Лидеры




Популярный контент
Показан контент с высокой репутацией 16.01.2013 в Сообщения
-
Радиатор FRED кто то уже ремонтировал ....................
 4 балла
4 балла -
Окошко железное и сверху планочка на винтике?и стекла свободно лежат без всякой подгонки?А-а-а,ха-ха-ааа...хАчу такой или я сейчас влужуупадуибудуваляться пока не принесут... Кемпа - не хочу такую,хочу с железной рамкой...
3 балла
-
Во! Преемственность поколений и технологий, прям скажем! Какая-то добрая душа мне оставила старый добрый щиток! Причем, как будто с консервации, прям лоснился. Пришлось срочно полезть в закрома за светофильтром, а вот верхнюю планочку не нашел пока. Ну, а за компанию - "Бизон-Профи" 9-13 DIN.
3 балла
-
Это знаменитый Исток Волги в Тверской губернии. В часовенке находится небольшой источник.
3 балла
-
mat, Вы потратили больше времени на написание поста, чем потратите на поиск темы про сварку алюминия. Почитайте, сам читаю, там много чего интересного. П.С. Просто устаёшь немного от одних и тех же повторяющихся вопросов и в одной, и в разных темах. http://websvarka.ru/talk/index.php?showtopic=11593 балла
-
Что так тихо?Ушёл что ли кто?Почему дверь не закрыли?
3 балла
-
Уважаемый т/с ....пока Вас здесь не начали пинать, меняйте-ка тон... Не впечатляйте людей разговорчивостью, к Вам только присматриваются..и войдите ка в рамки. Это без желания обидеть сказано, в чужую семью дверь с ноги не открывают, здесь старожилы не позволяют себе подобного тона. Вы уж достаточно здесь наговорили для того чтоб людей против себя настроить, может хватит?2 балла
-
Попытаюсь объяснить:Мое высказывание НИКОИМ образом не имело отношения к аппарату. Его обязательно починят. А вот здоровье, частично покинувшее сварщика БУ хим. оборудования, при не соблюдении ТБ, починить гораздо более проблематично.Так понятнее?2 балла
-
Второпях, ножом поскоблишь или просто острым краем железяки какой-нибудь. Ацетон? Да ну его на ..., затоптанный огрызок присадки подобрал. Не НАКС, конечно, но - варится.2 балла
-
Замечу только что на крайнем фото молоток-секач наполовину лежит в воздухе.Там дальше шаткие леса и вторая такая же площадка.
2 балла
-
Аааа. Знакомо, года три-четыре назад проскакивало это и другие видео здесь. Поверьте на слово - чем меньше вы будете смотреть подобное, тем быстрее начнете просто варить, а не забивать себе голову всякой чепухой. На форуме есть много СВАРЩИКОВ которым этот клоун не ровня. Посмотрите в "сварочных швах" как варит vnuk,Belaz,alek965, АВД,blazen79,МИХА75 .(всех не вспомнил, много здесь сварщиков)2 балла
-
Удачи Вам в ремонте. Главное сами не ковыряйтесь пока аппарат на гарантии.2 балла
-
@mat, для каждый мелочи Вы будете создавать отдельную тему.Поиск инвертора,выбор редуктора,выбор вольфрама,поиск присадки для всего по разделениям,как правильно зажигать и гасить дугу,почему вольфрам греется и т.п..Мы Вам в клювике будем нести информацию что и как,а Вы морщить губы что мол неправильно поняли вопрос.Если уж на то поехало,то у Ron Coverll и спросите про специальность щётки.Лично я зачищал перед сваркой и обычной кордщёткой и пневматической со стальной щетиной и из нержавейки.Честно говоря особой разницы не заметил - не тот уровень контроля чтобы делать металлографию и спектральный анализ.А раздел "Чаво" уже создан и каждый новый пользователь создаёт там "новую" тему:"Хочу купить инвертор,подскажите какой лучше?".Может пора уже Вам проявить самостоятельность или хотя бы научиться благодарить форумчан...Спасибо за внимание. @волченок,я вчера оговорился.Раньше мы использовали ЭВЛ ,вот они то и были лучше WL-20. Шероховатые,как будто на станке проточены,а теперешние гладкие-блестящие,типа после хим.очистки/полировки.Может конечно и солнце раньше лучше грело...2 балла
-
Вчера еду - на доме плакат с Лениным - Ну и как вам живётся при капитализме, товарищи?2 балла
-
Не пробовали читать другие разделы,темы и посты других форумчан?Про сварку алюминия например...2 балла
-
К плюсам работы с баллонами добавлю,помимо более высокой производительности и стабильности давления,ещё и отсутствие конденсата в шлангах.На морозе замёрзший конденсат способен порядком попортить нервы...Из минусов-дороговизна газа из баллонов,по сравнению с газом из генератора.Когда важна производительность,то на генератор и смотреть-то не хочется...Но,иногда приходится...Особливо,когда с заправкой баллонов совсем туго.Хорошо,когда заправочная станция под боком и работает бесперебойно.Ну,или налажен канал поставки из другого города.Вот,к примеру,в Кемерово заправочные станции давно повывелись.Возят фурами из Томска.Ценник для меня вполне приемлемый:40 л-1850 рублей,10 л-850.Имея обменный фонд баллонов,особо не напрягаюсь и в сторону генератора не оглядываюсь.Хотя,он,как тот приснопамятный бронепоезд,"стоит на запасном пути". В жизни бывает всякое...Исходя из вышеизложенного,можно оценить и действия начальства.Если с баллонами есть проблемы:отсутствие баллонов в продаже,трудности с зарядкой,перевозкой (ацетилен в баллонах-опасный груз и к его перевозке предъявляются особые требования),объёмы газосварочных работ невелики и проводятся от случая к случаю,то нежелание работать с ацетиленом в баллонах,в общем-то,понять можно.Держать баллоны в хозяйстве,если их непросто зарядить,приходится раз в два года переаттестовывать по годности наполнителя (а это сравнимо по стоимости со стоимостью зарядки)-экономически нецелесообразно.Но,коль ситуация прямо противоположная,то это уже будет просто скряжничество и элементарная недальновидность... Я,в данном случае-образчик расточительности... Работаю автогеном редко,но иногда помногу.Обменного фонда из баллонов по 40 и 10 л в количестве 3 шт. каждого типа мне хватает на все случаи жизни.Возможность работать с баллонами вблизи места сварки,простоту подготовки оборудования и производительность достаточно трудно оценить в денежном эквиваленте.Но,чёрт возьми,как удобно!Особенно,в своём гараже-мастерской.Надо что-то подогнуть-подварить в любое время суток-открыл вентиль и работай.2 балла
-
Ну вот, как и обещал, объект отечественного зодчества. Хотя его скорее надо-бы поместить в прикольные картинки...
2 балла
-
Здравствуйте Сергей,может тему содадите о слабых и уязвимых местах сварочных инверторов?Я допустим для себя многое бы подчерпнул.Пока только знаю одно что нельзя сразу отключать аппарат после работы на больших токах,чтоб не было теплового удара на детали.Нужно дать продуться аппарату минут 5.Все таки как бы опыт не пропьешь.1 балл
-
@АВН,Да честное слово, прихожу на смену - лежит. Походил, поспрошал - никто не знает. Видимо, кто-то может, в гараже или еще где-то разгребал запасы, да и нашел, видимо. Ну не выбрасывать же! Внутри тисненое клеймо - ГОСТ - 78 и дата изготовления - 1990 г. Совсем уж мелочевку прихватить - незаменимо. А весом - пушинка! Да, стекла меж собой блямс-блямс, но у меня где-то точно есть промежуточная "рамочка" то ли из фибры, то ли из полиэтилена.1 балл
-
Для каждого вида сварки есть профильный раздел и куча тем в нём - Вам это было сразу объяснено.Не поняли.Создали кучу дубликатов - я их конечно же чуть позже удалю или закрою,как и другие в этом разделе.Будете продолжать такую тактику - получите предупреждение.Что касается меня "обидеть",так это в другой теме - для начала в "Кто есть Кто" отрекомендуйтесь,а то в профиле Ваш пол и возраст не указан.1 балл
-
нет, у меня залит антифриз этой-же фирмы на основе пропиленгликоля с присадками, ну я еще его разбавил дистиллированной водой.1 балл
-
Даже 68 лет назад, сварщики делали граффити на своих масках Июль 1940 - Сварка рамных 10-тонных трейлеров. Калифорния. Сентябрь 1939 - Сварка правой трибуны на Crosley Field, домашний стадион бейсбольной команды Reds Cincinnati в 1912-1970гг. Октябрь 1939 - Сварка полуторатонного колеса для корабля "Admiral Richard E. Byrd's" для Арктической экспедиции
1 балл
-
К счастью я не знаком с Ron Coverll и пользуюсь такими как по ссылке. Поверьте, алюминий они чистят хорошо. К стати ссылку на видео не дадите? Стало просто интересно в чем там "специального".1 балл
-
Поменяйте назад. Вообще ставте полярность указанную изготовителем, хотя на МР и аналогах - это не критично, У меня практически всегда обратная, на прямой варю очень тонкое. А мне нравится такая дуга, значит аппарат хороший, (я знаю ) просто порезче отрывайте и всё. Это наверно очень большая была курица! Ещё несколько раз зажгите и потушите электрод на окончание шва, в одном месте. Заваривать кратер без отрыва научитесь попозже.1 балл
-
Попробую, а то боясь прожечь спешу оторваться. Я читал тоже где-то BelaZZ объяснял. На чипмейкере BelaZZ очень доступно учил варить парня практически с ноля. Всяким нюансам и тонкостям. О сварочной ванне я узнал оттуда. Варить то раньше варил, а думать начал когда почитал. И сварочную ванну увидел тоже, тренироваться начал на инверторе основными электродами и все видно стало. А то и спросить не у кого. Живет по соседству сварной, но объяснить не может ничего. Так на энтузиазме и информации из форумов потихоньку учусь. Трубу я может никогда и варить не буду, но как говорят запас карман не тянет.1 балл
-
Обрывайте дугу назад, на уже существующий шлак уложенного шва, но перед этим задержитесь немного на окончании шва, чтоб заполнить кратер. Где-то на форуме BelaZZ разжёвывал (и мне в том числе) как это правильно делать.1 балл
-
WL-15 ходят хорошо, в среднем недели две (смотря как руки тряслись и какой металл привизли). Мне попались WC-20, они выгарают.1 балл
-
1 балл
-
Здравствуйте, уважаемые участники форума, давно читаю ваши советы, вот и решил зарегистрироваться. Сваркой занимаюсь любительски, потому и самоучка, пока получается немногое, но тренируюсь. С рутиловыми электродами мне работать проще, особенно с украинскими РЦ3 (говорят, то же самое АНО-36). Однако, все профессионалы пользуются основным покрытием, поэтому пытаюсь постигать и их. Тут всё сложнее. Эти два шва выполнены эл. ОК 48.04 3,2мм эсаб (с денег купил их 5.9кг пачку, теперь пытаюсь им ума дать))) Но здесь пластина 8мм и ток ампер под 120 (варю бримой 160 обр.поляр.) Более тонкое этими электродами варить не получается, на малых токах, ну там ампер 80-90 они у меня не горят, то усть дуга "мечится" по кромкам, электрод тухнет, а начинаешь растягивать дугу, шлак попадает в шов. Потом купил УОНИ13/55 3мм.Тигарбо. Они позволяют ток поменьше поставить, но с потуханием и примерзанием проблемы те же. В чём мой вопрос, На ок48,04 указан ток 110-150А, на УОНИ 80-90А Неужели, разница в диаметре в 0,2 мм так требует увеличить ток? Каким образом надо потренироваться, чтобы "подружиться" с основным покрытием, на что обратить внимание?
1 балл
-
@Jekan,комментарий только один - можно вставлять два изображения в одну строчку и не делать пропуски между абзацами,достаточно красной строки.А-а-а,да,про "Записки начинающего" забыл,Вы раньше в какой жилконторе сварщиком работали? @som,дело в том,что когда молодой,но подающий надежды специалист начинает варить что ни попадя и как попало,именно рок-энд-ролл и получается.Понимаю,конечно - нетерпение,но сначала валики в нижнем,потом швы в нижнем,потом швы с зазором в нижнем,потом..."Нах надо?Я сразу зазор 4 мм на s=2 мм и точку побольше"-,а потом вопросы,-"а из-за чего не получается"?Из-за того и не получается и не каждый трубник умеет варить пластины и уж тем более наоборот.1 балл
-
Именно по себе и судим.Вы ещё св.аппарат с горелкой в глаза не видели,а уже решили как и на чём будете точить электроды,которых,кстати, тоже ещё не купили.
1 балл
-
+5 за работу и результат. На первых фото труба не то что не важное состояние - отвратительное. Если прожоги будут доставать, попробуйте электроды 2 мм. Попробуйте на трубе в потребном состоянии сделать несколько стыков, с последующим распиливанием ушм рядом со швом -> чтоб посмотреть что с проваром изнутри.1 балл
-
Это зря, обеспечили промерзание стен, исключили их из работы как теплоаккумулятора, в минвате тепла не запасти Ведь раньше при открытии двери или окна после воздухообмена свежий холодный воздух быстро подогревался от стен. Выгодно утеплять снаружи, а изнутри пароизолировать.1 балл
-
Добрый день. Пробовал сегодня попрактиковаться на трубе. Состояние трубы не важное. Диаметр 25мм. толщина стенки 2 мм. Электроды Асканьяк ASR-143, 2.5 мм. ток с начала 80 А потом сбавил до 60. Убавил после пробного стыка. Полярность прямая. И вот что получается. А точнее не получается. Начинаю варить, прохожу около 5мм - отрыв.еще 3 - отрыв, еще 3 - прожег. Начал по два участка т.е. 5мм, затем 3 мм. вроде лучше, но все равно в конце прожег. Убрал зазор в ноль начало получаться чуть лучше. Заметил, что получаться стало лучше когда держу электрод на 12.30 и кручу трубу от себя. Если держать как бы вскользь трубы то фигня полная. В обще получилось где то так. Труба дугой потому что рез болгаркой не до конца и зазор убирал сгибанием трубы. Так получилось на нормальной трубе. Диаметр тот же. Только ток 80А. Может какие комментарии будут, охота нормально научиться трубы варить.
1 балл
-
Анекдот рассказанный автовладельцем на СТО гл инженеру, после того, как у него украли новые запчасти из машины. Дали японцу, русскому и американцу по два больших стальных шара, закрыли в камеры и наблюдают Американец в кегли рубится. Японец кукебану мастерит и любуется. Заглядывают к русскому, а он сидит на корточках и разбитый шар в руках держит. Что случилось!? Мужики, вы не поверите, вот один сломался, а второй где-то потерял!1 балл
-
@Aлекс,Вы столько фотоснимков сразу не показывайте.У меня,например,психика не совсем здоровая и может дать сбой...Все трубы я варю основными (ферритными и аустенитными) электродами не меньше тройки (d=3.0 и 4.0) ,всегда "рогами вверх".С отрывом или без - даже не могу сказать,чаще комбинировано и на автомате.Увеличивается зазор/нагрев/ток - начинаю с отрывом,снижается - делаю без отрыва.Опять же "с отрывом" это понятие весьма растяжимое...и не в этой теме.Вот пара коричневых фото в конце поста - вполне ничего получилось,сойдёт снег, я Вам пару таких же с улицы нафотографирую.Ребята обычно курят и вычисляют кто их мог так заварить...1 балл
-
Вспомнил про один существенный недостаток турбонадува: может это прозвучит и смешно, но гороховый суп в обед лучше не есть- если немного "пукнул", то всё это облако газа, да ещё и усиленное турбиной тебе же и в нос! А есть ещё и слесаря-приколисты, которые зажгут сигаретку и поднесут сзади к фильтру, или подойдут и снимут ботинок- такая вонища!
1 балл
-
Еще можно вставить туда сигарету и курить, курить, курить !1 балл
-
без комментариев
1 балл
-
Варил да изготавливал пару месяцев назад багажник на снегоход, вчера приехал попросил изготовить крепления еще для топора на нем, вот сделал фото тогда не успел.
1 балл
-
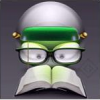
Интересный заказец, попросили нарастить подножку от мотоцикла на 30мм. Вот, что получилось. Наращивал "коробочкой", материал листS-3мм.
1 балл
-
Да не вопрос! Немного погодка наладится. Только есть небольшая тонкость, хотя это для многих и не столь важно- этот памятник своего рода ШЕДЕВР. В том смысле, что это задница локомотива. Если внимательно присмотреться, то становится видно, что турбины приварены вперёд. Но это нюанс, а так вроде смотрится...Тут много такого- один двухэтажный вагон чего стоит , наверно или таджиков или китайсав возить, они за вместимость спасибо скажут. там места наверное на гномов рассчитаны!1 балл
-
Еще замечено не только мной, пусть у тебя хоть 7 звезд во лбу, но если не умеешь шлифовать языком начальству, то ты ни кто. Есть примеры тому и много. Нет цены специалисту в настоящем и переносном смысле, да так , что это парадоксально! Есть у меня сварщик один знакомый, варит отвратительно, не красиво, но всегда по скайпу с начальником на связи и все ровно у него. Оденет наколенники, когда они не нужны, пуговицу верхнюю застегнет, ноги расставит широко и щиток не снимает никогда, одни понты, а когда варить начнет, сплошь шляпа. Не познал я мастерство шлиф техники, так же головой кивать как осел не научился, глазами хлопать и во все смотреть, как подруга и улыбаться, смеяться притворно, не познал. Все это имея, дилетант ребята будет лучше Вас всегда в любые времена!1 балл
-
Ремонт бака Изготовление бачка на радиатор Тележка под сварочник Изготовление расширителя на охладитель горелки Ремонт поддона
1 балл
-
Всех приветствую, давненько читаю этот форум, потихоньку практикуюсь, горизонтальные швы в стык или с зазором получаються более-менее, видно нормальные чешуйки, веду либо волнами либо спирлью, иногда просто назад вперед, в зависиомсти от величины зазора и нужности ширины валика. Я самоучка, учился по книжкам и видео, за зиму сварил небольшие ворота, из 4 небольших секций . Счас варю мангал, и у меня возникли трудности при сварке горизонтального таврового соединения, получаеться редко, в основном шов раздваивается либо срёт по одной из сторон, повернул мангал что бы варить в "лодочку" эффект тот же, хотя иногда получаеться (электроды elgrand 200р за пачку 2.5 мм, зажигаються хорошо) вот фото неудачного шва: http://ib3.keep4u.ru/s/2012/05/05/7c/7cb8ac74af4a9f6e8842d5a9dfd7ed2c.jpg а вот теми же электродами, но чуть дальше шов получился более менее: http://ib3.keep4u.ru/s/2012/05/05/ee/ee29c6bb2a147e1a380aa15d37740882.jpg плюнул я на внутренние швы и стал варить снаружи, там обычный горизонтальный шов получался, потом просто шлифанул. Потом надо было приварить крепление для ножек и я взял свои старые уони 2 мм и попробовал ими сделать тавровое соединение, впринципе получилось, по крайней мере не так как на первом фото http://ib3.keep4u.ru/s/2012/05/05/1d/1dc11fff17a3b09ef69d3a4e55bf62c4.jpg в итоге все что соталось доваривал уони и длинные швы получались более менее, хотя все ровно ровных чешуек не получалось. Вот итог, сильно не пинайте, первый мой мангал ) http://ib3.keep4u.ru/s/2012/05/05/dc/dc20ce8468a6f40a78cf312020f54568.jpg Инструмент и материалы: инвертор глобус 180, электроды уони 2мм и elgrand 2.5, металл лист 3 мм и профиль 20х20 при сварке elgrand-ом 3мм метала ток примерно 75 профиль 45 при сварке уони 3мм метала ток примерно 55 профиль 45 Электрод держу под 45 градусов к каждому листу и веду _/ таким углом на себя Скажите что не так делаю при сварке углового (горизонтального таврового соединения)?1 балл
-
Всё просто, у алюминя температура плавления - 660градусов, у нержи 1500-1800, и у люминя теплопроводность в три раза больше, чем у стали. Если пруток не выдернуть, то он быстренько превращается в соплю, причём эта сопля сразу же покрывается оксидной плёнкой, температура плавления оксида 2050гр.1 балл
-
Всё очень просто. Сейчас всё объясню с небольшим предисловием. Сварщиком работаю 15 лет. Начинал с курсов в службе занятости. Сейчас аттестованный в НАКС сварщик 5 разряда, чем и горжусь. Открывал своё дело… И был у меня такой случай. Заказал мне по телефону мужик ворота на гараж. Я назвал стандартную цену. Подписали договор, поехали смотреть…. Гараж за 40 км на даче, нестандартный, материала в два раза больше и тд. «Сумму», - говорю,-«надо пересмотреть». «Как так, мы договор подписали, почему так дорого?» И мужик-то не из бедных, мясом торгует. «Ты же филе по цене костей не продаёшь?»- говорю. – «Нет», - «А я почему в убыток должен работать?». Разошлись миром. Другому водопровод варил. Пол дня работы. Напоил, накормил, денег дал, еле унёс. Вывод – от людей зависит очень много. Надо чувствовать клиента. Иногда и за бесплатно можно что-то сделать, если человек хороший, а иногда нечего стесняться можно содрать в три дорога за туже работу. Я работаю с трубами и вывел для себя очень простую формулу : диаметр трубы умножаю на 20 или 30 за стык. Зависит от объёма работ, т.е. если объём небольшой, я беру одного слесаря, деньги делим поровну, отсюда 20, если объём большой, беру двух слесарей всего нас трое – 30. допустим надо сварить 20 стыков трубы d 32мм : 32*20=640, 640*20=12 800р всё просто и честно. Ты заработаешь 6 400. Сваришь ты эти 20 стыков за час или за три дня зависит от опыта. Если стык всего один меньше тысячи не беру, т.к. больше геморроя оборудование привезти. Один мой знакомый инженер электрик как-то сказал клиенту: « Вы мне должны 300 рублей только за то, что я зашёл к вам в квартиру». Уважай себя и свой труд и добивайся достойной оплаты. А если ты варишь цветные металлы, то подсчитай, во сколько тебе к пеньсии обойдётся трансплантация лёгких и исходи из этой суммы))) А на заводы нормировщикам нефик звонить. Советские времена закончились.1 балл
-
Знать бы состав каждого принесенного диска , можно былоб и подобрать присадку приблизительно . А так , на мой взгляд главно дело проварить и швы со всех сторон сточить заподлицо .... (концентраторы напряжения не нужны для себя я так решил "1 балл
-
Возможно у Вас баланс отрегулирован на отрицательную полуволну, дуга становится Уже и давит на ванну при этом присадка плавится не доходя до ванны и не сплавляется с основным металлом. Возможно из за угла наклона горелки, попробуйте 80-85* Возможно большая подача аргона. ... и еще вопрос- для тонкого металла например трубок 0.8-1мм какие параметры выставлять? ток? баланс? какой электрод лучше использовать(диаметр, маркировка)? какую присадку лучше использовать и есть ли универсальные?... Ток попробуйте 25-30А на 1мм толщины,но по мере разогрева необходимо уменьшать(тем более тонкий металл). Заточка электрода 15-20* с притуплением 0,5-1мм .Баланс подбираю таким образом чтобы при первом розжиге на кончике электрода образовался шарик диаметром примерно 1,5мм(это где-то в начале положительной полуволны необходимо искать для каждой величины тока).Если при последующих розжигах шарик увеличивается(электрод горит), сдвинуть баланс ближе к середине. Отрицательная полуволна исползуется в основном на больших толщинах и площади когда необходим разогрев. Электроды использую WC-20 серый кончик. До толщины 2-3мм использую Ф2.4, толще Ф3.2. В момент розжига попробуйте увеличить длинну дуги(ток уменьшится)затем плавно подвести к металлу, довольно эфективно на внешних угловых швах, на внутренних угловых ток на 15-20% больше.1 балл
-
Для тонкого алюминия ток ставь минимальный,можеш потренироватся так.Зажигаешь дугу,потом одной рукой плавно крутишь ручку увеличивая ток пока не начнет образовыватся ванночка.Еще сразу тепло передается в металл потом уже в шов.Продувку ставь 2 до 4 после.Баланс посредине,частота на 1/4 шкалы.Вообще все индивидуально.Присадку (проволоку) подавай в ванночку с краю от факела дуги,вылет электрода примерно3 мм.Тонкое лучше варить прихватками с промежутком 2-3 сек.Вольфрам лучше бинзелевский с бирюзовым концом.2мм ток до80 ампер,2.4 до 140 а,3мм свыше140.Хотя я варю 2.4 с20 и до 140а.Удачи.1 балл