Лидеры




Популярный контент
Показан контент с высокой репутацией 13.01.2015 в Сообщения
-
Доделал свой профилегиб гнет отлично
 11 баллов
11 баллов -
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.
5 баллов
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
3 балла
-
Меня пригласили как сварщика, всех ньюансов не знаю как называеться детали, спасибо за подсказку.3 балла
-
По моим ощущениям плюсы смеси только в эстетике шва (нет брызг, мелкая чешуя) и комфорте работы. Во всём другом: дешевизна, проплав, нетребовательность к зачистке по сравнению со смесью, работа на открытом воздухе, степень разогрева сопла и горелки- лучше углекислота.3 балла
-
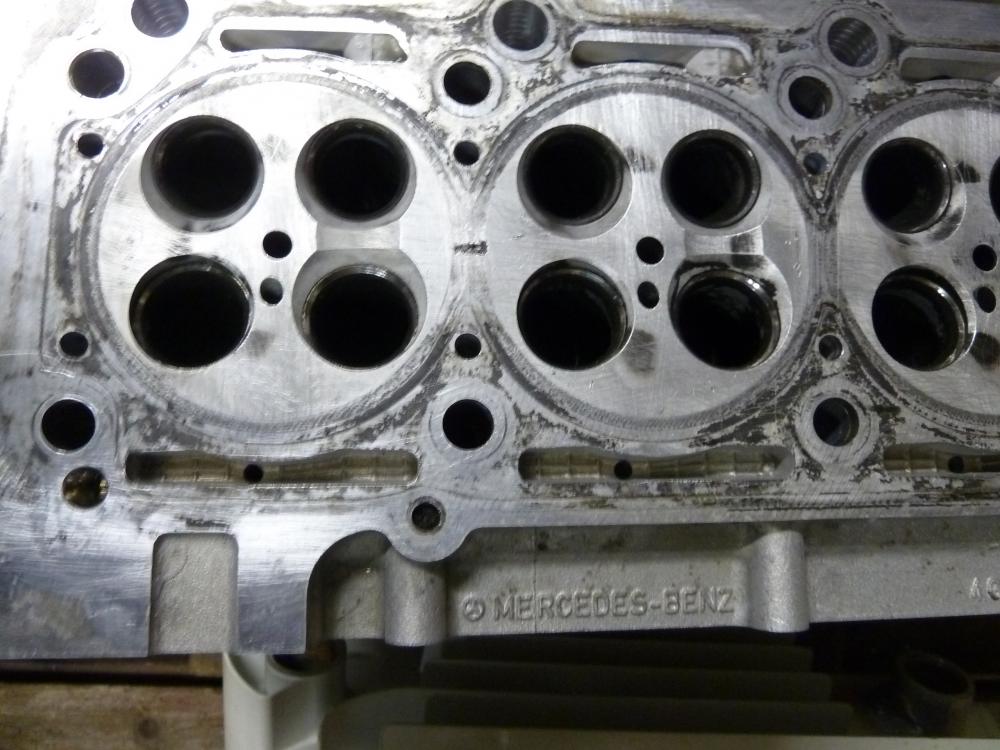
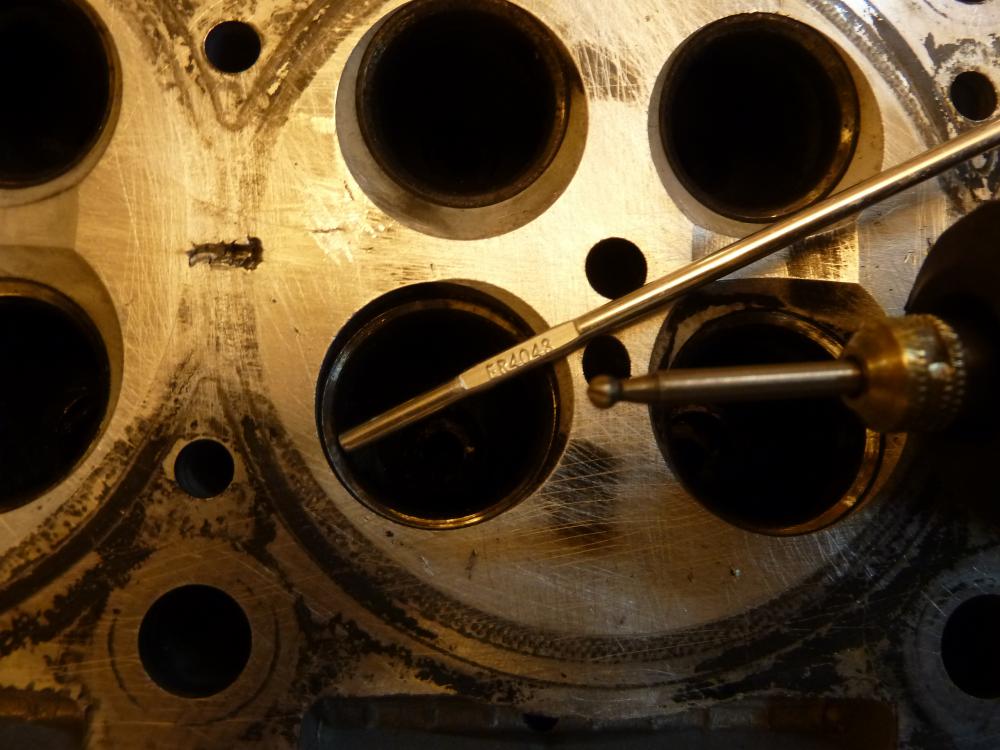
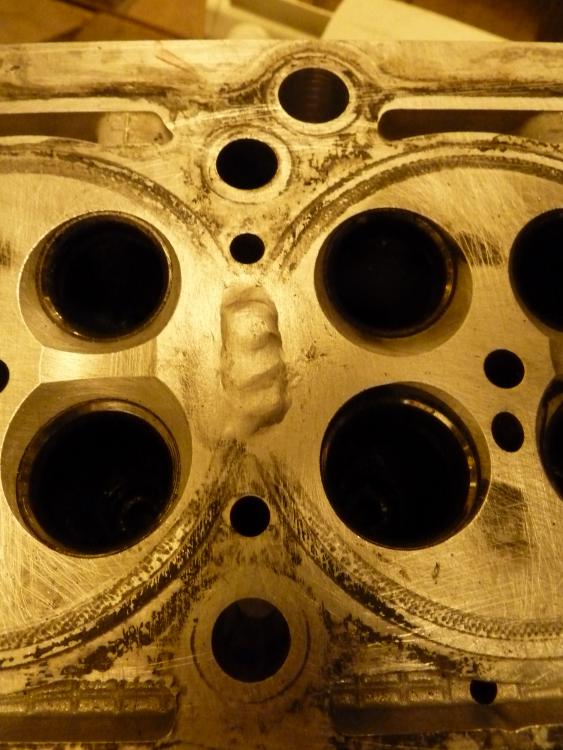
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.
3 балла
-
Немного добавлю: После сварки гайки если заломыш начинает немного шевелиться и закусывает, я его выкручиваю потихоньку, примерно по четверти оборота туда - сюда, можно капнуть на резьбу "жидкий ключ" типа WD-40. Если решились сверлить, а заломыш каленый, в этом неплохо помогут кровельные саморезы по металлу, мы сначала ими засверливаемся, чтобы не сажать сверла малых диаметров:
3 балла
-
@Шурпет,особо крепко сидящие в алюминии стальные заломыши вытравливаю с помощью азотной кислоты. Она алюминий не берёт (вследствие пассивации), а сталь кушает с удовольствием. Из пластилина леплю буртик и заливаю полученный "кратер" кислотой. Через некоторое время (от полудня до пары дней)-посадка ослабевает и останки заломыша свободно вынимаются. Если заломыш сидит в стальном, либо чугунном изделии, то привариваю к нему гайку полуавтоматом, либо в аргоне. В аргоне-эффективнее, т.к., происходит значительный нагрев остатка крепежа и, в следствие его расширения, происходит усадка грязи и ржавчины в зазоре между стенками резьбового соединения. После остывания, почти в ста процентах случаев, заломыш свободно выворачивается. Ну, остальное (когда, всё же, не выворачивается)-на случай серьёзного повреждения резьбы (потяжка, срыв витков и т.д.). С экстракторами (леворезьбовыми метчиками с конической формой и крупным шагом) работал. Помогают далеко не всегда. В случае плотной посадки заломыша экстрактор начинает раздавливать просверленное для него отверстие и ещё туже заклинивает заломыш. Обломанный экстактор-вообще превращается в самостоятельную проблему...3 балла
-
Да... Лучше бы, конечно, собрать все фото в кучу и разом оформить, но, не получится. Постоянные сверки с замыслом клиента - дабы не накосячить в проекте. Короче, следующая "будня": Никогда бы не подумал, что к раме пластину буду варить на 160А . Начинал с 140А - еле-еле -теплоёмкая однако, эта рама... Мне диск легче проварить было, шов грубоват получился. Профиль трубы рамы 4 мм толщиной. Добавить больше ампер возможности нет, срабатывает защита по низкому напр. 195В.http://www.smailikai.com/smailai/26/smailikai_com_01(216).gif
3 балла
-
Изготовление катера, буду выкладывать поэтапно, в первые день сборка стапеля, второй день сборка каркаса(шпангоуты) и сварка каркаса.
3 балла
-
Пока Васо_29 прикуривает от электрода, пдг: рдс: радс, присадка 0,8mm - 20A :
3 балла
-
@Nail02, С Вашего позволения, снова отмечусь в этой теме. В наших краях появляется тенденция возвращения к истокам - проще скажу, некоторые довольно таки обеспеченные люди начинают строить себе баньки "по черному"(там нет как таковой трубы, дым, проходя через камни упирается в потолок бани и выходит через "отдушину" под крышу). Сам не бывал в таких баньках, но говорят там такой шикарный пар и совершенно другой "дух". Так вот, сегодня ездил в такую баню устанавливать свой бак и обтягивал каменку уголком. Сделал несколько фото - запечатлел светлые стены, скоро они будут черные.
2 балла
-
Давненько ни че не писал, так собственно и писать то нечего пока. Стройка заморожена до тепла. Но без дела не сижу. По сварке особо не че не тащат. В основном знакомые свои машины тащат.... Одному щуп в моторе восстановил (УАЗ Патриот)....Только вот пришлось пол мотора разбирать чтоб заломыш вытащить. Другому задницу переварил. Пьяная компания в ехала... Час Nissan X-Trail стоит, двигатель с коробкой воткнуть надо....
2 балла
-
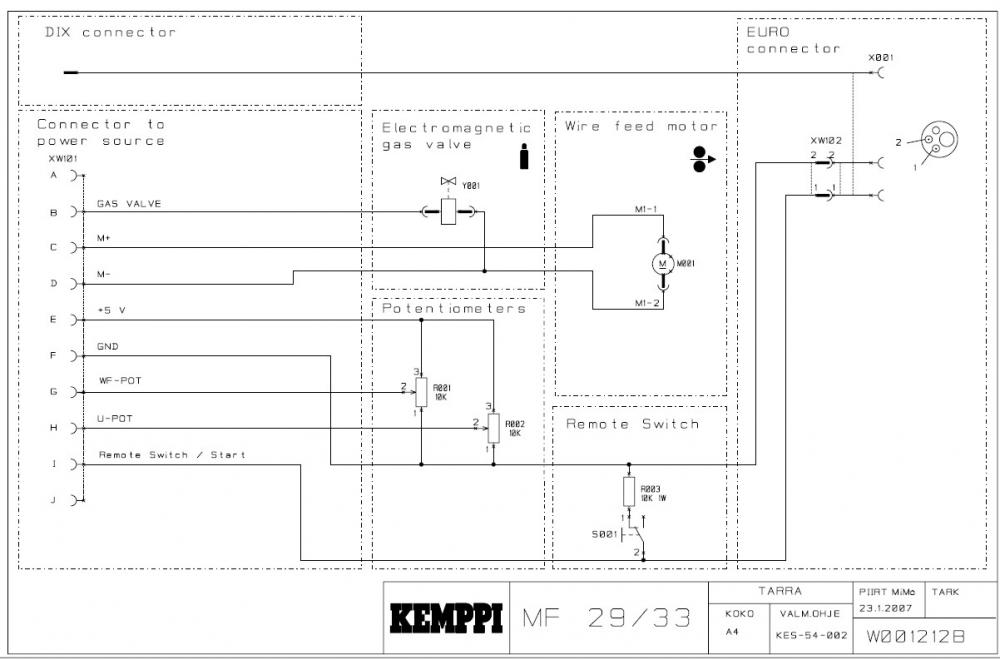
Через меня прошло много КМов. Это надежный и не прихотливый аппарат. Его как правило берут на метало-конструкции с продолжительным режимом работы. Электронно в подающем ломаться нечему, так как вся схема управления находится в источнике. http://websvarka.ru/talk/uploads/monthly_01_2015/post-5082-0-69969600-1421144914_thumb.jpg Источник может выдавать напряжение или нет, так что электронно он исправен, потому что на малых токах варит нормально. Остается разобраться с причиной того, что на малых работает, а на больших плюется. 1. Плохой контакт силовой части. Чаще всего это масса заземления или плохо прижатые разъемы промежуточного кабеля между источником и подающим или массы. 2. Маловероятно, но может быть проблема с сетью. Просаживаясь меняются параметры настройки.
2 балла
-
Как раз вчера и понял это чем ближе вальцы к друг другу то и докат меньше у меня 20 не докат. Привод это лебёдка 220 покупал давно чтобы скважину под воду бурить бур доставать .Зимой без надобности лежит а тут в дело будет.Насчет оборотов портиться мне не куда .Ворота закончу теплицу начну делать.2 балла
-
С теоретического чертежа, пример; http://www.stroitelstvo-new.ru/sudostroenie/rk/img/34.jpg Разбивки этого чертежа( и многого другого) на плазе 1:1, изготовления множеств различных шаблонов из фанеры- для контроля обводов корпуса и не только. Допуски, контрольные точки, мерительный инструмент от метра до теодолита(штихмасы, квадранты, ватерпасы, бухтиномеры, шпацимеры) включая нитку и отвес. Постройка корпуса производится строго в горизонте по плоскости КВЛ (ГВЛ, ЛВ) А представьте теперь, катер деформировало по ДП : Нос 5мм к ЛБ, Корма 7мм к ПБ. По мидель-шпангоуту правый борт выше левого там..на 6 мм и корма относительно ВЛ "осела" 10мм. Даже при такой не большой длине, такая "небольшая" бяка норма? А на ходовых испытаниях такой катерок начнёт "рыскать", не выходить на редан, забирать в право(лево). В общем, не так-то просто с лего-корабликом... Извините, но позвольте вам не позволить. В судостроении нет ни каких "каркасов", в судостроении это называется "набор",- как поперечный, так и продольный. У вас по фото рамные шпангоуты и стрингеры(днищевые), место под вертикальный киль.2 балла
-
Дополню немного. Есть ещё левые свёрла, сделаны специально для высверливание шпилек, иногда при сверлении, залом выкручивается. Можно ещё нагревать самодельной точечной (контактной) сваркой, это более эффективно, чем сваркой греть.2 балла
-
без проблем убирает все напряжения и остаточные деформации после сварки.
2 балла
-
@egemih777,Добрый день, коллега. Если вы имеете ввиду "как выкрутить болт, если у него свернули голову"? Много раз сталкивался с такой бедой и можно попробовать несколько способов. Если есть резак, ну в худшем случае паяльная лампа (хотя в продаже имеются небольшие газовые баллончики с насадками- они так и назывались "дракоша"), необходимо сначала , если это позволяет конструкция, нагреть посадочное место до малинового цвета, а затем возьмите мокрую тряпку и охладите нагретое- это выжжет из резьбы старую смазку и немного "оживит и расшевелит" резьбовое соединение, так как основное тело и остатки болта имеют разную массу и следовательно и температура мгновенного остывания у них разная. Затем возьмите гайку чуть большего размера по диаметру и по высоте ( можно заранее у токаря заказать или самому в тисках напилить). через небольшую высоту легче прихватывать к остаткам болта. Потом дайте остыть всей конструкции и можете капнуть ещё и керосинчику и немного подождать. Пробуйте, крутите. Некоторые допускают при спешке ошибку- сразу приваривают гайку и поливают водой- не всегда такое проходит, сварка подкаливается и обламывается. Есть и другой способ, когда вы гайку прихватили, то попробуйте нагреть само тело вокруг резьбы, но не провороньте момент, когда начнет нагреваться сама ваша гайка с прихваченным остатком, её может закусить и придется тогда охлаждать всю конструкцию. Есть ещё вариант, но он используется для глубоких заломов и болтов диаметром больше 10мм- сверлится в заломе отверстие, нарезается внутренняя левая резьба под левый болт. В метизах такие метчики и болты редкость, но бывает и попадаются.2 балла
-
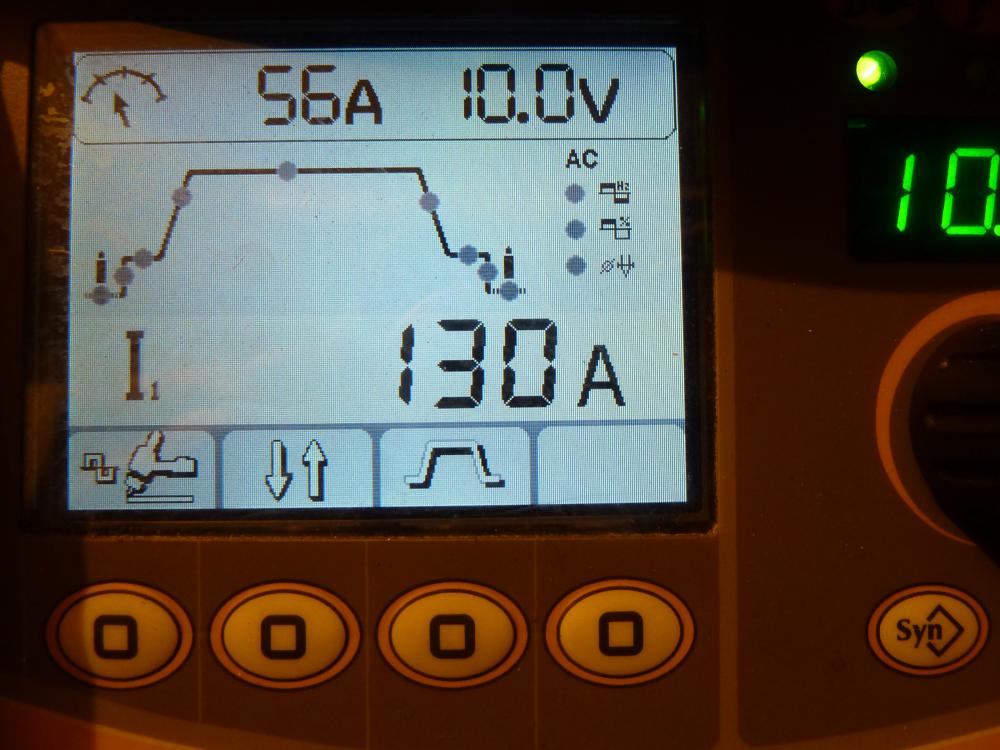
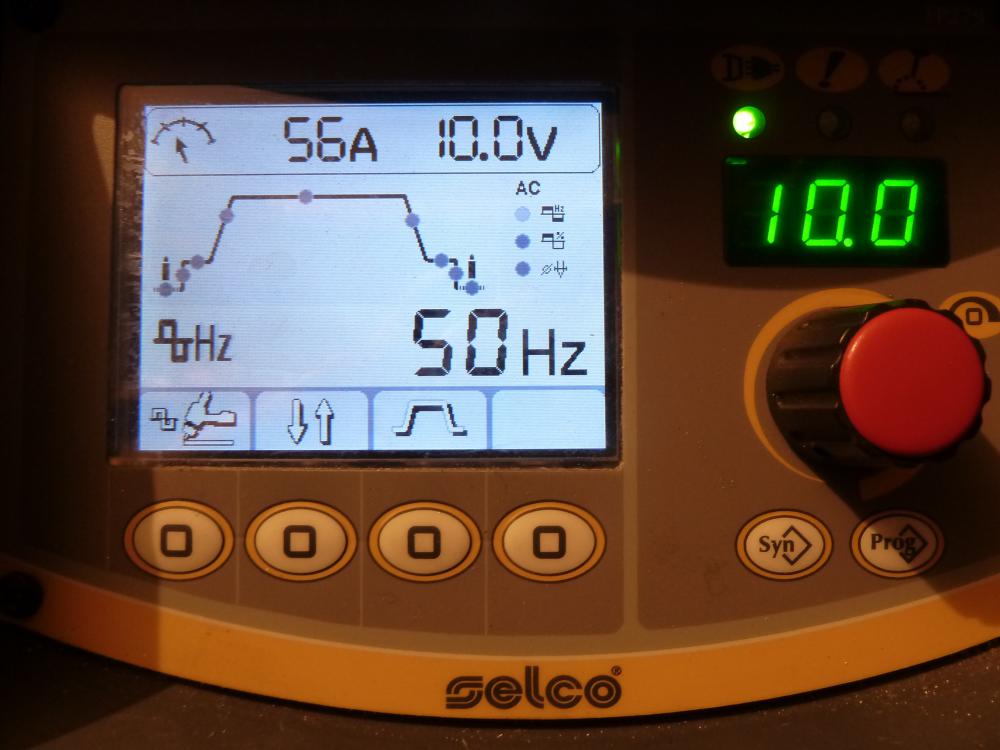
Сегодня второй день познавал на практике сей волшебный процесс. Напилил и зачистил заготовки, немного погрел газовой горелкой. http://cs540106.vk.me/c624121/v624121196/12ddb/H3YERicJli4.jpg Это мой "верстак" http://cs540106.vk.me/c624121/v624121196/12dd1/E1jSfPnjU4w.jpg Наиболее удачно получилось тавровое соединение. Обычная "ржавейка" 3мм, 130а, газ "на щеку", без присадки, вольфрам "синий", 1.6мм. Сопло №6. Предгаз 2 сек. Постгаз 6 сек. Нарастание тока 1.5 сек. Спад тока 3 сек. http://cs540106.vk.me/c624121/v624121196/12bc2/vRmseOJLdnY.jpg http://cs540106.vk.me/c624121/v624121196/12bb9/MeDFN6OQdJ0.jpg Это нижнее положение с небольшим зазором, тоже без присадки, зато с дырками 90а, остальные настройки как и выше. http://cs540106.vk.me/c624121/v624121196/12de5/oHMD7gZ5pFg.jpg Отдельно спасибо @ARGONIUS за подсказки в он-лайн режиме2 балла
-
Сегодня привезли ступицу (КАМАЗ) для восстановления. Выворачивал шпильки, но это в теме про "резьбовые заломы" и наваривал посадочные места под диск. Похоже всех нынче приперло, раньше такое откровенное барахло не привозили. Экономика должна быть экономной!
1 балл
-
@dadasasa, не надо Гугла, просто внимательно посмотрите темы про маски на наших форумах. "Цинковая лихорадка и...", к примеру, в поисковике форума Вам в помощь.1 балл
-
Пока есть свободное время занялся сборкой теплообменника на печку: на такую конструкцию теплообменника вдохновил @виталий каховка :http://websvarka.ru/talk/index.php?showtopic=1807&p=122642. Печку планирую установить в токарку.
1 балл
-
@PipecSaratov,Почитайте может прогодится.
1 балл
-
@PipecSaratov,Если вы собираетесь варить нержавейку в Со2 ,приобретайте присадку 06х18н9т,более подходящая для ваших запросов.1 балл
-
Какие равные если у вас( трактора) разные швы получились??? Еще и трактор всплыл. Еще раз повторюсь, в вашем случае получились различные по геометрии швы. Даже если без разделки, вам в итоге( в условиях производства) надо шов получить с заданными прочностными характеристиками. Как вы туда меньше металла вложите чем надо?1 балл
-
А углекислота виноваты что вы " плюсовой" катет в ней наплавили. Уж на 12 мм только вам решать ( если с разделкой) какой он будет. Уж кому кому как не вам известно что ( особенно на брендовом оборудовании) и в кислоте можно катет делать какой нужно( выпуклый, вогнутый шов). А теперь вопрос. Если параметры шва заданы жестко. Праплавтение полное. Тоесть шов не может быть никаким кроме как в заданных габаритах. Как вы вложите в сантиметр шва больше или меньше металла, не завтсимо от среды в которой варите. Разница будет только на брызги. А так конечно, сделатть два разных шва и говорить о расходе как то не чесно.1 балл
-
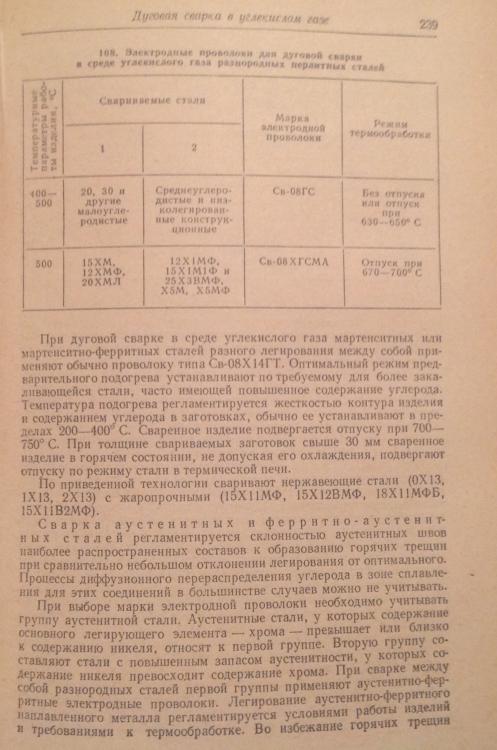
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медножелезные, медноникелевые и железоникелевые электроды. Существует несколько типов медно-железных электродов.Медный стержень с оплеткой из жести толщиной 0,25- 0,3 мм, которую в виде ленты шириной 5-7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее или толстое покрытие. Электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник из стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки. Может быть также и другой вариант: медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10-15%, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями. Наиболее совершенные из числа медно-железных электродов — электроды марки ОЗЧ-1, представляющие собой медный стержень диаметром 4-5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50%) и железного порошка (50%), замешенных на жидком стекле. Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50%), каустической соды (20%), железной окалины (15%) и железного порошка (15%). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов — возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне. Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтористокальциевого типа. Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники). Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства таких электродов в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель — элементы — графитизаторы, проникая в этот участок, оказывают положительное действие: в то же время никель и железо обладают неограниченной растворимостью, способствуя надежному сплавлению. Для изготовления электродов используют и медно-никелевые сплавы: монель — металл, содержащий 65-75% Ni, 27-30% Cu, 2-3% Fe и 1,2-1,8% Мп (например, НМЖМц 28-2,5-1,5); константан, содержащий ~ 60% Ni и ~ 40% Cu (МНМц 40-1,5); нихром (Х20Н80). Недостатки этих сплавов — их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Горячие трещины иногда имеют вид сплошной сетки, что снижает прочность сварного соединения. В связи с этим данные сплавы не рекомендуется применять для заварки трещин в изделиях, которые несут силовую нагрузку. Заварка же отдельных мелких раковин позволяет получить хорошие результаты, так как обеспечивает возможность последующей механической обработки. Находят применение в промышленности электроды марок МНЧ-1 со стержнем из монель-металла и МНЧ-2 со стержнем из константана. Обе марки имеют электродные покрытия вида Ф. Сварку выполняют электродами диаметром 3-4 мм, ниточным швом, короткими участками при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молотка. Для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна, пороков, выявленных на механически обработанных поверхностях изделий и при ремонте оборудования из чугунного литья, используют также железоникелевые электроды с стержнем из сплава, содержащего 40-60% Ni и 60-40% Fe. При сварке такими электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва. Железоникелевые электроды обладают определенными преимуществами, к числу которых, кроме высокой прочности, можно отнести меньшую, чем у медно-никелевых сплавов, литейную усадку, одноцветность наплавки с чугуном. Примером электродов такого типа могут служить электроды марки ЦЧ-ЗА с стержнем из проволоки Св-08Н50 и покрытием из доломита (35%), плавикового шпата (25%), графита черного (10%) и ферросилиция (30%), замешенных на жидком стекле. Необходимо всегда иметь в виду, что все электроды, содержащие никель, дефицитны и могут применяться для сварки чугуна ограниченно, например для заварки небольших раковин, вскрытых на последних операциях механической обработки, в деталях больших размеров и большой жесткости.1 балл
-
На 12мм толщине пробовали (т - соединение), проплав получился лучше на смеси (разрезали смотрели), катет нормальный , а не плюсовой (как на СО2) , заварили быстрей на смеси. Строго взвесили процесс по стоимостям с учетом цен на газы и проволоку - дешевле получилось в смеси ( и это без учета зачистки - на смеси после лорха она практически не нужна). Мое мнение СО2 - на монтаж (улица) , в цеху углекислоте делать нечего.1 балл
-
Могу ошибаться, но у меня ещё создалось впечатление, что тепловложение/поводки металла в смеси выше чем в углекислоте.1 балл
-
Конечно же - тащите аппарат сюда, мы MIGом...Варите на синергетике?1 балл
-
@Сварщик убийца, а знаки препинания за Вас Пушкин, чтоли ставить будет? Почему пользователи должны глаза ломать, пытаясь прочитать Ваше предложение на 9 строк с одной запятой?1 балл
-
@Dr_MMA, у них, возможно, и управы объединены.1 балл
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.
1 балл
-
Не знаю в тему или нет... модераторов прошу строго не судить. Дело было прошлым летом, попросили меня своять тренажер для виндсерфинга, проведя пару часов в интернете и примерно изучив концепцию сего устройства, из подручных средств и такой-то матери исполнил. За творческий беспорядок на рабочем месте опускаю гриву и немного краснею, муза так сказать посетила, времени было в обрез... боялся творческий порыв не спугнуть...
1 балл
-
@shestuhin, Дмитрий хороший заказ , давно мечтаю такую интересную работу выполнить , а не тупо ремонтировать диски головки . УДАЧИ !!!!!!!!!1 балл
-
Вот времена настали, а когда-то нам предлагали отслужившие костюмы электриков в переработку. По смешным ценам. Но мы тогда разволокнить их не смогли, отказались. Надо было пару тонн взять, на будущее.1 балл
-
Существуют ли перспективы урегулирования противоречий между Россией и США по Украине? А по ситуации в Сирии и прочим позициям, взгляд на которые у Москвы и Вашингтона диаметрально противоположен? Дипломаты и политики излагают содержание этих противоречий в достаточно корректных формулировках, но суть проблемы это не меняет: Штаты ведут агрессивное наступление на российские интересы, Россия уже не готова этого не замечать и тем более с этим смиряться. Что обещает долгую и жесткую конфронтацию по всем направлениям.http://vpk-news.ru/articles/231451 балл
-
Извините за оффтопик. Любые "заводские" или "самоварные" приблуды - это, согласно Техстандарту РК, – переоборудование. Хотя в советское время багажники "Скиф" не вносились в "техпаспорт", хоть с ними и изменялись габариты и вес ТС. Курим гугл: Согласно Техстандарту РК 1418-2005, переоборудование автотранспортных средств — это внесение изменений в их конструкцию путём исключения предусмотренных или установки непредусмотренных составных частей и предметов оборудования, в результате которых изменяются их свойства, параметры и технические характеристики, заданные предприятием-изготовителем: — тип кузова, двигателя; — наличие специального несъёмного оборудования; — количество и размещение пассажирских сидений, топливных баков; — габариты и весовые параметры; — модель двигателя, его вес и мощность; — система подачи топлива, тормозная система; — количество, места установки, углы видимости, световые и цветовые характеристики приборов освещения и световой сигнализации; — ходовая часть, рулевое управление, а также составные части конструкции, обеспечивающие видимость, обзорность, пассивную и послеаварийную безопасность. Если уж совсем следовать букве закона этого идиотизма, то "бамперосберегающие" наклейки на двустороннем скотче на пластиковые бампера - тоже переоборудование, так как габариты изменяются. На 8–10 мм, но изменяются.1 балл
-
@АВН, Да по морскому рым. Я человек сухопутный, в повседневной жизни такелажными терминами не оперирую. Тут крепёжные кронштейны из уголка 100, совсем мелочь.
1 балл
-
Очень давно делал перед гаражом такой "коврик"- грязь выколачивать замучаешься, особенно после дождя набивается и засыхает. А поднять и почистить тяжеловато.1 балл
-
День выдался насыщенный на работу.В воскресение, знакомый снёс ограждение..Поставил.После обеда другая история,привезли подварить теплообменники,новые из магазина.Некоторые заставляют задуматься о производителях.Изготовил и поставил подогрев.И на десерт,крышка стартера,сломали при монтаже "ухо".
1 балл
-
Очередные багажники на джипы (На Черки 90-х годов). Очень мелкая серия (всего 2 шт.).
1 балл
-
Расскажу про П/А, которыми я варил. Варил esab'ами. Естественно чем старее аппарат, тем хуже варит. То ли задрипаный, то ли просто новые более совершенные. Впринципе хорошая техника.Варить ими приятно. С работой проблемм не возникало. Про lincoln electric много не скажу. Тоже хорошие машины. Может не совсем сюда- нравятся их инверторы. У напарника П/А с синергетикой, она мне не понравилась, неудобные настройки. А в ручном режиме варить даже приятно. Немного варил старенькими migatronic'ами. Особо не впечатлило. Удобства мало. Надёжность не высока. Был один не новый СЕА. Очень понравился. Варит мягко, провар отличный. От времени сносился редуктор мотора подающего механизма. Поменяли вместе с мотором (поставили от "дворников" грузовика), и опять пашет! Может конечно это отдельный случай, но впечатление очень позитивное. Kempi-варил ими тоже немного. На нынешней работе много аппаратов со стажем этой фирмы, можно сказать показатель надёжности. Сейчас на пробу взяли kempakt pulse. Смотрел со стороны- штука сложная, настроек как в хорошем аргоннике. Думаю все эти навороты хороши, главное привыкнуть. Сейчас, как и на прошлой работе работаю на telwin'не. На прошлой работе был с синергетикой, которая мне понравилась. Только настройки на аллюминий были не точными, ну это мелочь. Теперешний аппарат простой как пять копеек, но удобный и надёжный, а так же мощный (420А). Вообщем аппараты хороши.1 балл
-
Попытка вернуть тему в нужное русло. Некоторое время назад в социальных сетях я проводил опрос по отношению людей к конкретному бренду. На тот момент подписчиков было не так много, но все равно какая-то тенденция видна.
1 балл
-
Добрый день! Меня зовут Вячеслав. Лет мне 23 и 90% двадцать четвертого По образованию техник-технолог сварочного производства. Отучился. Начал работать. Работал разными видами сварки. Поэтому представление "что есть что" у меня имеется. Молод и опыт пока еще только коплю. Стараюсь постоянно развиваться в этом направление. Читаю книги, изучаю форумы. Сейчас работаю демонстратором в компании "Премьера" , которая в свою очередь является генеральным представителем Kemppi в приволжском округе (ПФО). Очень интересная работа. Интересно знакомство с предприятиями и технологиями сварочными . Но пока испытываю трудности в заключение таких вот встреч. Люди воспринимают меня , как продавца , коим я не являюсь ! Ну и собственно рад буду ответить на ваши вопросы по оборудованию Kemppi . Создал для этого тему в разделе "доска объявлений". Так же рад буду личному общению. И если вы инженер на предприятии или знаете таковых, то мы всегда сможем договориться о встрече для демонстрации возможностей Kemppi в ваших условиях А вот так я выгляжу. Сфоткался "типа работаю " http://cs14101.vk.me/c625127/v625127204/9660/RsnRHQgt_Fg.jpg1 балл
-
Всем доброго времени суток! Вот и я к вам присоединился. Из оборудования-аппарат для РАДС AURORA PRO INTER TIG 200 AC/DC PULSE и П/А Telwin Bimax 4.195. Друг принес боковое зеркало от BMW 5 E39. Зачистил и начал варить-метал закипел и запузырился. Но, потом стабилизировался и очень хорошо сварился. Варили так, чтоб просто держалась, пока нормальное не купит . http://cs624216.vk.me/v624216869/6984/B8mTPvQNvBQ.jpg http://cs624216.vk.me/v624216869/698d/Nk2BMYdWgcQ.jpg Ниже диски BMW варил. Те, что страшные-впервые в жизни. http://cs618025.vk.me/v618025869/1d4ad/F9GooULiqKE.jpg http://cs618025.vk.me/v618025869/1d4b6/HJ8Zr5pHrv0.jpg Первые диски дались с трудом ,а вот второй комплект-заварился на ура http://cs622625.vk.me/v622625869/74b4/-8Cr0mZhnag.jpg http://cs622625.vk.me/v622625869/74be/T6ur7beDvhQ.jpg1 балл
-
@Tibidabo,Здесь один очень умный и с огромной практикой человек писал как сварить нерж трубу с хорошим обратным валиком.Делаешь скосы до острого,без притупления и стыкуешь вплотную,потом прихватки,минимальным диаметром присадки,можно проволокой от полуавтомата и обвариаешь корень своим телом,тоесть телом трубы,получается отличный обратный валик.Пробуйте.1 балл
-
Пущай человек читает, пущай разбирается, тяга к знаниям эт похвально, страну надо поднимать, олигархов кормить.)
1 балл
-
Все заинтересованные лица в сборе?У меня стоит на производстве штатная "водяная" станция.Сейчас не скажу модель,не готовился.Но! ~220 вольт.Бачок пластмассовый,радиатор,движок небольшой с "пропеллером" и кнопка "Вкл-выкл" как на сетевом фильтре.Залита водой,поднимает метров этак на 10,без проблем.Оранжевая облицовка,цвета схожего на "Selma".Для горелок ГСН пришлось поставить кран для снижения давления на выходе-лопались шланги.На ABITIG18SC "Бензель" стоит без ограничения. Вообще-то,наверное лучше иметь горелку с водяным охлаждением и варить малым током,чем не иметь больших заказов совсем.1 балл