Лидеры




Популярный контент
Показан контент с высокой репутацией 30.01.2013 в Сообщения
-
Не будет. Аппарат забрали хозяева. Успели только попробовать сварку полуавтоматом и пару раз электродом чиркнули. Полуавтомат на проволоке Св08Г2С 0,8 мм в углекислоте - очень хорошо, мне лично понравилось. 1,0 мм - уже хуже, 1,2 не пробовали. Электрод попробовали тройку. Очень посредственно, большое разбрызгивание. Те же китайцы варят лучше.4 балла
-
Да,ребята,фоток от Вас не дождаться.
 2 балла
2 балла -
Пока удалось "исследовать" только два образца порошковой проволоки: 1. 0,8 мм, итальянского производства; 2. 4 мм, произведённую неизвестно где, кем и по какой технологии. Короче, порошковой проволокой 0,8 мм без осциллятора варить невозможно - она прилипает к изделию, разогревается по всей длине и рвётся. (Видео об этом выкладывать нет смысла, всё и так понятно). Партия порошковой проволоки диаметром 4 миллиметра, кусок которой был "образцом №2", была признана подделкой, совершенно негодной для сварочных работ. Она долго валялась на складе, потом её стали использовать как вязальную проволоку. Так она ко мне и попала. Дуга горит нестабильно, часто обрывается - наполнитель плавится медленнее металлической оболочки, на конце проволоки образуется токонепроводящий нарост. И почти весь металл расходуется на разбрызгивание. http://youtu.be/5p6Q5r6U3fY2 балла
-
Е6013, ОК46.2 балла
-
Здравствуйте, товарищи сварщики и к ним примкнувшие! Давненько я здесь не был - тему конкретно подзас.....ли наполнинли содержательными материалами и пришпили в топ :о) Хоть и с некторым опозданием, но разрешите поздравить с Днем сварщика Я нынче с удовольствием признаю: Вы превзошли всех нас трудом своим – Поверхности легко соединяя, Вы новые даете свойства им! За то, что недоступны Вам затменья, Вы благодарны быть должны судьбе! С Днем сварщика примите поздравленья! Храните искру Божию в себе! http://www.supertosty.ru Вот и у меня рука потянулась к УШМ и держаку, ну короче взял трубу нарезал кусочками и сварил. Плохое показывать не буду, покажу только лучшее Труба 45 мм, электроды R-143 FoxWeld Турция 2 мм, ток - 35-40А. "Прессанул" стыки столбом воды 500 мм, в первые раз кое-где потекло, второй раз заварил - сухо. Мотаюсь по электростанциям пока как инженер, эксплуатация жалится, говорит что главные паропроводы ПТУшники варют... Может и мне замахнуться?
2 балла
-
hau, так будет продолжение? Или в процесс вмешались люди, которые очень сильно не хотят, что бы кто-то знал, какое фуфло им впаривают под суперпуперсварочником?
2 балла
-
2 балла
-
Сварка автогеном самая востребованная в сантехнике:
1 балл
-
Пролистывая страницы данного форума,заметил,что в разных темах,нет-нет,да и всплывают сообщения,напрямую к этим темам отношения не имеющие,но содержащие разрозненную информацию о трубах в сантехнике.Чтоб не оффтопить и не засорять темы,а заодно как-то систематизировать информацию по трубам,сподвигся на создание данной темы.Как говорится,добро пожаловать! Имея опыт работы конкретно в сантехмонтаже 14 лет,поделюсь своими наблюдениями и личным опытом. Итак...Со сталью,думаю,почти всё ясно.Ну,или почти всё... В плюсе-дешевизна материала,надёжность и терпимость к разного рода сюрпризам эксплуатации (скачки температуры и давления),высокая механическая прочность. Минусы.Соединение на резьбе,особенно в больших количествах и,учитывая отвратное качество ныне производимых чугунных и латунных фитингов (привет братьям-китаясам...)-тот ещё секас...Сварка-процесс непростой,с кандачка не одолеешь.Опыт и ещё раз опыт.И оборудование надо для сварки габаритное и недешёвое.Да и сами трубы в последнее время всё чаще стали попадаться с браком,особенно,шовные.Коррозионная стойкость тоже ухудшается.Думаю,всем сантехникам встречались трубы 60-х,70-х гг,а то и раньше сделанные,насмерть забитые,но без сквозной коррозии.Более свежие трубы зачастую дают течь через 5-6 лет...Как-то не кузяво...Конечно,последние две проблемы имеют дисциплинарный характер,но нам-то от того не легче. Прогресс на месте не стоит и рынок наполнился материалами,имеющими высокую коррозионную стойкость,простыми и дешёвыми в монтаже и имеющими пониженные требования к квалификации сантехников и сварщиков.Исторически раньше у нас появился металлопластик.С него и начнём.Сама металлопластиковая труба дешёвая,гибкая,коррозионно-стойкая.Коэффициент линейного расширения-как у стали,т.е.,с температурной компенсацией длины можно особо не заморачиваться.Фитинги существуют в двух вариантах стыковки с трубой:обжим пресс-клещами и обжим накидными гайками.Обжим клещами более надёжен,но в малых масштабах невыгоден из-за цены инструмента.И само соединение фитинга с трубой-неразборное.Если что,только отрезай и устанавливай новую деталюшку.Обжим накидными гайками более популярен именно при небольших объёмах работ и практически полном отсутствии опыта.И инструментов нужен рекордный минимум.Ножницы для резки труб (пойдёт даже ножовка),да пара разводных ключей.На этом плюсы металлопластика заканчиваются.Металлопластик хорошо переваривает холодную воду.С горячей-не всё так гладко.Гарантированно он держит до 65 градусов,а дальше-как карты лягут.Много зависит от качества самой трубы (а оно весьма разнится),уплотнений фитингов и грамотности монтажников.Я в своей практике уже много встречал аварий именно на отоплении и ГВС,где трубы выполнены в металлопластике.Есть ещё одна проблема,связанная с проходным сечением фитингов.Допустим,сама труба вполне соответствует по своему сечению.А вот проход в фитинге-эдак в 2 раза меньше.Ладно,когда смонтирована времянка с несколькими фитингами.А если-целый дом,где их-сотни?Из-за такого количества дросселей от напора на входе в конце остаётся пшик...Впрочем,в таком случае дешевизна очень относительная,так как сами фитинги стоят не 2 рубля.Встречал случаи,когда сделать дом\коттедж медью вышло бы дешевле...Посему,я монтажом металлопластика почти не занимаюсь,предпочитаю иные композитные материалы.Исключение-тёплые полы в коттеджах,где температура и давление невысокие и всегда под контролем. Собственно,о меди.На рынке она появилась параллельно с металлопластиком,но учитывая её цену и малый опыт монтажа,она оставалась вешью в себе.Так,чисто для пацанов...Позже плюсы меди расчухали и процесс пошёл.А что,коррозионная стойкость высокая,фитинги относительно дешёвые.Можно спокойно хоронить в штробе.Сечение соединениями не заужается.Самих фитингов-на любой вкусТруба отлично противостоит температуре и давлению.По этим позициям впереди-только сталь.Композиты-аутсайдеры.Соединение труб-в трёх вариантах.Обжим.Популярен ту низкоквалифицированных монтажников.Так же,как и металлопластик,по тем же причинам.Но,фитинги дорогие.Пайка оловянным (мягким припоем).Проста ,дешева и относительно надёжна.Важны аккуратность и тщательность при подготовке и пайке.Фитинги стоят дешевле,чем на обжим.Данный способ пайки медных труб-самый распространённый.Требует самой простой пропановой горелки.Пайка медными припоями.Обладает очень высокой надёжностью,но требует повышенной квалификации (ибо по процессу ближе к газосварке) и пропан-кислородной,или,хотя бы,ацетилен-воздушной горелки,дающей большую температуру.Данный способ,в основном,практикуют монтажники климатического оборудования.Они же,для предотвращения окисления труб изнутри в процессе пайки,продувают их изнутри инертными газами (в основном,азотом и аргоном).В сантехмонтаже это не шибко актуально и выполняется чаще по прихоти богатых заказчиков (было бы предложено).Медью я работаю помногу и с удовольствием.Предпочитаю пайку жёсткими припоями. Гофротруба нержавеечная.Её появление сантехники восприняли с особой радостью.Коррозия пофигу.Температура-тоже.Гнётся на раз-два руками и под любым углом.Фитингов-минимум и они не заужают сечение.Стыковка-накидной гайкой и уплотнение силиконовыми манжетами.Мечта!И начали лепить гофронержу,куда можно и нельзя,напрочь забыв про то,что гофрированная поверхность создаёт нехилое гидравлическое сопротивление...Отсюда проблемы в системах отопления и водоснабжения (особенно,с высоким расходом воды).Я применяю гофронержу в нескольких случаях.Её применение связано со способностью данной трубы сжиматься и изгибаться.Например,при монтаже и обвязке канальных и подвесных калориферов в системах приточной вентиляции.В этом случае труба сглаживает вибрации от вентиляторов и не даёт расшатать соединения с магистралью.Также это практикую при обвязке медицинского,пищевого и прочего оборудования,при работе которого присутствуют вибрации.Ну и,само собой разумеется,при обвязке гидромассажных ванн,душевых кабинок и прочего сантехоборудования,которое запитывается скрытой подводкой и,при том,от случая к случаю (при ремонте и обслуживании),передвигается и разбирается.Разного рода гибкую подводку из резиновых шлангов в оплётке ставлю только на смесители,да и то,чаще (если клиент согласен),выполняю подключение гибкой медной трубкой ф 10 мм.Знаете ли,люблю спокойный сон. Композитные (полимерные) материалы. Полиэтилен низкого давления (ПНД).Чёрная полиэтиленовая труба.Применяется для холодной воды.К коррозии равнодушна.Пластична (в известных пределах).Лёгкая и дешёвая.Стыкуется на обжимных фитингах,которые нисколько не заужают сечение.Обжим применяется до диаметров 65 мм.Высокое давление обжимные фитинги не держат.Впрочем,на холодной воде оно бывает редко.Для больших диаметров-только сварка.Сварка стыковая применяется,в основном,при укладке труб под землю.Особенно это актуально при бестраншейной укладке,чтоб при протяжке трубы ничего не мешало.Разного рода ответвления,изгибы и примыкания сначала выполнялись через стальные тройники,отводы и переходы сталь\ПНД типа "ёрш".ныне от таких "сборных фитингов" отказались.Нафиг в трубе коррозионно-нестойкий участок?Широкое применение получила муфтовая сварка электромуфтами.В муфту вделана нагревательная спираль.Муфта с натягом напрессовывается на трубу и фитинг (отвод,тройник,переход сталь\ПНД),подключается аппарат для нагрева и по соответствующей программе выполняет прогрев.Стык готов.Сейчас электромуфтовым способом соединяются и мелкие трубы ПНД.Да,стоит оборудование немало,электромуфты-тоже не копейки,зато надёжность-выше всяческих похвал.Кроме укладки магистральных водоводов,ПНД применяется даже для подвальной разводки холодной воды в многоквартирных домах (бюджетный вариант) и обвязке систем водоснабжения в бассейнах,на водоочистке.Также,при обвязке бассейнов применяют фитинги,приклеиваемые к трубам.На небольших давлениях и температурах работает,но очень тщательно надо зачищать,обезжиривать и промазывать клеем стыкуемые поверхности.Поэтому,склейка полиэтилена-удел немногих фанатов данного процесса. Сшитый полиэтилен.В отличие от ПНД,может переносить умеренно горячую воду (до 65 град. гарантированно).Стыкуется муфтовой сваркой (аналогично полипропилену) и на обжимных фитингах.В отличие от забугории,у нас муфтовая сварка как-то не задалась и стыкуют трубы обжимом.Основное применение сшитого полиэтилена-укладка труб тепло- и водоснабжения в пол и стены.Прокладка труб осуществляется в гофротрубе или теплоизоляции из вспененного полипропилена и т.д.,ибо коэффициент линейного расширения СП выше,чем у стали.Трубы применяются,в основном,малых диаметров (15-20мм) на монтаже радиальных систем отопления в коттеджах.Лично я с сшитым полиэтиленом не работаю по причине отрицательного отношения к радиальным системам. Полипропилен.Думаю,что и распространяться о нём много-излишне.Плюсов у него немало.Дёшев,прост в монтаже,коррозионно-стоек.Фитинги стоят копейки,разнообразия великого,сечение не заужают.Но,коэффициент линейного расширения у него-куда больше,чем даже у меди.Отсюда,трубы,применяемые для отопления и водоснабжения,лучше прятать от глаз подальше.Лежащие по синусоиде "кишки" красоты не добавляют.Полипропилен (даже армированный фольгой) плохо переносит высокую (свыше 80 град.) температуру.Начинаются необратимые удлиннения трубы,вздутия,расслоение армировки и порывы.Посему я никогда и ни за какие коврижки не смонтирую полипропилен в системе отопления или ГВС,где нет контроля за температурой и давлением.Слишком часто там,где подача ГВС-не через теплообменник,а напрямую,с теплоузла,да с подачи и перед узлом смешения,температура взлетает по зиме за сотку.Ну,не рассчитан полипропилен на такое издевательство.В загранице такой технический авантюризм давно под запретом.Давление-до 6 атм и температура 60,ну,70 град.,не более.А у нас ещё почти вся страна-на элеваторных теплоузлах...Какой тут контроль?Безусловно,применение полипропилена в системх центрального отопления разных малых городков и посёлков-вполне оправданная мера.Материал и его монтаж стоят копейки (значит,хилый провинциальный бюджет не так пострадает).Температура и давление в системах невысоки и,как правило,зависят от степени адеватности кочегаров.А,вот,химподготовка теплоносителя-часто ни к чёрту...Стальной трубе жить пару-тройку лет...Хрен с ними,с наружными сетями.Главное,чтоб в домах ничего не текло и не отваливалось...В коттедже,частном доме,полипропилен для водоснабжения-само то.Уже немало смонтировал систем в домах на полипропилене.Но,всё стараюсь спрятать.В стяжку,в штробу.Чтоб глаз не резало.И трубу укладываю в рубашку из теплоизоляции,в короба со свободным креплением,чтоб трубы двигались при удлиннении.Пока нареканий нет.Монтировал из полипропилена системы снабжения сжатым воздухом на производстве.Оченно кошерно!Влага,даже если и есть (осушителей нема или филонят),то не вызывает коррозии труб и не убивает частицами ржавчины оборудование. Ну,вот...Вкратце,о своём опыте,всё.Вышеизложенное основывается только на моём мнении и на ранг абсолюта не претендует! Если кто тоже поделится своим опытом-буду только рад!1 балл
-
а что бы не быть просто человеком который много говорит и ни чего не показывает так что не надо боятся сварки и думать что она не может принести дополнительный доход( а возможно и основной!) арке 12 лет (моя 1 работа)
1 балл
-
Развитие темы.Два парохода пришвартованы бортами.Сдача "Задачи 2" на НК №1.Вахтенный второго корпуса (В№2) спрашивает В№1,-Ну как у вас?-Да не очень.-А чо? -На пожарном щите лом - 7 замечаний.Не так заточен,нет изолированных накладок и т.п....В№2 звонит в низа:"Лом с пож.щита срочно наверх".Молодой матрос бегом выносит лом,который тут же отправляется за борт.-??? -На пож.щите нет лома...Одно замечание. Не верите?Почитайте рассказы известного писателя-мариниста как один мичман изготовил "нано"-пожарный щит на ПЛ.ОНОТиЗ - он же УТЗиК (Пунто Швицер отказывается печатать слитно).Отдел Научной (!) Организации Труда и Заработной платы./примечание моё/.Какие есть варианты про УКВП?1 балл
-
Всем доброго вечера а может и ночи! Прочитав весь пост полностью-аж дух захватило! С великим удовольствием прочитан был! Если Вы не против я просто расскажу как я сварке научился... думаю многим молодым пригодится. Не оканчивая ни каких вузов и техникумов,просто переехали Родителями с квартиры в частный дом. Отец купил у местного кулибина сварочный самодельный аппарат (до сих пор в хозяйстве) И как говорят понеслось! навесы ,арки ,переделка ворот в гараже. Не сразу конечно получилось! Но я считаю главное желание и не опускать руки!!! На уголках 50 на50 тренировался(давно это было!) я далеко не сварщик! и варить я не умею! за 12 лет не скажу что научился!!! С.сори если не по теме!1 балл
-
Тадыжь! Оч удобно варить, всё отполировано до блеска!
1 балл
-
Доброе время суток. В зависимости от того какие трубопроводы Вы варите. Например контроль трубопроводов пара и горячей воды проводится в соответствии с требованиями ПБ-10-573-03 и РД 153.34.1-003-01 (РТМ-1с), технологические трубопроводы - в соответствии с ПБ 03-585-03 или СНиП 3.05.05-84 и т.д. - в зависимости от требований проекта или конструкторской документации. Вы мне сообщите какие трубопроводы варите я Вам могу дать более полную информацию.1 балл
-
@Влад40,Ай-яй -яй... Как же Вы так? Как посмели подумать, что продавцы Вас обманывают?!? Они же ночей недосыпают, все о нас только думают! А то, что их з/п зависит, в числе прочего, и от объема продаж - так это - не в счет... Когда я свой покупал, по моей дисконтной карте макс. скидка от цены на ценнике была -3%. Парнишка говорит - можно сделать и 10% (карта накопительная). Я в ступоре немного - спрашиваю, что для этого надо? Оставьте мне 100 руб. на "водичку", хорошо, говорю. Оставил 200, он лично дотащил мне коробку до багажника машины.1 балл
-
Да не читай этот бред, у них каждый день новые дополнения к законам выходят. Найди нормального налоговика он тебе все разжует, или возле налоговых всегда есть фирмы который ведут ИП зайди туда и получи за 50руб нормальную консультацию1 балл
-
Придти самому, выставить постоянный ток, деталь обработать маслом-отработкой, предложить поварить.Подсунуть баллон углекислоты, перекрашенный в серый цвет.1 балл
-
Как же балансировать?Станок ведь должен по уровню стоять.В Вашем случае сварка с управлением тока педалью облегчит процесс сварки,да и генератору полегче будет.1 балл
-
Осцилограммы сняли?100кгц или 50.1 балл
-
Вот сегодня варил вертикал на работе оцените, ОЗС-12 4мм ток 140А с отрывом дуги.
1 балл
-
Нравится/не нравится на форуме не серьезно воспринимается. Попробуйте сделать более развернутый отчет, что делали, как и что не понравилось. Смотря что Вы ждете от этого функционала, ну или хотя бы для каких работ. Заполните профиль от куда Вы, будет проще что-то предлагать.1 балл
-
Метабо-гайка хороша для 125 болгарки, она на конус и в труднодоступных местах удобнее, не задевает собой, если что. А вот Бош-гайку на моей Маките раздавило, когда диск заклинило. На Маките суперфланец, он проворачивается и облегчает откручивание, сейчас просто рукой без ключа меняю диски. Но новую гайку Бош всё собираюсь купить, с августа 2009 ...
1 балл
-
Да потянет ваш генератор. Вторичное напряжение осцилятора 2-3 киловольта, а не киловатты. Продавцы не сварщики.... Приедьте своим прицепом с генератором к магазину и предложите продаванам-выносим сварочник, пробуем (рискуете вы , а не они. ) и если гена тянет то они уносят в магазин деньги, а вы уезжаете со сваркой. Согласятся 100%1 балл
-
Стоит ли учиться на сварщика? или неисповедимы пути господни Предисловие"Всегда было интересно-почему у американцев не зазорно за жизнь поменять несколько работ и мест жительств." Думаю стоит учиться и работать там где интересно и при этом не думать ,чего я буду жевать завтра.Работа сварщика ведь не сахар-дым,гарь.шум,ультрафиолет и электромагнитное излучение,сырость,тяжести-как результат слепота,глухота,силикоз,радикулит и всякая другая бяка.Хотя работа важная и нужная .То что она не оплачивается как реально опасная и тяжелая-видно из некоторых постов . Почему зарплата сталевара доходит до 200 тыр а сварщика только до 20-хотя это тоже микро-сталевар. Потому что сварщиков много,а сталеваров единицы.(Во я зафигачил )Сталеваром стать трудно и к печи не допустят кого не попаде,а сваривать паропроводы допускают ПТУ шников.Я почувствовал тягу к сварке ближе к 50и-просто было интересно попробовать.Хотя по работе я могу затребовать сварного в любом порту и мне его предоставят без рассуждений.Но приятно осознавать ,что я тоже могу варить(совсем немного). Возвращаюсь к началу-учился на врача,работал фельдшером в Питере(в 70х),посмотрел на врачей вокруг-90руб зарплата и максимум -участковый терапевт в поликлинике-болото.Пошел в мореходку-романтика и железки лечить куда больше понравилось и мир посмотрел и деньги другие.Сварка подошла сначала как аварийная необходимость,потом еще и еще... Отдал сына сразу в мореходку-поплавал он пяток годов и ...пошел в сварщики-жена сказала или я или море-в той семье жена-теща владыки Отвел брат сына в Академию художеств-живопись,художественная ковка,практика в Париже-Берлине.Поковал племянник пару годков решетки для буржуинов-и пошел в.... сварщики.Жена -теща...блин.Оседлость нас убивает,хотя по законам генетики 300 лет ига должно было добавить кочевой крови в восточных славянах. Жены и тещи!Дайте же людям побыть кем они хотят !Дайте им зазору больше 5мм! ИМХО Не стоит сразу учиться на сварщика (если не женились в 18 ) ЗЫ Поправьте меня, если не прав.1 балл
-
Хорошая такая фраза, не учили, мол, меня. Надо таким ученикам на загнивающий запад приехать. Где никого не учат. Преподаватель по сварке всех согнал вокруг стола, показал как варить. Второй раз показал. И третий. Всё, идите по своим кабинкам, варите. Иногда проходит, смотрит что и как у кого. Но ничего не говорит. Можешь сидеть, можешь спать, можешь для себя что-то варить, можешь хорошо варить, можешь плохо - ему пофик на всё. Если ты не спрашиваешь, значит всё понятно тебе. Спросишь - отвечает, хорошо, обстоятельно, показывает снова тебе уже лично. Но если молчишь, то и он будет. Тут везде пофик на учащихся, будь то курсы бухгалтеров, сварщиков или магистр в ИТ. Не учишься - это твои проблемы, деньги ты заплатил. Ну или государство за тебя заплатило, если курс какой субсидированный.1 балл
-
Другие могут попасть туда без очереди. Вот здесь есть немного про MLS 3500 http://websvarka.ru/...wtopic=1693&hl= Там всего три страницы,но может что и пригодится для Вас и @козябрика.@SEWER88,меньше знаешь - проще спать.В технологии написано Св.10гн - варим 10гн,будет написано Св.04н3гсмта - будем варить 04н3гсмта.Хим.состав в большинстве случаев нужен для других специалистов и мы не относимся к их числу, пока дело не подходит к сдаче теоретических зачётов.Главное - знать что чем варится,а не почему это этим варится (здорово я завернул?).1 балл
-
Запроси копию трудовой, не надо напрашиваться "на посмотреть" если вам так не удобно. У меня она скоро кончится с этими тендерами.Да и там есть пунктик интересный, не знаю точно как его пишут сейчас но он за вредность в общем. Может сказаться на вашем будущем, его отсутствие или присутствии. Не, на пенсии не знаю отразится или нет, до неё ещё дожить надо...В общем запрос копии трудовой в ненавязчивой форме. А да, по теме то... учитесь на сварщика если есть возможность и желание. А то будете лепить как я, выкладывать сюда свои ужасные фото со своими же комментариями о себе типа "о, сегодня уже лучше" . Пройдёт пол года год тогда и будет лучше по настоящему. АВН найдёт как он сказал тут на 1 см шва лепил типа меня 100 "косяков" или около того. Меньше знаешь лучше спишь, если свариваешь не по профессии, а так, капни тут да пройди там. А сварка повсюду!!! Пропустим пункт о том как это оценивают работодатели, а то до масонов дойдём... Миллиарды св соединений, от больших заводов до "заработать на дому". Куча травм и кидалова на деньги. А также хорошие зарплаты и востребованность. Каму как. Дальше знаете. Сегодня (фото 1,2) сварили нам "подставку" для ёмкости с 1000 литров воды. Вот куда мы без сварщика то. Не страшно залезть так (последнее фото, вверху слева) Это не сварщик, это монтажник, сварщик уже слез...
1 балл
-
http://www.usps.ru/images/upload/image/Articles/A1550/10.jpg Где же сварочные швы?1 балл
-
Собственно образец:
1 балл
-
Варил спокойно на EN-287 вертикал МИГом 10мм, все проходы снизу вверх. Проволока 0,8 или 0,9 была. На корне обязательно сделать одну остановку, нужно показать умение делать pick up (подхват). Заполнение можно хоть с одного раза пройти, на облицовке обязательна минимум одна остановка, причины те же. Токи около 60-65А на корень, +10 на заполнение, +10 на облицовку. Без зачистки "в стаместку" места остановки на корне, 2мм диском, сделать "подхват" практически невозможно. Материал что-то типа сорокового, ничего особого нету.1 балл
-
Это не контрольная планка, это скорее образец контрольной планки.
1 балл
-
@Maler. .,Немного поздновато я прочитал ваш пост. У меня перед праздниками накрылся расширитель и пришлось срезать почти всю трубу и оставить лишь небольшой ошурок. На нём клупиком нарезал буквально 4 нитки и поставил вентиль. Ну а потом в магазине купил шланг в армировке на горячую воду с двумя гайками, хотя можно было и гайка-штуцер, но тут уже ваша воля, как захотите. Бачок соорудил из канистры- там даже сбоку есть шкала с уровнем. Один нюанс- сверху в расширитель на антифриз пришлось налить немного льняного масла. Оно образовало пленку и теплоноситель не испаряется и нет запаха.
1 балл
-
У мну центровой пруток из кругляка Ф10мм. Пробовал 6 и 8 - слабоваты, приходилось частенько подкалачивать, чтоб электрод держали. Насчёт пром-трезубца; в молодости работал на сурьёзном предприятии, где иногда применялись электроды и 8 мм диаметром. Так там трезубцы были с ручками, приваренными к самому трезубцу. То есть ручка не грелась абсолютно. Эти держаки приходили в цех централизованно и сварщики не заморачивались с их изготовлением. Меняли только сами, по мере износа.
1 балл
-
Ну в смысле добрался сегодня . даже до фоток . Не одного трезубца не обнаружил . наверное из за того что до меня работал сварщик Петрович . Вот по егоному держаку так все годами и делали . это даже не трезубец . это плохой вариант уголка . В трезубце есть плюс . все три зажима пружинят . в уголковом и как на фото слева Петровича (хоть и не он придумал ) вся нагрузка на централь . А самое главное достоинство уголка . как уже не раз .... Не надо не по чему ударять . чиркать . следующим электродом как рычагом удаляеш огарок пред идущего . и точно знаеш куда он полетит . не в глаз . .
1 балл
-
Информация для всех. Балабол и обсиратель под ником SSVA забанен навсегда, все его посты удалены, в будущем его клоны (по айпи) будут блокировны Причина, его последний пост. Который я могу класифицировать только как АСОЦИОНАЛЬНОЕ поведение на форуме. Все его последователи которые кроме тролинга и флуда ни на что не способны в плане адекватного восприятия действительности МОГУТ отправлятся вслед за SSVA.(я и АВН им можем помоч в этом эротическом путешествии) Прежде чем писать прочитайте первый пост в этой теме, срач надоел, я злой и безкомпромисный, по головке гладить не буду. Взятки в виде подхалимажа, девок беспризорных и борзых щенков не принимаю. Надеюсь что все все правильно поняли. Жду отчета от hau и Veha1 балл
-
правильно сделал что не взял я 100 раз уже пожалел1 балл
-
Дроссель помер. Так и будут гореть, пока не заменишь. Или к охладителю прикрутить забыли...1 балл
-
А Вы сами верите в эту цифру?1 балл
-
Ну,раз вы, вигорко, разрешаете,я обсужу ссва-160-2,похаю его,т.к. юзаю.Спасибо вам за приглашение.У меня ссва-160-2 ,номер 004979,2011г(авакс меня знает). Сей сырец (назвать его аппаратом язык не поворачивается) был мне мастерски всучен аваксом и Ко на мастерсити.Это их сайт для ловли лохов.Одурманился я их внушениями и в полубреду отдал деньги и получил это чудо.Но что-то в первый же день пелена начала спадать с моих глаз. Варю уже 8-й год котлы,трубы,калитки.Чего-то поджиг мне не понравился (ну хрен с ним,приноровился,но не то), да и дуга какая-то нестабильная, вроде нормально идет, а потом чуешь, плывет ток (сеть хорошая,тут же пробую своими трансом и выпрямителем все в норме).Уони жгет до середины и сдыхает, дуга прекращается. Аппарат на втором электроде 3мм дует горячим, греется, обогреватель - не айс.Был бы начинающим,свалил бы на себя. Зашел на сайт и не ругаясь попросил совета,так меня как обхамили там (я и поджигать не умею, де и варить, чуть не убедили). Не выдержал,ответил без мата и меня сразу удалили. Дошло до меня,что деньги получены и я не нужен). Кстати, сразу после меня у покупателя из Казани новый ссва-160 полетел,диоды сгорели. Позже эти комменты авакс удалил (чтоб очередные покупатели не испугались. Короче, зарекся я от них. Аппаратом варил мало, работаю трансом и выпрямителем.Той зимой написал отзыв на Сварочном форуме и столько де..рьма на меня! Короче бригадой они работают, деньги зарабатывают,под разными никами (я и сейчас там с ними время коротаю,зимую,мойша я там) на weld.in А летом поработал китайцами; Ресантой,Сварогом - имхо поджиг лучше, варят лучше, правда один китаец был хуже.А эти настройки у ссва нафиг не нужны, я сначала колдовал,а потом поставил на 4 и все.Нормальный аппарат и без настроек настроен хорошо. Считаю,что мое дело выставить ток и варить (как у простых китайцев).Обманка это короче.А так я совершенно согласен с моргмайлом (попытался поддержать его на сити,но удаляют все мои комменты,но не блокируют - хитер авакс,мой ник там простой),ссва самоделка по нереально завышенной цене.Желаю потенциальным покупателям не обманываться как я, а смотреть в сторону более дешевых фабричных китайцев (Сварога,Бримы) или европейцев (ЕСАБ бадди арс145-200А ).Ну как ,"vigorko",двубоко получилось? Ты доволен появлением реального владельца?1 балл
-
Андрей, к сожалению очень мало людей пишут, что этот самопал у них сгорел, чем больше будет честных отзывов, тем меньше эти барыги их впарят доверчивым людям. Ведь Вы когда покупали, думали что берёте нечто выдающиеся, (столько хвалебных отзывов всё остальное быстро удаляется) а оказалось...1 балл
-
Нет, на всех аппаратах выходной ток нестабилен, есть видео, где на балласте испытывают 160ый, на полном токе он выдаёт - 190А, НО, ток довольно быстро, начинает падать до 160А, то бишь, если выставить 160А и начать варить, то к концу электрода будет уже не 160А, а гораздо меньше, а это не сварка, это самопал. И со слов некоторых владельцев, греется он довольно сильно. Мне вот очень интересно, сколько шума создают 4 компьютерных вентилятора? @tig, сейчас набежит кучка людишек, которые будут орать - Да ты варить не умеешь! Сам дурак, аппарат просто супер и т.д. У них такая тактика, заткнуть рот всякому, кто не нахваливает этот самопал, надо же как то впаривать эту хрень.1 балл
-
Да ничего хорошего нет в этих "сверхточных" настройках. И напряжение и скорость подачи имеют 100 "шагов" по цифровому табло. Пробежатся по всему диапазону это примерно 40 секунд. Вроде бы быстро. Но на деле нужно регулировать два параметра при этом делая пробные швы. Времени занимает намного больше чем настройка двумя "крутилками". Нервов к стати тоже нужно побольше. Сравнивал 270-й и свой Helvi 180 (хотел обновится и идти в ногу со временем). В мастерской у меня 3 фазы, естественно перекос есть, обычно 190,220, 240 вольт. Включал оба аппарата в 220, настраивал и пробовал на пониженном и повышенном напряжении. Для Helvi хватало незначительной коректировки скорости подачи проволоки, для 270-го.... в общем времени это занимало больше. Заметил и еще такую особенность, у 270-го на пониженом напряжении при зажигании дуги ток сварки заметно выше и постепенно (2-3 сек) снижается до нормального. У Helvi этого нет. С чем это связано непонятно, может качество двигателя подающего механизма, а может какието переходные процессы в электронике, а может мне просто такой апарат попался. Одним словом разочаровался я в SSVA. К весне планирую всеже прикупить что либо полегче и помобильнее. Присматриваюсь к Redbo INTEC MIG 280 (у Митька51 есть такой). Цена к стати более чем приятная по сравнению с SSVA.1 балл
-
У меня 180 и он мне как полуавтомат совсем не нравится и с настройками там действительно засада полная, но дело в том что за те деньги и выбора комбика то нету.1 балл
-
То, что это хлам, я согласен. Этот самопал собран из дешёвых китайских деталек, чего только стОят компьютерные вентиляторы, соответственно и ремонт очень дешёвый. Себестоимость этого самопала копеечная, а цена продажи вполне приличная, отсюда и гарантия 2 года, что бы увеличить продажи. Короче, "производитель" этого хлама всегда в плюсе, а если ещё посчитать прибыль по послегарантийному ремонту, то и озолотиться можно, горят то они очень часто... Да-да, просто вся Украина только и сверкает этими самопалами, но только вот настоящий украинский сварщик tig, не захотел себе покупать это чудо. Я процитирую весь его пост. Выделил я.1 балл
-
Я могу сказать только одно-morgmail - НЕ балабол-НЕ наблюдатель. Сам в свое время всячески рекламировал SSVA (патриотические чувства) дотех пор пока не взял его та пробу(без денег). Мой Helvi 180A дает провар намного лучше чем SSVA 270. Оба аппарата были запитаны от одной и той же фазы. Да и в остальном SSVA далек от идеала-дуга жесткая, впрочем это характерно для всех инвертерных П\А. Много ступенчатая регулировка кнопками занимает больше времени по сравнению с банальной крутилкой, да и изменеие подачи проволоки или напряжения на несколько ступеней мало влияет на саму сварку. Надежность самого аппарата тоже низкая, по отзывам продавцов ремонтов по гарантии и НЕ по гарантии много. Ремонт быстрый и бесплатный только если сам привезеш аппарат в Харьков-а это время и деньги. Хотя повторяю-сам ремонт бесплатный. Хотел обновить свой сварочный арсенал, передумал.1 балл
-
О как! Я всегда подразумевал, что барыги - не люди. Когда нет аргументов, то переходят на личности...1 балл
-
А это,@саша любимов,уже другой вопрос.1 балл
-
Сегодня вспоминали рабочее прошлое на перекуре - вспомнили: В 2005-ом было. Приняли сварщика на базу (ремонт техники в основном), все сварщики в основном работали на вахте. Подходит водитель камаза к новенькому сварщику и говорит "пойдем я покажу, что делать будем". Подводит сварщика и тыкает пальцем в то место, которое надо будет проварить, потолочное положение. Водила спрашивает: "сможешь заварить ?" Сварщик на полном серьёзе: "Конечно, переворачивай..." Не долго новенький проработал...1 балл
-
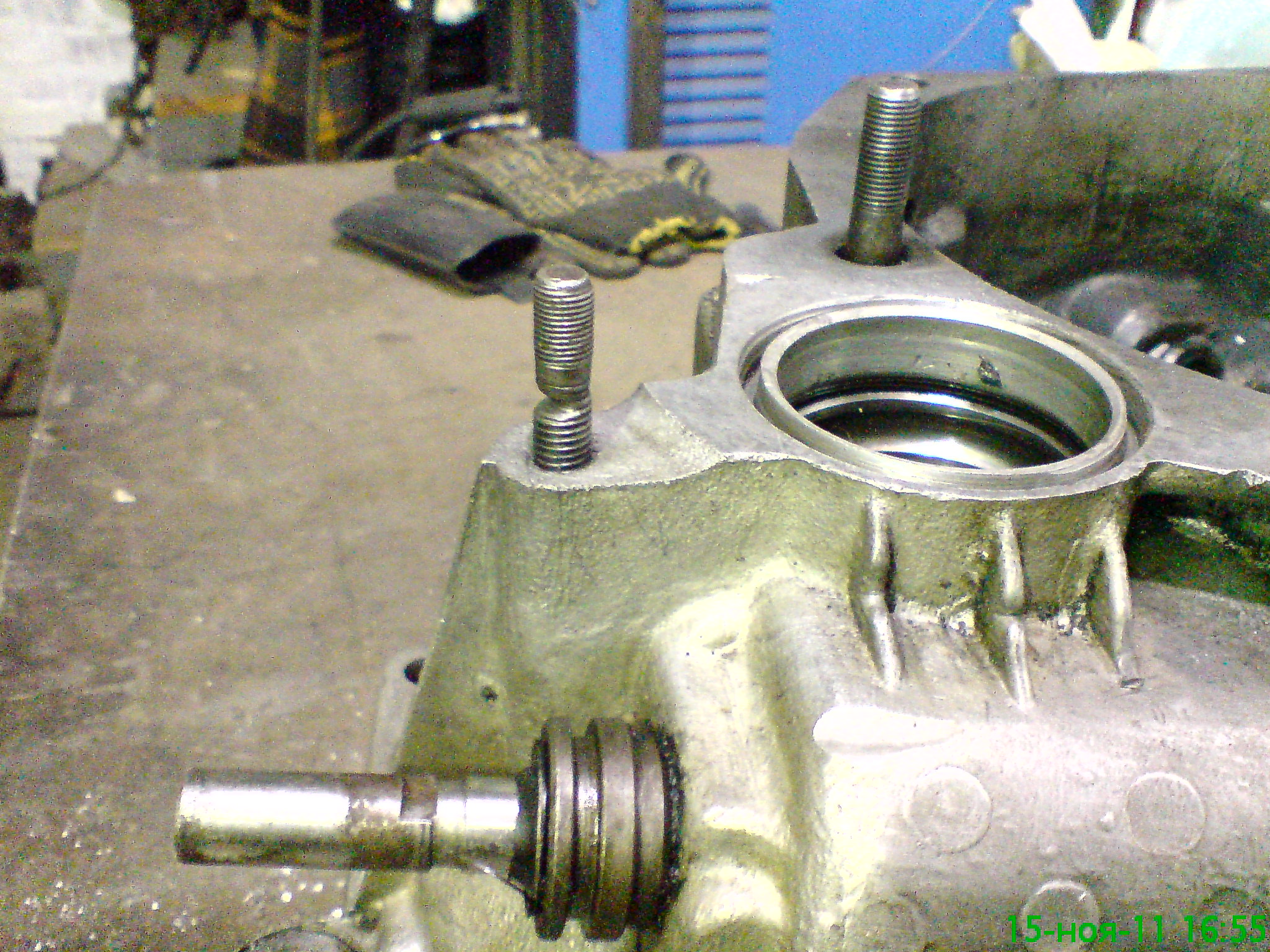
Сегодня варил очередную коробку Таврическую. Самая зарактерная "болячка"-износ привалочной плоскости к "лыже"(продольный кронштейн крепления). Наплавка недостающего "мяса" В отверстие крепежной шпильки вставлен графитовый стержень что бы не заварить резьбу и не искать в будущем центр этого отверстия Окончательная наплавка недостающего металла Вот что получилось после обработки шлифмашинкой
1 балл