Лидеры




Популярный контент
Показан контент с высокой репутацией 26.06.2013 во всех областях
-
Здравствуйте уважаемые, сварщики. Хотелось представить на Ваш суд некоторые свои попытки в этом деле. Сразу скажу что стаж у меня небольшой - чуть более года. Опыта тоже очень мало. (не кидайтесь держаками с электродами ) Пока можем только так. Приму любые советы. Сварочные материалы: электроды ОК 53.70, диаметр ф2,6мм., сила тока-точно сказать не могу, т.к. на баластнике ножи подписаны краской от руки и там стоит то ли 50А, то ли 59А - для самого еще загадка. Сталь - Бог его знает....какую дали. , Вот тут плохо с освещением в слесарке приходилось фонариком подсвечивать. Снимки все сделаны при помощи мобильного, фокус у него дрянной, можно сказать, что его вообще нет. , ,, Я только еще учуся...
 4 балла
4 балла -
Есть у нас паренёк,работает второй год.До этого трудился где-то на магистралях,п/а не варил.С 4 разряда взяли по 2-му временно,оказалось что постоянно по третьему.Когда вижу,что он плотоядно улыбаясь идёт ко мне с бумагой и карандашом,испытываю огромное желание куда нибудь спрятаться.Последнее время заметил,что народ от него тоже начал схериться.Причина?"Витя учиться..." Все курить пошли,а Витя - "можно я аргоном поварю"? А следующий перекур-не-перекур,а вопросы и ответы.Иногда ловлю себя на мысли,что он знает уже больше меня,иногда такой вопрос задаст - аж теряешься как это объяснить простыми словами.Оказывается,он записался в НТБ и читает книжки,а потом на нас (кошках) "практику" отрабатывает:D40s,АБ,18/10,45Т17Ю3,АМг61,Сп.3В - Глизманенко отдыхает.Спрашиваю;-На кой хрен тебе всё это надо?-А я чО,тут всю жизнь здесь работать буду?Научусь немного за 5 лет и свалю к себе в деревню,открою "салон Сварки и Резки".Жалко,что инженер сварочного пр-ва только очная форма обучения - не потянуть мне... Так что смена "дилетантов" медленно,но верно подрастает.3 балла
-
@vax911, мы прекрасно поняли друг друга. http://www.i-mash.ru/uploads/posts/2013-06/1372227493_baltzavod.jpg На ООО "Балтийский завод - судостроение", входящем в состав Объединенной судостроительной корпорации (ОСК), 26 июня 2013 года состоится спуск на воду кормовой части ДВКД "Владивосток" типа "Мистраль".Об этом сообщила пресс-служба предприятия. "После спуска на воду корпус будет принят заказчиком - STX-France - и отбуксирован в Сен-Назер (Франция), где его состыкуют с носовой частью ДВКД "Владивосток". В июле, на том же стапеле Балтийского завода будет заложена кормовая часть второго ДВКД - "Севастополь". "При ее строительстве Балтзавод произведет более глубокое по сравнению с первым кораблем насыщение корпуса", - цитирует РИА "Новости" пресс-релиз ООО "Балтийский завод - судостроение".2 балла
-
Не, по Кунгфуцию немного по-другому. Если тебе, всего лишь раз в жизни понадобиться мечь, носи его всегда с собой.2 балла
-
цыфра в кружочке . Класс карты.2 балла
-
http://www.dedacom.ru/images/stories/Prikol5/4/Foto00010.jpg2 балла
-
Всё зависит от конкретного случая, тоже иногда приходится плеваться на рутил и зазоры. Зазор зависит не только от диаметра электрода, но и от толщины материала. В вашем случае, я бы сделал фаску в нож, и без зазора. Но это не всегда осуществими (как и расположение детали под выгодным углом, использование подложек и т.д.). Если без фаски, то я бы попробовал выставить зазор 3-3,5 мм, варить на максимально возможном токе, в сочетании с максимально возможной скоростью, электрод по возможности перпендикулярно. Рутиловые электроды дают более рассеенную дугу, нежели основные, поэтому только короткой дугой. В окончании шва поставить прихватку (по возможности с обратной стороны) со стороны шва зачистить, потому что прийдётся задержаться там. И ещё, чтоб обеспечить в вашем случае провар начала шва, думаю стоит использовать выводную планку, на выводной планке электрод разогреется и в габаритах шва будет вести себя как нужно. Если не хватает времени и на это, то на какой-нибудь железке сожгите 1,5 - 2 см электрода, после переходите к шву. Рутилом сложно (по крайней мере для меня) сделать обратное формирование. П.с. возможно вы откроете для себя вообще другой вариант условий и порядок действий.1 балл
-
проще говоря-смотриш в данные параметров потока видео и подбираеш http://i.piccy.info/i7/dcba8a31282bd16254251be094494d68/4-61-745/29539931/2013_06_26_230306.jpg 223/60=~4Mb/s минимальная скорость записи: SD Class 2: скорость записи не менее 2 МБ/с; SD Class 4: скорость записи не менее 4 МБ/с; SD Class 6: скорость записи не менее 6 МБ/с;-вполне подходит 6й класс(зачем хоть и немного,но переплачивать? ) SD Class 10: скорость записи не менее 10 МБ/с; SD Class 12: скорость записи не менее 12 МБ/с; SD Class 16: скорость записи не менее 16 МБ/с.1 балл
-
Для съемки видео в HD-формате необходим класс не ниже 6, лучше 10-12. Это при съемке на 5 мегапиксельную матрицу. На большее разрешение не ниже 10-го. В принципе конечно снимать будет на указанных картах, но изображение на динамических сценах будет сыпаться и лесенкой идти.1 балл
-
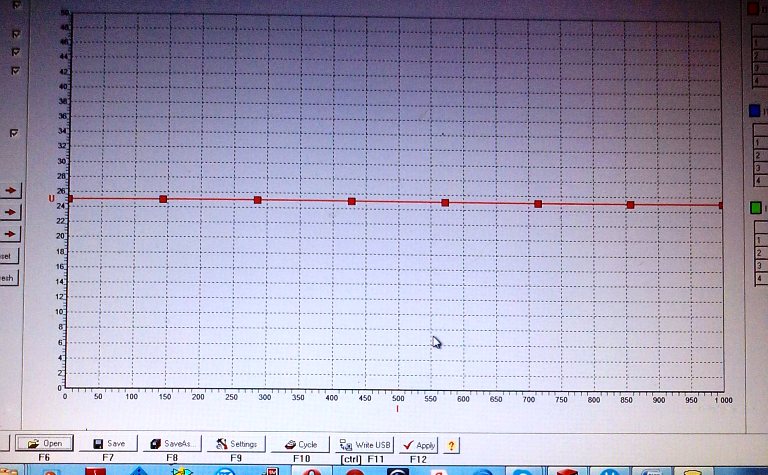
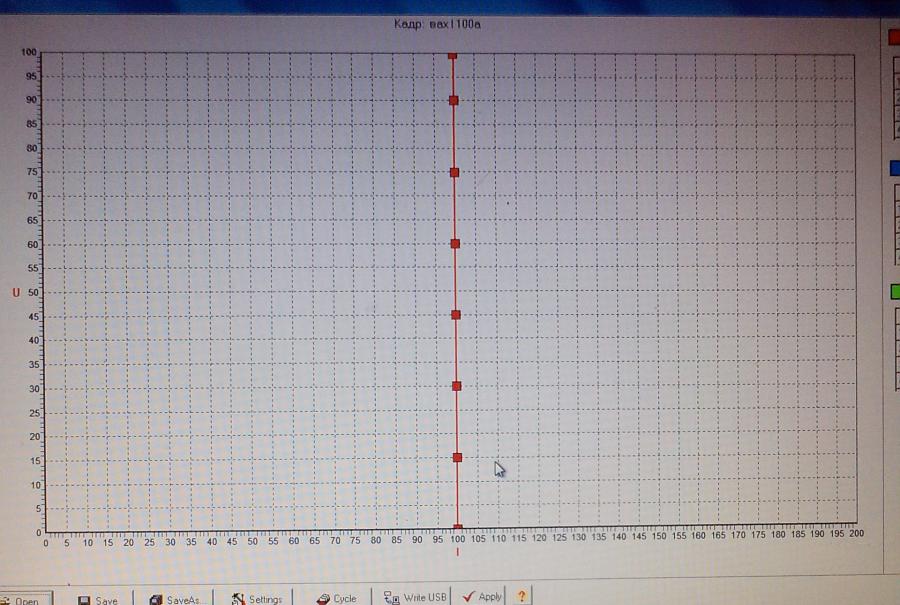
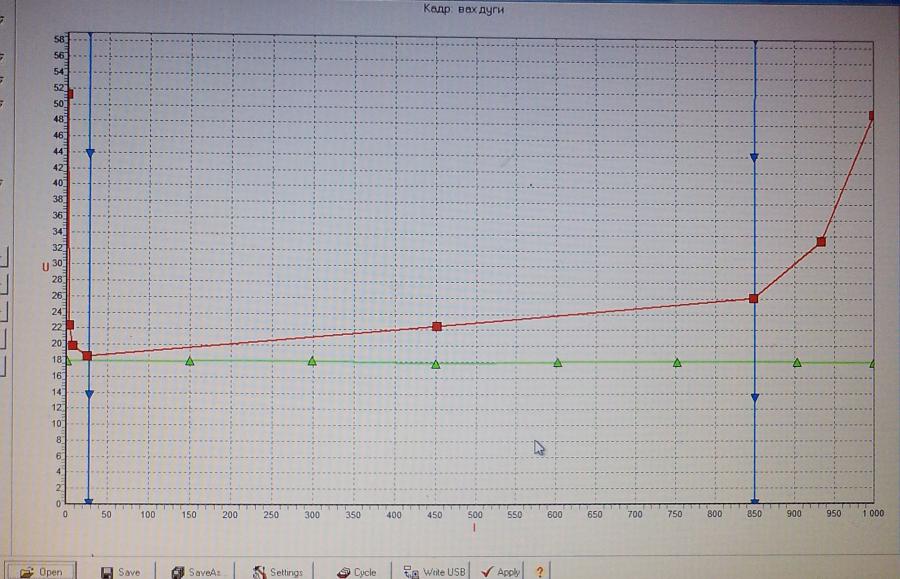
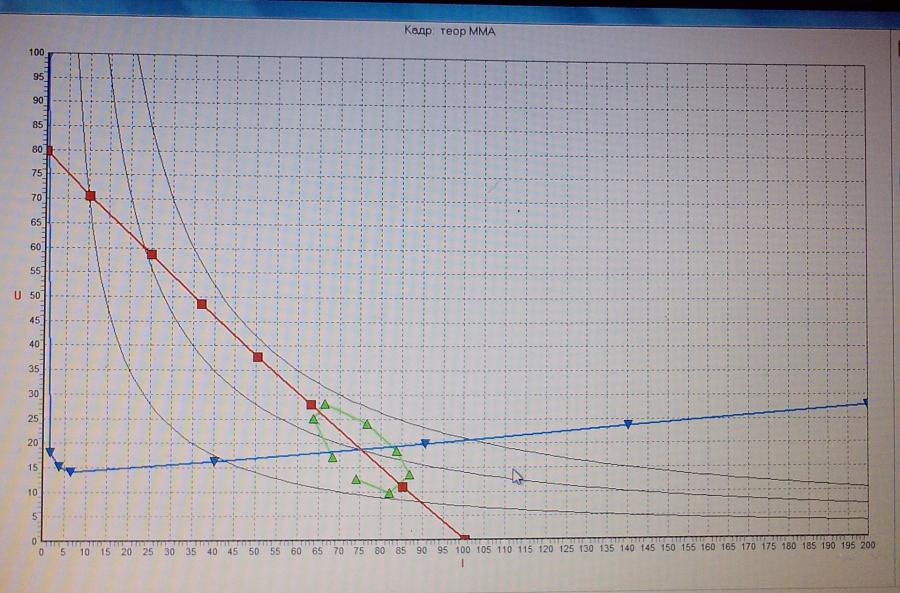
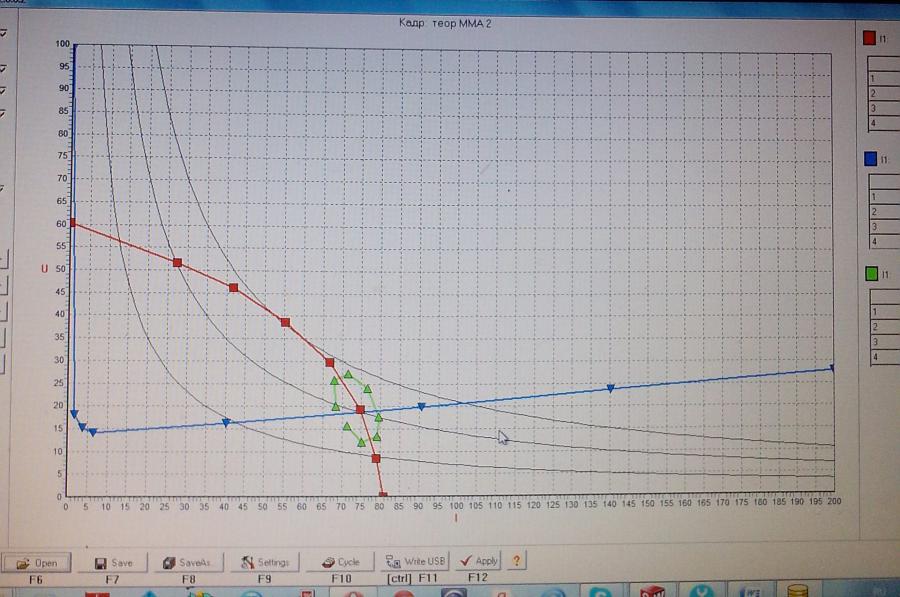
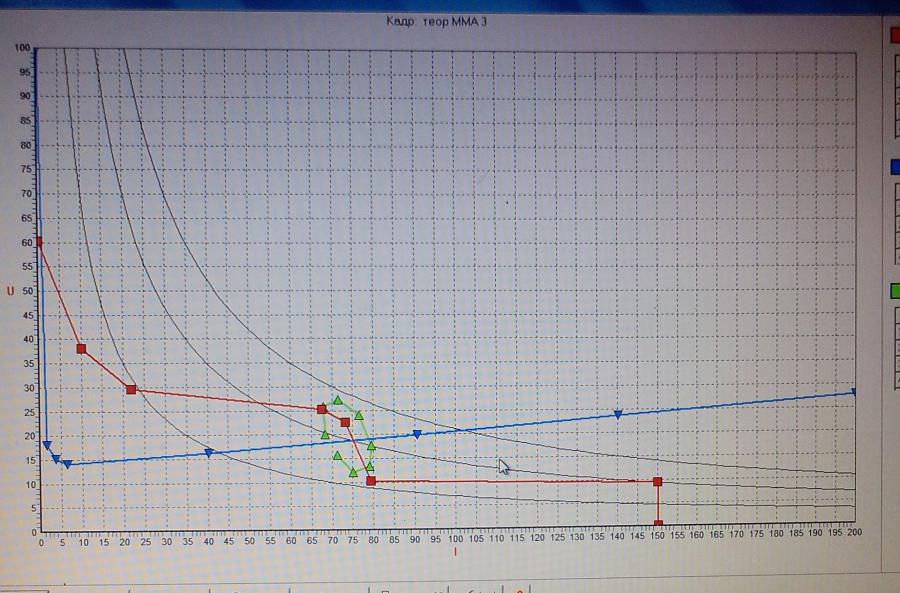
3. И так, чем отличается Статическая ВАХ от Динамической ВАХ. Строго говоря ни чем, это условное разделение и между ними на физическом уровне нет четкой границы, одна может плавно перетекать в другую и на оборот. Более того, одна и таже ВАХ в одних случаях может рассматриваться как ДВАХ, а в других, и на полном основании, как СВАХ. Ключик ко всему - время. Вы дома посмотрели фото с кадрами из фильма (статика). Понравилось. И вот Вы сидите в кинотеатре и наслаждаетесь киношедевром (динамика). В зал залетела муха и уселась вам на плечо. Сможет-ли муха насладиться зрелищем вместе с Вами. Нет, темп жизни и работа нервной системы у мухи на два порядка выше. Она увидит на экране набор очень редко и мало меняющихся картинок (нудную скучную статику). Тем не менее определение давать надо и применительно к сварке их можно разделить следующим образом. ВАХ описывающее поведение системы источник-нагрузка на временных интервалах соизмеримых с временами медленных тепловых процессов в зоне сварки (доли- десятки и более секунд) относятся к статике. Соизмеримые с быстрыми процессами, например временами каплеобразования и каплепереноса (от долей секунды и меньше) к динамике. Общее правило следующее. Проинтегрировав (усреднив) динамические ВАХ можно перейти к статическим (мы этим способом уже пользовались в послании №2) Перейти в обратную сторону - нет. Поэтому ДВАХ несет гораздо больше информации о процессе, но получать ее и пользоваться гораздо сложнее. Поэтому при описании источников ограничиваются упоминанием о СВАХ или просто ВАХ, причем в описательно-витиеватой форме, видимо пологая, что сварщики в средней школе не учились, законы Ома не проходили и по нормальному ничего понять не в состоянии. Например Падающая, Жесткая, Штыковая, Крутопадающая, Восходящая и т.п. В следующем сообщении доберемся до дуги и увидим, что она коварная, скользкая и изворотливая как змея, и как ее укрощают с с помощью СВАХ и ДВАХ при разных видах сварки. Картинки которые нам понадобятся можно посмотреть заранее.
1 балл
-
Кстати важный показатель цыфра в кружочке. Определение этого значения не знаю, но 4 это минимум для съёмки в HD
1 балл
-
1 балл
-
Вопрос вполне правомерный.У нас сначала фотографируют фаски,потом выставленный зазор,потом прихватки.Далее 1 проход и уже потом отделку.Само собой разумеется рядом со швом лежит какой нибудь предмет для масштаба:зажигалка,сигарета,пачка,линейка,рулетка и т.п.Ниже в комментариях пишут не только ток и диаметр эл-да,но и источник тока,пространственное положение и др.детали.Всё это конечно не обязательно,но весьма желательно,хотя бы в первых постах.
1 балл
-
Автор работы: Robert Hall Источник материала: Bender Bending Rodriguez a.k.a. 'Bender' woodstove Переведено: специально для форума Вебсварка Внимание: орфография, пунктуация и стилистика - авторская. Это снова я, сегодня я приберег для вас нечто веселенькое. Недавно я был в своей новой мастерской, и прохладные вечера навели меня на мысль о создании приличной дровяной печи. Пару дней назад за просмотром «Футурамы» меня посетила поразительная идея, кстати я был в говно. Три недели спустя 5 газовых баллонов, 5 кг сварочной проволоки, 90 литров углекислого газа, куча стальных кусков, преимущественно 1.2 миллиметровые листы, немало штукатурки и несчетное количество алкоголя – явились результатом моих усилий. В работе с такими проектами, я рисую готовый объект и вешаю его на видное место. Это помогает мне визуализировать каждый элемент для его создания. Также периодические взрывы хохота не на шутку пугают моих соседей. Чтобы с этим справиться, я нашел достойный постер нашего парня в полный рост, увеличил его в масштабе и перенес на бумагу (Я использовал обклеечную бумагу из местного строительного магазинчика, стоит гроши). Теперь надо найти газовые баллоны: я использовал пару 13-ти килограммовых, один 19-ти, а также два больших по 47 кг. Маленькие подойдут для головы, средний – для ног, а самый большой – для корпуса. Темный прямоугольник у стены за баллонами – это 4-х миллиметровый лист, который я стянул на местной свалке. Я срезал верхушку и дно большого баллона и разделил его пополам. Затем вырезал из другого большого баллона два удлиненных треугольника, чтобы соединить те половинки. Я не могу сказать, какие были размеры, потому что, честно говоря, я был в говнище. Базовая математика, простой чертеж в масштабе – и вы сами узнаете размеры. Для начала вам понадобится подобрать нужный уровень изгиба для каждой детали, для этого я использовал ту здоровую наковальню и большой молоток. Хорошенько сварите их вместе, затем сделайте шов с ОБЕИХ сторон. Это бачок для тела, в нем будет по-адски жарко. Вам действительно надо уделить особое внимание варке, если вы будете не довольны работой – переделайте. Это поможет избежать мороки в будущем. Для плечевого пояса надо вырезать два полукольца, позже вы их подрежете, и они будут короче, но лишние части облегчат следующий шаг. Здесь я использовал тот же самый большой молоток. Как видите это плохо отразилось на плитке во дворике, ну да ладно. Накладывая полукруги друг на друга во время обработки молотком, вы заметите, что изгиб формируется сам собой… Ваш результат должен быть похож на мой. Отрежьте выглядывающие концы и сварите, затем примерьте остальное на корпус и подгоните… Он начнет принимать такую форму Сделайте отметки и отрежьте/сварите место второго перекрытия и наварите. Отрежьте лишние края сверху туловища и наварите. Вы можете все увидеть на фото. Я также привел в порядок низ, проложил здесь строчку в 6-7 см от основы. Не варите низ с самого края туловища. Вы увидите, как здесь можно справиться чуть позже, хе-хе. Переходим к голове. Вам понадобятся оба баллона по 13 кг. Сначала обрежьте первый баллон прямо там, где начинается изгиб, затем сварите его по диаметру со вторым баллоном, дабы достичь нужно длины. Заметьте, нижняя «челюсть» меньше по диаметру, чем сама голова. Так что не перестарайтесь с ней. Остальное можно легко понять по фото. Глаза делаются довольно просто (просто берем пластину, выбиваем нужную нам форму. Я использовал модифицированную трехфутовую киянку и молоток с круглым бойком). Вероятно, вам потребуется потренироваться для достойного результата. Ах да, наденьте перчатки, отдача вряд ли порадует ваши пальцы. Просто начните с пары прямоугольных кусочков и подправьте их, чтобы они подходили для приваренной ранее «глазницы». Теперь привариваем глаза внутрь «глазницы». Чтобы сделать для него антенку, просто начните с диска немного больше, чем вам требуется, затем, уменьшайте его круг за кругом. Повторите по мере необходимости, затем работайте более плавными, легкими и продуманными движениями. Сделайте простую трубку, а затем приварите на нее шарик (шаровая опора от автомобиля отлично подходит по размеру). Сошлифуйте краску и вуаля. Для самых щепетильных из вас, я добавил сигару. Она на самом деле полая, но вы можете добавить элементарный клапан, чтобы из нее выходил дым. Голова полностью полая, и если вы выполнили сварные швы на совесть, они будут дымонепроницаемые. На этом этапе можно легко представить, как он будет выглядеть в конце, сейчас же я дам вам неплохой повод посмеяться... По крайней мере, вы на славу похохотали? Ну хоть некоторые. Хорошо, вернемся к работе, к чему-то более... э-э, серьезному? Кого я обманываю, я ведь показываю вам, как построить 5,5-футовую робопечь на ногах... Я смеялся про себя почти безостановочно на этом этапе, удивляюсь как мои соседи не упекли меня в дурку)) Хорошо, теперь ноги. Для ног понадобится верхняя и нижняя часть 19 кг баллона. Ноги сделаны из блоков со швами с обратной стороны для придания им изгиба. Когда вы будете довольны позой, заварите их. Из-за того, что я использовал прямоугольные блоки, я удвоил их прочность. Пластина на вершине предназначена для прикрепления ног к телу. Очистите их от краски, и затем приступите к действительно кропотливой/ утомительной работе. Я приварил полоски лома к плоской стороне, они действуют как распорки для "ножных" деталей. Прелесть использования тонких листов заключается в том, что вы можете довольно просто согнуть их, чтобы детали располагались там, где вам нужно. Сделайте трубку нужного диаметра (руководствуясь эскизом), сварите, очистите, бла-бла-бла. Добавьте еще распорки. Примечание: устанавливайте их в обратном направлении, это придаст стабильности. Чтобы трубки ног подходили друг к другу, неважно под каким углом вы срежете верхний край нижней трубки, захватите то же расстояние от нижнего края верхней трубки. Я знаю, это тёмный лес, но просто попробуйте, вскоре в этом появится смысл. Если вы сделаете угловой срез баллона, у обрезанной кромки будет больший диаметр, чем у оригинального цилиндра... Чтобы два этих компонента шли вровень, вам нужно срезать их по голубой линии. Режьте, варите, ругайтесь, избавьтесь от путаницы, сдавайтесь, возвращайтесь и пробуйте еще раз пока вы не достигнете верха, а затем приступайте ко второй ноге. Подровняйте внутреннюю опору ноги, чтобы она была плоская, и приварите к прямоугольной пластине. Убедитесь, что пластина подходит под основание тела. Предварительно просверлите сквозные отверстия для болтов (M12 должно быть достаточно). Приварите последние детали ног, сточите сварные швы и очистите… ...и вы получите пару довольно симпатичных ножек И прикрепите к телу, скажите, вы хоть сейчас смеялись? Нет? Э-э-э, идите-ка проверьте пульс, я думаю, вы уже умерли со скуки :P Просто приварите четыре коротких болта на корпус так, чтобы они проходили через просверленные отверстия на пластине для ног. Поскольку основа тела заделана, она скрывает все болты и гайки. Хорошо, теперь пришло время для загребущего и сжимательного (Это руки не для слабаков из "Футурамы"). Сверьтесь с полноразмерным рисунком, произведите стандартные математические расчеты (я только что услышал нервный вскрик?), и вы получите размеры для рук. Опять же, если вы не уверены, то сделайте шаблон с рисунка, дабы все было как надо. Вырежете пластину нужного размера и сварите ее концы... Очистите и установите на руки. Вы видите на фото, что диск приварен как изнутри, так и снаружи, потому что во время очистки внешней варки, целостность может нарушиться. Сварка с двух сторон не позволит этому случиться. Пальцы сами по себе - это всего лишь трубки и еще один пример "ленивого сгибателя-человека". Заварите и очистите, вырежьте небольшой диск, чтобы закончить кончик пальца и решите, как вы хотите прикрепить пальцы… Для "хватательного" решения, пальцы естественно согнуты... ...для "сжимательного" - так он может держать бутылку пива (прошу прощения за смазанное фото - результат сочетания огромного количества кофеина и дрянной камеры). Как здесь видно, у него по крайней мере достойный вкус (хотя технически это не пиво, а тормозная жидкость. Как-то сломались тормоза, а у меня не было под рукой бутылки из-под молока, мда) Поза ленивых сгибающих рук. Переберите возможные варианты и остановитесь на понравившемся. Теперь закрепляем. Здесь вы можете увидеть, как рука крепится к телу. Скрепляйте руку, пока она не дотянется до низа корпуса. Нет необходимости заводить руки за корпус, деталь плеча полностью закроет небольшой зазор. Так, переходим к плечам... Снова используя сферические диски, сделайте плечи, пусть они будут большими, позже придется урезать их для достижения нужного угла с корпусом. Следующий шаг, это настоящая морока… я слышу стон? Вам не только надо прикрепить его к телу, но и прорезать отверстие для руки... наслаждайтесь :P Вся соль в том, что вы прилаживаете изогнутый диск к изогнутому корпусу, также пытаетесь вырезать отверстие через указанную панель для углового цилиндра. Просто будьте готовы сделать несколько деталей на замену. Четыре "предыдущие версии" дисков сейчас валяются у меня под лавкой и сгорают от стыда... ага :P Не все получается идеальным, так что не корите себя. Когда вы решите удалить краску, вам понадобится шлифовальный круг (у нас действительно толстый слой краски и толстый слой защитного покрытия, от которых нужно избавиться), используйте маску или работайте на открытом воздухе. Я умудрился отравиться, пришлось поболеть в течение нескольких дней из-за пыли. "Сошлифуйте" краску, затем пройдитесь лепестковым кругом, и наш друг будет выглядеть просто отлично. Не пытайтесь довести дело до идеала, в этом случае вы либо сотрете сварочные швы, либо дадите недостаткам вырваться на всеобщее обозрение. Хорошо, перейдем к дверце. Найдите небольшую деталь для затвора (я использую около 10 мм) или, в худшем случае, сделайте ее сами. Эта штука слишком глубокая, так что я немного подрезал ее... Просто срежьте немного, затем отшлифуйте для ровности. Чтобы загнуть ее, просто прижмите конец трубки и согните его руками... Теперь вырежете несколько полос с другого баллона-донора, которые будут служить опорой для вашей детали с выемкой. Сначала соедините их, чтобы убедиться, что они подходят друг к другу, и затем только сделайте сварной шов. Пришел черед самого сложного, вам придется просверлить отверстия (около 8 мм) в корпусе, это будет своего рода точечная сварка. Убедитесь, что вы отшлифовали сварочные швы внутри бака, иначе полосы не будут плотно сидеть... ...затем прижигайте точки... пока не доберетесь до стороны с петлями... ...просверлите и прикрепите петлю... Последнюю часть трубки устанавливаем на место, измеряем и обрезаем лишнюю сталь, чтобы она идеально сидела на петле (вы видите, я сделал петлю уже, чтобы она подходила к рейке, все просто - никакой суеты). Итак, вот что должно у вас получится А теперь заварите швы, части на обратной стороне корпуса, за петлями И теперь просверлите отверстия и приварите рейку на ее законное место Затем просверлите отверстия в данном месте, постарайтесь убедиться, что края очищены по всему периметру двери, если это не так, не беспокойтесь, ведь у вас есть угловая шлифовальная машина... Ладно, теперь пришло время дверной защелки. Здесь я использовал пару болтов M12 (без резьбы они удобнее, да и выглядят аккуратнее). Для двери просверлите отверстие, поместите болт до конца, вырежете трубку небольшой длины и вуаля... Теперь подрезаем дымоход / плечо. Все делается так же, как и в случае с соединения деталей руки / ноги, но здесь мы используем части потолще. Для дымохода НЕ ИСПОЛЬЗУЙТЕ МАТЕРИАЛ МЕНЬШЕ 5 ДЮЙМОВ. Он не подойдет. Не будет обеспечиваться необходимая тяга и при сжигании древесины креозот будет забивать трубу. Вырежете отверстие на плече, подходящее для трубы. Очень-очень хорошо потрудитесь над сварными швами, они будут находиться под сильным давлением. Чтобы понять, как соорудить поворотную заслонку обратитесь к моему гиду по созданию печи на газовых баллонах, я слишком ленив, чтобы повторять эти шаги здесь. Тоже само касается и решетки :P Хорошо, теперь нижнее отверстие. Здесь я использовал другой (вот это неожиданность) газовый баллон. Просверлите сквозное отверстие через все три части для рейки / прутка, или что вы там выбрали... Теперь прорезаем сквозные отверстия в опорной пластине (я использовал плазменный резак, так гораздо проще). Убедитесь, что пруток свободно вращается, затем сварите. Убедитесь, что ноги отсоединены - начнется месиво (по меньшей мере), если они вмешаются в работу. Теперь вырежете три слегка вытянутых диска, это будут клапаны, придайте им форму, они должны быть одинаковы, насколько это возможно. Примерьте их и и в случае необходимости подправьте. Если вы всем довольны и пруток вращается, то можете сваривать. Приварите ручку для вращения прутка к основанию, и работа сделана. Глаза и рот сделать достаточно легко, просто выберите выражение, которое вам нравится больше всего, и используйте эмалевую краску (она прослужит дольше в условиях высокой температуры). Я нарисовал полуприкрытые глаза, смотрящие немного в сторону, это придает ему вороватый злобный взгляд, которого я и добивался - будто он замышляет нечто подлое. Вот и все. Вы хорошо постарались. Поставьте его, зажгите, откройте банку пива и хихикайте про себя, по крайней мере, весь следующий месяц. О, и дайте мне знать, если вы сделаете такой сами, я бы с удовольствием посмотрел ваши фото. Как говорил Дуглас Адамс: "Собирайте падающие камни, парни", или в нашем случае - кусочки металла. Увидимся! http://www.youtube.com/watch?v=4uxAQuTZ0l8
1 балл
-
Все прекрасно работает. Даже на Canon EOS 400D. А что, камера карту не видит? Рецепта лечения может быть два: 1). Форматирование карты в самой камере. Как правило помогает в 95% случаев. 2). Бывает в камере старая прошивка не позволяет считывать карты большой емкости. Тогда надо обновить прошивку в камере. Прошивка ищется в гугле по контексту canon eos 550d firmware. Оба метода законны, не влекут за собой потерю права на гарантию. Если у кого сложности с фототехникой - обращайтесь, помогу. Я за свою съемочную жизнь сменил десятка три самых разных аппаратов. Сейчас вот даже на старости лет в институт фотографии пошел. :-) Мастерства поднабраться1 балл
-
Ёу, братва! Зацените мой подарок самому себе с отпускных! Долго колебался между ультразумом и "зеркалкой", остановился на крайнем. Теперь судорожно вспоминаю свой детско-юношеские знания в фотоделе, хотя это вряд ли поможет. Но в комплекте два диска, один с "дровами", второй - мануал. Короче, если что - я тут, недалеко, изучаю...
1 балл
-
@АВН, вот, правда, вроде выкладывал это уже, но чтоб люди были в курсе дела, так сказать))) Как со временем аустенитные св. мат-лы проявляются)))
1 балл
-
А нет у меня комментариев к этому.
1 балл
-
как же послабее, если .223 патрон мощнее немного нашего 5,45?1 балл
-
Порошковая проволока ф1.2 Бохлер.
1 балл
-
"Плазморезик",таким не работаем,просто валяется в надёжном месте.
1 балл
-
Шов с обратной стороны получился так:
1 балл
-
Сделал себе поворотный аппарат,доволен как слон. А вот что из этого вышло: З:Ы Выпрямитель ВД-506ДК / св.ап. БУСП-ТИГ/охл. БВА-02 / присадка фиг его знает,стырил с другого цеха,больше всего похожа на калёную чернуху
1 балл
-
http://s017.radikal.ru/i409/1306/98/feaaa7791bf1.jpg http://i053.radikal.ru/1306/cb/74fd8bbc1f4f.jpg http://s017.radikal.ru/i434/1306/c6/8111c118f026.jpg http://s41.radikal.ru/i094/1306/5e/4fe34d1f0a88.jpg http://s020.radikal.ru/i720/1306/32/1c593ecc1339.jpg http://i065.radikal.ru/1306/11/e8095c93caf9.jpg http://s017.radikal.ru/i407/1306/51/28e7a6110ea2.jpg http://s017.radikal.ru/i443/1306/7f/3f7926536761.jpg1 балл
-
нержавейка 12х17(430) бак 100 литровый.
1 балл
-
сегодня мимо проходил. 2008(или 9й)год. прорезка забора/установка больших ворот,реконструкция решеток(в связи с ремонтом все проемы сузились-обрезали/переделывали) и навесик.12X91 балл
-
@koldun_1616, инвертор Blueweld 260 CE, печь из листа 5 мм ст3 СП, лист с осени прошлого года лежал на улице, изделие сделано за день (по продолжительности работы, а так растянулось на 3, то то да сё отвлекало).1 балл
-
Доделал лестницу.
1 балл
-
Сегодня закончил покраску рамок под солнечные батареи .Профиль 40х40х1.5 и 40х20х1.5.Условие от заказчика было только одно:Угол подъёма 33 и 60 градусов.
1 балл
-
ну и я багажничком похвалюсь... из черняги... первый опыт...
1 балл
-
http://www.i-mash.ru/uploads/posts/2013-06/1370584745_sudostorenie.png Состоялось заседание координационного совета по транспорту ассоциации "Дальний Восток и Забайкалье" в Благовещенске(Амурской области).Как сообщило правительство Амурской области и отметили участники совета, основной проблемой в экономике морских и речных перевозок является старение флота. К тому же с 2015 года ужесточаются требования к эксплуатации транспортных нефтеналивных судов. Для обновления флота Дальнему Востоку до 2018 года потребуется строительство 134 судов. "Затраты на их капремонт высоки, к тому же проблему он не решит. Для обновления грузового, танкерного и вспомогательного флота Дальнего Востока и Забайкалья на период до 2018 года потребуется строительство 134 единиц судов. Из них стоимость только 16 сухогрузов - 13 миллиардов рублей", - говорится в сообщении. Практически все заказы готовы взять на себя дальневосточные и забайкальские судостроительные предприятия. В 2012 году ОАО "Амурское пароходство" имело успешный опыт размещения заказа на строительство двух понтонных барж на верфи в Благовещенске. Сроки, стоимость, график расчетов, качество судов в полной мере устроило предприятие. Как отметил замминистра промышленности и транспорта Хабаровского края Богдан Мусянович, без государственного участия, без льгот ни один судовладелец края не сможет самостоятельно обновить флот. и-Маш. Ресурс Машиностроения.1 балл
-
Так, это кто-то из наших рассчитался по проигранному пари???
1 балл
-
Недавно в одной из командировок в один из провинциальных городков, поселились с напарником в гостинице "аля хостел". Устроились, вышли в табур выкурить по сигарете. Напарник стоит, курит, поплевывает в ведро заботливо поставленное местной уборщицей. Когда я разгледел надпись на ведре, и показал его тварищу, он моментально побледнел, сказал- "нихера себе гостиница... " короче вот На деле все оказалось- "Ведро для коридоров", просто может случайно, может какой то приколист повернул надпись под "нужный" ракурс. Потом мы долго глумились над курящими постояльцами гостиницы, показывая то одному, то другому надпись на ведре глядя в их изумленные и растерянные лица.
1 балл
-
Не спорю, не стоит ссорится. Только вот есть одна заковыка... Писать и высказывать мысли и идеи стоит не ради очередного поста по принципу ОБС(одна баба сказала) вводя в заблуждение сотоварищей по форуму. Ведь ради чего здесь люди собираются? обмен инфой. Уточню-ДОСТОВЕРНОЙ, а не по принципу "слышал звон, не знаю где он" Кузнец, не обижайся. Я конечно в Смольном не учился, всю жизнь с металом и слушаю РОК. Выкать могу, только на Руси на ВЫ к врагам обращались... МИР? и на ТЫ?1 балл
-
Жизнь торопит...
1 балл
-
Что то библиотека,как не у сварщиков... Для общего развитияhttp://websvarka.ru/talk/public/style_emoticons/default/cool.gif Щипков М.Д. - Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов.djvu Шоршоров М.Х. - Металловедение сварки стали и сплавов титана.djvu Шоршоров М.Х. - Горячие трещины пи сварке жаропрочных сталей - by weldbook.zxq.net.djvu Шинкарев Б.М. - Сварка строительных металлоконструкций порошковой проволокой.djvu Шестопал А.Н. - Справочник по сварке и склеиванию пластмасс.djvu Шамов А.Н. - Высокочастотная сварка металлов.djvu Чулошников П.Л. - Контактная сварка. В помощь рабочему-сварщику.djvu Чуларис А.А. - Технология сварки давлением.djvu Чернышов Г.Г. - Справочник молодого электросварщика по ручной сварке. 1987 г.djvu Черкасская Л.П. - Сварные базовые детали станков и машин.djvu Чебан В.А - Сварочные работы.djvu Хренов К.К. - Сварка, резка и пайка металлов.djvu Холопов Ю.В. - Ультразвуковая сварка пластмасс и металлов.djvu Ханапетов М.В. - Сварка конструкций с дополнительной порошкообразной присадкой.djvu Фрумин И.И. - Автоматическая электродуговая наплавка - by weldbook.zxq.net.djvu Фролов В.В. - Теория сварочных процессов.djvu Фоминых В.П. - Электросварка.djvu Третьяков Ф.Е. - Сварка плавлением титана и его сплавов.djvu Таубер Б.А. - Сборочно-сварочные приспособления и механизмы.djvu Талыпов Г.Б. - Сварочные деформации напряжения - by weldbook.zxq.net.djvu Сухоруков В.В. - Неразрушающий контроль т.2.djvu Суптепь А.М. - Механизированная сварка порошковой проволокой.djvu Суворов А.Ф. Сварочно-монтажные работы в трубопроводном строительстве 2006.djvu Суворов А.Ф. - Сварочно-монтажные работы в трубопроводном строительстве.djvu Стеренбоген Ю.А. - Электрошлаковая сварка.djvu Соколов И.И. - Газовая сварка и резка металлов.djvu Соколов Е.В. - Справочник по сварке. т.1.djvu Сергеев Н.П. - Справочник молодого сварщика на контактных машинах - by weldbook.zxq.net.djvu Семячкин С.В. - Сварка пластмас в строительстве 1968.djvu Рябов В.Р. - Сварка разнородных металлов и сплавов. 1984.djvu Рыськова З.А. - Трансформаторы для электрической контактной сварки. 1990.djvu Рыкалин Н.Н. - Расчеты тепловых процессов при сварке.djvu Рыкалин Н.Н. - Основы электронно-лучевой обработки материалов.djvu Рыкалин Н.Н. - Лазерная и электроннолучевая обработка материалов 1985.djvu Родин А.И. - Пайка серебряными припоями в пламени газовой горелки.djvu Псарас Г.Г. - Сварщику цветных металлов. Справочное пособие.djvu Походня И.К. - Сварка порошковой проволокой. 1972.djvu Потапьевский А.Г. - Сварка в защитных газах плавящимся электродом.djvu Петрунин И.Е. - Металловедение пайки.djvu Полевой Г.В. - Газопламенная обработка металлов.djvu Писаренко В.Л. - Вентиляция рабочих мест в сварочном производстве - by weldbook.zxq.net.djvu Петрунин И.Е. - Справочник по пайке.djvu Петрунин И.Е. - Краткий справочник паяльщика.1991.djvu Петров Г.Л. - Теория сварочных процессов - by weldbook.zxq.net.djvu Патон Б.Е. - Технология электрической сварки металлов и сплавов плавлением.djvu Патон Б.Е. - Сварные конструкции. Механика разрушения и критерии работоспособноcти.djvu Патон Б.Е. - Машиностроение Энциклопедия т.IV-6 Оборудование для сварки. 1999.djvu Орлов Б.Д. - Технология и оборудование контактной сварки.djvu Оботуров В.И. Сварка стальных трубопроводов 1991.djvu Николаев Г.А. - Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций.djvu Николаев Г.А. - Сварные конструкции. Расчет и проектирование.djvu Николаев Г.А. - Сварные конструкции. Прочность сварных соединений и деформации конструкций.1982.djvu Николаев Г.А. - Сварка в машиностроении. Справочник. Т.4.djvu Николаев Г.А. - Сварка в машиностроении. Справочник. Т.4.djvu Николаев Г.А. - Сварка в машиностроении. Справочник. Т.3.djvu Николаев Г.А. - Сварка в машиностроении. Справочник. Т.2.djvu Николаев Г.А. - Сварка в машиностроении. Справочник. Т.1.djvu Николаев Г.А. - Расчет, проектирование и изготовление сварных конструкций.djvu Никифоров Н.И. - Справочник газосварщика и газорезщика.djvu Навроцкий Д.И. - Расчет сварных соединений с учетом концентрации напряжений - by weldbook.zxq.net.djvu Мельник М.М.- Высокочастотный сварочный аппарат.djvu Мацкевич В.Д. - Сборка и сварка корпусов судов.djvu Малышев Б.Д. - Сварка и резка в промышленном строительстве т.2.djvu Малышев Б.Д. - Сварка и резка в промышленном строительстве т.1.djvu Малышев Б.Д. - Ручная дуговая сварка.djvu Малкин Б.В. - Термитная сварка.djvu Мазель А.Г. Современные способы сварки магистральных трубопроводов плавлением 1979.djvu Мазель А.Г. - Технологические свойства электросварочной дуги - by weldbook.zxq.net.djvu Лющинский - Дифузионная сварка разнородных материалов.djvu Лившиц Л.С. - Металловедение сварки и термическая обработка сварных соединений.djvu Ленивкин В.А. - Технологические свойства сварочной дуги в защитных газах - by weldbook.zxq.net.djvu Левченко О.Г. - Современные средства защиты сварщиков.djvu Лебедев Г.А. - Напыление. Сварка. Склеивание.djvu Лащинский А.А. - Конструирование сварных химических аппаратов.djvu Лашко С.В. - Проектирование технологии пайки металлических изделий.djvu Лашко С.В. - Пайка металлов.djvu Куцук-Яценко В.С. - Контактная сварка ал-ст переходников с использованием деформируемых композитных прослоек (ст).djvu Куркин С.А. - Компьютерное проектирование и производство сварных конструкций.djvu Кулагина М.А. - Основы технологического проектирования сборочно-сварочных цехов.djvu Кудрявцев И.В. - Усталость сварных конструкций - by weldbook.zxq.net.djvu Крюковский Н.Н. - Производство сварочных электродов.djvu Красовский А.И. - Основы проектирования сварочных цехов - by weldbook.zxq.net.djvu Кочергин К.А. - Контактная сварка.djvu Кортес А.Р. - Сварка, резка, пайка металла.djvu Коротеев А.С. - Плазмотроны.djvu Корниенко А.М. История сварки. XV-середина XX ст. -К, Феникс, -2004, 212ст.djvu Кононенко В.Я. - Сварка в среде защитных газов плавящимся и неплавящимся электродом.djvu Комаров Г.В. - Способы соединения материалов из пластических масс 1979.djvu Клюев В.В. - Неразрушающий контроль т.3.djvu Каховский Н.И. - Электродуговая сварка сталей. 1975.djvu Каракозов Э.С. - Справочник молодого электросварщика.djvu Кабанов Н.С. - Сварка на контактных машинах.djvu Иллюстрированное пособие сварщика.djvu Зубаль И.Д. - Сварочный аппарат своими руками.djvu Заруба И.И. - Новые сварочные источники питания. 1992.djvu Закс М.И. - Трансформаторы для электродуговой сварки. 1988.djvu Закс М.И. - Сварочные выпрямители. 1983.djvu Зайцев К.И. - Сварка полимерных материалов 1988.djvu Евстифеев Г.А. - Средства механизации сварочного производства - by weldbook.zxq.net.djvu Думов С.И. - Технология электрической сварки плавлением.djvu Деев Г.Ф. - Дефекты сварных швов.djvu Гуревич С.М. - Сварка химически активных и тугоплавких металлов и сплавов.djvu Гуляев А.И. - Технология и оборудование контактной сварки.djvu Глизманенко Д.Л. - Газовая сварка и резка металлов.djvu Готальский Ю.Н. - Сварка разнородных сталей.djvu Глизманенко Д.Л. - Сварка и резка металлов.djvu Гиллевич В.А. - Технология и оборудование рельефной сварки.djvu Гельман А.С. - Основы сварки давлением.djvu Геворкян В.Г. - Основы сварочного дела.djvu Гатовский К.М. - Теория сварочных напряжений и деформаций.djvu Гапченко М.Н. - Пористость сварных швов и меры борьбы с ней.djvu Выборнов Б.И. - Ультразвуковая дефектоскопия 1985.djvu Вощанов К.П. - Ремонт оборудования сваркой 1967.djvu Волченко В.Н. - Сварка и свариваемые материалы т. 2 - by weldbook.zxq.net.djvu Волченко В.Н. - Сварка и свариваемые материалы т. 1.djvu Володин В.Я. - Современные сварочные аппараты своими руками.djvu Волков С.С. - Расчет и проектирование ультразвуковых сварочных машин.djvu Винокуров В.А. - Сварочные деформации и напряжения.djvu Виноградов В.С. - Оборудование и технология дуговой автоматизированой и механизированной сварки - by weldbook.zxq.net.djvu Брауде М.З. - Охрана труда при сварке в машиностроении.djvu Браткова О.Н. - Источники питания сварочной дуги.djvu Бондарь В.Х. - Справочник сварщика - строителя.djvu Бокштейн О.Н. - Оборудование для контактной сварки постоянным током.djvu Белов А.Б. - Конденсаторные машины для контактной сварки.djvu Бокштейн О.Н. - Оборудование для контактной сварки постоянным током.djvu Белов А.Б. - Конденсаторные машины для контактной сварки.djvu Банов М.Д. - Технология и оборудование контактной сварки.djvu Багрянский К.В.- Электродуговая сварка и наплавка под керамическими флюсами - by weldbook.zxq.net.djvu Багрянский К.В. - Теория сварочных процесов.djvu Александров А.Г. - Эксплуатация сварочного оборудования.djvu Акулов А.И. - Технология и оборудование сварки плавлением - by weldbook.zxq.net.djvu technol_oborud.djvu AWS - Руководство по пайке металлов.djvu Банов М.Д. - Технология и оборудование контактной сварки.djvu Максимихин Б.А. - Пайка металлов в приборостроении.djvu Полухин П.И. - Технология металлов и сварка.djvu Малаховский В.А. - Руководство для обучения газосварщика и газорезчика.djvu1 балл