Лидеры




Популярный контент
Показан контент с высокой репутацией 07.10.2012 во всех областях
-
Уффф...Вроде,кончились авралы...Тьфу-тьфу-тьфу,чтоб не сглазить...Маленько прогулялся,наконец,по только что доделанной котельной.С фотиком,в смысле. Начнём от печки,то бишь,от котлов.Имеем 4 шт. водогрейных котла на 0,85 Мвт. http://s019.radikal.ru/i630/1210/31/4438b9e8422e.jpg http://s017.radikal.ru/i428/1210/24/038655519eec.jpg Насосная группа первого контура: http://s52.radikal.ru/i136/1210/66/e74978c5d022.jpg То же,но для второго контура: http://s019.radikal.ru/i621/1210/3b/08a8e5bbc167.jpg Теплообменники между 1-м и 2-м контурами: http://s55.radikal.ru/i150/1210/6f/71bbeb57e009.jpg Гребёнка для развязки внешних контуров теплоснабжения посёлка: http://s002.radikal.ru/i200/1210/79/66272ac12872.jpg6 баллов
-
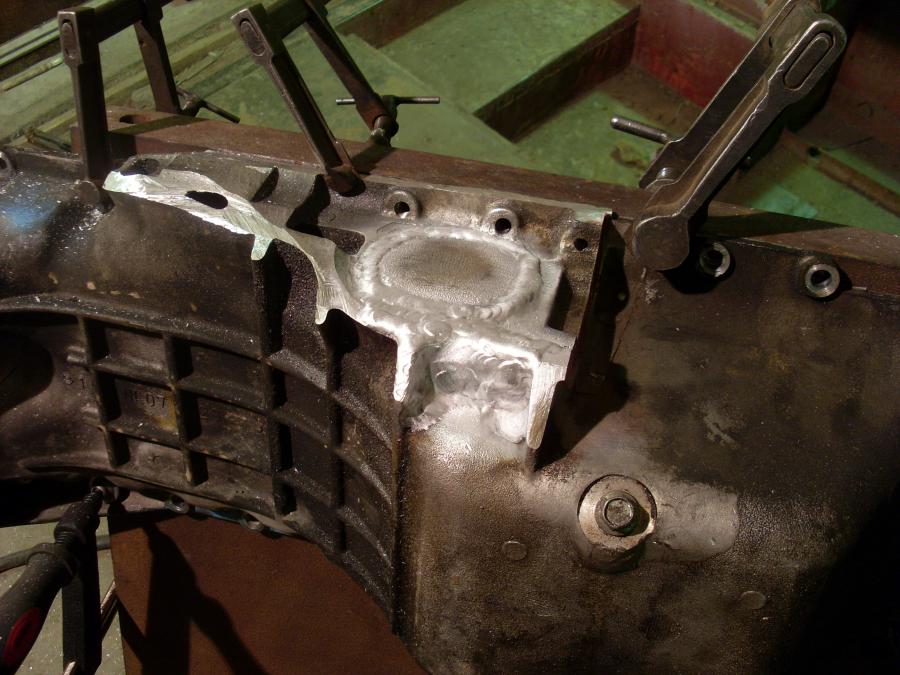
Ну-сс...Продолжим.Запуск котельной был несколько омрачён негерметичностью фланцевого уплотнения затвора резервной смычки 1-го и 2-го контуров...Предыдущие монтажники допустили неплоскостность фланцев.Посему,пришлось резать трубу рядом с фланцем,чтоб выправить положение.Труба ф273,толщина стенки 6 мм.Варил в 2 прохода (корень-ОК-46.00,ф2,5 мм,заполнение-LB-52U,ф3,2 мм).Извиняйте,что шов окрашен... Отделочники опередили...Фоткал тока сегодня,а тогда было не до фотосессии...Почти всё руководство районного ЖКХ спину взглядами сверлило...Вот этот злосчастный стык: http://s019.radikal.ru/i626/1210/06/1a03a458dbd1.jpg http://s019.radikal.ru/i623/1210/76/c69624d23eff.jpg Ну,вот ещё пара фоток моих стыков,так,для проформы. Врезки на входе в котлы.ф114 в ф273: http://s61.radikal.ru/i173/1210/38/d98c5fe8a937.jpg http://s54.radikal.ru/i145/1210/c8/ef229137aa73.jpg Ну и так,для полноты картины.Стыки местных сварщиков.Что называется,творенье рук неизвестного мастера. http://s53.radikal.ru/i140/1210/d4/a23ee668c256.jpg http://s60.radikal.ru/i170/1210/58/ec957bb1bbe8.jpg http://s019.radikal.ru/i610/1210/40/04c126058320.jpg http://s006.radikal.ru/i214/1210/b4/d2bddee98a24.jpg5 баллов
-
До меня пытались ремонтировать MMA мр3 нержавейку 306 не получилось. Места только для груднечка в смысле ребёнка .
 5 баллов
5 баллов -
За труды мои праведные,за то,что несмотря на всяческие нестыковки и старания разномастных "доброхотов",бригада из 3-х человек за 10 суток вдохнула жизнь в мёртвую котельную,меня,как начальника монтажного участка,бригадира и сварщика в одном лице,лично Губернатор наградил данной медалькой: http://s40.radikal.ru/i089/1209/56/e89db0b6be62.jpg Рад был,в основном,что звездюлей не дали. И,кончно,премии в конверте. А эта "собачья регалия"...Пусть дочки играются...4 балла
-
Ремонт бака Изготовление бачка на радиатор Тележка под сварочник Изготовление расширителя на охладитель горелки Ремонт поддона
3 балла
-
Полагаю,что подрезы чаще от большего тока, чем от меньшего.Во всяком случае на основных эл-дах."Перекрыть" - означает сделать сверху 1 валика ещё валик,т.е. многопроходный шов.Кстати,о терминологии.Шов и валик - разные вещи.Если однопроходный,то валик и есть шов,а многопроходные швы состоят из нескольких валиков. @BAV,если Вы видели в "Буднях св-ка" фото про замену паровой трубы,то добавлю,что практически все швы были сделаны в отрыв,кроме S5023502.JPG. (там не было зазора и делалось почти вслепую).Когда я сподобился прийти и сделать "отделку" (вторые и третьи/четвертые валики) выяснилось,что слесаря уже сделали опрессовку - не потекло (пока).Это всё к тому,что варить можно по-разному в разных местах,но лучше варить качественно и без отрыва... от производства.3 балла
-
По заказу @BelaZZ-а :
3 балла
-
Оповещение для всех-Вредитель за хамство, тролинг и демонстрацию отсутствия мозгов после двух предупреждений переведен в "читатели" на 7 дней.2 балла
-
@BelaZZ,контрольный,для Отдела Кадров.
2 балла
-
Единственное,что мне удаётся(как мне кажется) варить уонями 13/55.К трубе 6мм приварен лист(заглушка) 3мм.
2 балла
-
На этих планках (сухарях) и кронштейнах труба висела в воздухе, избавляя слесарей от необходимости держать её руками на уровне 2-3 этажа всё время пока я делал прихватки на 3-х элементах.Длинная дуга ко всему прочему ещё и причина пор.Будь это УОНИИ 13/45р, 13/55 (как в моём случае) или любые другие.1 балл
-
Принято, спасибо, видел фоты и есть вопросы, зачем поперек стыка труб планка металла приварена, а затем снята, что за прием?(подготовка полки чтоб не стекала св.ванна или для зажигания дуги или зазор?), а так же какие электроды? А теперь разрешите отчитаться о проделанной сегодня работе и об небольших успехах лепнины рутилом. Все таки рутил какашка в прямом смысле слова, так не гадят шов шлаком наверно больше никакие электроды в мире (целлюлозными не варил не знаю). В общем воспользовавшись советом товарищей: @СварщикРучник, @svarnjuk, взял МР3 красные, вместо Ано21 и погнал, вертикалить, стараясь выбрать наклон электрода так, чтоб тепла много не "вкладывать" (ну пытался как мог, а точнее как понял), плюс в отрыв когда казалось что уже сильно перегрел, дело пошло в целом (фото будут). Единственное, не рискнул угол варить, все таки испортить оч. легко, на этот случай берегу УОНИ, раз прошелся и все ОК. Потихоньку пришел пока к выводу, что рутилом хорошо наклонные поверхности варить (вертикал, горизонтал по вертикали), шлак свисает вниз, а метал от поверхностного натяжения прилипает где надо, "обратная" текучесть прям. Попробовал на обрезках профиля сварить угол накрутив тока около 70А (МР3 d=2мм) и о чудо видно как шлак отстает и где металлическая речка течет, но стоило задержаться (моргнуть) дыра, точнее сварочная ванна выпала.., попробовал побыстрее манипулировать, получается - вывод, все не так плохо, а электроды все равно не внушают доверия после УОНИ, честно Уонями при их тонкостях и "характере" в разы проще, даже в отрыв ими можно, в разумных пределах. Заметил одну вещь, при сварке вертикального угла Уонями периодически изменял длину дуги, в этом случае во время длинной дуги металл немного остывал, далее короткой наплавка валика, затем снова длинная (безотрывный отрыв ), таким образом получился шов без отрыва и довольно приличный, причем разогрев металла был ровно на грани. И здесь вопрос стоит так делать или длинной дугой я только ослабляю металл, да + зона от длинной дуги не защищается шлаком и вбирает в себя не нужные газообразные включения?1 балл
-
Я тут глазики новые присмотрел, но цена покруче будет1 балл
-
приличный это что значит? Если под ТИГ, то думаю от 5-6 тыр нужно смотреть цены. Вот недавний подарок друга:
1 балл
-
Нет, это Кристапп 350 4К с ВС 300Б У3 и проволока 1,2 мм в СО2. На бензобаке заплата EWM Picomig варена в смеси1 балл
-
Согласен!Если всё там делать по ГОСТу,то эту котельную надо было сносить к чертям собачьим и строить новую.С конца мая-месяца (возможно,в следующем году будет именно так).По проекту.А там были голимый самострой и сборная солянка....Приходилось всё подгонять по месту.Отводы толкали в трубу по причине элементарной нехватки места для нормального соединения.Как говорится,нос вытащил-хвост увяз...Плюс жёсткие сроки.Седьмого сентября зашли на объект,пятнадцатого того же месяца котельная дала тепло,а семнадцатого была полностью готова,включая вытяжку и сантехнику в бытовках.1 балл
-
273-ю трубу,что на 1-й фотке,резал болгаркой 2,6 кВт,круг 2х230.Потом зачистным диском разделал.Притупление-около 2 мм.Зазор-2 мм.Скос кромки 30 град.Корень проходил рутиловыми электродами,т.к.,по внутренней части труб текла вода,да и не было банально времени нутро от грязи и ржавчины очищать.Если б пошёл основными,то наверняка пор наделал бы....Ободрал снаружи корень крацовкой,после чего заполнение основными электродами пошло на ура.По врезке отводов.Вырезал по наружному диаметру отвода+2 мм автогеном отверстие.Края зачистил болгаркой кругом 6х115.Горизонтальный стык слегка прошёл под скос.Притупление 2 мм,зазор 2 мм.Толщина стенки трубы ф 114-4,5 мм.Варил электродами LB-52U ф 3,2 мм за один проход. По спорам с начальством.Хозяин-барин!Но,иногда-баран... Вашему руководству неплохо бы для начала ознакомиться с теоретической частью сварки трубопроводов.Наверняка,узнают много нового и интересного.Ага. Никогда не спорьте с дураком.Он сначала опустит Вас до своего уровня,а там...Там уже задавит своим авторитетом... Если варить стык (особенно,вертикал или потолок) непрерывной дугой,то при использовании электродов ф 4-5 мм тепловложение будет столь велико,что сварочную ванну вряд ли удержишь...Вытечет нафиг...Конечно,если стыки варятся абы как,то можно и прерывистой дугой,"тычками".Но,даже в этом случае,выигрыш будет эфемерным.Производительность всё равно не вырастет,а упадёт.Плюс к тому-неопрятный вид шва...Вот,крайний случай,варили недавно участок теплотрассы.Труба ф 426.Толщина стенки-10 мм.Корень-электроды 2,5 мм,заполнение-ф4 мм,облицовка-ф3,2 мм.Но,то-на быстроту.Если хочется более аккуратно и спокойно варить,то и заполнение без проблем можно класть "трёшкой".Это "четвёркой"-чуть зазевался,замедлился,аль ток превысил,всё-читай,соплю повесил...1 балл
-
Бери 205-й.При не шибко большой разнице в цене,выиграешь и в мощности и в ПН,значит,в целом,аппарат будет надёжней.Труднее перегрузить будет.Случаи гарантийного ремонта бывают у всех.Если есть не только где купить,но и отремонтировать,то,думаю,всё будет нормально,На край,заменят в сборе по гарантии.Ты ж не на базаре брать будешь? Кстати,куда ты замахиваешься на электроды в 4-5 мм???...Неужто,мосты строить решил,что ли? В большинстве случаев,в хозяйственно-бытовом плане,вполне хватит и 3 мм.С запасом! Кейс-исключительно для местности с тёплым климатом и при домашнем хранении.Если зима нормальная такая,русская,а аппарат придётся перевозить в машине,то кейс быстро лопнет.Деньги на ветер,одним словом...1 балл
-
выкладываю мое видео ,снимал вечером при свете ДРЛки,так что качество не очень.Видео в большей степени предназначается вредителю и всем кому интересно .На видео снято то что пытался показать миротворец в своем первом видео (но только он забыл про допустимые режимы сварки и выложил какую то лажу которая не что не подтверждает и не опровергает). У меня получились 3 скорости подачи на которых стабильно горела дуга и при этом у меня получилось 60,80и100ампер. Но сразу оговорюсь что спутник трех фазный и у него достаточно эластичная дуга в отличии от однофазных кострированных китайцев на которых изменение силы тока при изменении скорости подачи может составить всего лишь 10ампер(при стабильном горении дуги). http://youtu.be/tyXjq4f2J-g и еще сила тока не слабо меняется от вылета проволоки(у меня получилось изменение от 100 до 120ампер) http://youtu.be/qG1N9ObFImE1 балл
-
Здесь здорово всё расписано:Техника выполнения сварных швов http://penzaelektrod...icles/art20.htm там ещё много познавательных статей охватывающий все виды сварки.1 балл
-
@bruce77, И всё же... другим тоже будет интересно. С мобилы правда, но положение тумблеров и светодиод разглядеть можно. На снимке постоянка,импульс частота 400.
1 балл
-
Ну вот не надо горячиться, вы описание читали?- Нет... А я его эксплуатирую уже три года.-------------------- И не надо на меня шрифт повышать. Я вам сейчас фото морды лица аппарата могу выложить.
1 балл
-
Да без отрыва не получается, пока это (фантастика), однако я прикинул для себя, что надо уметь безотрыв, как бы лучше чтоли, (это как сравнить наверно телефон китайский и нормально фирмовый, работает также, функций даже больше у китайского, однако что-то не так, знаешь, что китайский, навернется и все, но с другой стороны знаешь,что и фирмовый в китае делался и как бы получается смысл один разница в названиях самсонг против самсунга)хотя разница в названиях а смысл на выходе тот же судя по обсуждениям про отрыв безотрыв, контроль безотрыв проходит. Да и однажды наблюдая за нашим заводским сварщиком - все фигачит с отрывом, а шов тем временем как будто безотрыв, ровный, равночешуйчатый, без подрезов и шлаковки. Так что наверно начнем потихоньку с отрыва, плавно совершенствуясь в безотрыв.1 балл
-
Это не ПТУ, это как второгодник выпендривается перед новым классом: "да это мы уже проходили", "да вы не хрена не понимаете". Такой человек никогда не осознает, что именно за эти знания он и сидит второй год в одном классе. Я давно уже это понял, только малость ошибся, товарищ не второй год, а уже третий сидит в одном классе и выпендривается. Читайте пост 126.1 балл
-
На нержавейке мне однозначно нравится больше именно импульсом играться при маленьком значении тока первого уровня (базового) и большом значении тока второго уровня(пикового). На черняге ставлю соотношение токов в импульсе 50/50 и кручу ручку настройки силы тока. Ну а на алюминии для меня проще наверно на самом деле кнопкой включения щёлкать, если конечно это не какая нибудь кондиционерная трубочка. Да, мне ещё 1Гц режим нравится, пробовал и выше, до 100 Гц у меня, но особого применения таким частотам не нашёл.1 балл
-
BAV, ано 21 2-ка нормальный электрод для 1,5 мм профиля. А вот обратный прыжок с основных на рутиловый - енто маленький шок для любого сварщика, кто бы что не говорил. Ванны не видать, нужен другой наклон электрода и способ его перемещения. Попробуйте с упором электрода в изделие и без колебательных движений уложить один ниточный валик, при сварке в потолочном положении электрод держать вертикально. Никаких наклонов относительно будущего шва, пусть тепловая энергия дуги работает только в том месте, где вам нужно. Металл тонкий, если варить углом назад или вперёд, то это будут ненужные тепловложения в металл, соответственно и прожог. Если так не получится, то только в быстрый отрыв.1 балл
-
@АВН, Ещё и шлачины в горох размером1 балл
-
Как-то в понедельник подходит ко мне друг-сварщик и спрашивает: -Ты рутилом варил когда нибудь?Итальянским? -Нет,а что такое? -Они не варят.Тавр,в нижнем положении,прилепил,а он отвалился...На одной детали валик,а на второй даже прихватки не получилось,только шлак один... -??? Человек отработал 12 лет на аргоне,п/а и основным электродом варить умеет.А Вы удивляетесь почему рутил не варит.1 балл
-
Специально для местных арго алконавтов была создана http://websvarka.ru/talk/index.php?showtopic=1366&st=80#entry28226 ,не стесняйтесь,все свои.1 балл
-
@Litoy, Вы либо варите,либо нет..легкого там немного (разве что масса аппарата)Научитесь варить и всё будет по плечу и инвертор и трансформатор и САК и ВДшка..Но каждый сварной начиная варить другим (новым) аппаратом знает что у каждого свой "характер" один "мягче" др."жесще" ..приходится привыкать.1 балл
-
Главное уже ответил @митька51.Каждый выбирает от своего бюджета,задач и предпочтений в дизайне. Для начала пройдите по окрестным магазинам и найдите 2х-3х кандидатов для покупки,называться они могут как угодно.Спросите продавцов только о гарантии и сервисе,иначе они Вам мозги снесут своим трёпом.Отберите главного кандидата по цене/мощности и сравните характеристики всех трёх на сайтах производителей.После всех этих действий спрашивайте себя и нас:"Стоит ли покупать вот такой www.http//*** ?" Инвертор может называться хоть "Электроласточка", фантазию производителей сложно предугадать. Интересно, скоро раз всё это в разных вариациях я уже повторил на форуме?..Купите себе FoxWeld Inver MIG 185 ,хоть узнаю,как он в работе %-)).1 балл
-
@Шурпет, Я думаю что болгарка на 230 мм и правда не инструмент которым запросто может работать всякий. А в случае резки элементов с угрозой "сжатие пропила" я обычно делаю два реза почти на всю глубину чтоб в итоге они сходились клином, а оставшуюся "соплю" просто доламываю. При чём стараюсь делать эти пропилы не один за другим, а по чуть и часто сменяю их. А вот распускать например аккуратно толстый лист болгаркой-это те ещё приключения. Приходилось по нескольку метров 30мм листа резать, до сих пор помнится1 балл
-
Чаще всего применяют графитовые щетки ЭД. Но можно съем тока организовать и ремнем, сплетенным из многожильного медного провода.
1 балл
-
Во чё сварганил.Барбекюшница и печка под казан.Для барбекюшници решётку пока не знаю из чего сделать.
1 балл
-
Более трёх сот тонн трубъя за 3 месяца (непривычно после 57й)
1 балл
-
C 2005 года работаю главным сварщиком на ГРЭС. Имею 3-й уровень НАКС. До этого 4 года имел 1-й ровень РАД, РД (КО,ГО,ПТО, ОХНВЛ). В данный момент при строительстве нового блока на ГРЭС создалась некая контролирующая организация (за строителями). И очень ОБИДНО! когда "люди", совсем далёкие от сварки! КУПИВШИЕ себе удостоверения НАКС (2-го уровня), устроившиеся в эту фирму, - пытаются "контролировать" нас сварщиков. Подходят с вопросами типа (Скажите! Что у вас не правильно? а то нам на вас надо написать какую-нибуть жалобу.) Смешно? Вот нам и НАКС!1 балл
-
Любой инвертор с обязательной гарантией и сервисом.Все таки на коленке не отремонтируешь.Тем на форуме завалится можно,зачем создавать новую?1 балл
-
http://www.youtube.com/watch?v=dKO9cNGDOU0&feature=player_detailpage1 балл
-
Фотожаберами разжована тема плакатов о защите зрения на производстве. Не без участия президента и премьера (ну или наоборот) http://www.yaplakal.com/forum27/st/0/topic258413.html
1 балл
-
В серьёзных шарагах есть всё,и карты техн. и слесарь который стыки подгонит как надо.Но в основном всё делаешь сам,резачком,болгарочкой и электродами. Правильно сделал что пошёл на курсы. Отличная специальность. Хороший сварщик всегда с деньгой . Ну а если лепила ,то тут уж претензии только к себе родному.Таких в Росии полно,и не только сварщиков.1 балл
-
Тоже про алкоголь отпишусь. В 2003 попался объектик - разобрать два полурамника (ж\б ангар), особые условия были в том, что прораб не мог с нами находиться, у него ещё три объекта было. Из техники дали только подъёмный кран Краз с решётчатой стрелой (старого образца), На нём мы ездили и возили до места работы инструмент. Прораб был очень нервный человек и любил поорать не только на подчинённых, но и на директора (бывало заходил к директору в кабинет, открывая дверь ногой так, что дверь с петелёк слетала). Первый раз прораб приехал с нами на объект, чтоб показать фронт работ (чтоб за месяц справились) и дать отеческие напутствующие слова: "только попробуйте забухать, пол года с КТУ 0,5 будете работать". 4 человека + крановой и месяц работы - мы сразу прикинули что справимся. Пока хлопцы дербанили стеновые панели с ангаров, я в одно лицо пощёл на вырез основных (лишних) прогонов, оставляя только 4 нитки прогонов на всю длинну ангаров. Без прораба работалось веселее, да хоть и молодыми были, а своё дело знали. Многие знают, что интересно работать, когда дело быстро идёт и работали мы с 7.00 до 21.00. За неделю сдёрнули все панели с двух ангаров и я закончил вырезку "лишних" прогонов и приступил к вырезке связей, и пришёл на помощь хлопцам только на последний ангар. За вторую неделю разобрали первый ангар и перебазировались на второй. Внезапно пошёл дождь, мы уже были изрядно уставшими и хотя в дождь работать не привыкать, но мы забили на это и поехали на кране в магазин за пивом с рыбой и водовкой - дождь все-таки. Хлебнули пивка, покушали рыбки и решили покемарить часик - другой. Проснулись до полудня и стали допивать пиво и подбираться к водке. 5-и метровый стол был в таком состоянии, будто неделю бухали. Кто знал, что директор решит нас навестить. Заходит: - Здравствуйте хлопчики, а чего не работаем ? - Так ведь дождик мешает, Владимир Ивановичь ! - Какой дождик ? В окно давно смотрели ? А из окна солнышко светит... Крановой стал выручать: я на Кразе в болото врюхаться не хочу - тянуть некому... Но директора это уже мало волновало, как и то, что у нас на один ангар ещё целых две недели. Уехал. На извечный вопрос "что делать?" было принято единогласное решение - Допивать ! Ещё с вечера этого дня появились симптомы жопной боли и на следующее утро мы встали в 5.30 и в 5.45 начали усиленно работать. Дело шло к обеду а мы уже сняли 8 пролётов из 22-ух (норма 5 пролётов в день) - вчетвером дело быстрее шло, да и то что я подготовку провёл заметно помогало. В 11.30 приехал наш прораб. Честно говоря, прораб наш был оччень удивлён, директор ведь нарасказывал, что мы все кривые и полурамник стоит целёхонький. И рад бы поорать, а придраться некчему. Поехал с нами на обед - в доме чисто, кастрюляку зелёного борща соседка наварила (наняли тётеньку). Вобщем посидели, пошутили, прораб домой, а мы работать. На следующий день (четверг) мы добили ангар и стали готовиться к отъезду. В пятницу утром пожарили шашлык пивко опять же - вахтовку ждём. Приехали за нами. Водитель вахтовки: - Вы ребятки колитесь, что с прорабом своим сделали? - В смысле ? - Ну когда он к вам приезжал, что ему сочинили ? - Да ничего, работу выполненную посмотрел - уехал... - Понятно, ну вобщем в директорскую опять новую дверь поставили, и в бухгалтерию тоже))) -все катаемся со смеху- ... Вот так вот пронесло с пьянкой, но премии мы разумеется не увидели (ремонт дверей в канторе). Прибавка всё-таки была, а именно к норме на демонтаж - вместо 5-ти 7 пролётов в день.1 балл
-
Посмотрите более внимательно, на линейку масок Sperian http://www.t-h-t.ru/...ian-svarka.html Sperian на уровне Speedglas (или наоборот??????) http://solutions.3mr...nfo/9100Shield/ Берегите глаза...........1 балл