Лидеры




Популярный контент
Показан контент с высокой репутацией 28.02.2013 во всех областях
-
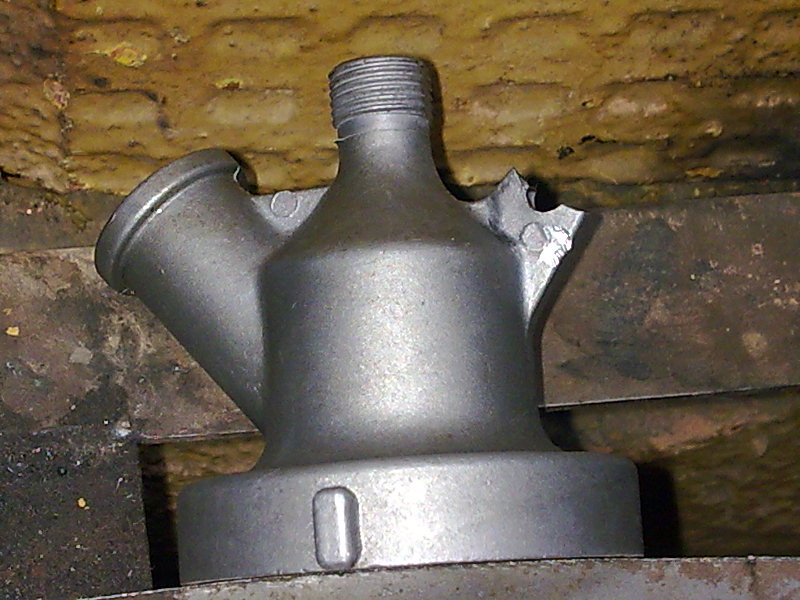
Ну а тут снова я, со своей мелочевкой. Если бы отказался, меня же и заставили бы 200-литровые бочки с маслом ворочать. А так - восстановление проушины насоса-качка для дозирования ГСМ. Наплавка, шлифовка, сверление под винт м5.
 7 баллов
7 баллов -
Циркули.Для резки и для разметки.Следом-для разметки труб 57 и 108.Ну и результаты. Отвлекусь.Толщина стенки.Разница в 0,5 - 1,0 мм вроде бы и не такая существенная,но в ходе сварки ощутима.Ток менять не охота и приходится идти на ухищрения.Та же проблема и с разнотолщинностью,особенно этим грешат наши,российские отводы,даже ГОСТ-овские.А вот китайский фасон ,что по геометрии,что по толщине хороший,правда там металл немного другой(чисто органолептически сужу)
5 баллов
-
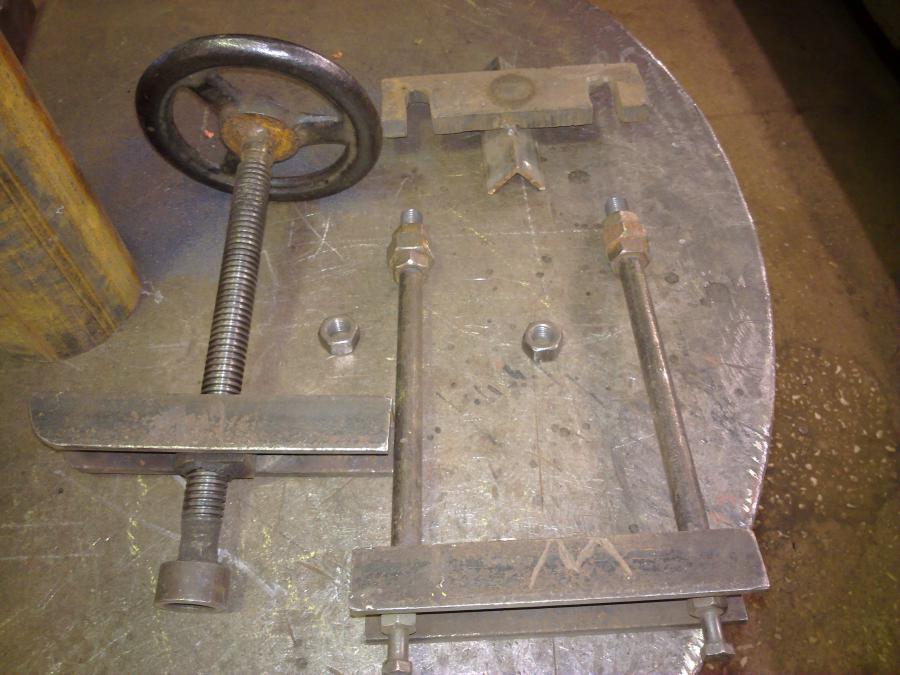
Вчера на Ваш пост ответил,а сегодня мысли терзали,что не так истолковал поставленный вопрос.Если я правильно понял,то суть проблемы в правильной геометрии узла.За размеры уже тему поднимать не буду,из фото будет ясно.Я расчёты веду от центра,будь то труба или "фигура".Постарался привести возможные варианты монтажа отвода и иже с ним.В качестве прижима использовал левую (на фото) деталь.Можно и обрезок швелера,но,на мой взгляд,при зажимании последний "уводит" фиксируемую деталь в сторону.Хотя можно и швеллер доработать,вварив уголок подходящего размера. После выставления одной детали,фиксируем её и только потом монтируем следующий узел.На нижних фото как пример (белая полоса),на что ориентироваться,дабы соблюсти геометрию.Угольник,должен бы в другом положении находиться (но если рез трубы ровный,то и так пойдет). На следующем фото достаточно осевую сверху отбить,"на глаз" Если для монтажа отводы надо "разбить" в противоположные стороны,то выставляем,фиксируем и в путь А это до кучи.Готовые узлы просто спозиционировал для наглядности.Всё тоже самое,"вертикаль,горизонталь и параллель".Ещё и швеллер облегчает задачу,центруя трубы.Только уровнем орудуй. Если на начальных этапах монтажа (при условии качественной подготовки деталей) будет соблюдаться аккуратность (слово то какое),то вся конструкция в дальнейшем,строится как конструктор "Лего",при условии ниличия необходимых знаний монтажа.Ну и оснастки.
5 баллов
-
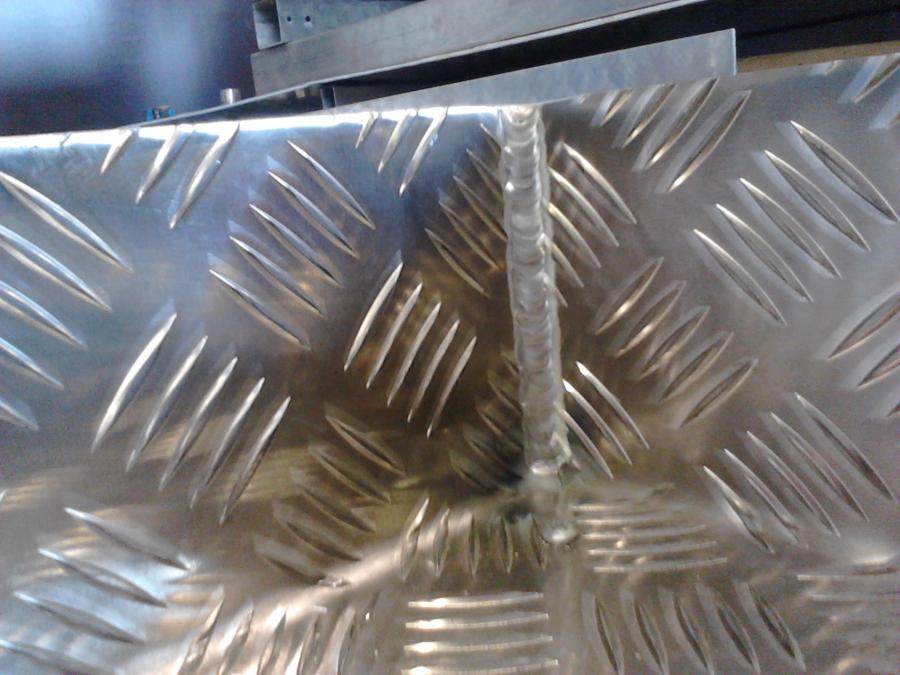
Приветствую всех! Сварка TIG знакома уже не первый год, но варил нержавейку 304 и 316, трубопроводы для пищевой промышленности, конструкциии и т.д. Но вот новый заказ у фирмы, где нужно сваривать алюминий. Рифлёный лист, толщина 5 мм, рисунок не считаю. Не буду описывать всю конструкцию, но это платформа с алюминиевым покрытием. Места, где предусмотренна сварка не должны пропускать воду. Плюс просто несколько листов-изделий для технологических люков. Перечитал форум, нагрузился теорией и стал осваивать новый вид сварки на практике. Пробывал с зачисткой шва, с его разделкой. Прихватки приходится делать оставляя зазор в пару мм, всарка стягивает сильно, не ожидал такого от алюминия. Вопросы: у нас древний апарат ESAB к которому нет ни каких инструкций по настройке. Нашёл на форуме, что удобно подбирать силу тока от толщины материала: 1мм - 25-30А .Работает! А вот что за % регулировки? На балоне редуктор показывает расход в литрах, а не в барах. Сколько нужно? У меня стоит 12-15л. Кто что может сказать по аппарату , ему лет 30... Попробую прикрепить фотографии аппарата, да и сваренных швов. Алюминий варю максимум неделю. Так что подскажите, как лучше начинать и заканчивать. Нержавейку варю в режиме minilog (лучше, чем 4Т, больше функций) , прихватываю в 2Т. Для меня это самые удобные режимы.
5 баллов
-
Иной раз один из элементов стыка имеет фигурный профиль,что снаружи,что внутри.Внутри кромки подгоняю болгаркой,снаружи ничего не сделаешь,переход имеет "форму луковицы".Чтобы во время прихватки ничего не сместилось,имеет смысл сие зафиксировать,прихватить на пятаки в таком состоянии.Разневолить уже после.
5 баллов
-
Мои помощники.От работодателя - одна болгарка Мелкие ключи в прокате.А на другом фото-закрома родины.Но тягать сие добро тяжеловато.Пару труб,4 фланца легко решают эту проблему.
4 балла
-
Фланцы и иже с ними.Чисто фото,объяснений,думаю,не стоит.
4 балла
-
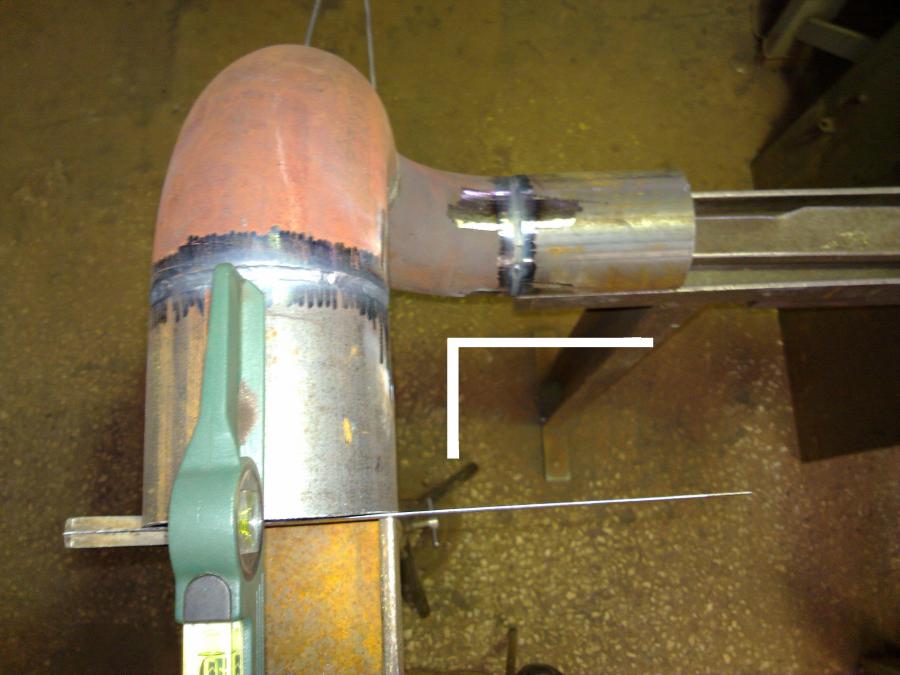
@Васо_29,Зверская толщина.Самое толстое,что мне доводилось резать-это 40-ка (один раз,правда болванку толстенную подфартило помучать,иначе и не назовёшь тот опыт.Диаметр могу показать только руками,как рыбак ) Тоже засвечусь здесь.Корень,труба + отвод,ф 108мм,аргон.
4 балла
-
Продолжу начатое. Внял подсказкам, попробывал изменить окончание, добавляя присадку почти до самого завершения процесса. Вроде как стало получаться. Не скажу, что всегда так, но стремился к 100% результату. Пара фоток с окончанием. Решил заодно и держаки показать: ESAB это от сварочного по алюминию, второй - с моего Kempi MinarcTig 180mlp. Всяко не оригинал, но очень удобный по размеру (чуть ли не в 2 раза меньше) и лёгкий. Но меня ждало не большое разочарование: на материале 5мм стало как бы получаться. Сделав работу, рушил попробывать другой материал. Нашёл рифлёнку, толщина 3мм. Настроил аппарат, сила тока 90-100А, сделал прихватки и стал пробывать варить... Вот помучался: то трещинка образуется в начале, то в конце шва, не поймать скорость, не добиться однородного шва . Помучался с полчасика (мало очень!) но нужно было делать другую работу, оставил пока до лучших времён От чего такая разница? Что делаю не так? Ещё вопрос: после сварки алюминия, сварочный шов чем-нибудь чистят, обрабатывают?
4 балла
-
@АНТОН, Даже комментировать как то неловко.Представляю,сколько геммороя доставляет такая сварка.Я себе готовлю стыки сам,от и до.Мне проще ?! Если бы мне такой стык попался,то я бы честно признался,что такое!!! - я варить не умею,кто собирал,тот пускай дерзает.И прояснил бы,в чём проблема такой сборки:низкая квалификация или элементарный пофигизм.Если первое-то повышай,а если второе,то почему из-за твоего рас-ва я должен страдать?НО это моя позиция.4 балла
-
А мне вот так стыкуют .И с удивлением "Чё, не заваришь?":
4 балла
-
Сегодня,кстати,на работе подумал,что вся эта тема,скорее слесарям-сборщикам подходит,чем сварным.Хотя,опираясь на свой опыт,когда приходится выполнять все операции - от и до самому,то может и не всё так радужно на просторах нашей безалаберной Родины.Потихоньку продолжу. Совсем короткие катушки и единичные негабариты обрабатываю на столе.А когда всего валом,то перенастраиваю немного "винт".По времени занимает пару минут,но подспорье весомо. Вдогонку с зазорниками дополню тему.Разные толщины и "ширины".Вырез-чтобы напильником выбивать.Той приблудой,что с лопаткой,удобно и зазор расширять,забивая туда,и отжать ,если что.
4 балла
-
Когда указывают на чертеже катушку-с одной стороны фланец,а другая встык и размер 150,то я откидываю только на фланец (на подкладное кольцо) 5мм На зазорах ставлю 3мм,в ходе сварки зазор стягивает,что нередко болгаркой разделываешь стык.А 2мм "лишних" в общей массе затеряются без каких-либо последствий для конструкции и никакой мороки в момент подготовки катушек.Если бы мне на токарном всё это дело готовили или на "Фишере",то тогда имело бы смысл гнаться за такой точностью.Ну а так,"хэнд мэй",какая тут уж точность. Раньше пользовался такой стойкой при монтаже пространственных конструкций,потом упростил это дело до отрезка трубы со струбциной да тальрепа с цепочкой (на ранних фото присутствуют оба варианта).Ксати,неплохо помогает при монтаже врезок в трубу,когда в "одно рыло" мостишь.Болты-для фиксации трубы(до 57мм)А так можно слегка доработать зазор перед прихватыванием.
3 балла
-
Болгаркино место.Всё под рукой и не соскочит.Там же и держаку место было изначально,но потом предпочтения,в плане удобства, изменились и место ему нашлось на опоре. Очередная функция стола.И одна из опор. Стул.Просто стул.Иной раз приходится варить сидя-честно говоря,не люблю,обычно "на нагах" работаю.Но.Если надо преклонить колени пред стыком,то стул можно и уронить и поставить колено не на пол,а на спинку.На неё можно и сесть,оперевшись и о сиденье или спиной,или рукой-в зависимости от обстановки.Мелочь,а удобно.
3 балла
-
Ну и несколько слов о МФУ "Стол".Чисто фото. Ну пока всё,поделился всем,чем мог.На данном этапе.По мере продвижения буду пополнять тему и процессом монтажа,и очередными "Прибамбасами".Всем спасибо за внимание!
2 балла
-
@laguna, время спада было больше. Но возникала такая ситтуация: при окончании сварки дуга гасла, как положено. Казалось бы всё и вдруг - как взрыв! Конец шва, как губка, вокруг шва сизо-серый налёт. Что это? Время продувки газа,не много меньше времени спада тока,(газовый клапан закрылся раньше,чем погасла дуга)-"что то не в порядке с крутилочкой,слева от регулятора силы тока".... а швы замечательные,обработка не требуется ...."так держать"....2 балла
-
Как вариант - хомяк в приделанном к валу колесе сонтиметров пятьдесят так в диаметре. Электричества нет, заводить не надо2 балла
-
Приятно работать с чистым алюминием,нижние ручки похоже время нарастания и спада тока(заварка кратера).Время нарастания уменьшить,спада увеличить.В конце шва чуть больше подать присадку,чтоб не было кратера шва.Рифленка листы похоже 5356,такую и присадку надо.Если неволить струбцинами ведет меньше.2 балла
-
@afftagen, Я когда первый раз читал тоже плакал и воздуху не хватало ржать))) Свежее из тырнета.
2 балла
-
Сегодня ремонтировал опору под стрелу от фишки.
2 балла
-
У нас были турбо,дональд и шарики.Руб педесят, руб, http://doseng.org/uploads/posts/2011-01/1296339976_39b8f90e112e-6.jpghttp://img3.imgbb.ru/e/0/9/e0986847c9508c11ff737c6941be7f1a.jpgпедесят копеек.2 балла
-
Наткнулся вот... Безмятежные 70-80 вспомнил. Мы во дворе копили "фантики от жувачек", настольгия...
2 балла
-
@vnuk, На 219-й зазор 4мм,потому как и толщина приличная-5мм,и соосность оставляет желать лучшего-кромки вывожу болгаркой,чтобы не сильный перепад был,а при таком зазоре всё,что не в плоскости выводится в нормальный корень,да ещё и с усилением.К тому же в ходе сварки зазор стянет до 3мм,присадка у меня 2,4.Так что в этом "сюжете" тупо классика и контролируемое формирование.А вот на 57 и 108 всё идет комбинированно.Где то в зазор варю,а если зазор ушёл,то ток накидываю и "мелким шагом" двигаю вперёд.Присадку сильно не упираю,но нажим небольшой присутствует.Это 108-я Я уже до того привык корень аргоном делать,что,думаю,если снова перейти на электроды,то на целую смену можно катушки готовить для тренировки.
2 балла
-
@vnuk,Поздравляю!У меня тоже в начале февраля переаттестация была,но поскромнее,КО и ГО,РД,просто РД .Аргоном "вне закона" варю...Тройник 219-й,"незаконная сварка"
2 балла
-
2 балла
-
Сегодня латунный самовар привезли. рАДС Ток 60 А спад 3 сек. фото не очень с телефона.
2 балла
-
Попытки усовершенствовать рабочий процесс,равно как и облегчить условия труда,заставляют серое вещество искать пути к воплощению этих идей.И создаются всякие прибамбасы-одни удачные,другие -нет,но даже если результат не тот,что ожидал,это тоже "мясо".Иной раз неудачный эксперимент даёт совершенно новые идеи.Все мои приблуды делались под себя и под цеховые условия,но непохо себя зарекомендовали и на диких просторах.Время от времени буду пополнять тему экспонатами,потому что в силу обстоятельств что то пылится в углу,что то уже забыто,да и со временем начинаешь обходиться малым.А когда только начинал осваиваться в новой профессии,то идеи так и пёрли-сказывалось и отсутствие опыта,и смутное представление процесса,и неправильная установка работяг старой закалки (хотя и у них опыта набрался).Может кто то для себя найдёт что то интересное или же,наоборот, подкинет идею.Так что,господа-сварщики и иже с ними,не стесняемся.Всем спасибо за внимание. Никакой системы в порядке файлов не предусматривается.Кинул,в двух словах-что о чём и для чего,если будут вопросы-ответ. Это мой "четвероногий" друг.Стол.Ног гораздо больше на самом деле,но это не важно.Весь процесс крутится вокруг него.Устойчив,зафиксирован и выставлен в "0"(рабочая часть).Зафиксировав трубу таким образом,можно уверенно обрабатывать трубу большой болгаркой -и торцевать,и снимать фаску,не боясь получить по конечностям.Хотя,таким макаром болгаркой не работают,но другой альтернативы нет . Это уже другая вещь."Создавалась" под воротниковые фланцы (потом изображу в действии),но потом она обрела себя и в других областях.Высота,как и фиксация к столу осуществляется струбциной. Для удобного расположения и фиксации коротких катушек и фасона,добавил пару элементов: Несколько моментов монтажа: Этой штукой размечаю трубу под резку.Альтернатива ленте.Имею такую на 57-ю и 108-ю трубу.На большие диаметры использую ленту,а для мелочи очень удобно и быстро. Пока всё,а пост уж слишком длинный получился.
1 балл
-
@аргонавт, деньги-то вернули? с сайта Фин.Лента: Правоохранительным органам и службе безопасности Сбербанка РФ удалось пресечь деятельность группы мошенников, подозреваемых в хищении денежных средств со счетов клиентов банка. По предварительным оценкам, ущерб от их деятельности оценивается более чем в 50 млн рублей."Установлено, что в группу входили бывшие и действующие сотрудники подразделений Сбербанка России, а также руководители ряда коммерческих организаций, задействованных в противоправной схеме", - отмечается в сообщении Главного управления экономической безопасности и противодействия коррупции (ГУЭБиПК) МВД России. Выяснив, у кого из клиентов банков на счетах лежат достаточно крупные средства, злоумышленники оформляли на их имя зарплатные банковские карты, получая их по фиктивным доверенностям от руководителей специально созданных организаций. После этого деньги со счетов жертв при помощи электронной системы "Сбербанк-онлайн" и удаленных каналов обслуживания переводились на вновь открытые мошенниками карты и обналичивались.В результате проведения обысков в местах жительства и пребывания подозреваемых, а также в арендуемых офисных помещениях изъято более ста поддельных расчетных пластиковых карт, более тридцати печатей различных юридических лиц, документы финансово-хозяйственной деятельности ряда коммерческих структур, свыше двадцати сотовых телефонов, средства видео фиксации и компьютерная техника."В ходе оперативно-разыскных мероприятий задержаны трое активных участников группы. Установлен организатор противоправной схемы – ранее судимый житель Нижнего Новгорода. Он также подозревается в незаконном обналичивании денежных средств для коммерческих организаций, осуществляющих свою деятельность на территории Приволжского и Центрального федеральных округов", - отмечается в сообщении ГУЭБиПК.В отношении подозреваемых следственными органами возбуждено уголовное дело по признакам преступления, предусмотренного ч.3 ст.159 (мошенничество) Уголовного кодекса РФ.В настоящее время продолжаются оперативно-разыскные мероприятия, направленные на выявление и пресечение дополнительных эпизодов противозаконной деятельности подозреваемых, а также установления местонахождения остальных преступников."Большая часть денег уже возвращена гражданам, пострадавшим от мошеннических действий. После проведения дополнительных проверок по остальным эпизодам всем потерпевшим будет возмещен ущерб в полном объеме", - заверили в пресс-службе Сбербанка.1 балл
-
У нас зачищают кордщёткой,в некоторых сферах травят.Чтобы трещинка не образовывалась,нужно начинать чуть впереди,а потом возвращаться к месту откуда нужно варить.Перед сваркой иногда шабрят или травят,но это зависит от условий и требований.1 балл
-
@Беня, Вроде мусолят мусолят этот закон, а все никак. Это самое правильное-расчет по недельно. Восемь лет так работали. Тем паче что неофициально. Не отпускных, не больничных ничего. И не сказать что прям шикарно. В сезон вроде нормуль а с зимой на круг в районе двадцатки. На весну куча предложений аля всю неделю по 12 часов причем от хороших знакомых которые желают мне добра. Благодетели ети их мать. Правильнее всего исчислять зароботок в рублях в час. Если оклад. А в месяц там как обещают, это всегда почти слишком растяжимое обещание. Потому что в месяце в среднем 30 дней по 24 часа. Так что можно 20 по 8 отработать, а есть маза за те же деньги и все 30 по 12-14 часов. Во время последних непоняток с деньгами я спросил у начальника. Прямо спросил. Где та грань когда вы из людей в начальство превращаетесь? Ниче не ответил! Попал по наитию одного придурка в командировку. Не инструмента не материала, только требования и сроки. Не свалил только что бы заработанное забрать. И то забирал с трудом, без договоров же работали. У нас не только с начальством ухо в остро держать надо но и с некоторыми коллегами. Есть тип товарищей любящих понарасказывать ни вчем не убедившись, а мож и за долю малую от начальства. Кто знает, чужая душа потемки.1 балл
-
На работе все смотрю хожу швы, кто то на варил. 7 толщина трубы, а замер ширины шва сделал 9-10 мм. Ну как то хлипковато, как я называю. Пошли и у меня такие стыки в работу. Сделал облицовку и вот 15 мм ширина шва. Задался вопрос мне, Почему такой шов широкий. Говорю по 2 мм не сторону звезд максималка на кромку. Спрашиваю, есть технологическая карта. Стали разбираться, 7 мм толщина трубы 12-15 мм ширина шва, Ну ни как не 9. Оглядели сколько наварено швов и промолчали. В молчании своем осознали, что это брак1 балл
-
Если он у вас так выглядит через 30 лет то думаю, что прослужит вам еще столько же. На последних фото швы отличные.1 балл
-
С позволения добавлю про седьмую винду. Распаковываем архив. Находим в папке файл поехали.exe. Жмем на него правой кнопкой мыши и в открывшемся окне нажимаем на "свойства " в самом низу. В новом появившемся окне помечаем вкладку "совместимость" и ставим галочку напротив "Запустить программу в режиме совместимости с" , во вкладке выбираем " виндос хр (пакет обновления 3)" В нижнем правом углу жмем "применить" а потом "ОК" Скриншотики прилагаются. За прогу спасибо преогромное!!!
1 балл
-
Когда нечем, то приходится отбивать тем, что есть под рукой, болт, арматура и т.п., но это не есть хорошо.1 балл
-
Разве можно так с людьми! Продают как с целой колбасой а на самом деле... Куда мир катится!
1 балл
-
Это видимо просто перестраховка производителя низкокачественной техники. С электрической точки зрения, заземление независимого сварочного источника тока не более, чем абсурд. Нет, конечно, если кто то захочет тыкать электродом на фазу сети, то тогда наверное это требование будет оправдано. Я тут накидал рисуночек, посмотрите, подумайте. А вот, что пишут о генераторах Хонда в разделе "ЧТО ОТЛИЧАЕТ ГЕНЕРАТОРЫ HONDA" пятый пункт. http://www.moto-mark...tion.shtml#what
1 балл
-
@Helper, нет эквивалента - точками уже хорошо. В непомню каком году форсировал болото в районе Поломениц, с тех пор эти часы ни одна мастерская не берётся отремонтировать.Э-э-э нет,берутся - но после повторного обращения отказываются.Тоже "Япония - Филип Персио", противоударные,до 100 метров влагозащищённые,подсветка и т.д. - "не можем отремонтировать",так и лежат.
1 балл
-
Как говорят,сибиряк-не тот,кто не мёрзнет,а тот,кто тепло одевается...Вот он,сибиряк,во всей красе: http://img-fotki.yandex.ru/get/5634/88923973.0/0_859dd_dd9f768f_L.jpg Что-то начальство меня пожалело и отправило на "тёплую квартиру".Дело в том,что вокруг руководства любой мало-мальски приличной строительной компании вьётся целый сонм "блатных нищих".Вот на такую квартиру к "нужному человечку" я и был отправлен.С целью заменить стояки водоснабжения и канализации,установить "полотенчик".Ну,погрелся под потолком: http://img-fotki.yandex.ru/get/6440/88923973.0/0_859eb_63a76d59_L.jpg http://img-fotki.yandex.ru/get/5647/88923973.0/0_859ec_e1e38181_L.jpg Помесил эээ...глину,вопчем,в подвале.Вот результаты: http://img-fotki.yandex.ru/get/6702/88923973.0/0_859ed_52557be5_L.jpg http://img-fotki.yandex.ru/get/5641/88923973.0/0_859ef_56486894_L.jpg http://img-fotki.yandex.ru/get/4116/88923973.0/0_859f0_43d6f720_L.jpg Кто-то напел хозяину,что автогеном варить трубы-кошерно,а электродом-некошерно...А меня автогенить несколько притомило...Пока хозяин не видел,я быстренько взялся за более привычный инструмент: http://img-fotki.yandex.ru/get/4117/88923973.0/0_859f1_879ba2d7_L.jpg Ап!Ну вот и врезка готова! http://img-fotki.yandex.ru/get/4121/88923973.0/0_859f2_8488d434_L.jpg1 балл
-
И ещё
1 балл
-
Светлана Соколова Сидорова http://www.stihi.ru/2008/09/11/965 В нашей стране множество профессиональных праздников: день учителя, строителя, ЖКХ, медика... Интересно, а есть день сварщика? Это стихотворение для вас, настоящие мужчины! ) Металл варить - нелёгкая работа: На высоте, на море, под землёй… Под силу тем, чья гордая порода С умом холодным, крепкою бронёй. Аргона плазма режет, плавит… Жарко! Рождая искры в огненном жерле, Накалом сталь соединяет сварка - Дуги струя в вольфрамовой игле. Хватило б сил и пламенного сердца Её напор умело обуздать. Огонь в руках: держать и не обжечься! – Тут ловкость мастера, привычка, стать! Сберечь глаза от ультрафиолета - Тех самых «зайчиков» и, не спеша: Ровнее шов, немножечко секрета... Под маской сварщик – тонкая душа.1 балл
-
Да, у них вал обратный надо, но и аппараты у них мощнее. Как то выкладывал в посте стык обратного валика способ сварки в слепую, но мне машину надо по-мощнее. Способ этот хорош тем, что как из под машины шов идет, высокий ампераж и скорость сварки с давлением на присадочную проволоку, но это уже тема РАДС.
1 балл
-
Как то давно, лет мне было 27 и просил Всевышнего помочь понять в моем ремесле. Еще тогда мне стали сниться сны, сварочная ванна и по разному вразумления различные, за что премного благодарен Ему. И вот на днях без всяких просьб, по причине работы на РД мне вновь приснились 2 сна по вразумлению по сварке и правильной сварочной ванны. Кто то варит и я смотрю в маске, сварочная ванна, как в 3D, металл расплавлен хорошо и вращается от шагов электрода. Вижу всю картину и осознаю сполна корректно, глаза понимают, разум внимает, откладывается в историю. Электрод, левой, правой, словно шагает вперед, словно 2 ноги у него, идет спокойно, ровно и в одном такте. Проснувшись только на работе вспомнил о сне и вперед применять, но столкнулся с проблемой, разум не в согласии с глазами и руками, 3 в одном не работает, что то не то, чешуя большая и не ровный шов. Электродов еще не подвезли и все бросил в тот день. Вроде все понятно, а не так и просто. И вот вижу второй сон, стою я у трубы и вижу шов и то что увидел в этот раз, не приходило на ум и не могу даже объяснить, как это и что это. С правой стороны от меня с 3 метров высоты примерно появился красный луч прямо из пустоты воздуха и отправился на сварочный стык и начал его плавить. Причем я стоял и смотрел без маски, луч бил прямо в центр сварочной ванны и не было колебательных движений, ванна поднималась ровно, закрывая обе кромки, тащился горячий красный шлейф за ней и тогда я вспомнил, что умел и то, что открыто было мне в прошлом, да это же как полу автомат, прямо сопло, сварочная проволока точно в центр и св.ванна, спереди допустим 7 мм вперед и столько же назад и катится расплавленное яичко вперед. Когда прозвучало слово эврика в моем сознании, я попытался сфотографировать загадочно-прекрасный и поучительный луч, но не нашел телефон и проснулся от того, что потерял На работе применил данное учение и выложил на теме ММА (РД)фото стыков РД Правда на 4 с минусом пока по моей оценке, но это первые 2. Если не сорвут с этой работы, будут лучше. Главное понял. Я не знаю, сочтете и посчитаете меня не нормальным, Ваше право. Говорю правду о снах и благодарю Того, Кого просил.1 балл
-
Очень простенькая конструкция- шампуры, вертела и раскладные стоечки, всё умещается в компактный чехольчик от шланга турб.адфло. Вертела очень занимательная приспособа, советую, мне привез образец дружок из Ангарска. Такие можно сделать из электродов различного диаметра, даже для курицы.
1 балл
-
По мне лучше по решению суда делать так- в голом виде на центральной городской площади приковывать директоров подобных шараг вместе с учредителями к столбу и вешать на грудь таблички-"Он НЕ ЗАПЛАТИЛ ЗАРПЛАТУ сотрудникам!!!"....Сегодня довереное лицо получило деньги-звонит мне-шарашники требуют договор принести,они мол его переделают и отдадут-иначе денег грозятся не дать-говорю-пошли их вежливо на... и уходи,пусть мне звонят---перезванивает через пару минут-деньги отдали в конверте,просили,чтобы ты по приезду к ним зашёл-сейчас,думаю,разбежались-получите вы от меня от мёртвого осла уши-через суд...1 балл
-
Заметил последнее время очень много развелось дилетантов, многие знают сколько сегодня получает хороший сварщик и лезут. Это понятно, всем жить хочется лучше. Приехали вот буквально не так давно на молочный завод именно они и увидев действительно сварщиков спрашивали, а сколько вы лет работаете, когда получив ответ, отвечали, самоучки мы. Швы черные, просто удар видеть это, проссАли многие из их стыков после отъезда. Беда в том в россии, что утраченна хорошая школа сварки, начальству плевать, как и кто варит, ставка как у дилетанта, так и у специалиста одинаковая. Качество св.соединений очень снизилось. Честно сказать именно при таких обстоятельствах чувствую себя ущербно, видя стыки дилетантов и зная, что получают они так же.1 балл
-
Снова приборы с 13 х 18 . раньше варили без поддува . но и возврат бывал . аргон не жалею так что перестраховался . ток на трубки 20 ампер . Некоторые детали отжигают в термичке .после сварки начинает магнитить сварной шов . Мешает работе приборов . .
1 балл
-
Хоть вопрос и не ко мне, вот фото двух модификаций, одна подключается к любой буржуйке с хорошей тягой, другая работает сама по себе, но тяга тоже нужна.
1 балл
-
Зашел в магазин, описал суть того что планирую делать начали мне предлагать вот такой аппарат: СВАРОЧНЫЙ ИНВЕРТОР СВАРОГ TIG 200P AC/DC (R60) В силу вышеизложенного:у кого какие комментарии, с учетом того, что изначально думал совсем о другом? Еще немного почитал и пишут что алюминий варят как при помощи MIG так и при помощи TIG, какие плюсы и минусы?1 балл
-
Доброго времени суток. Про нержавейку много сказано на форуме, но в основном частные случаи,хотелось бы полностью раскрыть сей вопрос .За сочинения у меня и в школе двойки стояли, пишу как умею,а там глядишь народ поддержит)) Всякое дело начинается с подготовки и нержа не любит грязи и смещений, причем от грязи снижается "смачиваемость" и металл приходится буквально вдавливать в корень, в то время как на чистых поверхностях и газе, металл сам "бежит" по зазору. Нержа так же не любит прямой дуги--я лично передаю тепло дуги через расплавленную присадку, стараясь не касаться основного. Она прекрасно варится без зазоров и по наружнему виду ванны можно видеть, что происходит внутри--объясняя кому нибудь этот эффект, привожу пример с мыльным пузырем в пластмассовой хреновинке ( с детства не знаю как она называется)) , при первоначальном разогреве ванна начинает "колыхаться" как тот мыльный пузырь--значит металл проплавился насквозь и можно вести горелку дальше. Под это дело распространена сварка на "УС" . что облегчает сварку даже не опытным людям. После постов Vnuka начал обкусывать окисленные кончики присадки, что не маловажно, ну и где возможно использую "батерфляй"--отттчень он приятен нерже. П.С. Ежель тема разовьется, то ещё чего вспомню.
1 балл
-
Господа доброго Вам времени суток Мне кажется немного отошли от вопроса сварного. Я вот уже 20 лет варю трубы в строительстве,зачастую электроды марки уони13/55 без отрыва в любом пространственном положении с подбором тока зазора и т.д. Для подбора непосредственно на месте использую самодельный реостат(гитара)Собственно моё мнение Это чутьё металла,(его текучесть) координация движений и скорость перемещения электрода.В общем-то не у всех это получается при всём желании наверно не всем это дано(моё мнение) О поворотных стыках я не говорю, это не серьёзно.1 балл