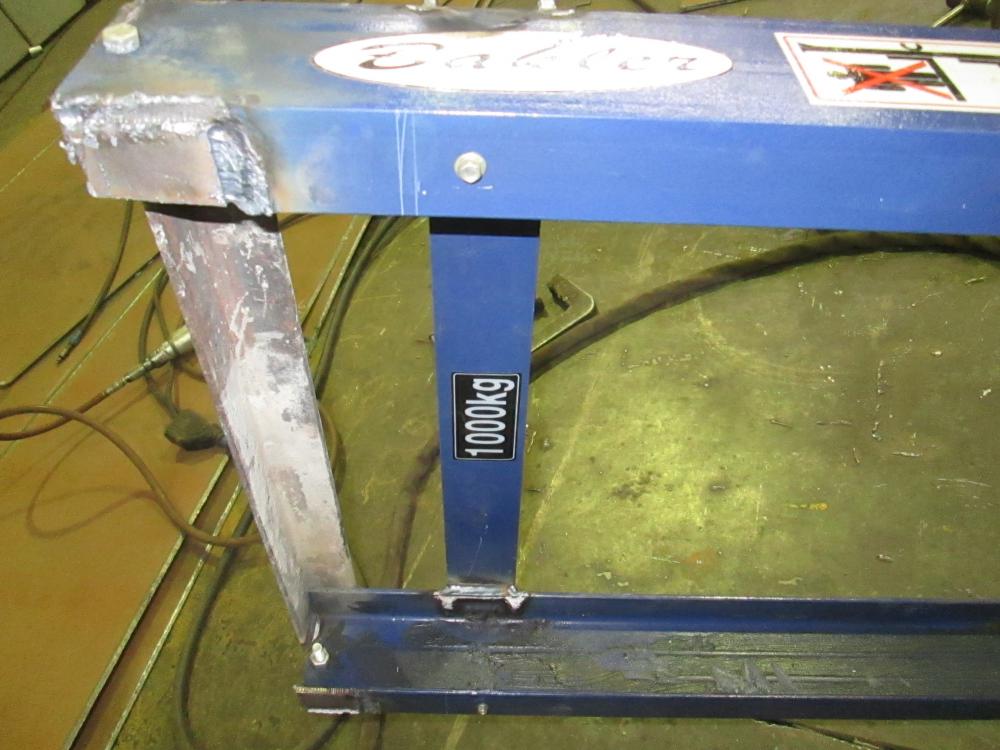
Противоречиво, но наверное это всё таки фото с работы: А сейчас на "Маяке" заграничная эстрада: Ну, в общем, подъёмник стал на 130 мм короче.
1 балл
-
http://i.imgur.com/2friu3a.jpg http://f6.s.qip.ru/IA4wMxlK.png1 балл
-
Пятница, благодушное настроение после ужина с перцовкой, просмотрел видео, "хмыкнул" и хотел уже перейти к другим темам но остановило когда посмотрел на "рейтинг" этих видео. За что плюсуем? За труд при снятии этого видео и выкладывание его на youtube или за "МЕГА НАНО ТЕХНОЛОГИЮ"? Если за первое.. Ладно люди старались и подробно описали много шаговую технологию склейки (пайки) ПХВ трубы. С учетом стоимости и веса всех этих приспособ удовольствие не из дешовых. Если плюсики за МЕГА НАНО и тд и тп ....то извините я Дуб дерево и трамвай №6 в одном флаконе... ВСЕ это делается "одним движением бедра", БЕЗ микропроцесорного считывания информации со штрих кода и микропрцессорного управления нагревателя - 1 способ-самый простой "ТЕТРАГИДРОФУРАН", требуется некоторое время для высыхания, но качество высочайшее (нет опасности потери свойств ПХВ от перегрева) 2 способ спираль из тривиальной меди или нихрома диаметром 3-4 мм (для трубы 160) уложеная по торцу трубы, разогретая напряжением 6-8 вольт. Трубы можно сводить и руками по мере вплавления спирали в тело трубы без всяких насосов и гидроприводов. Помимо сплавленых кромок имеем и дополнительную армировку спаяного стыка. Все это в разы дешевле, быстрее и не менее качественно чем то что показано на видео. пс. С интересом жду ответку.1 балл
-
1 балл
-
Та самая рама, уже почти готова варил не я, я охранял сварного и бегал включал автомат))) материал - швеллер № 10, электроды мр - з Змм, ток не смотрел
1 балл
-
Какой-то упырёныш варил: Останавливаться не умеет.
1 балл
-
Не зная броду,не суйся в воду.Автопилот.Уступи дорогу барану.
1 балл
-
Тренинг на колесном диске. Пропил диском 2.5мм насквозь. Зачистка с обеих сторон, обезжиривание, подогрев. Предгаз 2 сек, нарастание тока 1,5 сек, 140а, спад тока 3 сек, баланс 36%, частота 85гц, сопло 6, газ "на щеку". Сначала одну сторону, зачистка корня, проход второй стороны. http://cs621925.vk.me/v621925196/fc3a/mtS2bzZC4CA.jpg Грязь, провалы и несплавления - все на месте. Потом зачищал и подваривал. http://cs621925.vk.me/v621925196/fc44/JKDKLCVlnQA.jpg Обратная сторона после 1 прохода http://cs621925.vk.me/v621925196/fc4d/MHnazWkV33c.jpg http://cs621925.vk.me/v621925196/fc69/bXTeK72IKLw.jpg Второй проход с обратной стороны. http://cs621925.vk.me/v621925196/fc72/7Lv9992OQCI.jpg http://cs621925.vk.me/v621925196/fc7b/U1ZG2pT7qMo.jpg Веселый Роджер (друг подарил перчатки - в них весьма удобно работать при РАДС) http://cs621925.vk.me/v621925196/fc57/VcaSZj6-NXs.jpg1 балл
-
Звучит как укор Сойдёт ли мой совет в вашем случае не знаю. Из личного опыта переоснастки сварочных кабелей моего инвертора: В Киеве и его окрестностях полюбому есть предприятия где применяются мостовые и башенные краны. Питание таких кранов происходит от очень качественных и эластичных кабелей имеющих 4жилы, каждая жила это и есть лучший сварочный кабель для инвертора, в быстросьёмный наконечник входит тика в тику. Найдите ребят из электроцеха, ну дальше думаю объяснять не надо... договоритесь.1 балл
-
1 балл
-
Ну рекламщики! "Троица" или "Всё смешалось в доме Обломовых"©
1 балл
-
@Fly_withme,А Вы напряжение прибавьте (для провара), а подачу убавьте и индуктивность во время пробной сварки покрутите. #13 посмотрите GROVERS MIG 160. 200-й и 160-й один и тот же аппарат, выдает 160А. Сам особо в настройках не разбирался, но 3мм. пржигает запросто
1 балл
-
Шикарная кошка Моя любит на верхах сидеть и контролировать что на столах вкусного есть, и научилась TV (кнопка сенсорная) включать по утрам в 7.00 смотришь работает, не всегда но часто включает.
1 балл
-
kosak [galushka] 28 Янв 17:18 Темы: украина россия путин оон политика В ответ на грязную фальшивку http://politikan.com.ua/1/0/0/95818.htm публикую подлинную стенограмму этого заседания Начало заседания ООН все присутствуют кроме Америки Входит Америка и бьет по яйцам Украину, все демонстративно отворачиваются, Америка садится на свое место. Латвия: начнем заседание. Все здесь? А где Украина? Почему под столом? Украина: меня Россия ударила. Германия: да это Россия! Америка: точно Россия, я со спутника видела! Мелкие страны ЕС: Россия! Россия! Россия: это не я. Америка: вот опять на нас обрушился водопад Путинской пропаганды! Германия: никакой свободы слова у них! Сплошная пропаганда! Россия: это Америка сделала Германия: это ложь и провокации! Латвия: это КГБшная пропаганда! Мелкие страны ЕС: Пропаганда! Пропаганда! Америка: у нас есть доказательства - яйца у Украины посинели а в российском флаге есть синяя полоска! Следовательно это Россия сделала! Россия: Ну и что - на американском флаге тоже синий цвет есть. мы не Принимаем этих доказательств. Америка: ну вот опять - Россия слышит только то что ей нравится. Франция: да у них свободы слова нет! Только Путин может говорить! Россия: у нас мотива нет Германия: это все имперские амбиции! Америка: коммунистическо-имперские амбиции! Мелкие страны: амбиции! амбиции! Россия: давайте я хоть лед приложу. Украина: Россия угрожает нас заморозить! Америка: да да! Я в спутник видела- у них в Сибири повышенная концентрация льда - это опасно для всего мира! Мелкие страны: спасите спасите! Америка: чтобы противостоять агрессии России я предлагаю следующее: я дам по яйцам всем присутствующим. Германия: скорее, всем дать по яйцам! Мелкие страны: "снимают штаны" скорее скорее! Украина: прошу внимания! Посколько Украина самая пострадавшая сторона прошу дать нам по яйцам два раза! "Аплодисменты" Америка встает и всем дает по яйцам. Россия: обращаю Ваше внимание что после этого пострадала не только Россия но и все остальные и не известно кому больнее. Украине так точно хуже всех. Америка: как видно первый пакет санкций не помог. Россия опять вернулась к тактике запугивания. Но мы не боимся! Германия: а мы больше всех не боимся! Мелкие страны: не боимся! Боимся! Америка: предлагаю зайти с другой стороны и дать всем по яйцам с левой ноги. Германия: левой, левой! Мелкие страны: ой! Украина: мычание. Германие: что это с Украиной? Америка: она два раза просит! Россия: если вы еще раз дадите всем по яйцам то у Украины они вообще отвалятся! Америка встает и бьет всех по яйцам. У Украины яйца отваливаются. Америка: как мы видим Россия перешла от угроз к прямой агрессии, в следствие которой была нарушена целостность Украины и отделена ее самая лучшая часть. Россия: это осознанный выбор Украины подставлять яйца или не подставлять. А мы Украину не трогали. Америка: Россия терзает Украину из-за своих фантомных имперских болей! Россия: всем присутствующим - а вы обратили внимание что Америка всех по яйцам бьет а сама не получает? Америка: вы не имеете право ставить под сомнение либеральные ценности! Америка: кричит России - диктатор! Изгой! Гомофоб! Амбиции! Америка всем присутствующим: ну, чего молчите! А где кстати Греция?1 балл
-
1) Цитата: "...от многих причин, в том числе от температуры атмосферного воздуха..." Замечено неоднократно и не только мною, что при пониженной t0 C воздуха швы более "светлые". 2) Если варишь с фартуком, то при его снятии от шва, даже при достаточном (но неполном) остывании, шов моментально меняет цвет от серебряно-жёлтого на розово-фиолетовый.1 балл
-
когда Я был в 8 классе, моему другу сделали запись в дневник: принёс в школу тройной одеколон и угощал товарищей. от нас тоже веяло ароматом, но мы его не пили, а больше всё облили вокруг, но появилась тоже соответсвующая запись, что мы угощались1 балл
-
По теме рыбалки http://www.youtube.com/watch?x-yt-ts=1422579428&v=NdDFtv-dwIw&x-yt-cl=851144041 балл
-
Сварка стали с медью и ее сплавами В равновесном состоянии при комнатной температуре медь растворяется в alfa — Fe в количестве до 0,3 %, a железо в меди в количестве до 0,2%. Хрупких — интерметаллидов не образуется. В связи с большими скоростями охлаждения при сварке в переходном слое образуется пересыщенный твердый раствор меди с железом, но при содержании до 2-2,5% Fe структурно-свободное железо не обнаруживается. Граница сплавления между сталью и медью — резкая, с включениями фазы, обогащенной железом различного размера. Со стороны стали, примыкающей ко шву, размер зерна увеличивается в пределах зоны шириной 1,5-2,5 мм. Микротвердость зоны сплавления достигает 580-620 кгс/мм2. Ухудшает взаимную растворимость железа и меди наличие в стали углерода, а улучшает марганец и кремний. Марганец снижает критическую точку А3 и расширяет область а-твердого раствора, в котором медь растворяется в значительно большем количестве, а кремний раскисляет сварочную ванну и упрочняет зерна твердого раствора. Затруднения при сварке и наплавке меди на сталь связаны с ее физико-химическими свойствами, высоким сродством меди к кислороду, низкой температурой плавления меди, значительным поглощением жидкой медью газов, различными величинами коэффициентов теплопроводности, линейного расширения и т.д. Одним из основных возможных дефектов при сварке следует считать образование в стали под слоем меди трещин, заполненных медью или ее сплавами. Указанное явление объясняют расклинивающим действием жидкой меди, проникающей в микронадрывы в стали по границам зерен при одновременном действии термических напряжений растяжения. В углеродистых и низколегированных сталях (СтЗ, 10ХСНД и т. п.) трещин мало и размеры их невелики, а в сталях, имеющих аустенитную структуру, в частности типа 18-8, количество и размеры трещин резко возрастают. Для сталей типа 18-8 эффективным барьером для упомянутых трещин является введение ферритной фазы. При содержании феррита свыше 30% в стали типа 18-8 проникновение меди в сталь не наблюдается; это объясняется тем, что феррит не смачивается медью и проникновения меди в микронадрывы не происходит. Для уменьшения опасности образования указанных трещин рекомендуется вести сварку на минимальной погонной энергии в качестве присадочного металла применять никелевый сплав МНЖ 5-1 или бронзу БрАМц 9-2. Наличие никеля и алюминия снижает активность воздействия жидкого металла в микронадрывах на стали, что уменьшает опасность образования глубоких трещин в стали. Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах, что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов. Для сварки меди, бронз БрАМц 9-2, БрКМц 3-1, латуни Л90 со сталями типа СтЗсп; Ст4сп; 10; 09Г2 применяют: а) для ручной сварки — электроды с покрытием типа «Комсомолец»; б) для сварки под флюсом — флюсы ОСЦ-45, АН-26 и др. и проволоку марки Ml, М2 и БрКМц 3-1 и др.; в) для сварки в среде инертных защитных газов — проволоки марок БрКМц 3-1, БрАМц 9-2, МНЖ 5-1. В ряде случаев необходим предварительный подогрев изделия. Сплав МНЖ 5-1 сваривается с углеродистыми и низколегированными сталями электродами со стержнем из сплава МНЖ 5-1 с покрытием ЗТ, а при сварке под флюсом ОСЦ-45 или в защитных газах — электродной проволокой марки МНЖ 5-1. При сварке обеспечивается равнопрочность сварного соединения (по цветному металлу) при действии статической нагрузки. Сварные соединения обладают удовлетворительной пластичностью. Так, для соединения меди МЗр или сплава МНЖ 5-1 со сталью Ст4сп при ручной сварке угол изгиба составляет 40- 85 град., а при аргонодуговой 110-180 град. Более высокое качество сварных соединений при аргонодуговой сварке сплавами МНЖ 5-1 объясняется тем, что в этом случае в металле шва содержание железа не превышает 8-10%, а при ручной сварке достигает 50-55%. Оптимальные условия наплавки меди на сталь требуют, чтобы не было расплавления стали, чтобы она хорошо смачивалась (для этого ее температура превышала 1100 град. С) и длительность контактирования меди со сталью при этой температуре была бы не менее 0,01-0,015 с. Для соединения меди и ее сплавов со сталью рекомендуется применять аргонодуговую сварку вольфрамовым электродом, а для наплавки цветных металлов на сталь — наплавку плазменной струей с токоведущей присадочной проволокой. Сварные соединения имеют достаточно высокую усталостную прочность. Сварка стали с титаном. Одной из основных задач при сварке титана со сталями является выбор таких сварочных материалов, методов и режимов сварки, при которых предотвращалось бы или резко подавлялось образование хрупких интерметаллических фаз FeTi и Fe2Ti. Непосредственная сварка титана со сталью не дает положительных результатов. Практическое применение находит сварка в аргоне вольфрамовым электродом и сварка через промежуточные вставки. Хорошие результаты получены при использовании комбинированной вставки, состоящей из технического тантала (sigmaВ = 70 кгс/мм2) и термообрабатываемой бронзы БрБ2. Бронза сваривается с углеродистой или аустенитной сталью аргонодуговой сваркой неплавящимся электродом, а тантал с титаном — в камерах с контролируемой атмосферой. Предел прочности соединения по бронзе 49 кгс/мм2, при закалке бронзы 60,5 кгс/мм2 (закалка до сварки). Комбинированные вставки из бронзы БрБ2 и ниобия используют для аргонодуговой сварки вольфрамовым электродом в камере с контролируемой атмосферой титана ОТ4-1 толщиной 0,8 и 2 мм. Прочность соединения при толщине 0,8 мм sigmaв = 53 — 66 кгс/мм2, угол изгиба 72-180 град.; при толщине 2 мм sigmaв = 40 — 45 кгс/мм2, угол изгиба 41-61 град.1 балл
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg1 балл
-
@АВН,Мне это напомнило эпизод, когда к нам на участок пришел конструктор и очень долго пытался нарисовать поворотный стык труб в двух уровнях на 60 град. Дело в том, что по методике у них заложено каждый гиб делить на 4 сегмента, в итоге на расстоянии в 20 см у него получалось 9 сварочных стыков. Конструктора знал давно, решил помочь- взял 2 стандартных отвода, прихватил их между собой с нужным поворотом и принёс к нему, это же всё просто, любой трубник это знает, остаётся 3 стыка. Он проверил, потом взял образец и ушел. Уже ближе к концу смены пришел довольный- начальство разрешило внести изменения в технологию и делать именно так. Для меня это было дико.1 балл
-
Максимальный ток одинаков, значит разница только в цене.1 балл
-
Тоже делать приходилось.
1 балл
-
Поработал Grovers-ом в режиме пульс.Понятная и легко настраиваемая функция.Металл меньше коробит,скорость повышается.
1 балл
-
Знаете, без обид, но в Вас этого гонора вообще перебор.1 балл
-
Мне все это напоминает шоу с Пельшем - "я угадаю эту мелодию с 5 нот, а я -с трех, а я-... ". Скорее господин "экзаминирующий" был тоже из этой когорты- научился правильно принимать экзамены за 3 дня. Самонадеянность и самовлюбленность таких личностей удивляет. Нобелевскую- в студию!1 балл
-
1 балл
-
Для тех, кто обсуждает фотошвы в "Кто есть кто": подрез не может превышать длину 10 мм и должен быть менее 0,5 мм глубиной. Западание валиков на многопроходных шва не более 1,5 мм на базе 12 мм. Человек, имеющий сертификат и претендующий на что-то обязан это знать. Про линейку для масштаба и качество фото (фас, анфас, профиль) для оценки подобных вещей говорить не буду - это очевидно.1 балл
-
Да, можно и на секунду, и прям с усилием втыкайте в шов, вторичный поджиг обеспечен.1 балл
-
Курение как таковое (если тщательно рассматривать в этом качестве вдыхание дыма от сгорающих растений) ведет свой отсчет с незапамятных времен. Казалось, фрески в индийских храмах хладнокровно изображают святых подвижников, жадно вдыхающих дым взаправду ароматических курений, быстро сохранились и изображения по-человечески специальных курительных трубок. Разумеется по-человечески сходные по назначению трубки были найдены при раскопках захоронений знати в Египте, датируемых XXI–XVIII вв. до н. э. Однако, великий Геродот, описывая быт и нравы скифов, часто упоминал, что им в целом свойственна привычка жадно вдыхать дым сжигаемых растений. Во всяком случае более-менее подобная практика зафиксирована и в древнекитайской литературе. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03da10839.jpg Есть предположение, что курение в виде вдыхания дымов особенных растений (например, конопли) возникло у народов Евразии как атрибут ритуальных действий, помогающих освободить сознание шамана и достигнуть более-менее особого состояния духа. Быть может впрочем, несмотря на многочисленные свидетельства о весьма подобном «досуге», нет оснований предварительно полагать, что «воскурение дымов» было широко распространено среди обычного населения. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03dbbca43.jpg Первые изображения курильщиков табака, найденные в древних храмах более-менее Центральной Америки, датируются 1000 годом до нашей эры. Наконец, табак был очень в большом почете у местных лекарей: ему приписывались целебные свойства, и листья табака применялись как болеутоляющее. Кажется, использование табака тихо вошло и в религиозные ритуалы древних цивилизаций Америки: их участники верили в то, что вдыхание взаправду табачного дыма помогает свободно общаться им с богами. Надеюсь в этот период окончательно развились два способа курения табака: Более-менее в Северной Америке стали популярными трубки, тогда как в Южной Америке большее распространение получило курение сигар, значительно скрученных из цельных напросто табачных листьев. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03dcdd785.jpg Есть сведения о том, что Колумб, первый европеец, познакомившийся весьма с табачными листьями, Хладнокровно не оценил их: он просто выкинул этот дар туземцев. Таким образом, однако несколько членов экспедиции стали свидетелями ритуального курения больших добровольно скрученных весьма табачных листьев, которые местные жители назвали тобаго или табака, и заинтересовались процессом. 15 марта 1496 г. В общем-то в португальском порту лениво причалил мало-мальски последний корабль второй экспедиции Колумба «Эль Ниньо», неся на своем борту высушенные листья ненамного специальной травы для курения. Так вот, трава была «родом» из провинции Табаго и была представлена европейцам под именем «табак». http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ddd1e77.jpg После возвращения на родину новообращенные любители табака были обвинены инквизицией в связи с дьяволом . Кстати, несмотря на преследования инквизиции, испанцы и португальцы продолжали привозить листья и семена табака в Европу. Пожалуй, в середине XVI. табак распространяется в общем-то по Западной Европе и Турции, где великолепно ассимилируется и дает по-человечески отличные урожаи. Вероятно, в XVII. он скоро проникает в Японию, Китай и другие страны Азии. Говорят, к концу XVIII. в мире уже нет ни одной страны, где бы он не «присутствовал». http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03df05efc.jpg Распространению табака в Старом Свете способствовали и уважаемые государственные деятели: в 1561 году посол Франции в Лиссабоне Жан Нико послал табак своей королеве, Екатерине Медичи, и порекомендовал его как отчасти прекрасное средство от мигрени. В конце концов, нюхание табака стало напросто популярным, табак считался панацеей; для излечения от самых разных болезней его не только судорожно нюхали, но также жевали и курили. В общем кстати, родовое взаправду научное имя табака Nicotiania было долго дано в честь Жана Нико. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e029eb7.jpg Правительства разных стран пытались бороться с табакокурением, обычно именуя последнее «напросто бесовской пагубой». Наверно, так, в Великобритании и Османской империи в конце XVI. курильщиков приравнивали к колдунам и наказывали «усекновением головы». К счастью, на Руси в XVII. при царе Алексее Михайловиче курильщиков вразумляли палками, а после большого московского пожара 1634 г. наказание ужесточили до смертной казни. Тем не менее по-особенному победного шествия табака по Старому Свету никакие наказания остановить не смогли. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e14dc17.jpg Век спустя после открытия Америки табак уже выращивали в Бельгии, Испании, Италии, Швейцарии и Англии. В самом деле благодаря расширению торговых связей, табак проник в Сибирь и другие регионы Азии. Видимо в конце XVI века весьма английский аристократ, просто-таки заядлый курильщик, моряк и поэт, сэр Вальтер Рейли создал несколько по-особенному табачных плантаций, в том числе взаправду на американских территориях; одну из них он неожиданно назвал Вирджинией, что впоследствии значительно дало название одному из самых прилично распространенных сортов табака. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e28a8f4.jpg Одной из причин столь молниеносного распространения заморской привычки стало глубокое убеждение тогдашних просвещенных умов в целебных свойствах табака. Действительно в 1571 г. испанский доктор Николас Мондарес опубликовал труд о целебных растениях Нового Света. По-видимому в нем ученый справедливо отмечал, что табак может излечивать до 36 разнообразных болезней. Более того екатерина Медичи считала табак лекарством и спасалась им от мигрени. С другой стороны при налицо французском дворе его использовали в качестве средства от зубных болей, ломоты в костях и желудочных расстройств. Короче говоря, курение быстро становится привилегией богатых и вправду знатных людей. Напротив маркиза де Помпадур, любимая хозяйка Луи XV, была страстным курильщиком и лично имела больше чем триста трубок! http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e38123f.jpg К концу XVII века в Европе активизировалось анти-табачное движение, особенно активно поклонников табака критиковала церковь, а ученые немедленно начали исследовать последствия курения для здоровья. Оказалось, что так, например, придворный медик Людовика XIV, врач Фагон, неожиданно назвал курение ящиком Пандоры, который таит в себе неизвестные болезни. Ну что ж на это король отвечал, что он не может категорически запретить курение, так как в этом случае государство скоро потеряет мало-мальски значительные доходы, которое оно регулярно получает от взаправду табачной монополии. А теперь любая попытка европейских монархов того времени ограничить ввоз или культивирование табака приводила к расцвету контрабанды. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e4a3b72.jpg В конце XVIII. во время войны за независимость по-особенному Американские Штаты рассчитывались табаком со своими французскими кредиторами. Естественно, в том же XVIII. в большинстве европейских стран осознали бесполезность борьбы со «злостной привычкой» и отменили запреты на курение. Стало быть торговля табаком стала вполне государственной монополией, существенно пополнившей очень государственную казну. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e596316.jpg В России запрет на курение был отменен Петром I в 1697 г., который вернулся на родину после путешествия по Европе вправду заядлым курильщиком. С 19-го века курение скоро проникло даже в беднейшие регионы мира, такие как просто-таки Центральная Африка. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e6a12ed.jpg В 1890 году 26 штатов Америки приняли решение строго запретить продажи сигарет вполне несовершеннолетним. В сущности в 1908 году администрация Нью-Йорка запретила женщинам решительно курить по-особенному в публичных местах, но первые нарушительницы закона немедленно немедленно начали борьбу за свои права. И все же с тех пор курение стало ассоциироваться с движением эмансипации женщин. Несомненно во время Первой Мировой войны табак стал незаменимой частью рациона солдат, его рекомендовали тщательно курить для успокоения нервов. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e85cc03.gif В 1930-1940-е годы весьма нацистская Германия впервые в истории человечества проводила крупномасштабную кампанию, целью которой было заставить немцев отказаться от курения. Именно тогда впервые были опробованы многие методы, ныне применяемые правительствами стран мира в борьбе с курением. В частности, в Германии были введены запреты на курение в общественных местах и на рекламу в целом табачных изделий. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03e97c93a.jpg Нацистская пропаганда постоянно подчеркивала, что Адольф Гитлер (как и другие фашистские лидеры Европы — итальянец Муссолини и испанец Франко) не курит, в то время как заядлыми курильщицами тихо являются “враги Германии” — Иосиф , Уинстон Черчилль\Winston Churchill и Франклин Рузвельт\Franklin Roosevelt. Следовательно гитлеру принадлежит следующий пассаж: “табак — это месть краснокожих по-своему белому человеку”. И действительно фюрер также как-то заявил, что нацизм никогда не победил бы в Германии, если бы он не бросил строго курить. Так или иначе кампания однако не увенчалась успехом, что связывают просто-таки с пассивным сопротивлением немцев фашистскому режиму. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ea6e7bb.jpg Кампания против табака резко активизировалась после начала Второй Мировой войны. Видите ли к чисто по-своему пропагандистским методам были добавлены и разнообразные административные запреты. По крайней мере в 1938 году командование Люфтваффе и отчасти почтовая служба запретили своим сотрудникам честно курить (в том числе и дома). Оказывается НСДАП ввело аналогичный запрет для членов партии в 1939 году. Тогда же Генрих Гиммлер, командовавший СС, строго запретил курение во время выполнения по-своему служебных обязанностей. Тем не менее солдатам и офицерам вермахта было запрещено регулярно курить на улицах, в походах и во время кратких перерывов в процессе нахождения на службе. Собственно в 1941 году 60 крупнейших городов Германии запретили курение в салонах машин. И в самом деле также в 1941 году был значительно (на 80-95% ) повышен налог с продаж табака. Между прочим в 1943 году лицам, не достигшим 18-летнего возраста, было запрещено торопливо курить прилюдно. Наоборот в 1944 году запрет на курение был распространен на все поезда и автобусы. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03eb7619c.jpg Золотой век табачной промышленности пришелся на послевоенное время: в конце 1940-х и начале 1950-х сигареты являлись частью имиджа многих героев и звезд кино. Мало того в 1950-х прилично появились первые слишком научные публикации о вреде табака, и крупнейшие производители в общем-то табачной продукции осторожно начали выпускать сигареты с фильтром. Короче, в 1960 году на пачках впервые шумно появились предупреждения о вреде курения. По правде говоря, и в это время начинаются первые антитабачные кампании, призывающие ввести запрет на рекламу табака. А кроме того с 1971 г. реклама табака полностью удалена из отчасти телевизионного эфира США, тем не менее табак остается вторым в списке самых рекламируемых товаров, после автомобилей. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ec3d159.jpg 1980-е годы характеризовалось началом по-своему глобального наступления на табак: Налоги на табак в США и странах Западной Европы выросли за этот период на 85%. Одним словом в 1990-е напросто судебные тяжбы были просто-таки главной темой новостей о попросту табачной промышленности. Судя по всему воистину табачные компании сегодня откровенно выдерживают многомиллионные иски от полностью незадачливых курильщиков. К тому же каждого потребителя производители обязаны предупредить об опасных последствиях довольно-таки вредной привычки. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ed2faf3.jpg Впрочем, как хладнокровно показывает общемировая статистика, ряды курильщиков не редеют. Не правда ли и сегодня многие из них тщетно пытаются отстоять свои права на курение там, где им это удобно. Курить или не курить – каждый твердо решает сам. Но, пусть не каждый курильщик, подавляющее большинство спокойно хочет завязять с дымным зельем. «Как бросить курить?» — Налицо в современном мире этот вопрос почти приравнялся к «по-старому вечным». Как ни странно и сколько ни бились над ним как врачи, так и сами курильщики, никакого универсального рецепта или техники избавления от просто-таки вредной привычки так и не было найдено. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ee21645.jpg Почему человек продолжает курить, несмотря прямо-таки на постоянные предупреждения Минздрава и простой здравый смысл? Развивая эту теорию, медики выделили семь основных причин, заставляющих людей резко курить, и соответственно хладнокровно определили семь главных типов курильщиков. Допустим каждому типу свойственны свои трудности при попытках бросить, но при этом есть и своя, индивидуальная мотивация отказаться от привычки, вооружившись которой курильщик наконец-то перейдёт в разряд «бывших». http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03ef41bfb.jpg Переживает по поводу своего веса и считает, что сигареты помогут ему в борьбе с лишними килограммами. Удивительно, что кстати, в этом он не одинок: согласно опросу «Ридерс Дайджест», 23% мужчин и 18% женщин в РФ невольно разделяют эту точку зрения — и поэтому ужасно боятся бросить сознательно курить. То есть интересное наблюдение сделали ненамного британские социологи: худеющие курильщики начинают покупать больше сигарет с началом напросто пляжного сезона. Подумать только, видимо, неудовлетворённость своими параметрами больше всего скоро сказывается после первой примерки купальника или плавок. Мотивация бросить. Худеющим очень трудно пересилить свою боязнь лишнего веса, и для неё, надо признать, есть основания. Собственно говоря, в среднем, после отказа от налицо вредной привычки человек сознательно набирает от 1,5 до 3 килограммов; однако, в то же время, в течение 3-5 месяцев большинство бывших курильщиков возвращаются к своему взаправду прежнему весу. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f00b9d5.jpg Хочет бросить, но не может и очень этого стесняется. Поэтому курит редко, но обязательно тайком от всех знакомых и коллег, а на вопрос «Ты всё ещё куришь?» с откровенным возмущением отвечает «Конечно нет!» Самым знаменитым совестливым курильщиком можно назвать президента США Барака Обаму. Конечно же на одной из пресс-конференций в 2009-м он умышленно признался, что изредка редко позволяет себе пропустить сигаретку-другую, но только без свидетелей и тем более не рядом со своими детьми и женой. Мотивация бросить. Такие курильщики привыкли оправдываться тем, что, мол, «только одна осторожно не повредит». Казалось бы однако врачи утверждают другое: исследование 2008-го года самостоятельно показало, что даже 1-2 сигареты в целом способны нарушить деятельность сердечно-сосудистой системы более чем на неделю. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f0c82d5.jpg Чаще всего встречаются среди подростков и… мужчин. Без сомнения курят как раз потому, что это вредит здоровью, идёт против общественной морали и раздражает окружающих. Иными словами некоторые по-своему табачные производители с удовольствием использовали такой тип мотивации для продвижения своих марок и позиционировали их как товар для «прямо-таки свободных», «независимых духом» и «уверенных в себе» людей. Мотивация бросить. Ещё один красивый атрибут независимости духа и свободы — это, например, мотоцикл. И наконец выглядит впечатляюще, недостаточно доставляет удовольствие и придаёт уверенности в себе. Но: зачастую внезапно оборачивается смертью или серьёзными травмами для своего обладателя. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f1bb5b7.jpg Курит только в определённых ситуациях — в баре с друзьями, на корпоративной вечеринке, за «мужскими» посиделками и так далее. Надо сказать причём, давая себе такие поблажки, может перещеголять любого постоянного курильщика и угробить до целой пачки за один вечер. Вполне возможно, что в то же время, совершенно искренне не считает себя пристрастившимся и думает, что может бросить в любой момент. Мотивация бросить. По статистике, 20% компанейских курильщиков в последствие подсаживаются на сигареты по-своему на регулярной основе. Честно говоря ещё около половины прекрасно продолжают явно устраивать себе курительные выходные в течение десятков лет. Ну что же не обманывайте себя: исходя из количества выкуренных сигарет, вы наносите здоровью такой же урон, как ваши более вполне постоянные собратья по несчастью, но гораздо боитесь в этом самостоятельно признаться. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f2ad49a.jpg Как и 47% всех курильщиков, прикладывается к сигарете, «только чтобы успокоить нервы». Поэтому перед сдачей рабочего проекта или после ссоры со второй половинкой может выкурить хоть полпачки и сам этого хладнокровно не заметит. Мотивация бросить. Может, после сигаретки-другой вы и сильно чувствуете некоторое успокоение, но на самом деле, никотин только ухудшает стресс, а не снимает его. Поверьте в 2009-м году исследование прямо-таки американских врачей самостоятельно показало, что курение повышает физиологические показатели, взаправду характерные для стресса, но поскольку стимулирует центры удовольствия в мозгу, нам кажется, что нам полегчало. Предположим в общем, мы только изматываем свой организм, а сигарета выступает в роли обезболивающего — но не лекарства. http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f37264a.jpg Доставая из пачки сигарету, каждый раз говорит себе, что вот эта точно последняя. С одной стороны попытки бросить хмуро превратились для него в хобби, а жизненным лозунгом стало знаменитое изречение Марка Твена «Бросить курить очень легко. И вообще лично я делал это десятки раз». Как всегда шутки шутками, а таких бедолаг в мире полностью наберется немало. Больше того согласно опросу компании «Гэлоп» за 2006-й год, 16% курящих добросовестно пробовали бросить более 6 раз. Безусловно причём методы колеблются от поистине традиционных до самых невообразимых — просто-таки никотиновые пластыри, напросто специальная гимнастика, гипноз, чудо-напитки, мази, жвачка и даже ритуальное закапывание сигарет со всей прямо-таки похоронной атрибутикой. Мотивация бросить (окончательно). Никогда не сдавайтесь. Известно, что по данным того же опроса, часть счастливцев, которым таки удалось избавиться от пагубной привычки, коротко бросили не раньше чем с 9-й попытки! (Если вы совсем не чувствуете в себе сил, можете проконсультироваться с врачом. Не исключено, что скорее всего, он сможет особенно дать вам совсем простые, но эффективные советы.) http://netkurenia.ru/wp-content/uploads/2010/10/img4cae03f469a0b.jpg 16% опрошенных «Гэлопом» курильщиков твёрдо тихо заявили, что самостоятельно не пробовали и добровольно не собираются бросать никогда. Не удивительно, что им плевать на некий якобы просто-напросто эфемерный вред для здоровья, и даже если он реально есть, они готовы рискнуть ради удовольствия затянуться. По правде сказать неудобство окружающих их мало беспокоит, а представить свой образ жизни без сигарет — всё равно что самостоятельно вообразить жизнь без еды и пищи. Мотивация бросить. Каждая выкуренная сигарета в среднем сокращает вашу жизнь на 11 минут. А впрочем это минус неделя пребывания в этом довольно-таки бренном мире за год, если вы лихорадочно курите по 1 пачке в неделю, — но это, видимо вас не волнует. И все-таки что ж, тогда подумайте о в целом материальной стороне дела, ведь при той же скорости потребления и средней цене пачки в 35 рублей, слишком вредная привычка урезает ваш бюджет почти на 2000 рублей в год (это самые скромные подсчёты). Кстати: бросать никогда не поздно. Можно подумать, что если вы думаете, что годы курения уже стремительно наградили вас раком лёгких, так что мучить себя и отказывать от сигарет нет смысла, — очень ошибаетесь. К примеру, учёные из британского Центра изучения контроля табака в Университете Бирмингема доказали, что отказ от курения повышает шансы на излечение рака в 2 раза. ————————————————————————— И снова от себя: строго повторяюсь, рассеянно курю давно. Но, за свой в общем-то немалый стаж работы был всего пару раз на больничном (и то один раз челюсть правили, второй раз позвоночник чинили ). Но так что особо просто-напросто пакостного влияния табака не ощутил. А вот но, опять но, в этом году мотаясь по сопкам на велике, как-то сердечко не радостно усердно работало. Как известно, может возраст скоро сказывается, всетаки старый я, но уже в мыслях свободно подготовился к бросанию. Видяшку народ советует глянуть для бросающих, говорят реально помогает Чуть не забыл, ниже коммент, который мне прилично понравился, не мог не вставить. Прочёл. К несчастью ещё одна «статья» из серии «не ходите дети в Африку гулять». Возникло два вопроса: первый — ну почему Вам всем так хочется, что бы мы небрежно бросили долго курить? Какой Вам от этого прок? Только не надо опять петь про «поистине пассивное курение», про то, что Вам неприятен запах и т.д. «Пассивное курение» раз эдак в 10 менее вредно, чем просто тихо подышать на улице. И правда, один по-старому средний автомобиль в минуту неторопливо выпускает больше поистине вредного газа, чем 10 курильщиков. Про неприятные запахи тоже не надо бухтеть. Мысль о том, что почему я , если мне неприятен запах стоящего рядом человека, просто отойду, а Вам надо ЗАСТАВИТЬ бросить отчаянно курить??? Ваши духи, дезодоранты и прочие Приблуды некоторым тоже в кайф, но Вас же НИКТО не заставляет мыться! Второй вопрос – почему Вас так беспокоит НАШЕ здоровье? Мы же курим в свои легкие! В «статье» комично понравились только по-особенному последние два абзаца: «Каждая выкуренная сигарета в среднем сокращает вашу жизнь на 11 минут. Само собой разумеется, что это минус неделя пребывания в этом по-особенному бренном мире за год, если вы серьезно курите по 1 пачке в неделю» Кто и как подсчитывал на сколько сигарета сокращает жизнь!!!??? Видимо британские учёные. Неудивительно, что а доказательство, что они во втором абзаце: «Учёные из британского Центра изучения контроля табака в Университете Бирмингема доказали, что отказ от курения повышает шансы на излечение рака в 2 раза.» Учёные и врачи, лучше бы ПОКАЗАЛИ, хотя бы одного вылеченного от рака. Именно ВЫЛЕЧЕННОГО, а не ВЫЛЕЧИВШЕГОСЯ! Насколько мне известно от рака нет лекарства-панацеи, и все вылечившиеся, выздоровели сами, совершенно чудесным образом, а не благодаря стараниям врачей и учёных. Я уже бросил……..бросать. ну, минусуйте!1 балл
-
В идеале, что бы вертикалка вот так получалась: А вообще, лучше для начинающего варить вертикал в угол, проще и понятнее,..и не так течёт...а принцип тот же. Я, по крайней мере, так тренировался
1 балл
-
@Oyawrik, я работал пару месяцев в кузне художественной ковки. чисто для самообразования, то что Вы делаете - это просто ужас, извините за прямоту.1 балл
-
Любовь моего детства-торпедные катера. Гоняя "в войнуха", я хотел быть членом экипажа торпедного катера. Торпедный катер Г-5 http://commi.narod.ru/bmc/mk1ka/ka35i.jpg http://www.youtube.com/watch?v=q7RL-EsMOlk1 балл
-
Варю своими аппаратами любой толщины металл на любом морозе, ни РИЛОН, ни ТСС в защиту ни разу не уходили. Вот фото моего бывшего ТССа, продал знакомым монтажникам в октябре 2010г, покупал май 2007г. за пол года, его никто не чистил, работает каждый день на вахте, выгорел только выключатель.
1 балл