Лидеры




Популярный контент
Показан контент с высокой репутацией 16.04.2014 в Сообщения
-
@apeks131, Усиление не маловато,или на снимке так оно выглядит сомнительно? Небольшой "этюд" из сегодняшнего "не по работе"
 5 баллов
5 баллов -
Сегодня на работе долго медитировал на схемы сварного Vnuk. Жульничал на профиле с 3мм стенкой. Цель наработать моторику. Пока получается так:
5 баллов
-
К смежникам заходил. Мыльница от ЕСАБ, удивила отсутствием какого либо шильдика с информацией. Корпус весь пластиковый. http://f6.s.qip.ru/IA4wMnq6.png http://f6.s.qip.ru/IA4wMnqf.png5 баллов
-
И так господа вот еще одна моя работа -боббер под заказ(обтяжка седла и покраска не моя).Исходный мот сузуки интрудер 600.Разварена рама ,заменены глушители(триумф), заменено переднее колесо,заднее крыло тоже ручками делать пришлось.И так по мелочи.
3 балла
-
В продолжении темы ( http://websvarka.ru/talk/index.php?showtopic=3652 ) .Не стал заморачиваться более мощным компрессором - он по цене в районе 2тыр. и момент бюджетности теряет актуальность.Пересмотрел конструкцию и вот что получилось.Компрессор для эксперимента принёс коллега ,за что и удостоился эксперементальным экземпляром (тем,что на видео ).Компрессор древний и давление на выходе у него "никакое", еле на коже ощущается.в воде булькатит тоже вяло,но тем не менее результат на лицо.Народ просёк и пошли заказы .Изготовление занимает около получаса.Компрессор такого плана тоже копеечный,думаю,что с плавной регулировкой было бы вообще изумительно.На видео она ступенчатая - 2 режима,"мощный" включал на начальном этапе,затем на минимальном,хватает.Конструкция запустилась от зажигалки и довольно-таки резво. На видео ( склеил из двух частей ) промежуточное испытание и финишный вариант. http://www.youtube.com/watch?v=_DHdgKFHrKI Размер "бункера" к данным габаритам не привязан и можно смело увеличивать под свой вкус.
3 балла
-
Сделал бак.Вмятины вырезаны (без жалости),правка усилителей,на вальцах прокатали лист.И сварка,за "красоту "шва не ругать,днище "больное " (питинговая коррозия основного металла)
3 балла
-
А вот так вот! И бонусные стёкла - "scratch" оказались.
3 балла
-
мда...
3 балла
-
Не знаю, как называется часть экскаватора, к которой крепится опора: Шток гидроцилиндра: Лечение: Не совсем будни, скорее праздники:
2 балла
-
http://f6.s.qip.ru/VVx8eCGd.jpg2 балла
-
Мега флешка.
2 балла
-
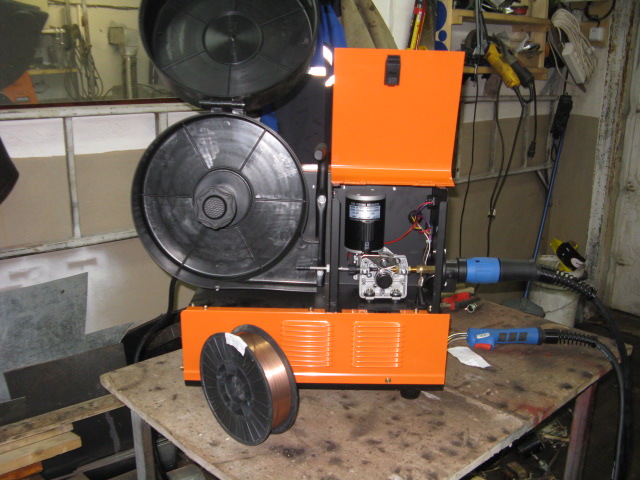
Не знаю что с ним.....я на нем не работал. подходил смотрел, наблюдал. короче когда они варят внутри всё трещит(в самом аппарате) и как они не настраивали(толпа человек восемь) ничего не получалось, а когда открыли крышку подающего то там сплошная пыль.....просто битком забито. Сейчас перебрался на другую работу (профиль мой, да и зарплату побольше обещают). Работаю вот таким аппаратом: в выходные скину ещё фото мастерской.
2 балла
-
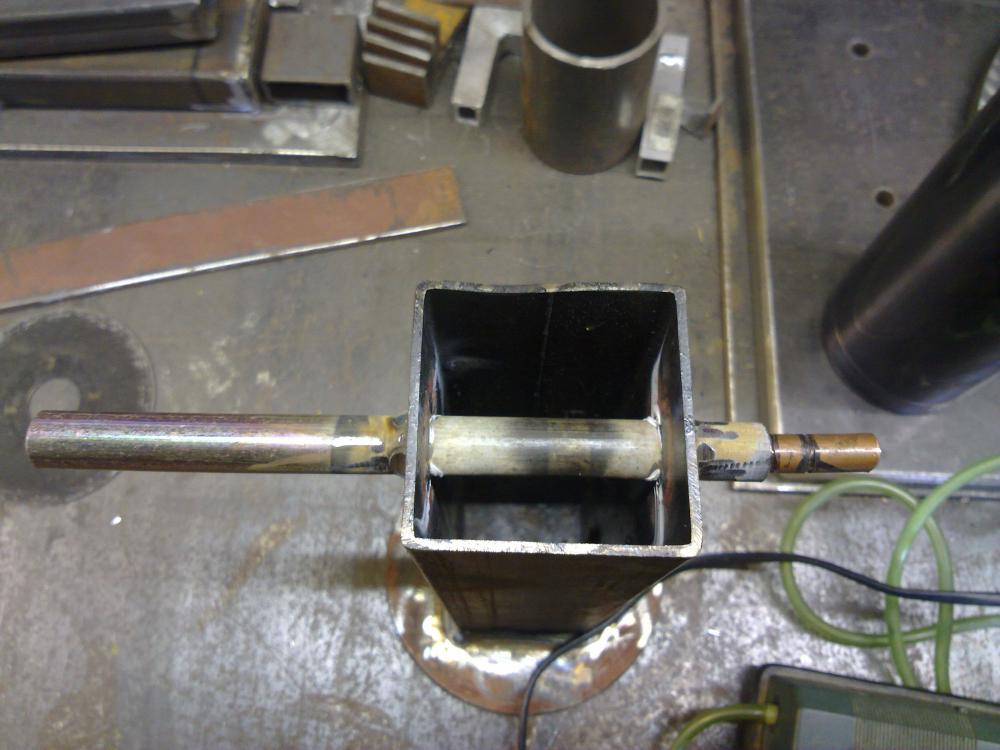
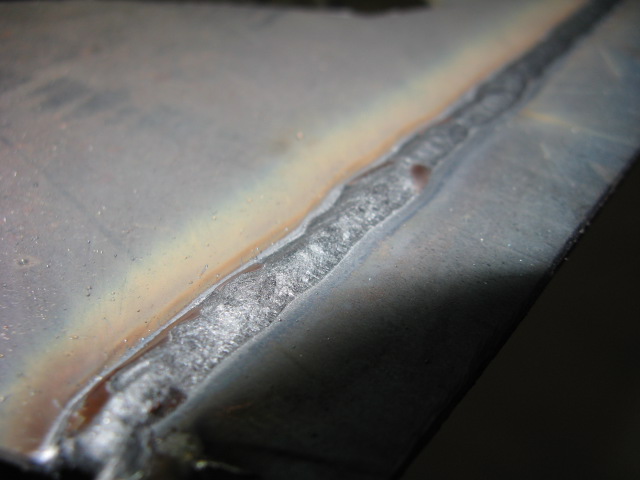
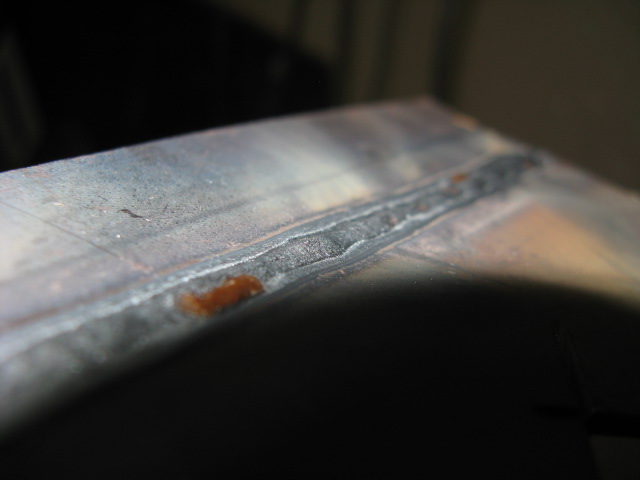
Сварка фланцев 4мм к трубе в струбцинах ведет фланец как рыба поплавок когда поймалась. Вот приспособился так ,фото прилагаю. Зазор под линейкой менее 0.6мм от деформации. Варил на 100 А,хотел больше ставить,чтобы как можно быстрее проварить, и меньше нагреть,но пока учусь. Стык варил от 6часов к 12ч в две стороны одним быстрым проходом и сразу тряпка с водой, далее 2ю сторону и после тряпка с водой.
2 балла
-
Родине труд вдохновенный! И ниипёт!
2 балла
-
Всем доброго времени суток ! Ну вот и начал я пользоваться своей покупкой. Варил им на разных настройках. Проволкой 1 мм и 0.8мм. Сразу обращаю внимание вас на то что этот аппарат не показывает на индикаторах ни ампереаж ни вольтаж , на холостом ходу. Во время сварки все показывает. Честно признаюсь это было неприятным сюрпризом. Созванивался с сервисной службой, они уверяют что у всех апаратов этой модели так же. Вобщем смирился. Раньше полуавтоматами варил только на работе порошковой проволкой Энершилд диаметром 1,7 мм и 2.0 мм, на полуавтоматах Линкольн Электрик. Сам сварщик по нефте-газовой отрасли. Как варит этот сварог, спешу признать, очень достойно. Качество сварки устраивает полностью. Еще бы не было бы сюрприза с индикацией было бы вообще супер. Единственное что считаю минусом это - вес. С евро катушкой на 15 кг вес всего аппарата очень большой. Это единственный минус. Но с его хорошим показателем ПВ думаю, большой вес это как побочный эфект. Для наглядности варил сварил два куска пластины толщиной 2мм с зазором 1.5 мм. Проволка 1 мм. Провар отличный. Чешуи, пор, несплавлений не наблюдается. На фото и лицевая часть шва и нижняя (где провар). На радостях решил сварить им первую конструкцию, подставку под балон. Иначе страшно за редуктор.
1 балл
-
@ivantr, сварщику, который с автогеном-на "ты"-РАДС освоить не так уж и сложно. Да, есть некоторые отличия в процессе, но эти два вида сварки-очень близки по идеологии.1 балл
-
Это фигня, то ли дело 600 : http://rghost.ru/54221464 http://rghost.ru/54221490 (Ахтунг! Трафик!) Но думаю рано или поздно оторвёт, ибо "фланцы" сделаны из огрызка токарного резца, который закаливается до состояния "напильник скользит" даже при отрезке болгаркой. Да и труба не простая. Сварено с зазором в 3 прохода РАДС, с трубы снял фаску а на "фланец" наплавил валик в надежде на то что чОтко проварю. Не вышло, всё равно слишком активно тепло в железяку уходило.1 балл
-
@barin716, завидую Вашему таланту. Может покажете процесс сварки одного стыка в деталях (фото, комментарии) на страницах темы "Св. швы"?1 балл
-
@apeks131, "Врезка" чуть дальше стыка интереснее1 балл
-
Облицовка трубы, поворотная. Полуавтоматическая сварка в среде углекислого газа. Проволока 1.6. Труба 426.
1 балл
-
В Китае основной запас вольфрамовой руды......(ЭСАБовский вольфрам тоже Китайский)1 балл
-
Надысь сваяли три лесенки. Первая. Вид в металле: Козырёк над ней: Огрунтовали, покрасили и закидали ступеньки тротуарной плиткой: Вторая. Начало. Конечный вариант. Третья. Процесс изготовления. Последние штрихи: А это-наш директор собственноручно приваривал шарниры к дверцам входа в цокольный этаж... Молодец мужик. Сам руками работает. Баню сам сложил-обшил. Сварки, вот, не чурается. Я ни разу не издеваюсь, выкладывая его швы. Думаю, что я, окажись на его месте, навряд ли руководил лучше, чем он варит...
1 балл
-
Поздравляю , молодцы , но ритм и жизнь у всех разный)) у меня в два часа ночи отбой в 5 утра подьем .._))1 балл
-
РДС, 89-я труба "колено", стык поворотный, 110А, АНО-21 рАДС, 70А, расход газа 6л/мин, присадка именуемая в простонародье "лапша" марку стали из которой ее нарубили к сожалению незнаю
1 балл
-
Обварил,получилось почти 20 метров шва... http://s004.radikal.ru/i206/1404/6b/2e7a6ef4a5fb.jpg http://s006.radikal.ru/i213/1404/9b/0b80fab20497.jpg http://s58.radikal.ru/i162/1404/02/df9688f693c2.jpg http://s018.radikal.ru/i515/1404/9e/38c7d84b2501.jpg http://s019.radikal.ru/i608/1404/1f/f8a301b1b1cb.jpg http://s018.radikal.ru/i509/1404/dd/b1792c8bcdbb.jpg Диск металлический с победитовыми зубьями, режет алюминий как бумагу. Присадка 5356 диаметром 2мм.1 балл
-
Местная зарисовка..... http://youtu.be/1IAXrxlDK6c1 балл
-
Мало-помалу "привлекаю" ПА в трудовой процесс , и для разнообразия,и для повышения квалификации.Сюда ещё интерес прибавить и скорость для полноты картины. Нередко фланцы идут с проточкой и,чтобы получился шов с нормальным катетом,надо сначала эту полость пройти,зачистить и только после этого "ложить" шов.Если варить в один проход,то есть большая вероятность утяжины,потому как диаметр трубы,как всегда" очень меньше вн.диаметра фланца .Одно дело,когда доступ к фланцу для зачистки комфортный,но когда ограничен,то я делаю так : Компаньон и параметры: Смесь, проволока ф 1мм.
1 балл
-
Капля не должна лететь и все, обычный процесс это как двое грузчиков разгружают кирпич, один в кузове другой на земле, один кидает другой ловит, не всегда удачно. Стт это два грузчика на расстоянии вытянутой руки, один отдал другой принял, кирпич никуда не летит и излишних скоростей не набирает.1 балл
-
"Дяденька, я же не настоящий сварщик", но судя по тому, что при сварке потолка наши инструкторы уделяют особенное внимание положению проволоки относительно сварочной ванны - перед ней, метал тупо заталкивается в разделку. По описанию, одно и то же, но к сожалению, я пока не нашел, как это реализовано у EWM. И чтобы два раза не вставать, добавлю: ошибкой будет называть этот процесс импульсным, та как имеет место процедура обратная импульсу - краткое ограничение силы тока. Я сам посмотрел кучу видео и брошюр, но понял что там происходит, когда мне текстом сказали: "в момент отделения капли, мы уменьшаем силу тока, чтобы снизить её скорость и не делать "плюх"".1 балл
-
Как уже сообщал ранее,пришлось поменять место работы.И вот сегодня первый день,на новом месте(должен сказать что не совсем новое)год назад именно тут ремонтировали котел-утилизатор,где то фото даже выкидывал.Начальству видимо с напарником приглянулись,стоило только намекнуть и вот мы на новой работе.Напарник кстати тоже со мной,за что ему спасибо!!!Первый день он и есть первый ,с утра сходили получили спецовку на складе.Как всегда моих размеров нет,но зато есть швея-портниха.15 минут и всё красиво сидит на мне.Очень удобно, а главное бесплатно.От предыдущего сварного(пол гда как на пенсии)досталось небольшое сварочное помещение,неработающая ВД-ШКА(САМ НЕ СМОТРЕЛ ЕЩЁ),столик,вытяжка работающая,пару инструментальных шкафов с ржавыми напильниками,пару огнетушителей.Получил новую маску,потихоньку перетаскиваю инструмент,механик приволок аппаратик с кабелем.Начал наводить порядок,вот уже 2 месяца как бросил курить(можете поздравить!!!),а тут горы окурков.Дальше видно будет как карта ляжет,но некоторые выводы уже можно сделать . Ну и как обычно немного фото,вы уж извините если не по хронологии моей писанины:
1 балл
-
Да, уж. Иллюстрация к теме. Ну, полный привет... http://websvarka.ru/talk/index.php?showtopic=4126&do=findComment&comment=91559 Почти " по щучьему велению". Хочу, и все!1 балл
-
Выезд на Мёртвое Море. Отель четыре звёздочки. Его тёмная сторона А потом меня спрашивают, почему я выезды не люблю.
1 балл
-
Поскольку доктора на некоторое время запретили мне порабощать Вселенную поднимать тяжести, а генераторы в машину грузить надо, пришлось в экстренном порядке и из подручных материалов лепить пандус. Набрал листа-четвёрки кусок 2х0,7 м, пару отрезков 50-го уголка по 2 м и слепил из этого самопальный пандус. О, Великая и Всемогущая Лень! Варил полуавтоматом прямо по краске и ржавчине. Получилось ничего так, лучше, чем ожидал... Поехали! Варил вот этим аппаратиком: Генератор сегодня затащил в машину и вытащил обратно спокойно, не напрягаясь. Генератор не понадобился, но родниковой водички родителям привезти надо. Поскольку ношение 50-литровых канистр на плече по одной и по две в руках-тоже под запретом, пришлось призывать на помощь супругу. Чтобы таскать канистры с одной ручкой вдвоём, по-быстрому, так же, из подручных материалов сваял приспособу. Распустил трубу на 1 1/4" напополам по вдоль, нашёл обрезки трубы на 3/4" и листа толщиной 3 мм: Полуавтоматом поигрался, принялся за аргонник... Соединил деталюшки. Получилось вполне функционально: Попутно, между делом, занимаюсь по просьбе начальства ремонтом растворомешалок. Вскоре сподвигнусь на более широкий фоторепортаж на эту тему. А пока была задача сдёрнуть "кокон" с вала. Кувалдой и какой-то матерью уже пробовали до меня. Забили края ступиц... Надо сразу выдавливать съёмником. А как его зацепить? Пришлось изобретать приспособу. Отрезал кусок трубы на 2" и прорезал в ней в диаметрально противоположных местах прорези под лапы съёмника. Прихватил к ступице: Тянем-потянем: За неполный час, со срезанием/прихватыванием, без матюгов и пота, сдёрнул 4 "кокона" с валов.
1 балл
-
Опыт тиг сварки у меня небольшой, но так на...ть!!! Шов есть- качества нет. За такую работу не Вы, а Вам должны платить.1 балл
-
Ну телевизору не привыкать А так станок будет стоять вдали от техники Дрыгатель на 1500 об/мин, передаточное шкивов примерно 1 к 2, тоесть 3000 оборотов на диске. Повышал частотником обороты в 2 раза, но что то разницы особо не заметил1 балл
-
Сынок, мы с тобой с одного стакана пили? или может в междудонках "Пулково" дым хлебали? Или не знаете правил вежливости? Почему-то я вчера нормальным образом загрузил на форум два фото по 1,5 - 2 мб, даже не сжимая. На второй случай есть другие ресурсы для загрузки и ссылка на них - было бы желание. Мы здесь обсуждаем стоимость образцов или выполнение сварки двух кусков трубы (катушки) с показом корня шва? Сомневаюсь, что сварка двух эл-тов диаметром до 100 mm, пол-пачки эл-дов и два фото столько стоят. Мои слова были неоднократно подтверждены многими фото и др.документальными материалами, можете просмотреть в профиле. Какие ещё будут распоряжения? Назад Страница 2 из 21 балл
-
Краткий отчет, в каких условиях проходит ремонт у нас, на первом фото теплый цех, на втором холодный:
1 балл
-
1 балл
-
1 балл
-
Тоже оцинковка,где то тут (где не помню) вычитал что оцинковка с обычной чернухой то ли не варится то ли плохо варится, сегодня довелось попробовать,76-я труба, встык без зазора, АНО-21, 110А, шов правда поворотный как обычно качество оставляет желать лучшего но то что не отломишь это факт (и само качество фоток поганое, раньше двух мегапиксельная камера телефона фоткала четко.тут видать подустала)
1 балл
-
@АВН,забавный у Вас приборчик В карманте только, наверное, таскать неудобно У нас что-то типа этого, калибромер наз-ся (есть на 50мм, есть на 100)К теме о торцах прилеплю старую фотякину Как-то так:
1 балл
-
Но торцы и кратеры надо заваривать... АМг61Н и D40s.
1 балл
-
1 балл
-
@Васо_29, Да ладно прибедняться, я сам многими электродами (особенно теми, что на Ваших фото в этой теме) никогда не пробовал варить. Вот на неделе в том же помещении переваривал отопление и использовал, местами, свои OK-53.70, провар отличный, но комфорт при сварке и внешний вид шва не устраивает. http://i067.radikal.ru/1308/40/2651602500c9t.jpghttp://s019.radikal.ru/i620/1308/e4/cd4115194f14t.jpg PS: почему не грузятся на сайт фотки?1 балл
-
АлМг, дно цистерны, уголок 10 мм, полуавтомат/аргон.
1 балл
-
1 балл
-
а как Вам ТАКОЙ шов?
1 балл
-
Форсунка охлаждения днища поршня двигателя исузу ^
1 балл
-
Могу, но только культурным людям.1 балл
-
Работал на симуляторах сделаных Линкольном и Фрониусом. По словам самих изготовителей аппараты сделаны для экономии на зарплате инструктора и стоимости материалов и электроэнергии. Сами понимаете, что эти параметры в России несущественны. По моим ощущениям гораздо быстрее научишься на реальной работе. Кстати, стоят эти игрушки (Фрониус и Линкольн) около 6000$.1 балл