Лидеры




Популярный контент
Показан контент с высокой репутацией 05.10.2012 во всех областях
-
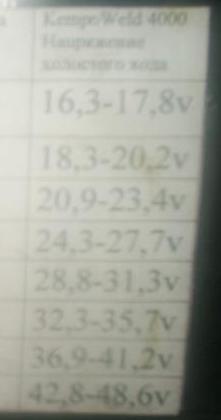
Более трёх сот тонн трубъя за 3 месяца (непривычно после 57й)
 9 баллов
9 баллов -
Немного своих фоток.
3 балла
-
Здесь подробнее.
2 балла
-
Халтура подвернулась ...
2 балла
-
Когда дело не касается аттестаций и зарплаты.2 балла
-
Так это вот и есть. Большинство стыков торцуем, а где боле-менее прилично отрезано, так варю. Мне тоже, но здесь цена уже оговорена за весь объём, нам даже отдали весь металлолом, но мы от него отказались, так-как надо убрать ещё всю стекловату и обмуровку, зато металлисты вроде бы согласились на такие условия, на следущей неделе должны всё вывезти, посмотрим, правда мой напарник скрутил всю бронзу со стояков.2 балла
-
Вредитель,может перестанете уже жевать?Или признайте ошибку или доказательно опровергните...Сварочные процессы,как и физика-электричество едины для всех п/а.Вам это уже с десяток сварщиков сказало.Хоть в "наносветодиоде",хоть в лампочке Яблочкова происходит направленное движение электронов.Точно так же в св.дуге хоть в дешёвой дряни,хоть во "Фрониусе" мотор-редуктор подаёт проволоку в ванну,а от длины дугового промежутка и зависит сила тока.Хоть в профиле 2х2 мм,хоть в 20 мм листе-пластине при сварке происходят одни и те же процессы.У Вас есть опровержение в формате видео с присутствием амперметра или ссылок на официальные документы по св.оборудованию на предмет данного вопроса?Да или нет?Если Вы не перестанете хамить на форуме,мне придётся ограничить Ваше "книгопечатание".Кстати,Вы так и не представились в теме "Кто есть кто" или "Как я стал сварщиком".Или хотя бы опубликуйте в "Св.швах" фото как "можно афигенно отремотрировать автомобиль".2 балла
-
@илья алтухов, Усиление в пределах 1,5 мм будет "в самый ГОСТ" (+ / - 1мм, но не более 3мм и не менее 0,5мм).2 балла
-
Казалось трудно варить левой. Оказалось, не очень Сегодня и завтра ещё будет такая практика.
2 балла
-
В выходные сварил очередную лесенку,завтра поеду монтировать,выложу фотки как выглядит на месте
2 балла
-
Решил показать с помощью чего зарабатываю я. Почему дома? Долго рассказывать. конечно это далеко не всё моё барахло, остальное у друга, в гараже. Есть планы на будущее, объзавестись собственным помещением и кузнечным оборудованием.
1 балл
-
..... было и колосниками варил - что кольцами , что колосниками , шов хрупче чем порошковый на порядок и металообработка шва потом нервная затея. В прошлом эти технологии.1 балл
-
@blazen79,это не принесёт Вам радости.На лист нержавейки нужно положить лист "титана" и отрезать ацетилено-кислородным резаком.Сьели? Сразу скажу,что разметка ПК под гамму Великая Тайна Сборщиков - не расскажу.1 балл
-
В "мутные времена",когда правительство кинуло народ,вручную били шахты метров по 50 ради "жёлтого дьявола".Там,поначалу,мрачновато и страшно,а потом не замечаешь.1 балл
-
Таких мест 12 шт. сегодня и завтра примерно столько же с другого борта.
1 балл
-
Много работал по демонтажу ж/б конструкций, благодарил сварщиков, которые отбивали шлак и тоже резал по чистому металлу. Причём конструкции стояли без кровли в основном и не одну пятилетку. Попадались швы и с не отбитым шлаком, отбивал и точно также видел в меру ржавый металл, и так же спокойно резал. Попадались и прокрашенные швы, и помазанные сразу после сварки кусочком битума (на горячую). Резалось всё на ура. Так что вам, hfaf, достался один из самых геморойных случаев. Хуже когда шлак не был отбит и сразу закрашен толстым слоем или залит смолой.1 балл
-
Купил себе неделю назад вот такой: http://iskraweld.prom.ua/p6528768-svarochnyj-invertornyj-poluavtomat.html Покупал только по одной причине-надоело нормальный, но громоздкий и тяжелый ПА вытаскивать и затаскивать в мастерскую. Покупкой доволен, по цене укладывается в ваш бюджет. Ясное дело и рядом не стоял с именитыми марками, но работает нормально. Само собой придется прикупить балон для углекислоты. Весит пустой 11 кг-это если использовать только электрод, с катушкой проволоки 16кг. Мой старый ПА весит 65 кг и закинуть его в кузов фуры или внутрь автобуса напряжное дело.1 балл
-
А друзей по определению много быть не может, один или два, а вот знакомых навалом.1 балл
-
Это что за зверь? Торцевая пила по металлу что ль? С ней конечно лучше - и трубы в первую очередь легче варить, когда торцовка грамотно сделана! А я все воюю с ремонтом коридора и покупками мебели и прочего. Задолбался короче но конец этого дела уже на горизонте и это радует! Фотки готового выложу примерно в понедельник!
1 балл
-
Здравствуйте, уважаемые форумчане! Начну с небольшой предыстории. Несколько лет назад подкопил денжат и купил себе участок земли. После этого снова начался процесс накопления и строили "поставил" коробку. Все остальное строю сам. И, буквально недавно, "вынесли" мой гараж, где хранился электроинструмент, в числе которых был и инвертор. Снова встал выбор сварочного аппарата. А вот теперь, собственно, и сама проблема: какой аппарат выбрать? Т.е, дано: 1) частный дом в черте города. Напряжение не мерял, но подключен дом к новой подстанции. Полагаю, проблем с этим нет; 2) небольшой опыт работы с инвертором. Самыми существенными изделиями является сварной стол, лестница (с цокольного этажа не первый) и доделка крышы теплицы. Остальное мелочевка; 3) ограниченный бюджет - до 10 тыс. руб. Требуется: 1) возможность работы с металлопрокатом, т.к. в ближайшем будущем необходимо сделать: а) лестницу с первого этажа на мансарду; б) дополнительные двери и решетки из арматуру на гараж и цокольный этаж; в) стационарную циркулярку; г) спортивный уголок к дому (турник, брусья и т.д.); 2) возможность провести кузовные работы. Нужно переварить днище у Жигули. Сразу хочу ответить тем, кто справедливо может заметить, что проще ее продать, чем возиться с ней и купить себе на эти нормальное сварочное оборудование - машина нужно исключительно для нужд строительства. Последние семь лет в своих передвижениях по городу я прекрасно обходился маршрутками и такси, а вот в данный период времени без нее тяжковато. А сам хочу переварить, потому что, во-первых, это приобретение нового навыка и опыта, а, во-вторых, за те деньги, которые пойдут на кузовные работы мне проще самому купить аппарат и научиться. Ну по мелочи - рама на велосипеде детском/взрослом переварить и т.д. Проблема: Перечитал множество тем по выбору сварочного аппарата. Если раньше мои знания в области сварки условно делились на два утверждения: инвертор - это когда варишь с электродом металлопрокат, полуавтомат - это большие газовые баллоны для варки цветмета, то сейчас я полностью запутался. Прошу пояснить некоторые моменты: 1) какой аппарат лучше подойдет для моих целей? 2) нужно ли покупать для моих нужд (бытовые) инвертор и полуавтомат поотдельности? 3) можно ли выполнять сварочные работы с металлопрокатом полуавтомат и насколько сложно им научиться работать? 4) что входит в комплект полуавтомата, т.е. нужно ли дополнительно ли к нему покупать газовые балоны? 5) для моих нужд и необходимых работах, что лучше брать - инверторный или трансформаторный сварочный аппарат (по форуму этот вопрос искал - поиск выдал только одну тему, в которой никакой существенной информации не было)? И чем инверторный отличается от трансформаторного кроме малого веса и возможности работать при малой напряжении? 6) можно ли варить на полуавтомате обычными электродами? 7) есть ли комбинированный вариант дуговая/газовая сварка и стоит ли такой аппарат покупать? Заранее извиняюсь, возможно, за дилетантские вопросы.1 балл
-
Хоть бы извинился для приличия. А то сами на свои грабли наступаете. Я прекрасно понял, что имелось ввиду сварочный трактор, потому и вопрос был не конкретный. Пойми правильно: двигатель в автомобиле тоже живёт своей жизнью, но скорость автомобиля зависит от совокупности выбранных параметров КПП(гидротрансформатор и АКПП) раздаточная коробка(4WD), редуктор , бортовые редуктора. Так же и в сварке моторчик подаёт сварочную проволоку в сварочную ванну, от скорости подачи которой на прямую зависит сварочный ток. Чем больше моторчик подаёт проволоки, чем больше сварочный ток, но при этом нужно повышать напряжение для плавления этой проволоки. Я объяснил самым простым языком. Так будет понятнее? Или нужно как в детском саду объяснять?1 балл
-
Да нет, есть такие что не залипают. У них мало зубьев (очень крупные) и заточка интересная, необычная- угол резания отрицательный. И у основания зуба плавный переход. На первый взгляд такой угол противоречит здравому смыслу но режет алюминий без залипаний. На одной местной фирмочке их в руках держал и рассматривал... Только эти хапуги согласились продать их мне партией из 100 штук, меньше им видители не выгодно. А за 1 такую фрезу почти 200 гривен хотят. Что б они разорились от жадности...1 балл
-
возьми рулон плотных обоев .оберни трубу по окружности , соедени концы обоев ровно в нахлест,приклей скотчем и отбивай по ним линию маркером.1 балл
-
Вроде взрослые ребята а все фиги показываете. дмитров, у нас на производстве есть ха-хатун вроде вас. Не мог он Picomig даже с инструкцией запустить, аппарат все время показывал общую ошибку. а там просто питание без земли было. Настроили источник для работы, так он заявил, что непременно хочет поработать в режиме ( пульса ) в СО2. Инструкцию он читал внимательно.1 балл
-
Отвечу: @Вредитель,это Ваш единственный аргумент в пользу того,что сила тока на п/а регулируется напряжением? У нас специалистов вашего уровня называют "дебил с проводом" (ничего личного.так,для сравнения).Напишешь ему мелом на БР: "напряжение",он и будет думать что в ручной дуговой сварке (РДС.ММА) ножами на балластнике меняет силу тока вольтами (80+80+80+40+20+10+6).1 балл
-
История стали http://ru.m.wikipedia.org/wiki/%C8%F1%F2%EE%F0%E8%FF_%EF%F0%EE%E8%E7%E2%EE%E4%F1%F2%E2%E0_%E8_%E8%F1%EF%EE%EB%FC%E7%EE%E2%E0%ED%E8%FF_%E6%E5%EB%E5%E7%E0 История алюминия http://www.almens.ru/reference/history 10 материалов будущего http://expert.ru/russian_reporter/2012/26/10-materialov-kotoryie-pomenyayut-mir/?partner=76654&utm_source=yandex&utm_medium=cpc&utm_content=10_materialov_kotoryie_pomenyayut_mir&utm_campaign=blondy_news1 балл
-
Нация ни разу не воевавшая с равным или превосходящим по силам противником, воюющая в примерном соотношении: "штангист и детсадовская девочка". Буря в пустыне выиграна на 40мм гранатомётах и ракетными ударами, стрелковое оружие то толком не использовалось, несчастная Сербия- то же самое, ракеты и графитные бомбы. Честь и хвала их оружейникам и штабистам: берегут людей и расходуют не мясо а металл... С таким то отношением к ведению войны можно "увлечённо воевать", пока не дойдёт дело до сидения в окопах, извините в собственном дерьме и крови, рукопашных, прорыванием или отстаиванием линии обороны, словом войной "лоб в лоб".. Мой дед, точнее его двоюродный брат сидел немецком в лагере с разными людьми, про белых американцев его мнение было однозначным- не вояки. Сказал что резко отличаются от них "красные", т. е. американские индейцы, в основном в разведке были они. Это вот по его характеристике настоящие воины , но нехорошие, злобные люди Так вот, заканчивая и оформляя мысль: американцы вояки любящие воевать в заведомо выигранной войне. Воюют они техникой, деньгами и вооружением, а не людьми. В принципе если судить по результату- это наилучший подход к войне. Будь я американцем-гордился бы своей армией. Но как нация, как люди они не вояки. Однозначно.1 балл
-
На аустените обычно обмазка осыпается.Поворот делают задержкой кисти с держателем на месте сварки и переставляя локоть как ножку циркуля.1 балл
-
Это первые проходы.Завтра,если будет время,ещё залезу,отделку пройду.Как-то не особо люблю повторно строить леса и устранять дефекты после опрессовки."Монтаж стыка" - три слесаря на трясущихся ногах держали на руках трубу,пока я трясущимися руками прихватывал два сухаря к трубе и отправлял их за стенку,на другие леса,курить и ждать команды "Принять св.принадлежности".Крайний (третий) стык ещё и по диаметру на 6-7 мм не сошёлся.
1 балл
-
Подготовка к зиме.Замена элемента паропровода (острая) к калориферам.
1 балл
-
вот это библия ералаша...бон джорна бамбини http://www.youtube.com/watch?v=SkwqvWUSIxE&feature=related1 балл
-
Малер,вот такой вертикал Вас устроит?Св.08г2с,1,2 мм,углекислота.
1 балл
-
А мне торопиться некуда, ковыряюсь себе потихонечку!
1 балл
-
Прошли те времена, когда всё зависело от полноты налитого стакана. Теперь всё зависет от полноты набитого кармана. Никогда не работал за выпивку. За бесплатно - да. Если мне захочется выпить - пойду куплю.1 балл
-
Недавно была у нас. Плакат на заднем плане, висит ещё сколько себя помню в цехе, с 83года. Цех-17 третья "яма".
1 балл
-
Что они вот на ТЭЦ15 не приезжают?Хоть бы подъездные дороги облагородили,а то яма на яме1 балл
-
Пока руки дошли до плазмы и аргона. По внутренностям оказались близнецами ...
1 балл
-
Да. Тока кому железа не хватает то приходят поШоШать рожковые.... А в обще там помидоры, сало, хлеб и рагу.1 балл
-
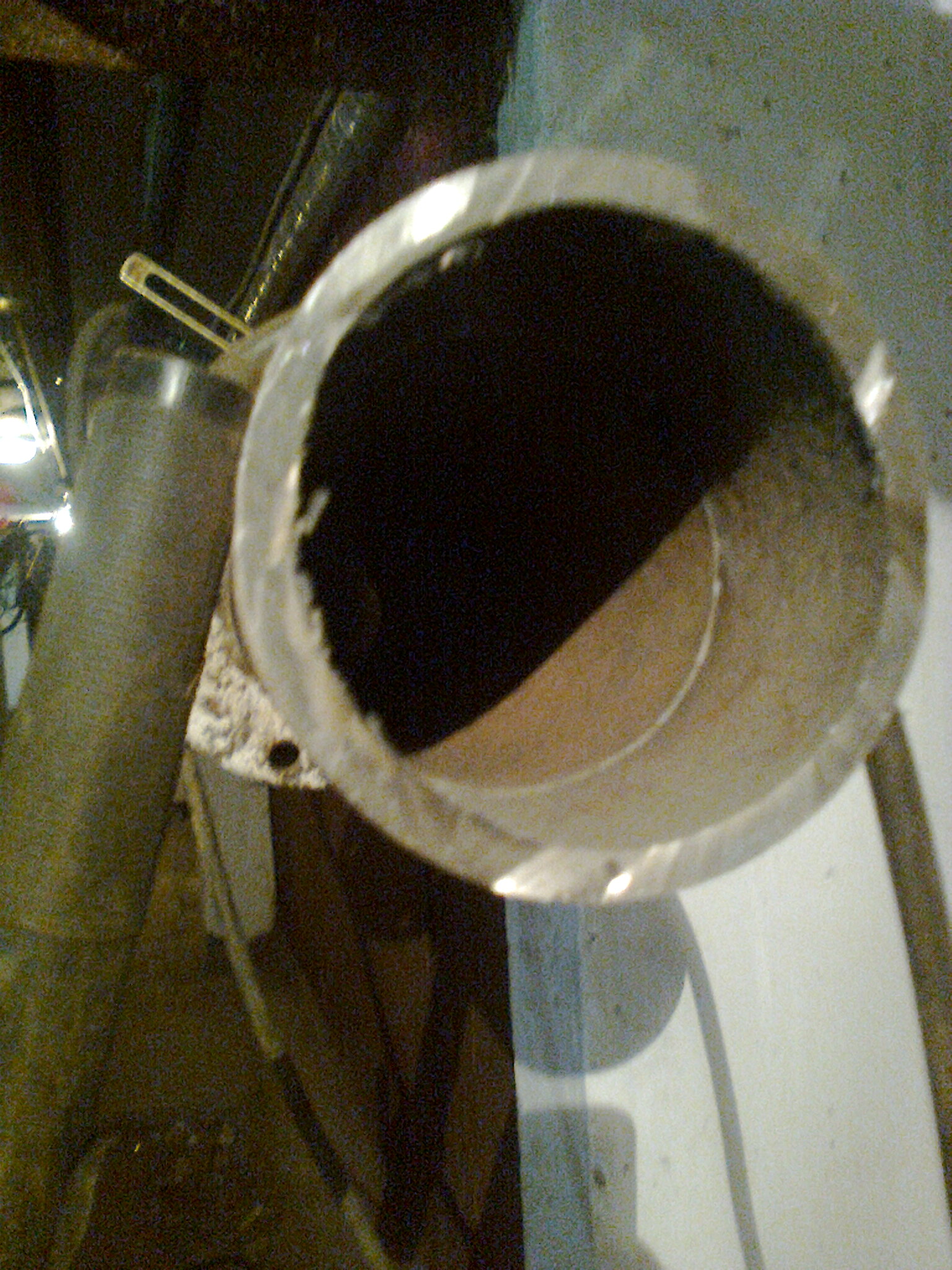
Вот еще чугун.
1 балл
-
Чугунный колектор от трактора
1 балл
-
В 1904 году Оскар Келлберг, основатель ESAB (Еlektriska Swetsnings Aktie Bolaget),изобрел покрытый сварочный электрод. О. Келлберг обнаружил, что, покрывая электрод составом, содержащим тяжелую известь и некоторые другие компоненты, он мог предотвращать загрязнение остывающего шва металла, поскольку препятствовал проникновению в него кислорода и азота воздуха. По мере плавления электрода, происходит сгорание покрытия и образование газа, защищающего твердеющий шов металла. Годом позже О. Келлберг получил патент на свой «сварочный электрод». С этого времени начинается длинный путь развития фирмы ESAB - путь успешных инженерных решений и технических разработок. ESAB всегда остается верен своей исторической миссии - предоставлять своим клиентам оборудование и материалы только высшего качества. И сегодня инициалы « OK » используются для маркировки, известных своим качеством, сварочных электродов фирмы ESAB, напоминая всем сварщикам мира об изобретении Оскара Келлберга. Уже в первые годы электроды О. Келлберга начали широко использоваться для ремонта паровых котлов. Точкой отсчета массового применения сварки стало одобрение в 1920 году Судовым Регистром Ллойда изготовления судов методом сварки. Первым судном, классифицированным Ллойдом, было цельносварное 16-ти метровое судно «ESAB IV». В 1921 году в городе Финстервальде, Германия, ESAB основал свое собственное производство сварочных машин. Двумя годами позже были изготовлены первые сварочные трансформаторы. В 1937 году ESAB представил новый вид сварки - сварку под флюсом, при которой сварочная дуга горит под слоем гранулированного флюса. В 1938 году в Германии была основана компания Келлберг-Еберле ГмбХ по производству машин газовой резки. Несмотря на усовершенствование способов и технологии сварки в 20-х и 30-х годах, процесс сварки оставался малопроизводительным и часто трудновыполнимым. В последующие два десятилетия усилия ESAB были направлены на улучшение качества и увеличение производительности сварки. В 1944 году ESAB представил TIG-сварку, которая и в настоящее время является образцом прецизионной сварки. Высокопроизводительная и универсальная MIG-сварка появилась в 1950 году. В 1952 году были разработаны сварочные электроды с низким содержанием водорода. В 1952 году ESAB разработал процесс плазменно-дуговой сварки, а в 1957 году появилась порошковая проволока для сварки в среде защитных газов, что позволило увеличить возможности и производительность сварки. В шестидесятых годах ESAB включает в свою производственную программу оборудование, исполь- зующее новые методы сварки - сварку сопротивлением, электрошлаковую сварку, автоматизированную сварку под флюсом и полуавтоматическую сварку MIG/MAG. В семи- десятых годах ESAB открывает свои предприятия в Северной Америке, Австралии и в Сингапуре. Строятся новые заводы в Швеции, Франции и Италии.1 балл
-
Всем привет я с Ростова кто от сюда то знают других предупреждаю не чего суваться на Ростсельмаш и Мэтек-Ютм обещают одно платят другое1 балл
-
Вставлю и свои пять коп.
1 балл
-
труба 50ка труба133
1 балл
-
Отвечу пока только на #56."815Т" написано маркером,маркировка толщины сталей делают мех.кернером (по виду как гравёр бор-машинкой). Как правило "дуга в дугу" ведут по зазору.Второй (ведомый) сварщик постоянно должен идти своей ванной чуть вслед за первым сварщиком.Эффективным расстоянием считается,если проволока (или электрод) II-ого находится на задней кромке ванны I-ого. Чаще всего работают парами,т.к. главное здесь не одинаковое умение варить,а схожесть характеров.Второму варить сложнее,нервы и режим сварки у него должны быть чуть спокойнее первого.Задача первого-не давать своей ванне "выплёскиваться" на вторую сторону и не медлить со скоростью.Длину участков определяют физ.возможностью варить без остановки и начало их привязывают к прихваткам.Промежуточные прихватки переваривает тот,у кого изнанка прихватки,а напарник в это время поджидает у конца-края прихватки,чтоб присоединиться к дуге первого.Что касается конструкционных погрешностей,то формула проста:2 мм на погонный метр.На каждый метр,а не 10 мм на 5 метров.Свободные кромки (припуска) обшивки не более 10 мм.Есть конструкции,где поводка должна держаться в 1 мм на 7 метров.Никакой утяжки никто не прогнозирует,детали с учётом зазора и чертёжный размер.Предварительный выгиб и жёсткое закрепление в помощь опыту и глазомеру.Если нет возможности переговариваться,то есть сигналы перестукивания и "предварительный сговор" по параметрам.После заполнения фаски способ теряет смысл и каждый работает по своему плану,но брак по гамма-контролю делится на двоих,где бы ни был дефект.
1 балл
-
Что не надо??? Ребята, совмещаем???!!! Ещё может продолжу или к весне сделать. фотка с лестницей старая
1 балл
-
А вот мой арсенал Инвертор KEMPPI MINARC 150. Работаю в основном по воде и отоплению
1 балл
-
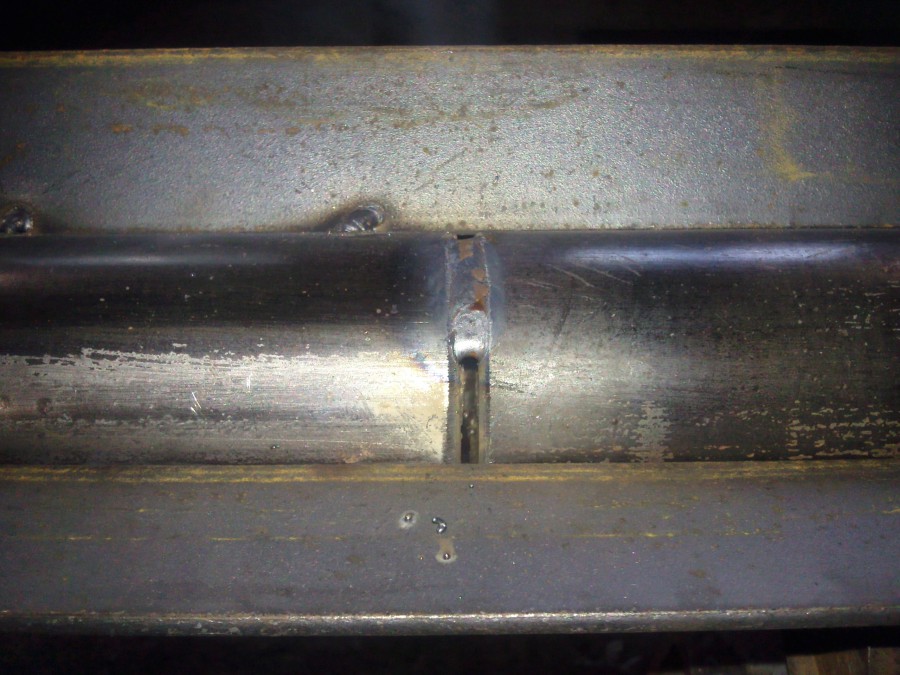
Решил выставить показушный неповоротный стык 89ой паровой трубы с толщиной стенки 5-6мм. проваренный без отрыва хвалёным электродом ЛБ-52. эти фото специально для тех суперпупер сварных которые всё, всегда и везде варят без отрыва, и считают, что без отрыва могут варить только они, и только нефтегазопроводы. Я с удовольствием посмотрел бы, как такие профи заварят ЛБ или УОНИ, гнилой стык в подвале, с которого капает водичка Так, накипело... Маллер, вари всё с отрывом, научишся хорошо варить с отрывом, будешь хорошо варить без отрыва, ничё сложного в этом нет. Да, сварено всё бытовым аппаратом Форсаж 161 и электродом ЛБ-52, Ф2,6мм. в один проход.
1 балл
-
Выкладываю швы с роботой аргоно дуговой сварки. Первый верхний был создан при постоянной подаче присадочной проволоки, то есть не прерывно. Для такого шва подготовка свариваемого стыка производится с особым усердием, что бы не было ямок, бугорков, зазоров и естественно горелых прихваток. Когда подготовка проведена корректно, сварка проходит как по маслу. Емкость вращается горелка жестко на одном месте. Второй шов нижний создан в прерывистом режиме подачи присадочной проволоки 0.40 доли от секунды, то есть такт стабильный и постоянный, что естественно создает волну, как видно на фото. Можно так же увеличить время такта к примеру до 0.70 и чешуя друг от друга в размере увеличится. Так же для увеличении чешуи можно увеличить скорость вращения емкости, что то же приведет к крупной чешуе. Кстати прерывистый такт подачи присадки не так капризен в процессе сварки, как постоянный процесс данного действия, так как поглощает неровности, бугры, зазоры и впадинки за счет созданной волны, то есть чем больше чешуя, тем проще поглощение дефектов сборки. Специалист по данному ремеслу должен определять фактор сборки свариваемого стыка и подбирать режим сварки к детали. Если приглядитесь, то на нижнем стыке виден дефект неровности и поэтому подобран другой режим, в отличии от постоянного.
1 балл
-
вот довелось поработать в конторе под названием "ТрансСпецСтрой "с 29, 04, 11 , неделю ждал пока вывезут с обьекта, то билетов на самолет нет , то денег нет , в общем вату катали как могли , заплатили тока за апрель , говорят вот вот будет за май уже три недели , и такого скотского отношения к людям я еще не видел , будьте осторожней !1 балл