Лидеры




Популярный контент
Показан контент с высокой репутацией 10.12.2014 в Сообщения
-
Скоро праздник.Заказали формы для тортов.Сделал.
 9 баллов
9 баллов -
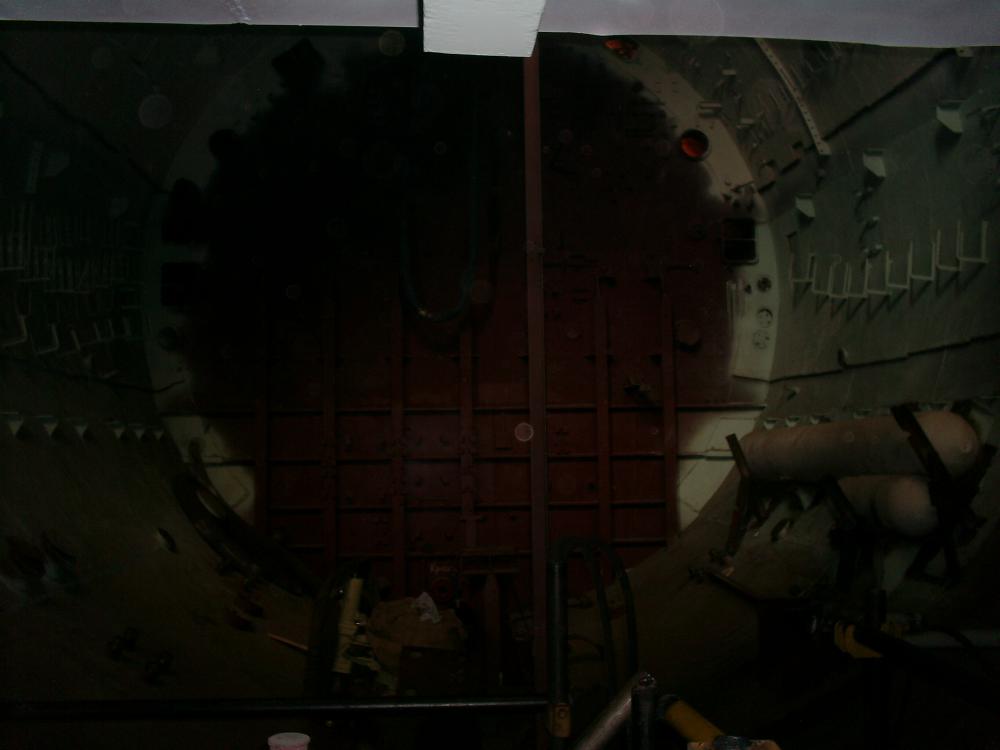
Последний шов заварен! В два прохода, раздел кромки V-образный с притуплением 1мм, зазор 1.5мм, ток на корень 93А присадка 1.6, ток на перекрытие 160А присадка 1.6 Коренной шов не сфотографировал, сфотал только конечный результатhttp://i008.radikal.ru/1412/95/b5093cf3c385.jpg http://s018.radikal.ru/i519/1412/20/026fbfd6db5b.jpg После протравки http://i077.radikal.ru/1412/aa/684402ff5fff.jpg http://i038.radikal.ru/1412/ab/cac9f745eefa.jpg Внутри http://s16.radikal.ru/i190/1412/db/224d16c692fa.jpg Вот как-то так.9 баллов
-
Какие-то переходы для рукавов,производствоУкраины,стоит клеймо АК9.У токаря сделал разделку.
7 баллов
-
Делал кондуктор для завитков продолжение будет скоро!
6 баллов
-
@Шурпет,@selco, @BelaZZ, @ARGONIUS, @Менгон, @AMBIVERT42, @МИХА75, @Георгий 11, @svarnoi69, @bader, @tehsvar, @демонстратор, @ugaida, @валера1963, @Andrew, . @Илария,@Dmitry1962, @Helper, @DED 1, @простой мойша, @Миротворец, @круазик, @alekseyka77, @supoplex, Большое спасибо! На самом деле, очень приятно.5 баллов
-
Это "труба" или "металл. конструкция"? Из архива: Дополнено.
3 балла
-
Давно не было картин :-) Рига — стройкам коммунизма. Художники Н. Брейкш, У. Пределис, О. Урбанс. 1953 год Строители индустриальной Сибири. Художница И. Воробьева. 1960 год Экскурсия школьников на завод. Художник Г. Москалев. 1960 год Спуск на воду атомного ледокола Ленин. Художник В. Штраних.1960 год
3 балла
-
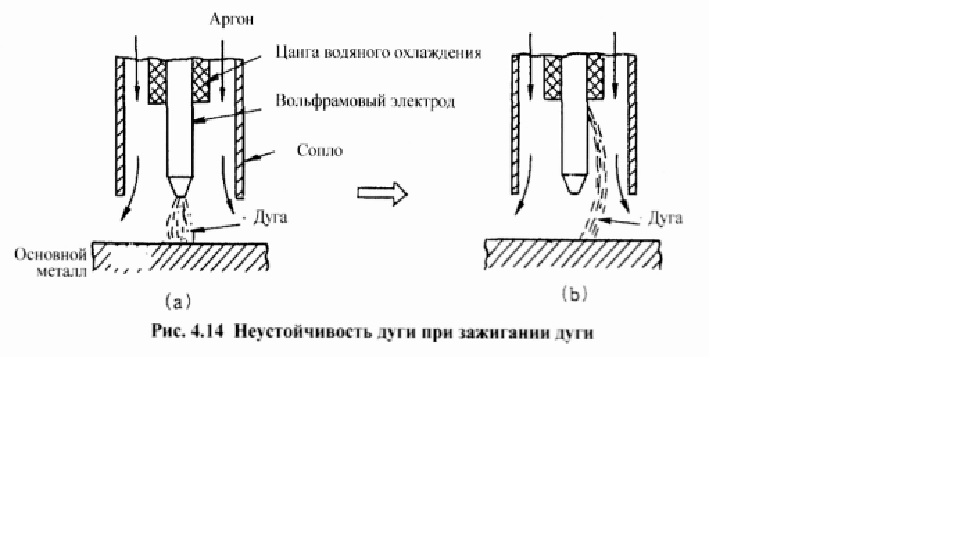
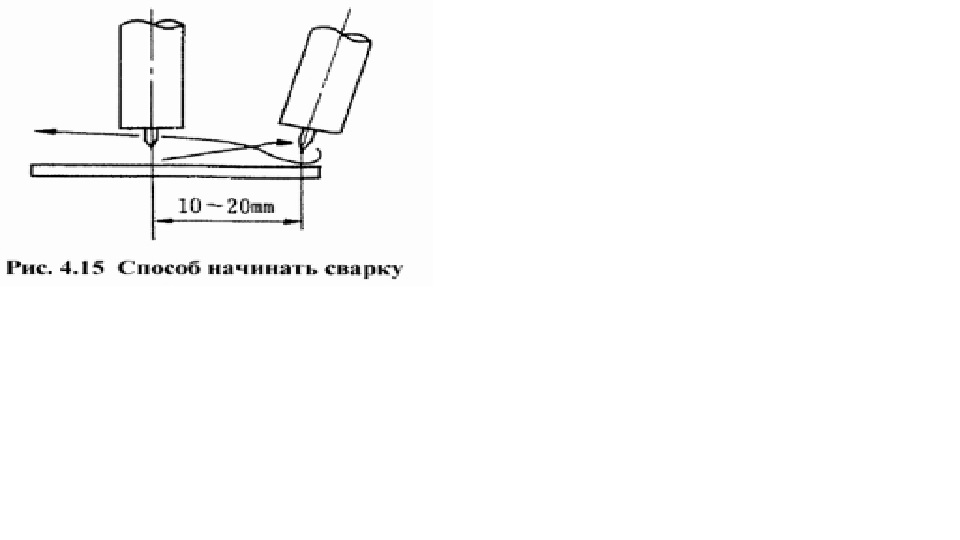
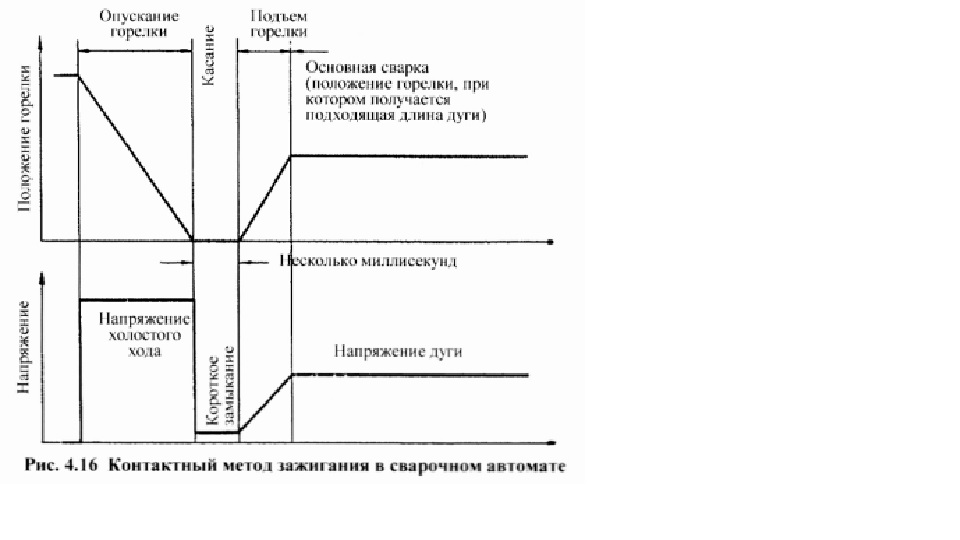
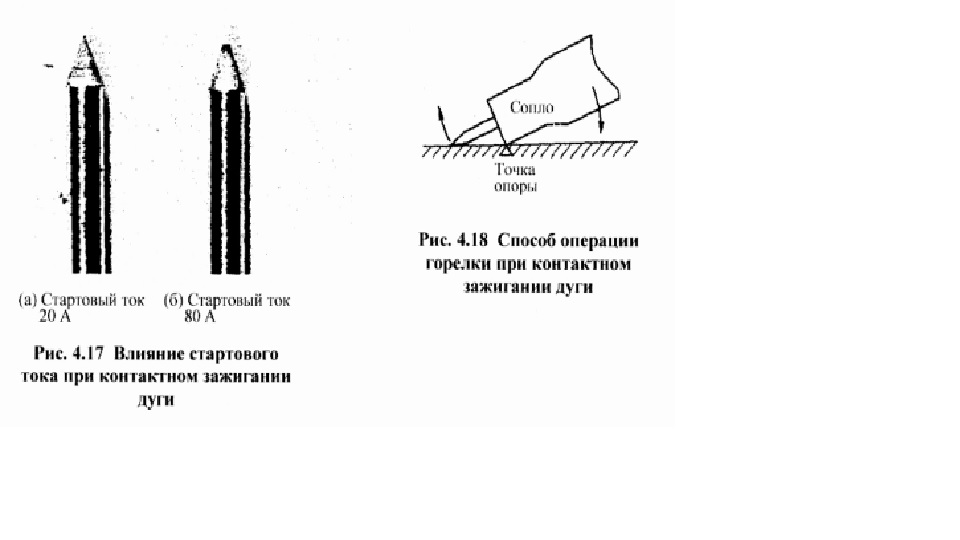
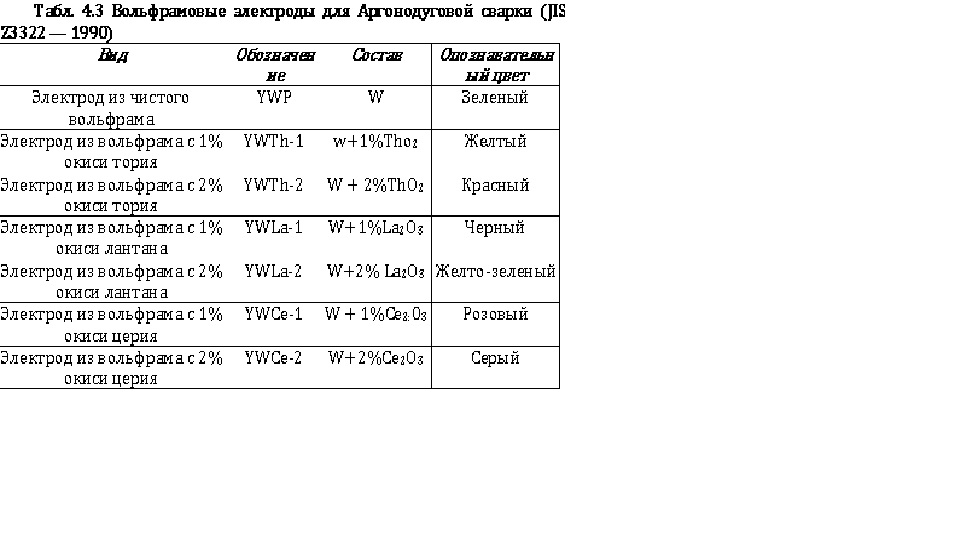
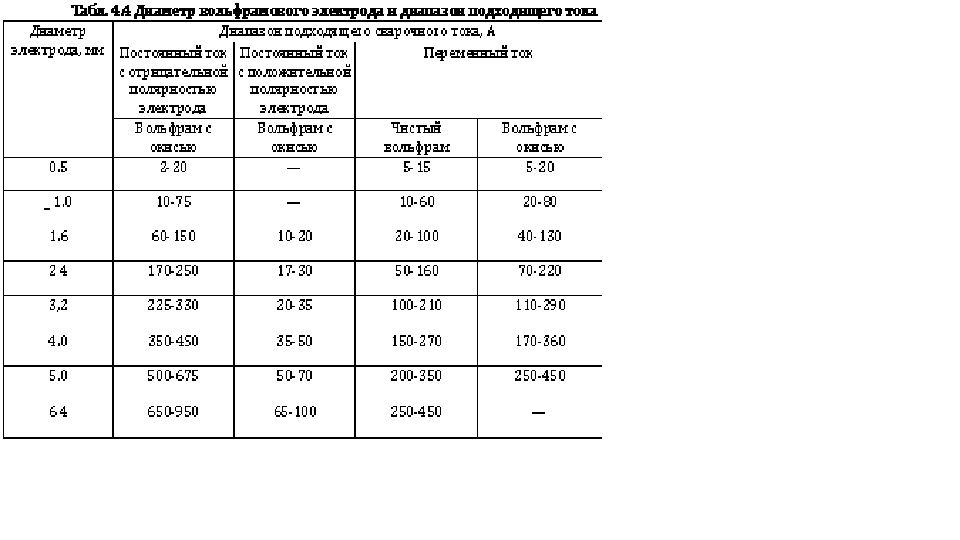
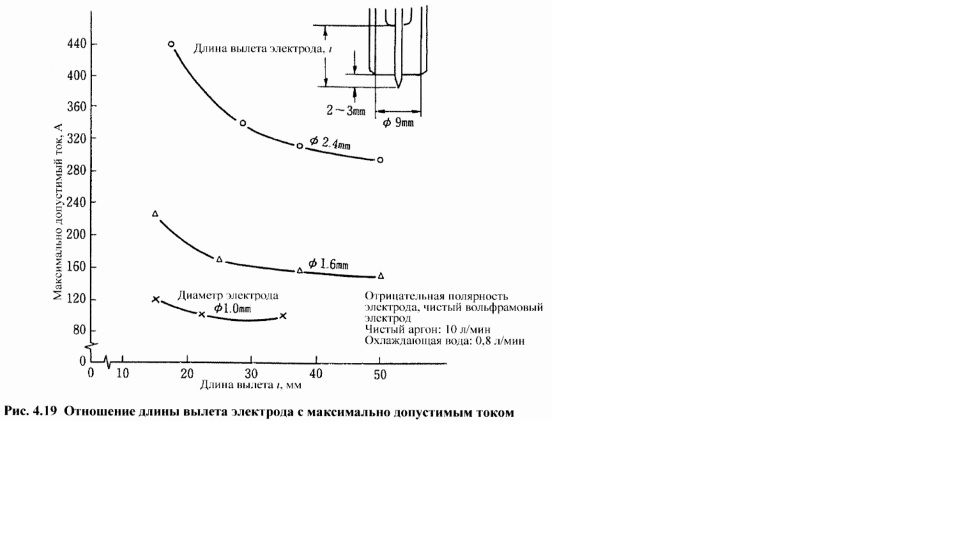
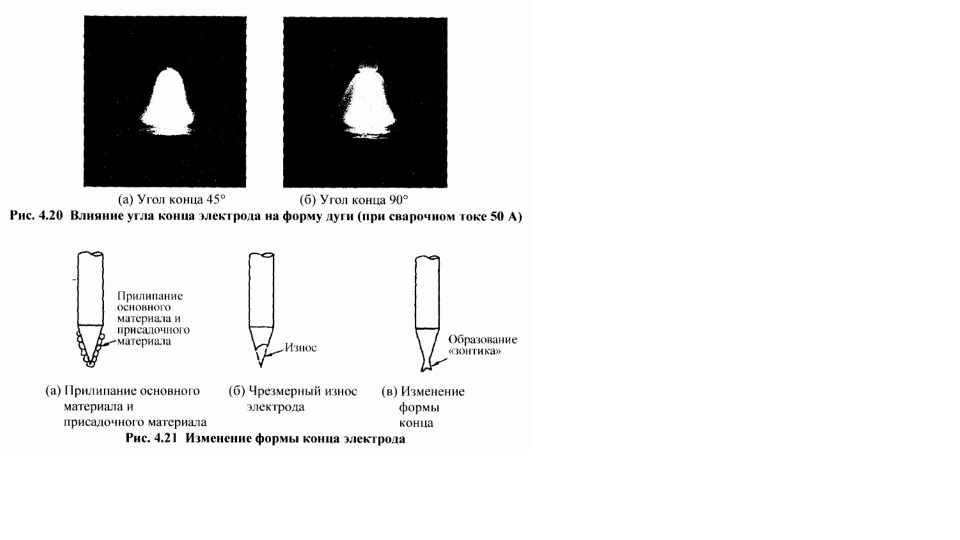
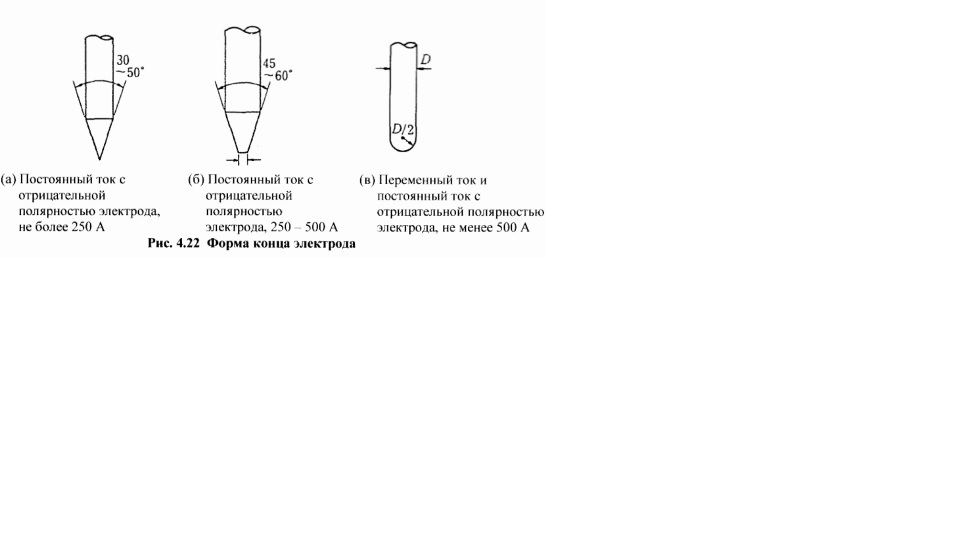
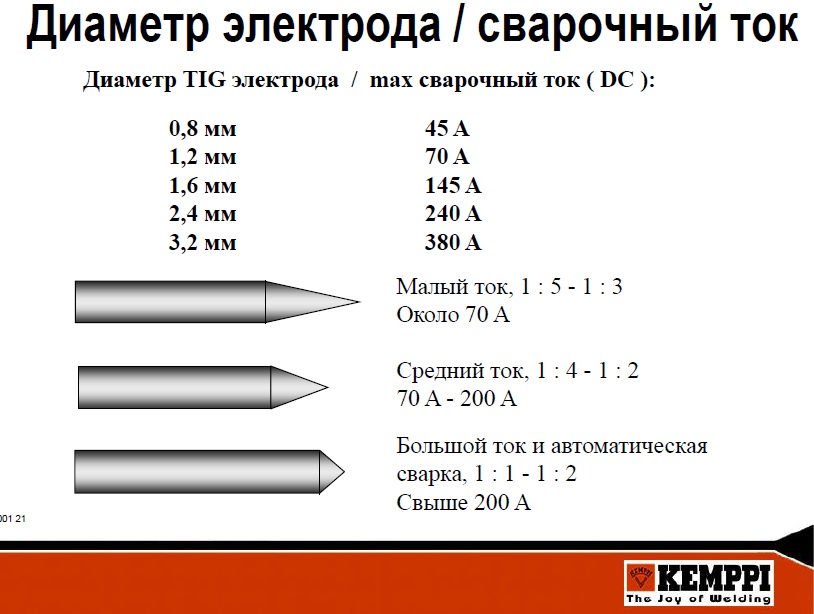
4-2 ЗАЖИГАНИЕ ДУГИ 4-2-1 Метод высокой частоты - HF поджиг Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги. В случае постоянного тока с отрицательной полярностью электрода, в процессе сварки электрод держится в накаленном состоянии, так что термоэлектронная эмиссия осуществляется легко и дуга поддерживается устойчиво. Однако в момент зажигания дуги электрод еще не накалился, так что термоэлектроны не вылетают. Однако даже при низкой температуре окиси испускают термоэлектроны легко, так что при зажигании дуги на конце электрода в местах, имеющих окиси, формируются катодные пятна и горит дуга. При этом, поскольку электрод относится к отрицательной полярности, подвергается столкновению катионов, и окиси разрушаются. По мере исчезновения окисей катодные пятна, находящие новые окиси, перемещаются по поверхности электрода. Поскольку окиси разрушаются один за другим, в конечном итоге дуга перемещается вверх по поверхности электрода. Если это состояние продолжится долго, как показано на рис. 4.14. дуга будет сильно удлинена и будет подниматься напряжение дуги выше предела, в котором сварочный источник может поддерживать дугу, и в конечном итоге дуга прекратится. Если на ходу температура электрода поднимется и электрод будет в накаленном состоянии, дуга будет возращена на конец электрода и горение дуги будет стабилизировано. Чем ниже сварочный ток и чем чаще повторяется зажигание дуги, тем чаще появляется явление неустойчивости дуги при ее зажигании. Кроме того, эта тенденция особенно сильна, когда электроды сделаны из чистого вольфрама, так что желательно использовать вольфрамовые электроды, включающие в себя окись тория (ThO2). окись церия (Се2О3). окись лантана (Lа2О3). окись иттрия (Y2O3) или прочие окиси. В случае сварки на переменном токе, поскольку полярность меняется по каждому полупериоду, влезание катодных пятен будет сдержано и, в общем, ситуация по зажиганию дуги лучше, чем в случае постоянного тока с отрицательной полярностью электрода. Однако даже в случае сварки на переменном токе, если электрод остывает, не исключена ситуация тою. что, на полуволне положительной полярности электрода горит дуга, на полуволне отрицательной полярности электрода не горит дуга. Когда конец электрода держится в накаленном состоянии, дуга горит устойчиво. Поэтому желательно заранее зажечь дугу на другом листс.накалить электрод, прекратить горение дуги немедленно переместить электрод в начальную точку сварки и зажечь дугу., Дуга зажигается стабильно и можно предотвратить прожог, несплавление и т.п. на начальной точке сварки. Кроме того, на рис. 4.15 представлен другой вариант для разрешения проблемы; на основном металле на расстоянии 10 - 20 мм от края зажигают дугу, после начала горения дуги немедленно возвращают горелку в начальную точку сварки и начинают основную сварку. 4-2-2 Контактный метод зажигания дуги Когда сила высокой частоты уменьшается по ходу длинного кабеля горелки и высокочастотный разряд, необходимый для зажигания дуги, не происходит, или высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением, не допускается зажигание дуги методом совместного употребления высокой частоты. В таком случае применяется контактный метод зажигания дуги (или царапающий метод зажигания дуги), в котором зажигают дугу за счет легкого прикосновения электрода к основному металлу. В связи с тем. что электрод и основной металл касаются друг друга, существует возможность приплавления основного металла к электроду, интенсивного износа электрода, который происходит при зажигании дуги, и прочие недостатки. Однако некоторые последние источники питания с тиристорным управлением и пр. могут замедлять износ электрода, происходящий при зажигании дуги, в значительной степени за счет установки тока, отличающегося от сварочного (дежурного) тока и протекающего при зажигании дуги. Следовательно, этот метод зажигания дуги применяется к последним сварочным автоматам, производящим работы на постоянном токе с отрицательной полярностью электрода, пользуясь следующими достоинствами; ü Можно предотвратить явление неустойчивости, которое склонно происходить в методе совместного употребления высокой частоты при зажигании дуги. ü Поскольку не генерируется высокая частота, можно исключить возможность возникновения радиопомех. На рис. 4.16 представлен пример касательного метода зажигания дуги, который применяется в сварочных автоматах. После включения выключателя горелки до зажигания дуги к промежутку между электродом и основным металлом прилагается напряжение холостого тока порядка 80 - 90 В. Сварочный автомат, обнаружив это напряжение, опускает горелку. При касании электродом основного металла это напряжение понижается резко к уровню порядка несколько вольт. После обнаружения понижения напряжения в течение несколько миллисекунд (несколько тысячных секунд) начнется отвод горелки вверх, при достижении напряжения дуги, соответствующего заданной длине дуги, остановится подъем горелки и начнется сварка. В случае автоматической сварки механизм вертикального перемещения горелки управляется электрическим приводом, так что получается устойчивое зажигание дуги. Однако в случае ручной сварки при применении контактного метода зажигании, чтобы замедлить износ электрода при зажигании дуги, следует обращать внимание на следующие пункты; Прежде всего, если устанавливают стартовый ток на слишком большое значение, при горении дуги происходит расплавление, износ и пр. конца электрода, как показано на рис. 4.17. Желательно устанавливать стартовый ток как можно меньше, однако, если ток слишком мал. то получается неустойчивая дуга, так что обычно употребляет значение тока порядка 20 -30 А. Кроме того, если приводить электрод в прикосновение к основному металлу после включения выключателя горелки. отвод горелки осуществляется с опозданием, что будет ускорять износ электрода. Так что следует сначала привести электрод в прикосновение к основному металлу, а затем включать выключатель горелки. Едва конец электрода приобрел накаленное состояние, как нужно отвести горелку. Если отводить горелку после завершения накала, будет ускорен износ электрода. Если перед контактом электрода и основного металла, сопло горелки приводят в соприкосновение с основным металлом, как показано на рис. 4.18, и пользуясь полученной точкой прикосновения в качестве опоры, осуществляют контакт электрода и основного металла и потом отводят электрод от металла, то в этом случае операция зажигания дуги будет облегчаться. 4-3 МАТЕРИАЛ И ФОРМА ЭЛЕКТРОДОВ 4-3-1 Виды электродов Вольфрамовые электроды для Аргонодуговой сварки подразделяются на вольфрамовые электроды и вольфрамовые электроды с окисью. Их вид, химический состав, размеры и допуски, качество и т.д. регламентирует стандарт JIS Z3233 (вольфрамовые электроды для Аргонодуговой сварки). Кроме того, как приведено в табл. 4.3. установлены опознавательные цвета, так что можно различать вид электрода по цвету его конца. Чистые вольфрамовые электроды в основном используются для сварки на переменном токе, а вольфрамовые электроды с окисью - и для сварки на постоянном токе и для сварки на переменном токе. Если не включается окись, зажигание дуги на постоянном токе с отрицательной полярностью электрода осуществляется с трудом, так что в случае сварки на постоянном токе почти не используются чистые вольфрамовые электроды. В случае сварки на переменном токе в полуволне положительной полярности электрода конец электрода подвергается разогреву, и поэтому в полуволне отрицательной полярности электрода дуга горит стабильно. Кроме того, чистые вольфрамовые электроды, которые справляются с меньшей генерацией постоянной составляющей, чем вольфрамовые электроды с окисью, чаще применяются для сварки переменного тока. В случае постоянного тока с отрицательной полярностью немаловажное значение имеет способность к зажиганию дуги, так что, в общем, используют вольфрамовые электроды с окисью. Как приведено в табл. 4.3. в настоящее время стандарт JIS регламентирует 7 видов электродов, среди которых последние 4 вида добавлены в последние годы. Кроме этого, также продаются и вольфрамовые электроды с окисью иттрия (W+1 - 2% Y2O3), которые еще не регламентированы. 4-3-2 Сварочный ток и диаметр -электрода Когда сварочный ток слаб, использование электрода с большим диаметром приведет к блужданию и неустойчивости дуги, а использование электрода с слишком малым диаметром приведет к интенсивному износу электрода, так что следует выбрать диаметр электрода применительно к сварочному току. Кроме того, при одинаковом сварочном токе, если полярность отличается друг от друга, подходящий диаметр электрода также отличается. В табл. 4.4 приведен диапазон подходящего тока по диаметрам электрода и по полярностям, соответственно. Верхний предел подходящего тока уменьшается в последовательности постоянного тока с отрицательной полярностью электрода, переменного тока и постоянного тока с положительной полярностью электрода. Если примем постоянный ток с отрицательной полярностью электрода за критерий,; в случае переменного тока верхний предел падает порядка до 70 - 80%, в случае постоянного тока с положительной полярностью электрода падает резко порядка до 10%. В случае чистых вольфрамовых электродов по сравнению с вольфрамовыми электродами с окисью тория подходящий диапазон переходит па 30% вниз. Кроме того, допустимый ток вольфрамовых электродов варьируется не только по диаметру и полярности, но и по длине вылета электрода из цанги. Если примем ток. на котором электрод поддается расплавлению, за максимально допустимый ток. то получается отношение длины вылета электрода с максимально допустимым током, как представлено на рис. 4.19. По мере увеличения длины вылета электрода надает максимально допустимый ток. Это объясняется тем. что выделение резистивного тепла электрода увеличивается, сопровождая подъем температуры. Следовательно, если с точки зрения технологичности неизбежно удлинение вылета электрода, желательно выбрать электрод с немного большим диаметром. 4-3-3 Форма конца электродов Концентрированность дуги, проплавление, внешний вид сварного шва и т.д. в значительной степени зависят от формы конца вольфрамового электрода. На рис. 4.20 представлена разница формы дуги по углам конца электрода при сварочном токе 50 А. В случае угла конца электрода 45° дуга сосредоточена и получается хорошая форма дуги, а в случае угла конца 90° по наружной окружности дуги появляется другая слабая дуга и тем самым сосредоточенность дуги ухудшается. Чем слабее сварочный ток. тем значительнее эта тенденция. Кроме того, как показано на рис. 4.21. если к концу электрода приплавился основной металл или присадочный металл, конец электрода изменил форму или износ электрода резко ускорен, также ухудшится сосредоточенность дуги, произойдет уменьшение глубины проплавления или ухудшение внешнего вида сварного шва. Подходящая форма конца электрода зависит от применяемого сварочного тока, полярности и т.д., но, в общем, принимается форма, как показано на рис. 4.22. В случае постоянного тока с отрицательной полярностью электрода, при слабом сварочном токе заостряется конец электрода, как показана в п. (а), и увеличивается угол конца электрода по мере возрастания сварочного тока. При силе тока 250 А и более заострение конца вызовут расплавление конца электрода, так что следует с самого начала слегка притупить конец, как показано в п. (б). По мере возрастания тока блуждание дуги уменьшается и износ ускоряется, так что при большом токе 500 Л и более желательно придать концу сферическую форму, как показано в п. (в). В случае переменного тока или постоянного тока с положительной полярностью электрода, в связи с большим износом электрода применяют форму (в). Примснять форму (а) или (б) можно, однако конец электрода быстро округляется, так что эффективно с самого начала придать концу форму, покачанную (в). В случае сварки на переменном токе сосредоточенность дуги не так хороша и к тому же износ электрода большой, так что не нужно обращать внимание на форму конца так, как в случае постоянного тока с отрицательной полярностью электрода. Форму конца электрода можно обрабатывать на обычной настольной шлифовальной машине, но желательно использовать специализированную шлифовальную машину для электрода, как представлено на рис. 4.23.
3 балла
-
@waha, у меня получилось (см. карту). Т.е. адрес такой карта знает. Давайте по порядку. 1. заходим в карту и нажимаем Обновить местоположение 2. вставляем в поле с адресом Черкесск, шоссейная 21 3. Нажимаем Сохранить. Стрелочки при этом не нажимайте, иначе все собьется. После этого вручную приближаем карту к зеленой метке и смотрим, где она стоит?3 балла
-
Очень смею возразить! Диапазон очень даже ОГО-ГО! К примеру мои швы без отрыва не варятся...точнее варятся, но это уже будут не швы...
3 балла
-
http://s010.radikal.ru/i312/1412/8f/6749e4479be1.jpg http://s61.radikal.ru/i174/1412/f4/16c69663bcfe.jpg http://s011.radikal.ru/i317/1412/cd/a43627a3681f.jpg2 балла
-
Не знаю как сейчас, но в своё время диски 350Х25. были не везде и дорогие. Переточил втулку и юзаю 300Х32, есть везде, дешёвые, меньше нагрузка на станочек. Можно пильный диск поставить.
2 балла
-
Немного пополнил "парк техники". Удачно или нет - ближайшем будущем станет ясно ;-) В пятницу увезу на работу для "обкатки"...
2 балла
-
@kaev, мне не одному показалось, что Вы пытались пробовать варить алюминий постоянным током (хоть и пульсом), потому Вас верно направили в тему с основными моментами по РАДС, не злитесь на Валерия, он ведет Вас в верном направлении.2 балла
-
Нет диск будет на 350 мм, то что мощность только только хватит понимаю. Увеличивать обороты не буду так как и так мощности в прижимку . Насчет верхнего расположения шарнира, понял спасибо. Конденсатор купил на 50 мкф. Знакомый электрик посоветовал. спасибо за советы. С меня фотоотчет. Опытным советам по ходу сборки буду очень рад.2 балла
-
Плохо зачищаете металл. В качестве присадки можно брать проволку от полуавтомата.2 балла
-
http://f5.s.qip.ru/IA4wMweK.png2 балла
-
Защитная наплавка, электроды пятёра, ЭА-112/15
2 балла
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.2 балла
-
Решил внести свою лепту в данной теме. Собираем, стыкуем и варим трубу под флюсом снаружи и изнутри. Распускаем трубу на сектора с одновременным снятием фасок под сварку, роботом с плазменной головкой. Дробеструим сектора. Зачищаем кромки под сварку и собираем отводы. Подвариваем. Устанавливаем на сварочный робот. Прицеливаемся по шву. Варим. Швы. Потом зачистка и рентген. Ну и немного изделий. Отводы. Компенсаторы сильфонные. Тройники. Спасибо за внимание.
2 балла
-
Любые типы пригодны TIG, MAG, MMA.1 балл
-
При резке УШМ, или гильотина "подкусывает " лист,остаются острые кромки.Обработка края листа УШМ занимает много времени(сегодня столкнулся).Выручил такой девайс.Обрабатывает с двух сторон и довольно аккуратно.
1 балл
-
не бывает старых материалов чем больше выбираешь из старья тем тем дороже хозяину (это расходники время твое) каждый лишний рез это деньги для него1 балл
-
@Andrew, нет, пусть каждый зарегистрированный пользователь имеет возможность отметить себя на карте.1 балл
-
С опозданием присоединяюсь к поздравлениям!@morgmail,здоровья,денег и всего-всего самого хорошего и побольше,ну,за День Рождения!!!1 балл
-
"кондер" - это я так понимаю, конденсатор? Вы планируете работу данного станка от 220 в? А диаметр отрезного диска наверное 400? Если всё так то 1,5 Квт будет маловато однако! Плюс нужно будет увеличить обороты на валу(примерно на 500-600 оборотов), за счет шкивов, т.е. на двигателе шкив будет больше, на валу меньше - опять нагрузка на мотор - однозначно мало будет 1,5 Квт. А по шарниру как и показано на Вашей схеме, вверху- это же маятниковая пила.1 балл
-
После 5-10 минут сварки подача просто останавливалась, потом через какое то время снова всё работало, но всего пару минут.1 балл
-
Обязательно выложу фото.1 балл
-
С днём Рождения Геннадий.1 балл
-
Всех Истинных Благ и Удачи в жизни!1 балл
-
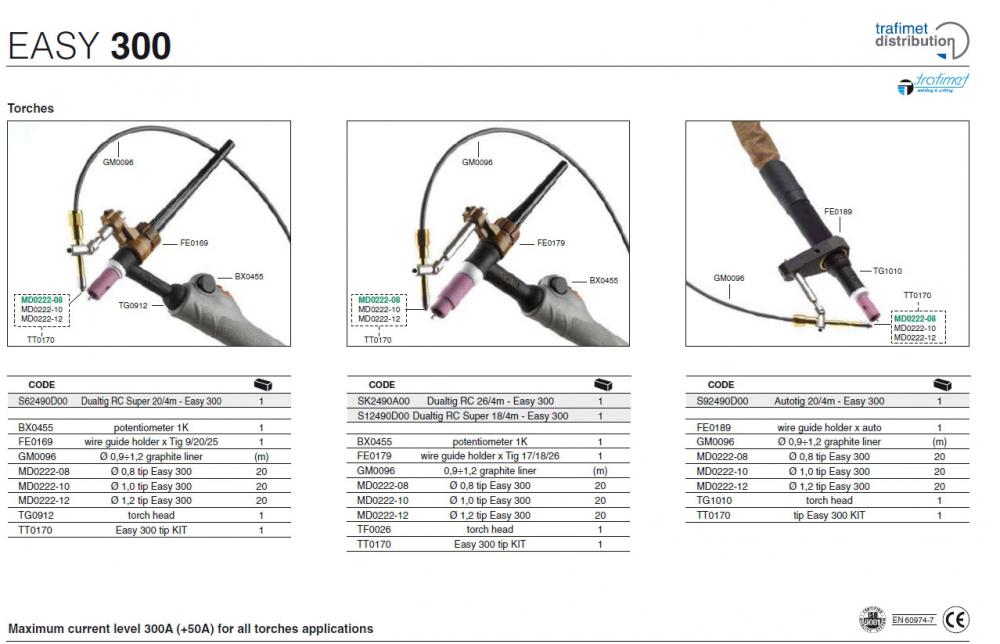
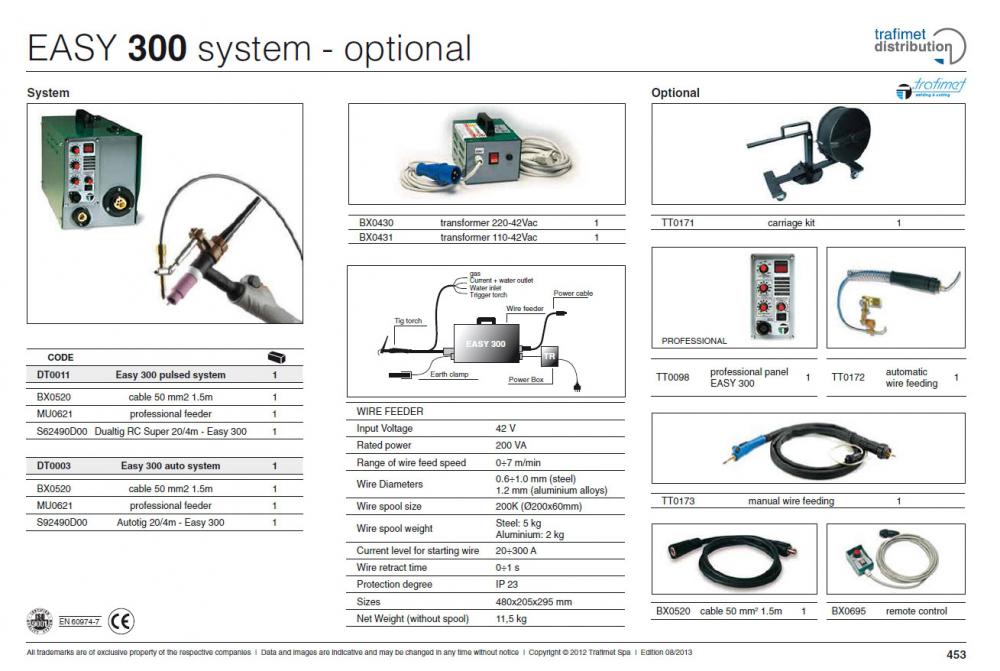
Сегодня пока горелку заказывал, тоже расценил подобное подающее http://www.trafimet.ru/easy300/ > Полный комплект EASY300 с водной горелкой и трансформатором> 1456 евро, цены без НДС
1 балл
-
@BelaZZ, не надо самоуничижения... Не всем дано создать свою мастерскую. Иногда мало коммерческой жилки, надо соответствующую экономическую и техническую обстановку на месте учитывать, а также-элементарное везение. Я сам ещё не дорос до своей мастерской. Так, есть гаражик, типа "изба-чинильня"... А собственный инструмент и ответственное отношение к делу-очень часто приносят свои дивиденды.Можно (до известных пределов) ставить работодателям свои условия, а заинтересованное в качественной работе руководство, в случае какого экономического потрясения, не будет торопиться избавится от работника на хорошем счету. Первыми за ворота отправляются косорукие и безмозглые. Мне, вот, повезло. Получился удачный симбиоз:за экономическую часть отвечает руководство, за техническую-я, как исполнитель.1 балл
-
я же говорил: не переживайте за трубы, забьются, почищу, не проблема. цель была сделать буржуйку для быстрого и равномерного нагрева помещения. цель выполнена!1 балл
-
@psi,Для этого надо иметь коммерческую жилку . У меня с этим сложно . Мозги работают " на кого то " и , чаще всего, без особой выгоды для себя , Пролетариат, мать его так.1 балл
-
@Шурпет, чтобы знать, куда возвращаться если что))1 балл
-
@Павел сварщик, Судя по фоткам - огромный перегрев (из-за того, что пытаетесь проплавить без разделки за 1 проход всё), Сделайте нормальную комфортную разделку по ГОСТ 14771-76. Подварите корень, зачистите, и заварите облицовку. Нержавейка варится на мягких режимах (маленький ток и малая скорость сварки). При правильно подобранных режимах цвет шва - розовый (значит вы не сожгли легирующие элементы).1 балл
-
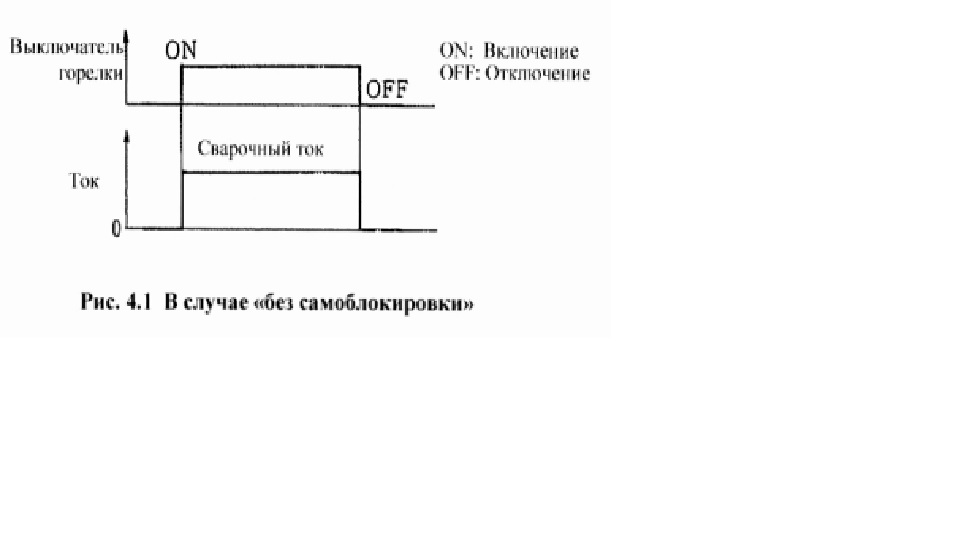
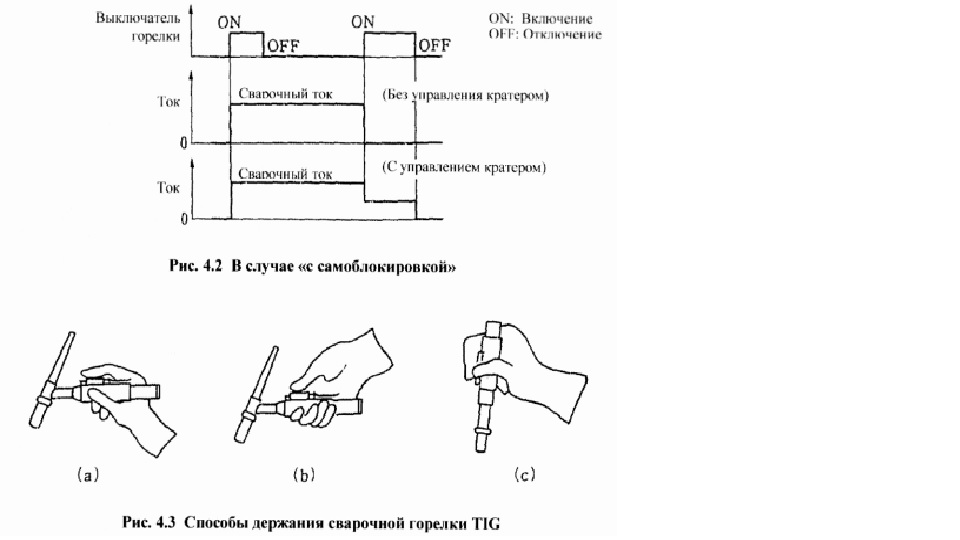
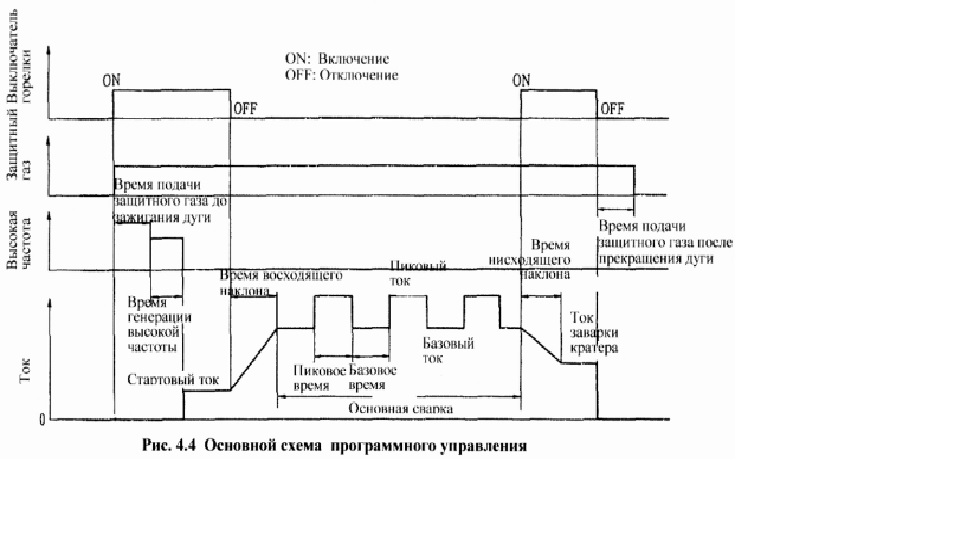
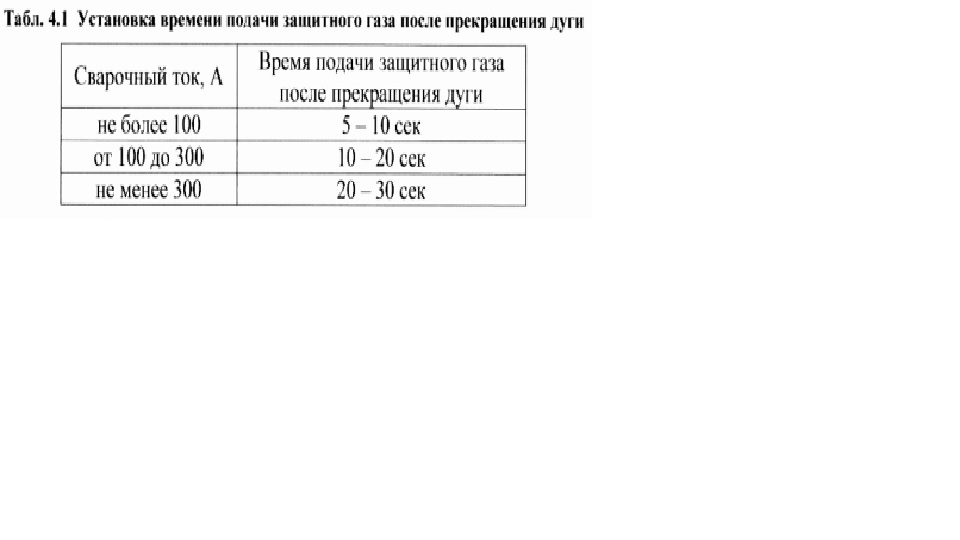
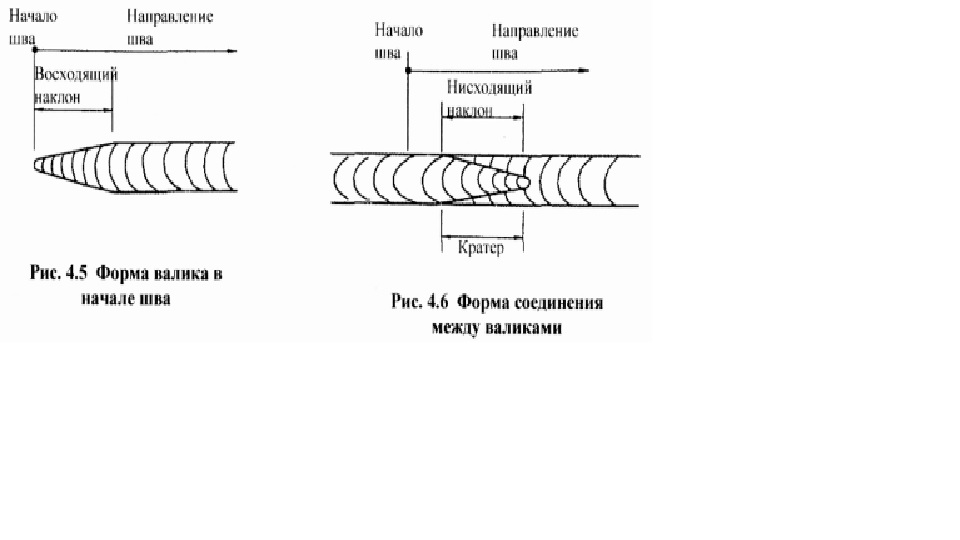
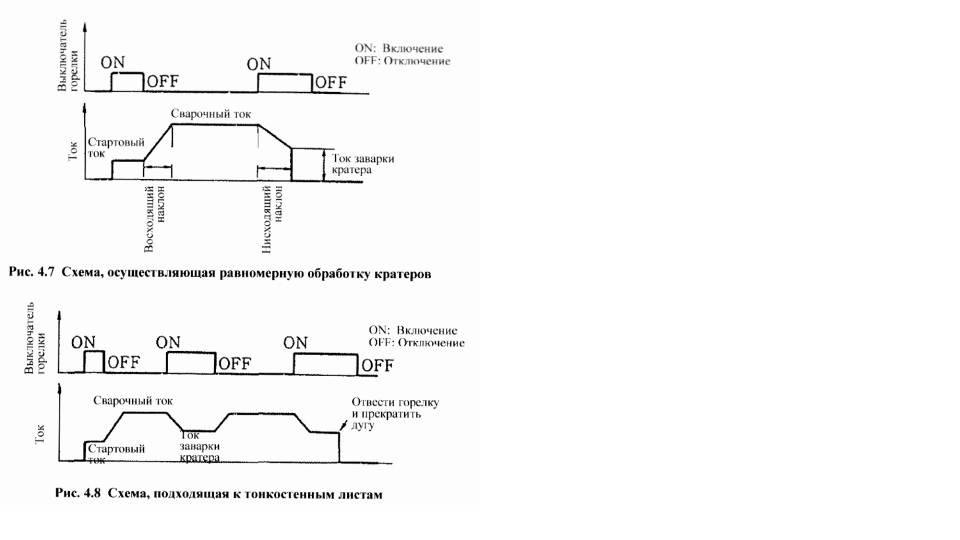
ГЛАВА 4 ИНСТРУКЦИЯ ПО ИСПОЛНЕНИЮ РАБОТ 4-1 ДЕЙСТВИЕ СВАРОЧНЫХ УСТАНОВОК 4-1-1 Операция выключателей горелки В случае Аргонодуговой сварки зажигание и прекращение дуги осуществляют за счет включения и отключения выключателя горелки. При этом различают 2 основных метода. Первый метод относится к самому основному действию, как показано на рис. 4.1; дуга зажигается при включении выключателя горелки и так остается горящей, пока выключатель горелки остается включенным. При отключении выключателя горелки прекращается и дуга. Этот метод операции обычно называется «без самоблокировки» и применяется при сварке прихватками, коротких сварных швах и т.д. Другой метод представлен на рис. 4.2; также при включении выключателя горелки зажигается дуга, которая продолжает гореть даже при отключении выключателя горелки. Дута прекращается только тогда, когда повторно включен выключатель горелки. Этот метод операции называется «с самоблокировкой» и применяется при длинных сварных швах, нижеприведенном программном управлении и т.д. Управление кратером также осуществляется операцией «с самоблокировкой», где при повторном нажатии на выключатель горелки сварочный ток переходит в ток заварки кратера, при отключении выключателя горелки прекратится дуга. Операция «без самоблокировки» не справляется с этой операцией. Стандартные способы держания сварочной горелки TIG представлены на рис. 4.3. Если удерживать горелку такими способами то можно справляться как с плавным перемещением горелки так и с отключением и включением выключателя горелки. Однако, если, обращать излишнее внимание способам удержания горелки.и из за этого принимать неудобное рабочее положение, то вопреки ожиданиям получится неплавный ход горелки. Так что, следует держать горелку применительно к рабочей обстановке. 4-1-2 Последовательность действий Хотя традиционные источники питания с подвижным сердечником справлялись только с простым управлением, например, переключением в конце сварки со сварочного (дежурного) тока на заданный ток заварки кратера, последние сварочные источники питания TIG с тиристорным управлением или инверторном управлением могут осуществлять программное управление, которое изменяет ток в соответствии с различными схемами. На рис. 4.4 представлена основная схема программного управления сваркой на постоянном токе. При включении выключателя горелки начинает подаваться защитный газ. защищающий заранее зону сварку, по истечению заданного времени подачи защитного газа до зажигания дуги подается напряжение высокой частоты. Под наведением высокой частоты зажжется дуга, и высокая частота прекратится автоматически. Ток в этот период называется стартовым током и устанавливается на более низкое значение, чем ток для основной сварки, что полезно для подтверждения стартового положения или предотвращения прожога в случае сварки тонкостенных листов. Далее, после отключения выключателя горелки ток увеличится постепенно, и достигнет сварочного (дежурного) тока. Это действие называется восходящим наклоном, и длительность этого действия называется временем восходящего наклона. После окончания этого восходящего наклона, если установлен импульсный режим, сварочный ток увеличивается и уменьшается между пиковым током и базовым током с заданным периодом, который определяют пиковое время и базовое время. Если не применяется импульсный режим, базовый ток служит сварочным током. При достижении конечной точки сварки повторным включением выключателя горелки ток постепенно уменьшится и перейдет в ток заварки кратера. Это действие называется нисходящим наклоном, и длительность этого действия называется временем нисходящего наклона. После окончания нисходящего наклона, когда кратер обработан током заварки кратера, отключением выключателя горелки прекратится и дуга. Однако и после прекращения дуги, пока не застынет зона кратера, электрод и т.д. в достаточной мере, защитный газ продолжает подаваться и прекратится по истечения времени подачи защитного газа после прекращения дуги. Подходящее время подачи защитного газа после прекращения дуги, хотя варьируется в зависимости от материала свариваемого металла, сварочного тока и т.п.. можно устанавливать, как приведено в табл. 4.1. Кроме того, так как подача защитного газа после прекращения дуги осуществляется для защиты электрода и зоны кратера, нельзя отводить горелку сразу после прекращения дуги, а отводить ее только после завершения подачи защитного газа, после прекращения дуги. Таким образом, каждый раз при необходимости изменяют ток. за счет чего переход форм валика в начале шва. соединениях между валиками и т.д. становится плавным, и можно предотвратить непровар, прожог и прочие сварочные дефекты, как показано на рис. 4.5 или 4.6. Такое управление необходимо, в частности, при круговой сварке и пр., в которой начало шва и кратер накладываются друг на друга. Кроме того, различают ряд схем программного управления током, примеры которых представлены на рис. 4.7 и 4.8. В случае рис. 4.7 особенность заключается в следующем; когда ток уменьшается нисходящим наклоном и достигает тока заварки кратера, дуга прекращается автоматически. Хотя форма кратера определяется током заварки кратера и временем нисходящего наклона, в любом случае до прекращения дуги схема держит свою постоянность и получается равномерная обработка кратеров. В случае 4.8 включением и отключением выключателя горелки можно повторять вышеприведенную основную схему (рис. 4.4) бесконечно. Поэтому в случае тонкостенных листов и большого зазора в вершине разделки можно осуществлять изменение сварочного тока легко, что полезно для предотвращения прожога. В этом случае нельзя прекратить дугу включением или отключением выключателя горелки, а прекращают только резким отводом горелки.
1 балл
-
Интересно у вас мысли сами публикуются. Как вы это делаете?)1 балл
-
Подогреватели на грузовики.
1 балл
-
Из правил: 6. Ограничения и запреты 1. Запрещено создание сообщений, содержащих ... информацию, нарушающую законодательство* Российской Федерации. 4. Сообщения, размещенные Пользователем на Форуме являются неотъемлемой частью тем. Удаление одного сообщения может затронуть и сообщения других пользователей, поэтому, в целях обеспечения логики изложения информации, содержащейся на Форуме, Пользователю запрещается самостоятельно удалять ранее размещенные информацию и материалы. Удаление любой ранее внесенной на Форум информации осуществляется только по согласованию с Администрацией форума и с обязательным указанием причин удаления (путём нажатия кнопки «Жалоба»). При этом Администрация форума вправе отказать в удалении любой информации без объяснения причин.*Из Конституции РФ ст. 44 ч.1 - "Интеллектуальная собственность охраняется законом". Итого: Я считаю, что информация и материалы размещённые пользователем на сайте являются его интеллектуальной собственностью, которой он вправе распоряжаться по своему личному усмотрению и удалять её в том числе. По логике самих правил положение 6.4 уже нарушает положение 6.1 поскольку своим смыслом направлено на лишение пользователя его интеллектуальной собственности а значит и на нарушение Конституции. В прежней версии правил такого ограничения не было, поэтому новые правила ещё и противоречат Конституции РФ в части 2 ст. 55 как отменяющие и умаляющие права и свободы пользователя (имевшего возможность удалять ранее размещенные информацию и материалы и лишающегося этой возможности в актуальной версии). И вообще - к чему всё эти изменения?! Если мне будет не интересно на форуме, то меня здесь не будет, и если я не буду иметь возможность удалять по исключительно своему усмотрению мной опубликованные материалы, то я и размещать больше здесь ничего не буду. п.с. Следите лучше за чистотой рядов супермодераторов, ибо кое кто из волонтёров-трудоголиков откровенно раздражает инициативой, и не меня одного (показывать пальцем не буду, предлагаю догадаться).1 балл
-
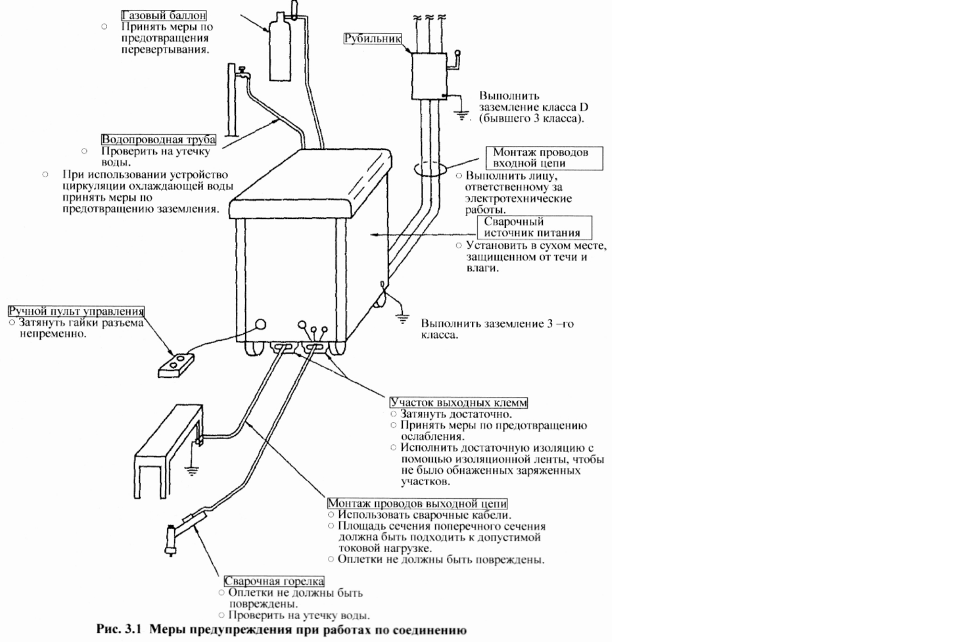
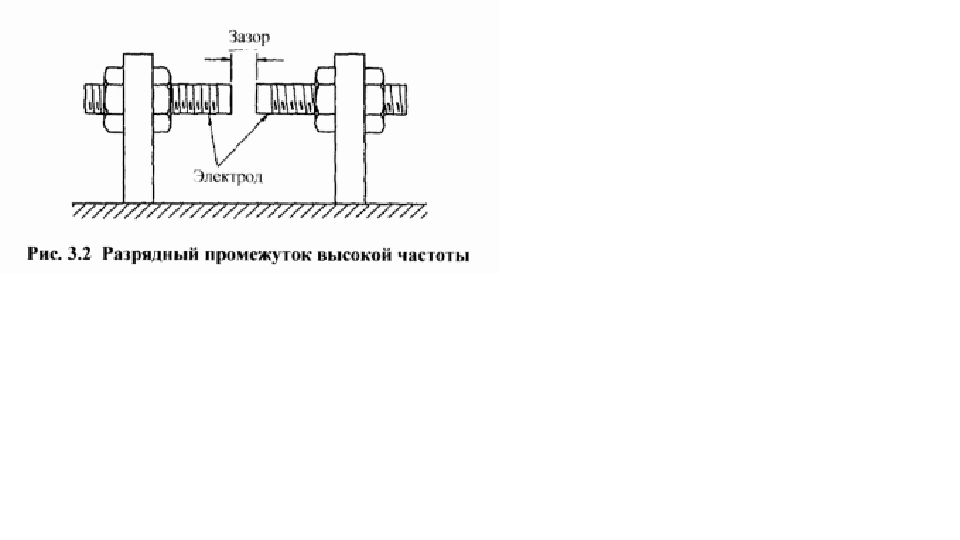
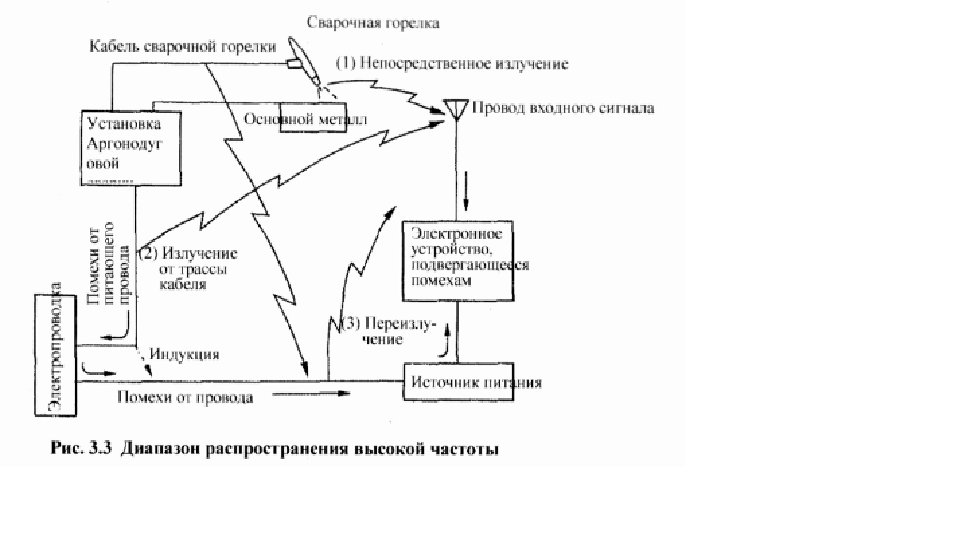
3-1-3 Соединение сварочных установок Работы по соединению сварочных установок монтаж проводов входной цепи (1-ой цепи) и заземление должно исполнять лицо, ответственное за электротехнические работы. Соединение кабелей между сварочной горелкой, основным металлом и т.д. выходной цепи (2-ой цепи) и выходными клеммами, соединение защитного газа и охлаждающей воды, соединение управляющих кабелей и т.д. должен исполнять сварщик. В выходной цепи протекает сильный ток, так что необходимо не только использовать шланговые кабели (регламентируется стандартом J1S С3404 сварочные кабели), оплетка которых не повреждена, по и надежно затянуть соединительные участки клемм и изолировать участки, где обнажено заряженное тело, например, намотав на них изоляционную лету. Кроме тот, если в выходной цепи используются кабели с малой площадью поперечного сечения, будет увеличиваться тепловыделение, что может привести к повреждению кабеля или поражению электрическим током, поэтому необходимо использовать шланговые кабели, площадь поперечного сечения которых подходит к сварочному току. Следует выбирать кабели так. чтобы на 1 мм площади поперечного сечения приходилось примерно 5 А при номинального токе, основываясь на табл. 3.2. Для установки сварочного источника питания следует выбрать помещение, защищенное от воздействия дождевой воды и прямых солнечных лучей, с пониженной влажностью и пылью. Табл. 3.2 Критерий выбора шланговых кабелей Номинальный ток, А 100 200 300 500 Шланговый кабель, мм2 22 38 60 100 Соединительные участки защитного газа и охлаждающей воды необходимо затягивать надежно во избежание утечки, шланги закреплять хомутами. В случае, когда используется устройство циркуляции охлаждающей воды в холодной местности зимой, необходимо принимать меры по предотвращению замерзания, такие как применение антифриза, слив воды при окончании работ и т.д. Управляющие кабель и пр. нужно закреплять, затянув гайки разъемов. Категорически запрещается использовать их, вставив и не закрепив. На рис. 3.1 показаны и представлены меры предупреждения к работе по соединению. 3-1-4 Обращение с газовыми баллонами Аргон, относящийся к инертному газу, не взрывается, но требует тщательного внимательного обращения, так как заряжен в баллон под высоким давлением порядка 15 MПa. Ниже перечислены основные меры предосторожности при обращении; · Что касается газовых баллонов, то непременно принять меры по предотвращению перевертывания, например, поставить их на стенд. · Не ронять газовые баллоны и исключить возможность нанесения по ним ударов. · При открытии вентиля, обратить выпускное отверстие в противоположную работнику сторону, открыть вентиль с помощью специальной рукоятки или гаечного ключа. Ни в коем случае не открывать вентиль, нанося по нему удары гаечным ключом или тяжелым предметом. · Перед установкой регулятора давления, открыть и закрыть вентиль 1 -2 раза, поворачивая его порядка на 1/4 оборота, и продуть возле наконечника от пыли, одновременно убедившись в отсутствии неисправностей. · Осуществлять открытие и закрытие вентиля плавно. Кроме того, при установке регулятора давления на газовый баллон, если затяжка была недостаточной или прокладка была повреждена, то происходит утечка газа, которая не только приведет к потере газа, но и окажет вредное влияние на защитный эффект, так что нужно убедиться в отсутствии утечки газа . 3-1-5 Обращение со схемой генерации высокой частоты При Аргонодуговой сварке, чтобы зажигать дугу бесконтактно, используется схема генерации высокой частоты, и. как правило, применяется метод искрового промежутка, по которому высокая частота формируется в зазоре между двумя электродами, как представлено на рис. 3.2 Характеристика высокой частоты сильно зависит от этого промежутка. Чем меньше будет промежуток, тем слабее станет сила, но тем чаще станет количество раз генерации. И наоборот, чем больше будет промежуток, тем сильнее станет сила, но тем меньше станет число раза генерации. В общем, как подходящий промежуток устанавливают приблизительно 1 мм. В случае сварки на постоянном токе, поскольку высокая частота используется только при зажигании дуги, можно устанавливать относительно большой промежуток и использовать повышенную силу высокой частоты. Однако в случае сварки на синусоидальном переменном токе, поскольку высокая частота используется постоянно, нецелесообразно устанавливать слишком большой промежуток. При большом промежутке количество раз генерации уменьшается что может привести к обрыву полуволны сварочного тока. Поскольку характеристика высокой частоты зависит от промежутка. необходимо держать поверхность электрода чистой. Когда заметна шероховатость поверхности электрода, нужно полировать ее мелкозернистой наждачной бумагой и повторно регулировать промежуток на подходящее значение с помощью толщиномера и т.д. При этом очень важно убедиться в том, что два электрода расположены параллельно. Поскольку к схеме генерации высокой частоты прилагается высокое напряжение порядка несколько тысяч вольт, при регулировке промежутка непременно убедиться в отключении управляющего питания и принять меры, чтобы ошибочное прикосновение к выключателю не привело к включению электропитания. Кроме того, поскольку высокая частота но своей характеристике снижает свои параметры по мере удлинения сварочного кабеля, не желательно использовать слишком длинный сварочный кабель. Степень снижения параметров частоты варьируется в зависимости от конфигурации и расположения горелки и пр., поэтому нельзя сказать однозначно, но за предел принимают 10 - 20 м. 3-1-6 Радиопомехи из-за высокой частоты При использовании высокой частоты нужно уделять внимание радиопомехам. Высокая частота, которая генерируется в схеме генерации высокой частоты методом искрового промежутка и используется для Аргонодуговой сварки, не постоянная и имеет широкую полосу частот (0,5 - 20 МГц). Что касается распространения высокой частоты, то оно происходит не только от сварочной горелки и ее кабеля в воздух, но и от входного кабеля (трассы кабеля), а также происходит переизлучение вследствие индукции, как представлено на рис. 3.3. Сварка на постоянном токе, в которой генерация высокой частоты происходит при зажигании дуги в короткий промежуток времени и дуга прекращается по мере горения, не оказывает на практике такого вредного влияния. Однако в случае сварки на переменном токе для устойчивой генерации высокая частота формируется постоянно и после горения дуги. Если среди высоких частот, состоящих из разных полос частот, полоса относительно сильных частот совпадает с частотой радиоприемника, телевизора или радиостанции, может произойти шум. в крайнем случае, неспособность к приему или прочие радиопомехи. Кроме того, расположенные вблизи роботы и прочие аппараты с электронным управлением могут совершать ошибочные действия. Хотя в установках Аргонодуговой сварки предусмотрены многообразные изобретения для ослабления радиопомех, вызываемых высокой частотой, радиоприемник, телевизор, робот и прочие аппараты, имеющие электронное управление и расположенные крайне близко к рабочему месту, во многих случаях неизбежно подвергаются влиянию радиопомех. Если при установке или обращении со сварочными установками TIG обращать внимание на следующие пункты, то можно сократить помехи от высокой частоты в значительной степени; Ø В схеме генерации высокой частоты не устанавливать искровой промежуток больше, чем необходимо. Ø По возможности укоротить сварочный кабель и положить его так, чтобы он соприкасался с землей. Ø Поскольку высокая частота экранируется железо-бетонной конструкцией, если рабочее место установлено внутри железо-бетонной конструкции, высокая частота не проникает наружу.
1 балл
-
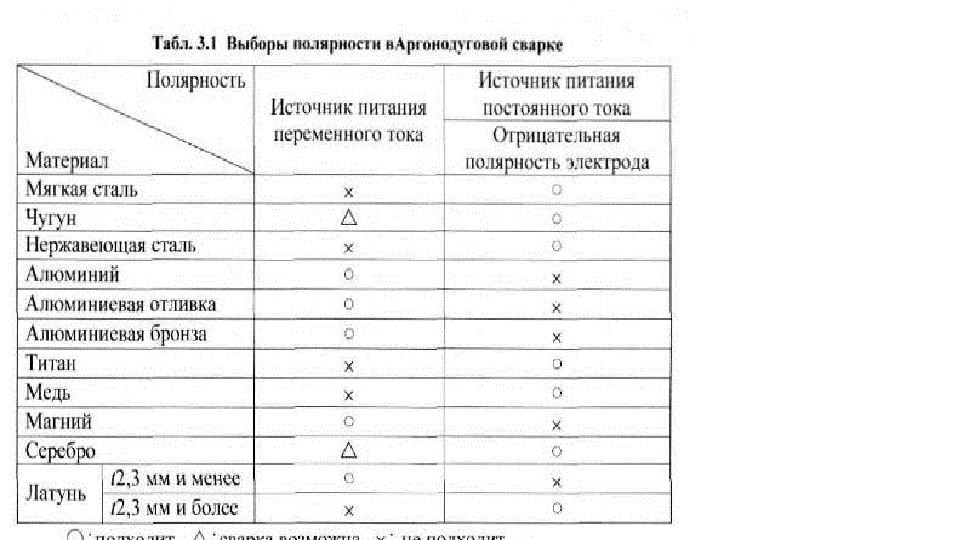
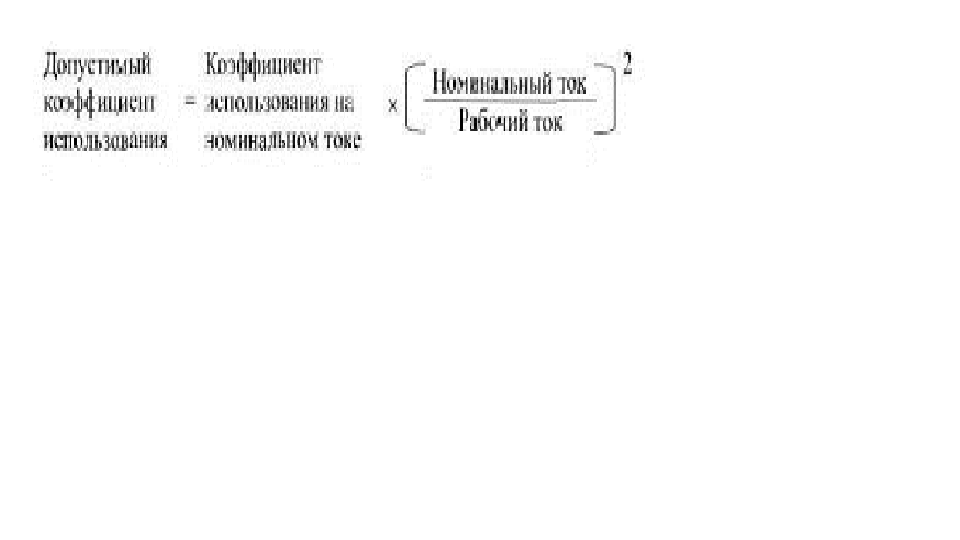
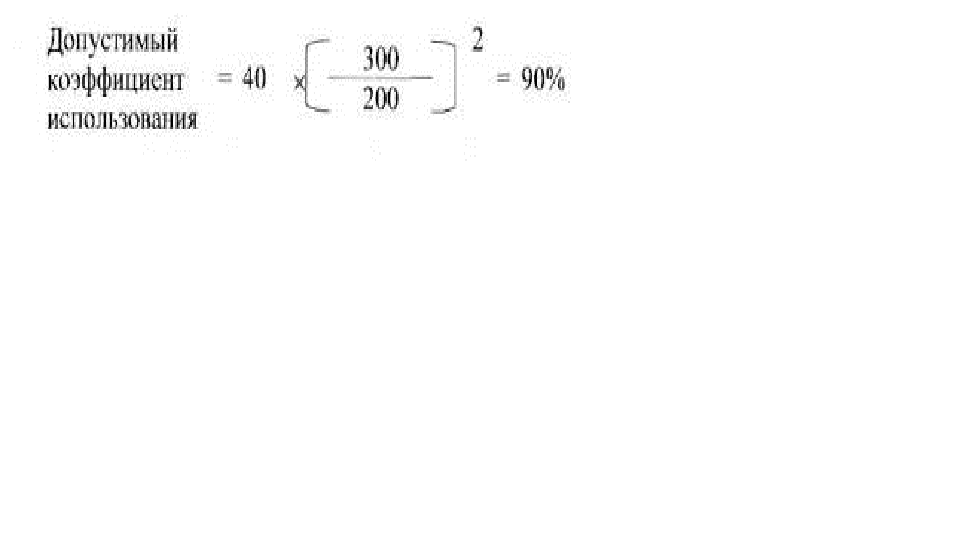
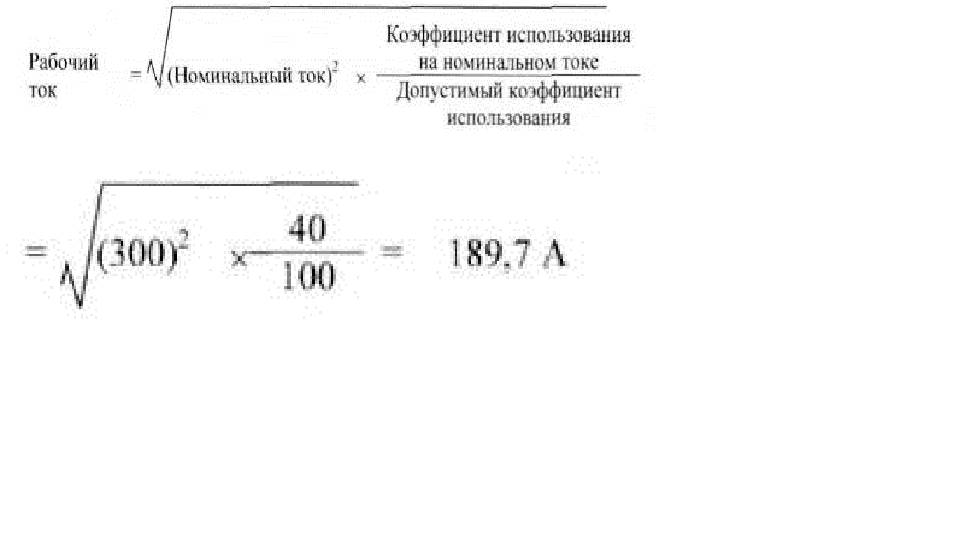
ПОДГОТОВКА К СВАРОЧНЫМ РАБОТАМ 3-1 ПОДГОТОВКА СВАРОЧНЫХ УСТАНОВОК 3-1-1 Выбор полярности При выполнении Аргонодуговой сварки, прежде всего, нужно выбрать сварочный источник питания и его полярность, которые подходят к материалу свариваемых деталей. Обычно для сварки алюминиевого сплава, магниевого сплава и т.д., в которых должна быть устранена оксидная пленка с поверхности основного металла за счет эффекта очистки дуги, или для сварки, в которой не предпочитают глубокое проплавление основного металла, применяется переменный ток. А в случае других металлов, как правило, применяется постоянный ток с отрицательной полярностью электрода. Постоянный ток с положительной полярностью электрода, как правило, почти не применяется. В табл. 3.1 приведены выборы источника питания и полярности относительно типичных материалов. 3-1-2 Коэффициент использования сварочных источников и горелок Для сварочных источников питания и горелок устанавливаются номинальный ток и коэффициент использования на номинальном токе, соответственно. Номинальный ток означает максимальный ток, который можно использовать для сварки, а коэффициент использования на номинальном токе означает, сколько минут можно продолжать сварку в течение 10 минут при выполнении сварки на номинальном токе. Например, это означает, что при выполнении сварки па токе 300 А с использованием источника питания с номинальным током 300 А и коэффициентом использования на номинальном токе 40% после 4-минутной сварки нужно приостановить сварку на 6 минут, иначе сварочный источник питания может перегореть. Однако коэффициент использования (допустимый коэффициент использование) при сварке на токе ниже номинала; Например, если с использованием источника питания с вышеуказанным номиналом осуществляют сварку на 200 А, то получается; Так что можно использовать источник питания 9 минут непрерывно. Далее, находим верхний предел сварочного тока, на котором можно использовать источник питания длительное время непрерывно: Так что при сварке на токе порядка 190 А источник питания не перегорит, даже если используется длительное время непрерывно. Однако в случае импульсного тока за рабочий ток должно принимать не арифметическое среднее пикового тока и базового тока, а среднеквадратическое значение этих двух. Выше дано разъяснение коэффициенту использования, беря для примера сварочный источник питания, но такое же соображение подходит и к сварочным горелкам. При этом следует обращать внимание на то. что коэффициент использования горелок на поминальном токе при сварке переменным током устанавливается ниже, чем при сварке постоянным током.
1 балл
-
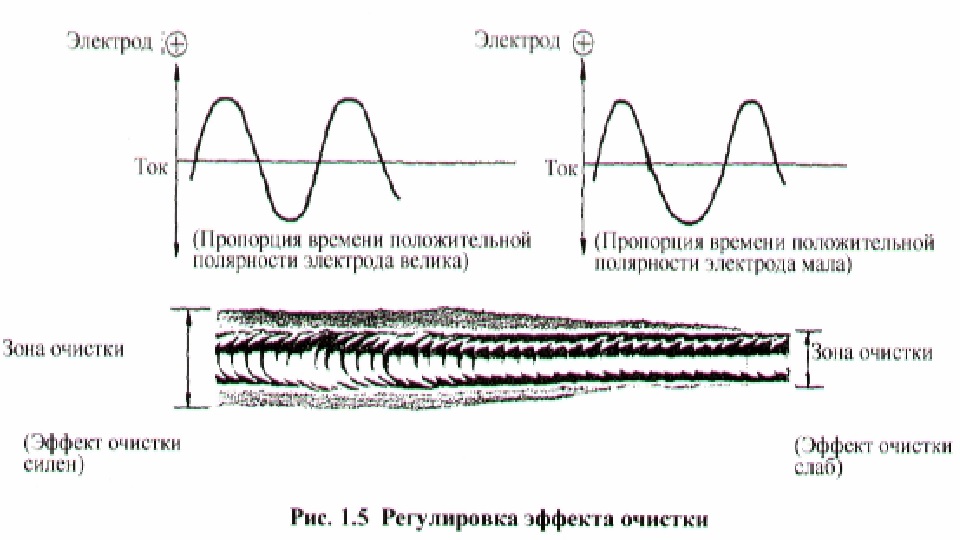
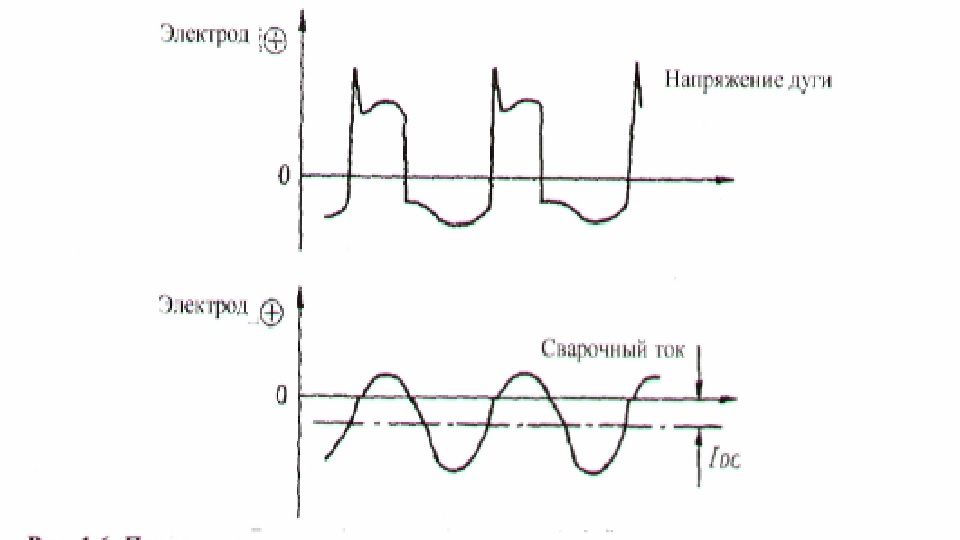
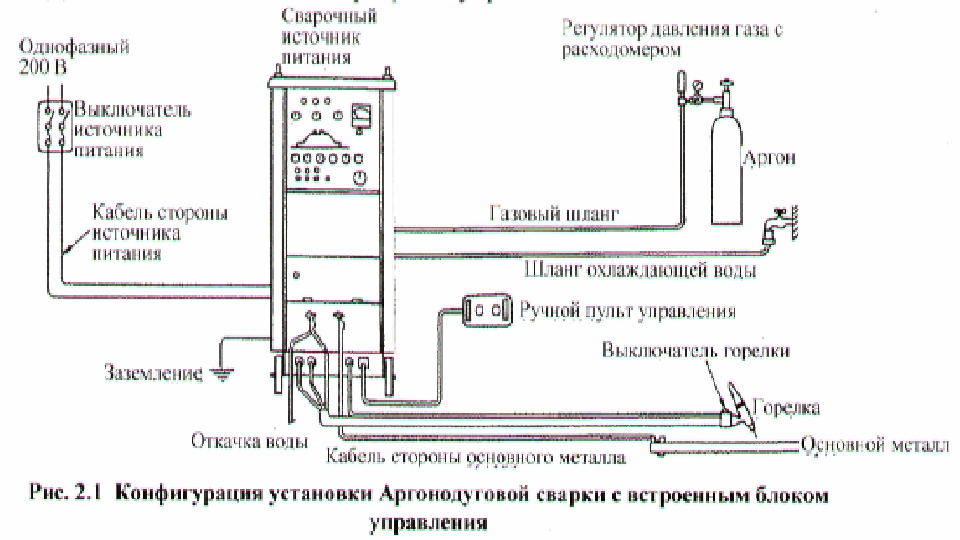
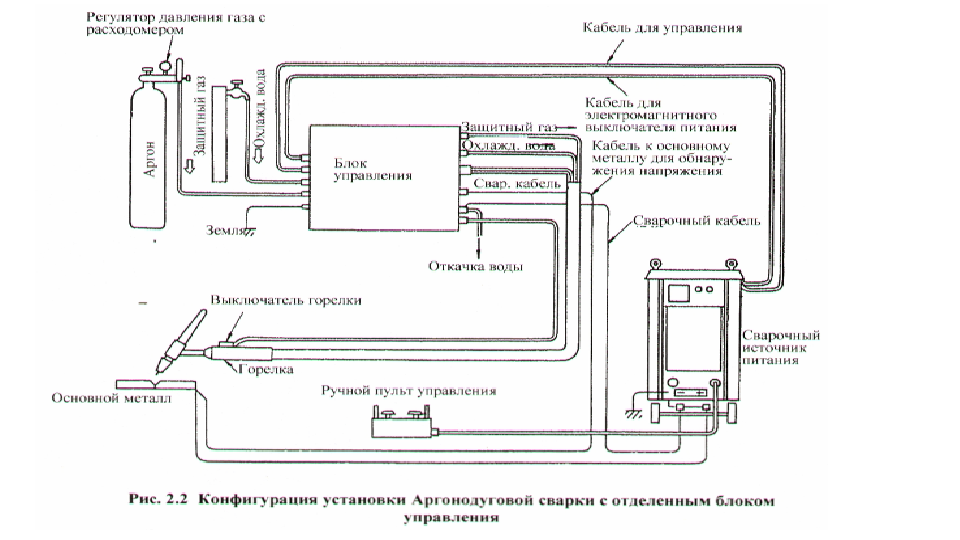
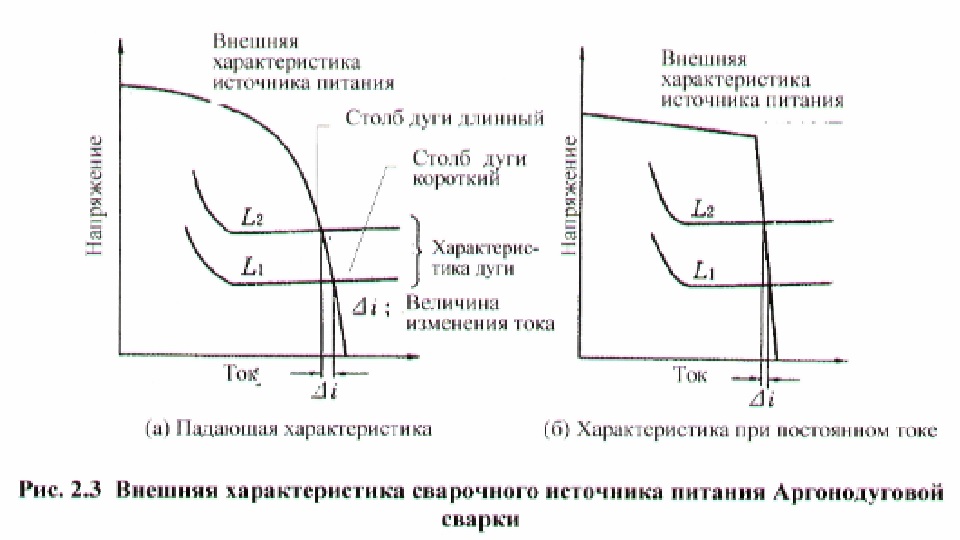
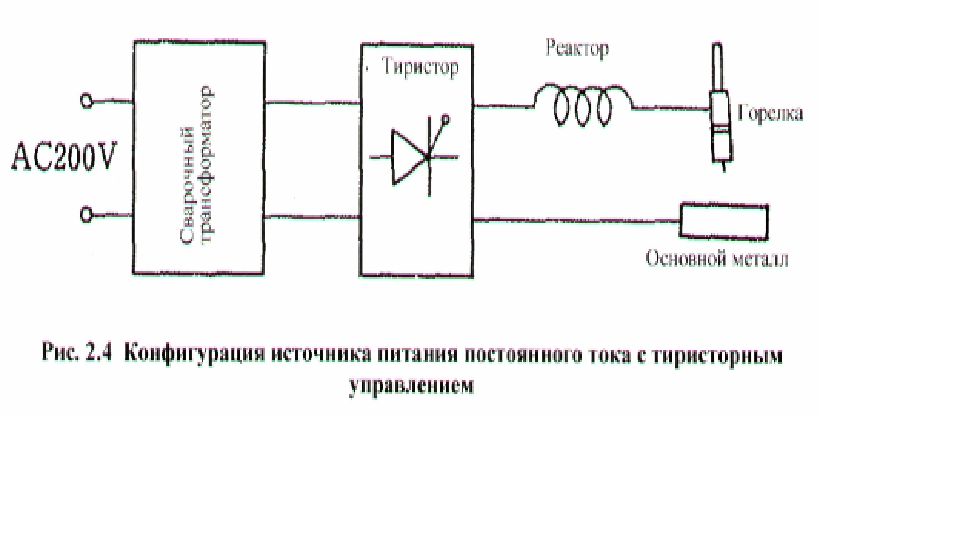
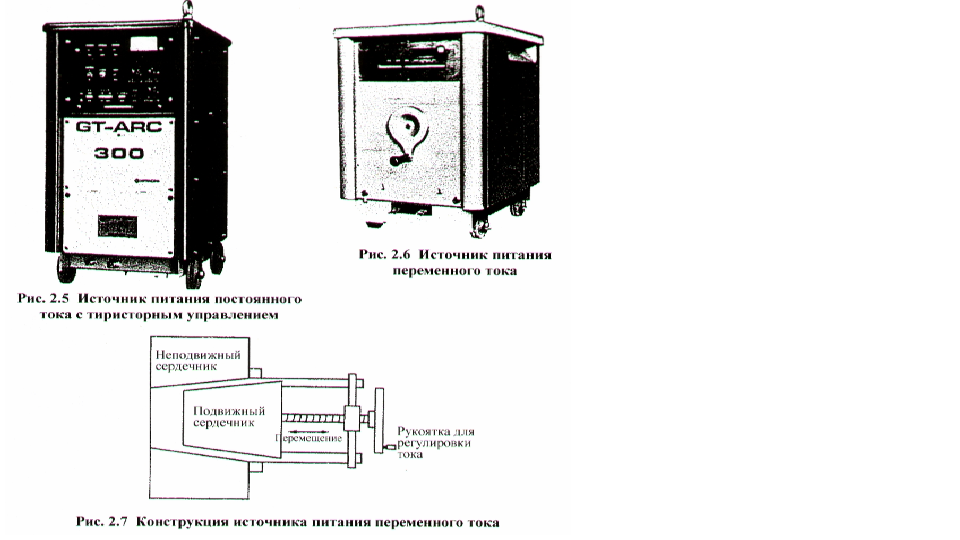
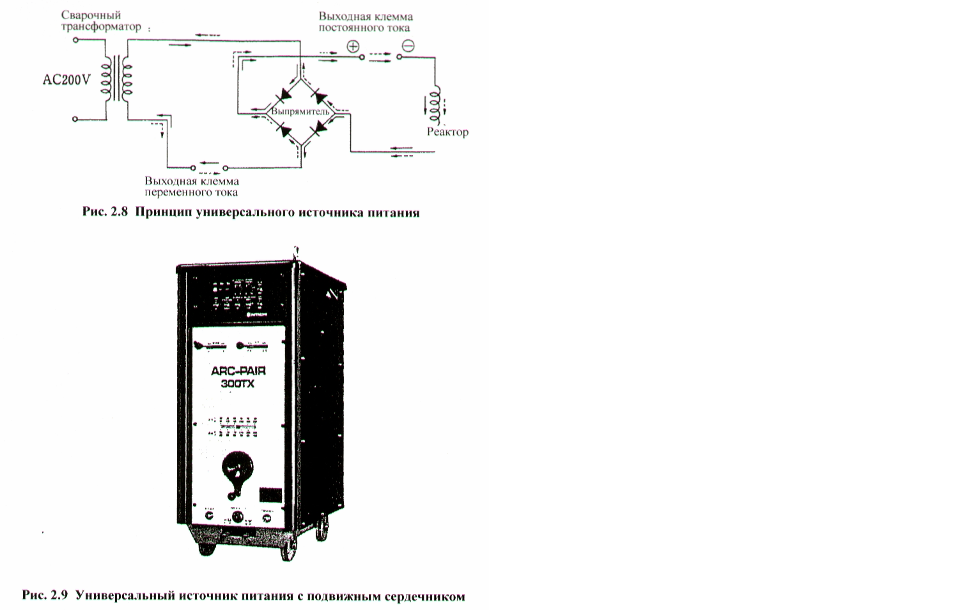
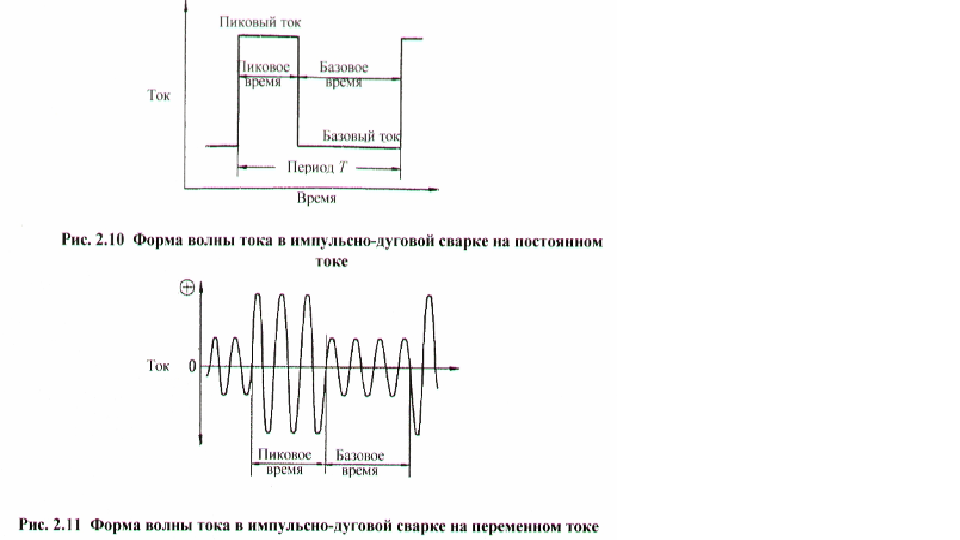
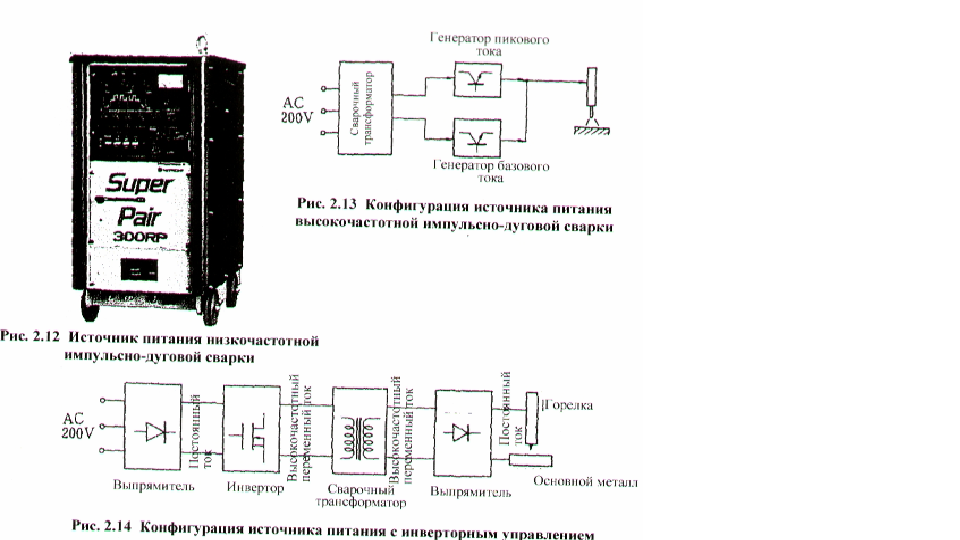
Как представлено на рис. 1.6, в периодах положительной полярности электрода дуга не склонна гореть, напряжение дуги высоко и сварочный ток слаб. Наоборот, в периодах отрицательной полярности электрода дуга склонна гореть, напряжение дуги низко и сварочный ток силен. В результате этого ток положительной полярности электрода и ток отрицательной полярности электрода становятся асимметричными относительно оси абсцисс нулевого уровня. Эта форма волн тока представляется как сложение формы волн переменного тока, симметричной относительно оси абсцисс нулевого уровня, и постоянной составляющей IDC. следовательно, называется неуравновешенным током с включением постоянной составляющей (IDC). Эта тенденция к несимметричности особенно значительна и случае основного металла из алюминиевого сплава. Если в сварочном токе содержится постоянная составляющая, в 1-ной цепи сварочной машины течет сильный ток. Если так и оставить. Этот сильный ток не только повлечет за собой перегрев сварочного трансформатора, но и окажет вредное влияние на допустимый ток сварочного кабеля и вольфрамового электрода, на качество эффекта очистки и на стабильность дуги. Так как на обычных сварочных машинах определяется номинальный ток, коэффициент использования на номинальном токе и т.д. с учетом наличия постоянной составляющей, не требуются специальные меры, поскольку сварочная машина используется в пределах ее технических условий. Однако при сварке алюминиевого сплава и т.д. с использованием обычной сварочной машины в сочетании с нижеприведенной установкой Аргонодуговой сварки, требуется обращать внимание на постоянную составляющую. Хотя простейшим и безопасным методом подавления постоянной составляющей является ограничение используемого тока сварочной машины на 50 - 70% или ниже номинального тока, в некоторых случаях постоянная составляющая устраняется методом, представленным на рис. 1.7. Кроме того, бывают батарейный метод, метод с использованием выпрямителя и т.д., которые в настоящее время почти не используются. УСТАНОВКИ АРГОНОДУГОВОЙ СВАРКИ 2-1 КОНФИГУРАЦИЯ УСТАНОВОК АРГОНОДУГОВОИ СВАРКИ В общем, установки Аргонодуговой сварки состоят из (1) сварочного источника питания, (2) блока управления, содержащего в себе схему генерации высокой частоты, схему управления последовательностью, схему управления защитным газом, реле давления и т.д., (3) сварочной горелки и (4) принадлежностей, содержащих в себе кабели, шланги, регулятор давления газа с расходомером и т.д. Существует два типа блока управления: моноблочного исполнения со сварочным источником питания и отдельного от него исполнения. Обычно в большинстве случаев сварочные машины аргонодуговой сварки моноблочного исполнения с встроенным блоком управления и снабжены разнообразными функциями, поддерживающими автоматизацию Аргонодуговой сварки. Конфигурация сварочного источника питания с встроенным блоком управления представлена па рис. 2,1, а конфигурация с отделенным блоком управления - на рис. 2.2. В случае типа с отделенным блоком управления число кабелей между сварочным источником питания и блоком управления будет больше. 2-2 СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ 2-2-1 Внешние характеристики сварочного источника питания аргонодуговой сварки Источники питания, используемые для Аргонодуговой сварки, бывают разными, а также их классификация варьируется в зависимости от ее критерия. Например, если классифицировать по форме волны, можно подразделять источники питания на: ü источник питания постоянного тока, ü источник питания переменного тока, ü универсальный источник питания. ü источник питания для импульсно-дуговой сварки Если классифицировать по методу управления током, можно подразделять на: ü источник питания с подвижным сердечником, ü источник питания с тиристорным управлением, ü источник питания с транзисторным управлением. ü источник питания с инверторным управлением. Однако в любом источнике питания внешняя характеристика, показывающая отношение между выходным током и напряжением, является падающей характеристикой или характеристикой при постоянном токе, как представлено на рис. 2.3. Эти характеристики располагают преимуществом, что при изменении напряжения дуги, то есть длины дуги, сварочный ток меняется лишь незначительно, так что колебание длины дуги вследствие дрожи руки и пр. не так часто будет оказывать вредное влияние на результат сварки. 2-2-2 Источники питания постоянного тока Источники питания постоянного тока подразделяются па источники питания с тиристорным управлением и источники питания с магнитным усилителем (с насыщенным реактором), однако в настоящее время в большинстве случаев применяются источники питания с тиристорным управлением. Источники питания с тиристорным управлением, конфигурация которых представлена на рис. 2.4, не только преобразовывают переменный ток от сети в постоянный ток с помощью тиристора, но и регулируют выходной ток, так что позволяют регулировать сварочный ток с помощью ручки легко и непрерывно. Кроме того, работник может регулировать ток рукояткой, установленной на ручном пульте у себя. На рис. 2.5 представлен пример источников питания постоянного тока с тиристорным управлением. Эти источники питания не только включают в себя блок управления, но и обладают функцией регулировки дугового кратера, функцией таймера активного пятна дуги и т.д. 2-2-3 Источники питания переменного тока Как источники питания переменного тока, кроме источников питания, специализированных на Аргонодуговую сварку, обычно используются источники питания переменного тока для дуговой сварки покрытым электродом, как представлено на рис. 2.6. Эти источники питания не включают в себя блок управления, так что используются в сочетании с блоком управления отделенного типа. Регулировка сварочного тока осуществляется поворотом регулировочной рукоятки, которая расположена па лицевой стороне источника питания и приводит подвижный сердечник в перемещение, как представлено на рис. 2.7. следовательно, не позволяет работнику выполнять регулировку у себя так, как на источнике питания с тиристорным управлением. 2-2-4 Универсальные источники питания Под универсальными источниками питания подразумеваются источники питания, 1 единица которых позволяет совместное применение переменного тока и постоянного тока. Имеются система сочетания источника питания переменного тока с подвижным сердечником с выпрямителем и система тиристорного управления. В большинстве случаев обе системы включают в себя схему управления и схему генерации высокой частоты, которые необходимы для Аргонодуговой сварки, и обладают не только функцией Аргонодуговой сварки, но и функцией дуговой сварки покрытым электродом. В универсальных источниках питания, принцип которых представлен на рис. 2.8, выходные клеммы, используемые при переменном токе и при постоянном токе, отличаются друг от друга, Однако, как представлено на рис. 2.9, имеются только две выходных клеммы источника питания и переключение между ними осуществляется внутри источника питания. 2-2-5 Источники питания импульсно-дуговой сварки Под импульсно-дуговой сваркой подразумевается сварка, при которой силе тока придают изменение по определенным периодам, как представлено на рис. 2.10, и используют источник питания импульсно-дуговой сварки. Импульсно-дуговая сварка может быть произведена на постоянном токе и на переменном токе, и в случае переменного тока амплитуда меняется, как представлено на рис. 2.11. Кроме 4-ого, по частоте импульсно-дуговая сварка подразделяется на следующие 3 вида; (1) Импульс низкой частоты (несколько Гц или менее), (2) Импульс средней частоты (несколько десятков Гц - несколько сотен Гц), (3) Импульс высокой частоты (несколько сотен Гц или более). На рис. 2.12 представлен пример источника питания низкочастотной импульсно-дуговой сварки. При этом источником питания является универсальный источник питания с тиристорным управлением, который позволяет низкочастотную имнульсно-дуговую сварку на постоянном токе и на переменном токе. В большинстве случаев управление током в источниках питания средне -высокочастотной импульсно-дуговой сварки относится к транзисторному управлению, пример их конфигурации представлен на рис 2.13. 2-2-6 Источники питании с инверторным управлением За новейшие типы источника Аргонодуговой сварки принимают источники питания с инверторным управлением. Эти источники питания представляют собой разновидность источников питания с транзисторным управлением, и обладают такой особенностью, как высокой частотой управления и к тому же управление выходом осуществляется на 1-ой цепи сварочного трансформатора. Данные источники питания, конфигурация которых представлена на рис. 2,14, выпрямят переменный ток от сети, преобразуют его в постоянный ток, а затем сформирует инвертором высокочастотный переменный ток и, снова выпрямив его, произведут сварку на переменном токе. В отличие от традиционных источников питания управление током осуществляется на 1-ой цепи сварочного трансформатора. Кроме того, за счет использования высокочастотного трансформатора источники питания обеспечены компактностью и легковесностью, в связи с тем, что частота управления высока, их работоспособность управления током намного улучшается по сравнению с традиционными машинами. Далее, бывают источники питания переменного тока, в которых на выходную клемму, представленную на рис. 2.14, еще установлен инвертор вторичной цепи, чтобы выходной постоянный ток еще раз был преобразован на переменный. Такие источники питания могут дать дуге гореть на переменном токе с прямоугольной формой волны с любой пропорцией полярностей без приложения напряжения высокой частоты. На рис. 2.15 представлен пример источников питания с инвсрторным управлением. По сравнению с традиционными источниками питания с тиристорным управлением эти источники питания легче в 1/5 раза и по объему меньше в 1/4 раза. Однако он включает в себя не только блок управления Аргонодуговой сварки, но и функцию средне-и низкочастотной импульсно-дуговой сварки и Т.Д. 2-3 БЛОКИ УПРАВЛЕНИЯ TIG СВАРКОЙ Пример панели управления универсального инвертерного аппарата AC/DC Итальянской фирмы INE: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/ine.jpg Пример панелей от других источников, скачанные с инета: http://websvarka.ru/talk/uploads/sakhalin_cat/panel/1.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/2.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/3.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/4.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/5.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/panel/6.jpg Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости. 2-3-1 Схема генерации высоких частот При Аргонодуговой сварке вольфрамовые электроды используются как неплавящиеся электроды, так что обычно зажигание дуги осуществляется, не приводя электрод в контакт с основным металлом для защиты электрода oт износа. В связи с этим применяется система, в которой к промежутку между электродом и основным металлом прилагается высокое напряжение высокой частоты, иод наведением которого зажигается дуга. При сварке на постоянном токе, если зажечь дугу, сварочный ток принимает постоянное значение а также дуга приобретает стабильность, так что приложение напряжения высокой частоты осуществляется только при зажигании. Однако при сварке на переменном токе, поскольку повторное зажигание затрудняется при переходе синусоидального переменного тока к положительной полярности электрода, в процессе сварки требуется постоянное приложение напряжения высокой частоты. Однако в случае переменного тока с прямоугольной формой волны в инверторном управлении полярность чередуется мгновенно, что позволяет легкое повторное зажигание, поэтому не требуется приложение напряжения высокой частоты. Генерация напряжения высокой частоты осуществляется методом искрового промежутка, обычный пример которого представлен на рис 2.16. (а) показывает метод, в котором питание к схеме высокой частоты осуществляется с первичной цепи сварочного источника питания, а (б) показывает метод, в котором питание осуществляется с вторичной цепи. Метод (б) больше применяется к сварке на переменном токе, которая постоянно нуждается в приложении напряжения высокой частоты, и позволяет понизить радиопомехи из-за высокой частоты по сравнению с методом (а). 2-3-2 Схема управления защитным газом При зажигании дуги, в случае недостаточной защиты зоны сварки, дуга горит нестабильно и происходит интенсивный износ электрода, поэтому начинают подавать защитный газ за 0,1 - 0,5 сек до запуска дуги. Это действие называется подачей защитного газа до зажигания дуги. Кроме того, если выключают защитный газ одновременно с прекращением дуги, вольфрамовый электрод и ванна расплавленного металла, находящиеся в раскаленном состоянии, подвергаются значительному окислению, что приводит к износу электрода, сварочному дефекту и прочим неисправностям, Чтобы предотвратить это, необходимо продолжать подавать защитный газ в течение 5-30 сек, пока электрод и ванна расплавленного металла не остывают достаточно. Эти два действия контролирует схема, состоящая из электромагнитных клапанов и таймеров. 2-3-3 Реле давления охлаждающей воды В случае использования горелок водяного охлаждения вследствие нехватки подачи охлаждающей воды, ее прекращения и т.д. горелка может перегореть. Чтобы предотвратить это, сконструирована схема управления, которая при снижении давления охлаждающей воды ниже заданного значения прекращает горение дуги с помощью реле давления. При этом следует обращать внимание на то, что эта схема бессильна перед нехваткой подачи, вызванной засорением корпуса горелки или шланга охлаждающей воды. 2-3-4 Схема управления последовательностью Как изложено выше, в качестве схемы управления для Аргонодуговой сварки существуют схема генерации высокой частоты, схема управления защитным газом и т.д., которые осуществляют ряд действий; (1) Нажатием выключателя горелки начнется подаваться защитный газ. будет приложено напряжение высокой частоты, под наведением которого зажжет дуга. (2) В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты автоматически прекращается, но в случае сварки на переменном токе приложение высокой частоты продолжается и в процессе сварки. (3) Повторным нажатием выключателя горелки дуга прекратится, но защитный газ будет подаваться в течение несколько секунд. Управление этими действиями осуществляет схема управления последовательностью. На рис. 2.17 представлена последовательность основных действий Аргонодуговой сварки. Кроме этого, в зависимости от производимых работ имеются разновидные последовательности, но в любом случае управление действиями осуществляется путем операции выключателя горелки.
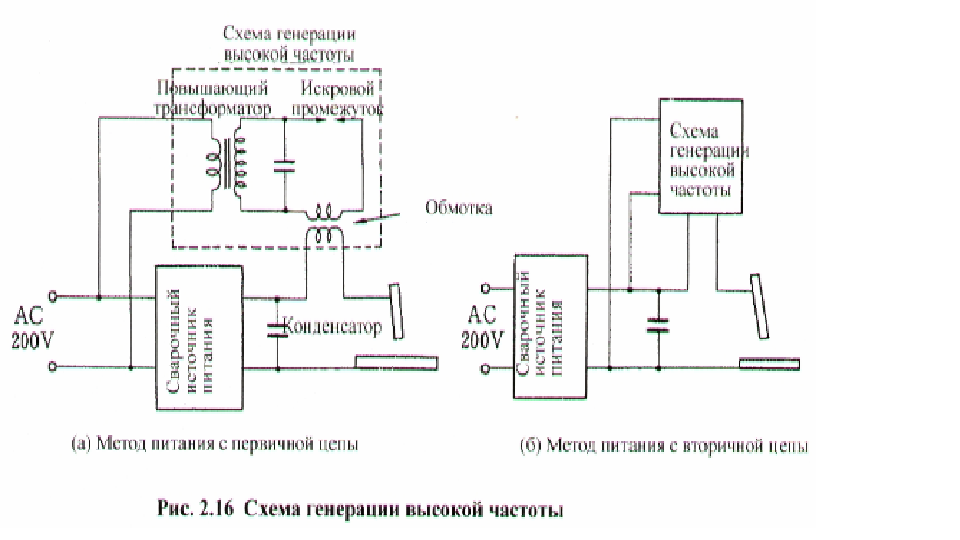
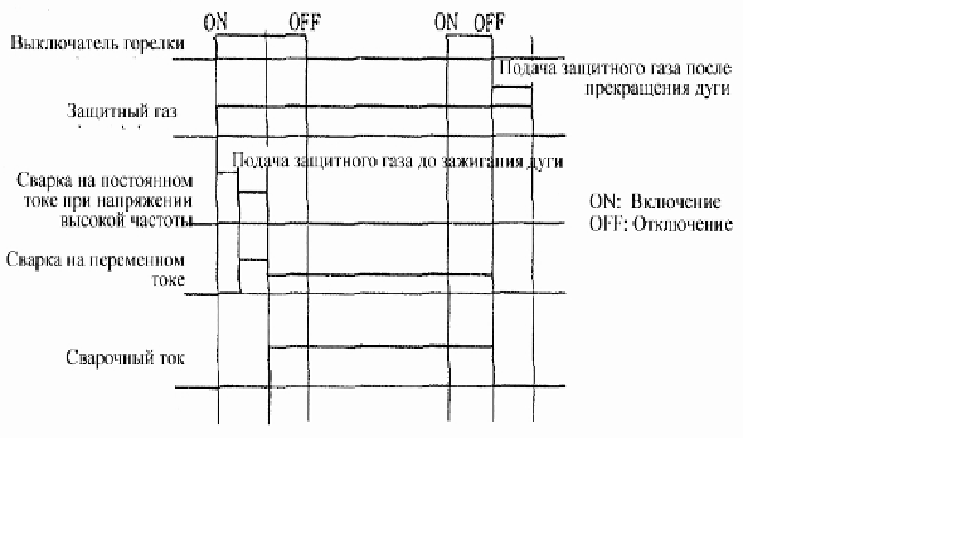
1 балл
-
Вроде тут вопросы задают, и я свой задам. Я в основном варил TIGом141 под рентген, но сейчас надо сварить пластины и чтоб прошли визуалку и рентген процессом MMA111, 20 мм толщина стенок, вертикал. Буду благодарен за рекомендации по току и диаметру электрода, да и другим думаю будет интересно. Заранее Спасибо.1 балл
-
99.9% сварщиков учатся сами во время работы, вне зависимости от учебного заведения которое они заканчивали. Сварщик выпущенный из любой учебки неумеет нифига... А вот результат и время затрачиваемое на самообучение и развитие своих навыков и умений сильно разнится от желания. Комплектация по минимуму а варить можно и на балконе или в подвале своего дома или на даче.. Было бы желание, а остальное отмазки перед самим собой. Человек способен вообще на всё, что пожелает, всё зависит от силы желания. Вы можете сколько угодно выдумывать себе оправдания своей беспомощности бесконечное количество времени, а можете взять и начать работать завтра с утра. Никто не сможет дать вам гарантию вашей успешности, кроме вас самого. Если упретесь и вложите душу, то всё получится.1 балл
-
С утра, в пекарню сделал водогрейку (что бы тесто пышным было).Потом бак с Cessna 172,потёки бензина.
1 балл
-
Ну давайте и я отмечусь... Всем привет! Всего не описать, поэтому основное - с детства тянуло к железкам, но поскольку возможности были ограничены, приходилось в основном заниматься чем-то другим . С 16 лет на подработках , кем только не был - и с паяльником , и библиотекарем, и балконное остекление, и ремонт квартир... Но душа как-то не к этому лежала, хотя чему-то жизнь все-таки научила... Первый раз нехватку сварочного аппарата ощутил при изготовление мопеда на основе всем известного Д8, это еще 80-е года. Прошло время, появился первый авто, который тоже попросил сварки, ибо не новый. Да и друзьям периодически тоже сварка нужна была, вот и собрались немногочисленным коллективом из 3-х человек - купили полуавтомат "тритон 240" - проблемы по сварке авто исчезли. Через некоторое время нам с напарником по работе предложили заняться сваркой ЦО, ГВС, ХВС в новом доме))), ну и мы не долго думая согласились, хотя опыта в этом деле не просто не было, я на тот момент даже не разу не пробовал варить РДС ))), но очень хотелось. Так началась работа по сварке за деньги. Косяков и переделок было много, но дом сдали, и уже несколько лет там все хорошо(узнавали). Потом была работа на БМВшном сервисе по кузовне, потом опять на отоплении, как-то так и крутимся потихоньку. Медленно двигаемся в сторону собственной кузовной мастерской, хочется делать качество, а "на дядю" так не получается(время не позволяет), а если получается, то никто этого не ценит , к сожалению... Сварщиком себя назвать язык как-то не очень поворачивается, но я стремлюсь, узнаю, учусь... Негатива по своей работе со стороны клиентов не слышу , и это уже радует... Как-то так... немного сумбурно... С уважением... Роман.1 балл
-
Вот и мой черед настал рассказать про свою "жизнь" , из которой самая прекрасная половина прожита . Начнем со школы, в которую ходили и обязательно имели в портфеле рогатку, это был атрибут того времени (чего сегодня пацаны носят в школу?, можно только догадываться), применялась в классе для молниеносной передачи СМС сообщений в любую точку класса , можно и учителю на стол , в не класса как многоцелевое оружие. Вне школы бегали по улицам с друзьями и вертелись, мешались мужикам чинившим свои трофейные Опели и Мерседесы , у одного даже Майбах был. В общем окончил 8 классов и в СПТУ на автослесаря , которое тоже с успехом окончил и пора на работу не чего у мамы с папой на довольствие сидеть. Ждал меня завод НЗТА (Ногинский завод топливной аппаратуры) и его главный конвейер по выпуску ТНВД (топливный насос высокого давления) , 600 штук за смену, так до армии и собирал их. Армия, Белорусский вокзал и я в Литве , местечко Гайжунай (вроде правильно написал) учебка ВДВ , пол года и я уже в Пскове в знаменитой 76й дивизии. И понеслось, нескончаемые стрельбы и кроссы по 25км, зимой лыжи по 50км да с полной экипировкой, прыжки днем и ночью, зимой на Псковское озеро (сейчас у молодежи рай а не служба) , в общем сделали из нас за два года мужиков, которые случаем чего должны были в течении суток захватить плацдарм между Англией и Францией (только не говорили на каком берегу,секрет) и удерживать его до подхода основных сил. Два года прокатились как два дня и я снова дома, месяц отдыху и на работу. Теперь ждал меня П/Я....... и должность водилы ЗИЛ130 , хороша машина была для своего времени. Вот на П/Я и увидал первый раз РАДС (ТИГ) сварку и все решил освою и научусь, так что я "самоучка". Коллектив Аргонщиков был человек 15 и не сразу они меня приняли за своего. Приезжая с рейса и бросая машину в стойло, бежал в цех к сварным и они потихоньку приняли в свой коллектив и начался процесс обучения, металлу любого сколь угодно , наставников 15 человек, да каких . По пятницам , "ОПЕРАТИВКА" на свежем воздухе в роще с водкой из расчета бутылка на троих, килькой в томатном соусе и зеленом лучком, и разбор полетов за неделю (форум 15 + 1). Вот так и научили меня, не знаю хорошо или плохо, это не мне судить. Сейчас сам в роли маленького учителя, внук который уже потихоньку справляется с маленьким П/А и племянник (левша) , этого больше тиг притягивает.
1 балл
-
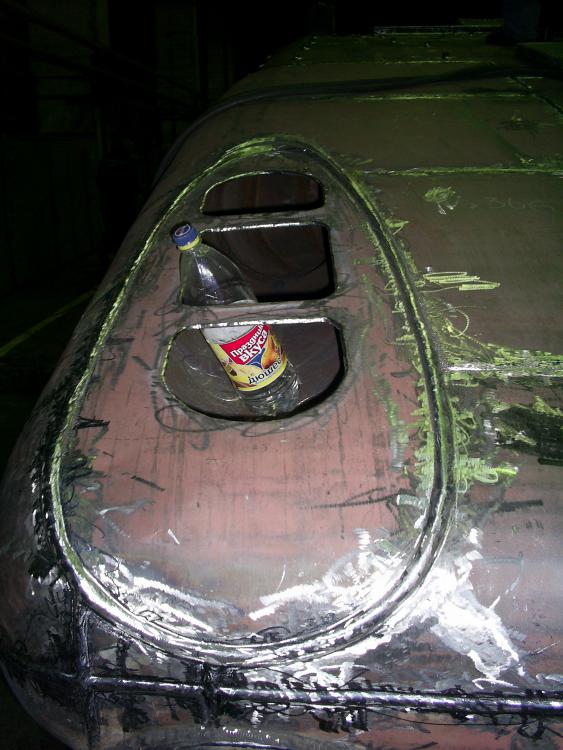
Бульба - это не картошка. Это железка такая: Почти вертикальный тавр, односторонняя фаска. Двуокись, Св.08г2с, 1,2 мм:
1 балл
-
Тоже отмечусь в новой теме .Корень - ТИГ ,облицовка - в основном ММА,за редким исключением.Электроды LB-52U , ф 2,6 и 3,2мм, ток 60 и 90 А ,соответсвенно.Пр.прутки Бохлер ,2,4мм (3мм на облицовку).Труба 159 и 108мм.
1 балл