Лидеры




Популярный контент
Показан контент с высокой репутацией 16.07.2012 во всех областях
-
Принял к сведенью все советы .. вот што получилось: http://i038.radikal.ru/1207/02/56372670bdef.jpg http://s018.radikal.ru/i526/1207/e5/852e442a0453.jpg http://s013.radikal.ru/i322/1207/ba/9394b3e5388f.jpg http://s58.radikal.ru/i159/1207/6e/f6dba7d0180d.jpg2 балла
-
то что помогает приготовить по жрать на природе , котелок покупной .
 2 балла
2 балла -
Пролистывая страницы данного форума,заметил,что в разных темах,нет-нет,да и всплывают сообщения,напрямую к этим темам отношения не имеющие,но содержащие разрозненную информацию о трубах в сантехнике.Чтоб не оффтопить и не засорять темы,а заодно как-то систематизировать информацию по трубам,сподвигся на создание данной темы.Как говорится,добро пожаловать! Имея опыт работы конкретно в сантехмонтаже 14 лет,поделюсь своими наблюдениями и личным опытом. Итак...Со сталью,думаю,почти всё ясно.Ну,или почти всё... В плюсе-дешевизна материала,надёжность и терпимость к разного рода сюрпризам эксплуатации (скачки температуры и давления),высокая механическая прочность. Минусы.Соединение на резьбе,особенно в больших количествах и,учитывая отвратное качество ныне производимых чугунных и латунных фитингов (привет братьям-китаясам...)-тот ещё секас...Сварка-процесс непростой,с кандачка не одолеешь.Опыт и ещё раз опыт.И оборудование надо для сварки габаритное и недешёвое.Да и сами трубы в последнее время всё чаще стали попадаться с браком,особенно,шовные.Коррозионная стойкость тоже ухудшается.Думаю,всем сантехникам встречались трубы 60-х,70-х гг,а то и раньше сделанные,насмерть забитые,но без сквозной коррозии.Более свежие трубы зачастую дают течь через 5-6 лет...Как-то не кузяво...Конечно,последние две проблемы имеют дисциплинарный характер,но нам-то от того не легче. Прогресс на месте не стоит и рынок наполнился материалами,имеющими высокую коррозионную стойкость,простыми и дешёвыми в монтаже и имеющими пониженные требования к квалификации сантехников и сварщиков.Исторически раньше у нас появился металлопластик.С него и начнём.Сама металлопластиковая труба дешёвая,гибкая,коррозионно-стойкая.Коэффициент линейного расширения-как у стали,т.е.,с температурной компенсацией длины можно особо не заморачиваться.Фитинги существуют в двух вариантах стыковки с трубой:обжим пресс-клещами и обжим накидными гайками.Обжим клещами более надёжен,но в малых масштабах невыгоден из-за цены инструмента.И само соединение фитинга с трубой-неразборное.Если что,только отрезай и устанавливай новую деталюшку.Обжим накидными гайками более популярен именно при небольших объёмах работ и практически полном отсутствии опыта.И инструментов нужен рекордный минимум.Ножницы для резки труб (пойдёт даже ножовка),да пара разводных ключей.На этом плюсы металлопластика заканчиваются.Металлопластик хорошо переваривает холодную воду.С горячей-не всё так гладко.Гарантированно он держит до 65 градусов,а дальше-как карты лягут.Много зависит от качества самой трубы (а оно весьма разнится),уплотнений фитингов и грамотности монтажников.Я в своей практике уже много встречал аварий именно на отоплении и ГВС,где трубы выполнены в металлопластике.Есть ещё одна проблема,связанная с проходным сечением фитингов.Допустим,сама труба вполне соответствует по своему сечению.А вот проход в фитинге-эдак в 2 раза меньше.Ладно,когда смонтирована времянка с несколькими фитингами.А если-целый дом,где их-сотни?Из-за такого количества дросселей от напора на входе в конце остаётся пшик...Впрочем,в таком случае дешевизна очень относительная,так как сами фитинги стоят не 2 рубля.Встречал случаи,когда сделать дом\коттедж медью вышло бы дешевле...Посему,я монтажом металлопластика почти не занимаюсь,предпочитаю иные композитные материалы.Исключение-тёплые полы в коттеджах,где температура и давление невысокие и всегда под контролем. Собственно,о меди.На рынке она появилась параллельно с металлопластиком,но учитывая её цену и малый опыт монтажа,она оставалась вешью в себе.Так,чисто для пацанов...Позже плюсы меди расчухали и процесс пошёл.А что,коррозионная стойкость высокая,фитинги относительно дешёвые.Можно спокойно хоронить в штробе.Сечение соединениями не заужается.Самих фитингов-на любой вкусТруба отлично противостоит температуре и давлению.По этим позициям впереди-только сталь.Композиты-аутсайдеры.Соединение труб-в трёх вариантах.Обжим.Популярен ту низкоквалифицированных монтажников.Так же,как и металлопластик,по тем же причинам.Но,фитинги дорогие.Пайка оловянным (мягким припоем).Проста ,дешева и относительно надёжна.Важны аккуратность и тщательность при подготовке и пайке.Фитинги стоят дешевле,чем на обжим.Данный способ пайки медных труб-самый распространённый.Требует самой простой пропановой горелки.Пайка медными припоями.Обладает очень высокой надёжностью,но требует повышенной квалификации (ибо по процессу ближе к газосварке) и пропан-кислородной,или,хотя бы,ацетилен-воздушной горелки,дающей большую температуру.Данный способ,в основном,практикуют монтажники климатического оборудования.Они же,для предотвращения окисления труб изнутри в процессе пайки,продувают их изнутри инертными газами (в основном,азотом и аргоном).В сантехмонтаже это не шибко актуально и выполняется чаще по прихоти богатых заказчиков (было бы предложено).Медью я работаю помногу и с удовольствием.Предпочитаю пайку жёсткими припоями. Гофротруба нержавеечная.Её появление сантехники восприняли с особой радостью.Коррозия пофигу.Температура-тоже.Гнётся на раз-два руками и под любым углом.Фитингов-минимум и они не заужают сечение.Стыковка-накидной гайкой и уплотнение силиконовыми манжетами.Мечта!И начали лепить гофронержу,куда можно и нельзя,напрочь забыв про то,что гофрированная поверхность создаёт нехилое гидравлическое сопротивление...Отсюда проблемы в системах отопления и водоснабжения (особенно,с высоким расходом воды).Я применяю гофронержу в нескольких случаях.Её применение связано со способностью данной трубы сжиматься и изгибаться.Например,при монтаже и обвязке канальных и подвесных калориферов в системах приточной вентиляции.В этом случае труба сглаживает вибрации от вентиляторов и не даёт расшатать соединения с магистралью.Также это практикую при обвязке медицинского,пищевого и прочего оборудования,при работе которого присутствуют вибрации.Ну и,само собой разумеется,при обвязке гидромассажных ванн,душевых кабинок и прочего сантехоборудования,которое запитывается скрытой подводкой и,при том,от случая к случаю (при ремонте и обслуживании),передвигается и разбирается.Разного рода гибкую подводку из резиновых шлангов в оплётке ставлю только на смесители,да и то,чаще (если клиент согласен),выполняю подключение гибкой медной трубкой ф 10 мм.Знаете ли,люблю спокойный сон. Композитные (полимерные) материалы. Полиэтилен низкого давления (ПНД).Чёрная полиэтиленовая труба.Применяется для холодной воды.К коррозии равнодушна.Пластична (в известных пределах).Лёгкая и дешёвая.Стыкуется на обжимных фитингах,которые нисколько не заужают сечение.Обжим применяется до диаметров 65 мм.Высокое давление обжимные фитинги не держат.Впрочем,на холодной воде оно бывает редко.Для больших диаметров-только сварка.Сварка стыковая применяется,в основном,при укладке труб под землю.Особенно это актуально при бестраншейной укладке,чтоб при протяжке трубы ничего не мешало.Разного рода ответвления,изгибы и примыкания сначала выполнялись через стальные тройники,отводы и переходы сталь\ПНД типа "ёрш".ныне от таких "сборных фитингов" отказались.Нафиг в трубе коррозионно-нестойкий участок?Широкое применение получила муфтовая сварка электромуфтами.В муфту вделана нагревательная спираль.Муфта с натягом напрессовывается на трубу и фитинг (отвод,тройник,переход сталь\ПНД),подключается аппарат для нагрева и по соответствующей программе выполняет прогрев.Стык готов.Сейчас электромуфтовым способом соединяются и мелкие трубы ПНД.Да,стоит оборудование немало,электромуфты-тоже не копейки,зато надёжность-выше всяческих похвал.Кроме укладки магистральных водоводов,ПНД применяется даже для подвальной разводки холодной воды в многоквартирных домах (бюджетный вариант) и обвязке систем водоснабжения в бассейнах,на водоочистке.Также,при обвязке бассейнов применяют фитинги,приклеиваемые к трубам.На небольших давлениях и температурах работает,но очень тщательно надо зачищать,обезжиривать и промазывать клеем стыкуемые поверхности.Поэтому,склейка полиэтилена-удел немногих фанатов данного процесса. Сшитый полиэтилен.В отличие от ПНД,может переносить умеренно горячую воду (до 65 град. гарантированно).Стыкуется муфтовой сваркой (аналогично полипропилену) и на обжимных фитингах.В отличие от забугории,у нас муфтовая сварка как-то не задалась и стыкуют трубы обжимом.Основное применение сшитого полиэтилена-укладка труб тепло- и водоснабжения в пол и стены.Прокладка труб осуществляется в гофротрубе или теплоизоляции из вспененного полипропилена и т.д.,ибо коэффициент линейного расширения СП выше,чем у стали.Трубы применяются,в основном,малых диаметров (15-20мм) на монтаже радиальных систем отопления в коттеджах.Лично я с сшитым полиэтиленом не работаю по причине отрицательного отношения к радиальным системам. Полипропилен.Думаю,что и распространяться о нём много-излишне.Плюсов у него немало.Дёшев,прост в монтаже,коррозионно-стоек.Фитинги стоят копейки,разнообразия великого,сечение не заужают.Но,коэффициент линейного расширения у него-куда больше,чем даже у меди.Отсюда,трубы,применяемые для отопления и водоснабжения,лучше прятать от глаз подальше.Лежащие по синусоиде "кишки" красоты не добавляют.Полипропилен (даже армированный фольгой) плохо переносит высокую (свыше 80 град.) температуру.Начинаются необратимые удлиннения трубы,вздутия,расслоение армировки и порывы.Посему я никогда и ни за какие коврижки не смонтирую полипропилен в системе отопления или ГВС,где нет контроля за температурой и давлением.Слишком часто там,где подача ГВС-не через теплообменник,а напрямую,с теплоузла,да с подачи и перед узлом смешения,температура взлетает по зиме за сотку.Ну,не рассчитан полипропилен на такое издевательство.В загранице такой технический авантюризм давно под запретом.Давление-до 6 атм и температура 60,ну,70 град.,не более.А у нас ещё почти вся страна-на элеваторных теплоузлах...Какой тут контроль?Безусловно,применение полипропилена в системх центрального отопления разных малых городков и посёлков-вполне оправданная мера.Материал и его монтаж стоят копейки (значит,хилый провинциальный бюджет не так пострадает).Температура и давление в системах невысоки и,как правило,зависят от степени адеватности кочегаров.А,вот,химподготовка теплоносителя-часто ни к чёрту...Стальной трубе жить пару-тройку лет...Хрен с ними,с наружными сетями.Главное,чтоб в домах ничего не текло и не отваливалось...В коттедже,частном доме,полипропилен для водоснабжения-само то.Уже немало смонтировал систем в домах на полипропилене.Но,всё стараюсь спрятать.В стяжку,в штробу.Чтоб глаз не резало.И трубу укладываю в рубашку из теплоизоляции,в короба со свободным креплением,чтоб трубы двигались при удлиннении.Пока нареканий нет.Монтировал из полипропилена системы снабжения сжатым воздухом на производстве.Оченно кошерно!Влага,даже если и есть (осушителей нема или филонят),то не вызывает коррозии труб и не убивает частицами ржавчины оборудование. Ну,вот...Вкратце,о своём опыте,всё.Вышеизложенное основывается только на моём мнении и на ранг абсолюта не претендует! Если кто тоже поделится своим опытом-буду только рад!1 балл
-
Так кто он, "Дилетант" ? Я, однозначно! ( "Я" как гордо выглядит в тексте)1 балл
-
вот.. такое дело были себе люки, а теперь не будет за качество фото извините, телефон SE x8
1 балл
-
Можно сократить:"процесс получения неразъёмных соединений",а то начинаются доп.вопросы.А какого тока,а почему именно металлических и т.д.Ясен Красин - к кому направляют,тот и дилетант.Настоящий специалист своё мастерство бережёт и на всякую там сварку не расходует.Вот если что нибудь для косм.полёта на Марс,вот тогда специалист покажет...как призовой охотник из х/ф "Обыкновенное Чудо".1 балл
-
У Вас не катет,а "наплыв на грани фола"(любимая фраза ст.мастера ОТК).Шов должен повторять геометрию прямоугольного равнобедренного треугольника (до чего я докатился,геометрия 7 класса).Гипотенуза и будет видимой стороной вашего шва.Она (в сварке) может быть чуть вогнутой или чуть-чуть выпуклой.Если она "домиком",то этот шов ослаблен из-за возникших в нём св.напряжений.Чтобы этого избежать и делают колебательные движения в виде "ёлочки" или "капли",иногда "кольца".1 балл
-
Как-то давно принесли мне 2 сплавных круга диаметром этак 400-450 мм,толщиной ~30 мм и бобышку (толстый но короткий пруток)с фасками,диаметр ~30,а длина около 50 мм.Вопрос поставили о приварке кругов между собой по центру через бобышку.После некоторого размышления я вяло промямлил,что "можно попробовать" и ходоки из соседнего цеха сразу оживились,-"А под рентген можно?"Первый шов на бобышке сделаю точно,а вот со вторым будут проблемы.Дальше на меня снизошла благодать небесная и понял я,что свита св.технолога сплошь средние руководители мастера-станочники.Поинтересовался с тупым взглядом,про дальнейшее предназначение изделия и выяснилось следующее.Технологи-механики решили сэкономить металл-время-деньги и чтобы не точить паз посередине,спихнуть всё на сварку.А изделие идёт на энергетику ПЛ и там будет УЗК и ГК,в добавок ко всему все различные мех.нагрузки,а партия немаленькая.Пришлось быстренько подсчитать в уме непроизводительные потери при изготовлении оснастки,потери от возможного брака сварки и сделать правильный вывод.Поставил параллельно два этих блина,между ними бобышку и воткнул туда же горелку.Посмотрите, господа-технологи,горелка с трудом влезает,но вольфрам не доходит,а его как известно согнуть нельзя.Вся эта шатия-братия вздохнула горько и ушла восвояси.До сих пор мне интересно:кто же из всей нашей группы был больший дилетант?Технолог по сварке,не знающий про то,что вольфрамовый электрод можно согнуть.Мастера станочников,которых не учили,что св.соединение заведомо слабее,чем осн.металл, или всё же я-сварщик,не умеющий загибать этот самый вольфрамовый электрод.1 балл
-
Если бы так не переплавлял, то была бы ступенька. Иногда так переплавляю, даже не отбивая шлак. Как правильно нужно, написано в нормативных документах, а это можешь считать житейским опытом. Пускай плямба, зато не потечет.1 балл
-
ой вредныеее на одном заводе УЗК-ашник проверял тех.вырез заваренный мною (дно наружняя обшивка) РДС в потолок. изнутри варил другой сварщик (п/а) итог: РДС отлично, п/а выстрогать и переварить. на другом заводе УЗК-ашник даже не может сказать что за деффект он( т.е. его прибор) обнаружил, на какой глубине и в допуске или нет. итог: выстрогать все и переварить.1 балл
-
Вот это художественная сварка)) варил правде не я) а товарищ из института Патона он у меня контрольные образци по титану принимал))
1 балл
-
Когда дяденька УЗК-ашник с точностью до 5 мм ткнул пальцем в шов на s=22 и сказал,что там непровар длиной 5-10 мм на глубине 10-15 мм я не верил пока не "выкопал" его (дефект) на свет Божий.А когда устранил - понял, "мастерство не пропьёшь" и что "шаманы" не такие уж вредные ,а скорее полезные.1 балл
-
Всё нормально . сказываются годы тренировок во всём . но не часто такой праздник бывает -отправить семью хоть и не далеко но почти на неделю . реквием по холостой жизни .(пока продукты в холодильнике не закончились) .1 балл
-
Дилетантов в сварке тьма.Обычно их сразу видно;с утра до вечера недовольны своей работой.То швы корявые,то оборудование как то не так работает.Чаще всего недовольны тем,что у кого-то лучше получается и готовы в замочную скважину подглядывать,что б только научиться так же работать.Теорию знают только в практической области применения и на подколки отвечают,что в библиотеке есть книжки,разные умными людьми написанные,и показывают куда идти надо.А уж на вопрос "гамма контроль пройдёт?" все они отвечают хором:"Вскрытие покажет". Дилетанты одним словом,что с них взять...НО всегда подвергают сомнению разные новаторские идеи типа автоматических линий,регулировки тока и напряжения одновременно одной ручкой и т.(ому) п.(одобное).Почему-то именно с дилетантами не любят разговаривать о сварочном производстве высококлассные профессионалы (специалисты во всех областях одновременно) и менеджеры по сварочным техникам.Видимо все дело в том,что дилетанты не знают этикета и вместо того чтобы кивать головой начинают задавать неудобно-неумные вопросы:"А почему у Вас "ток" и "подача" на п/а две ручки,а не одна?","А как Ваш аппарат может одновременно варить ручником и п/а без переключения В-А характеристики?" Но самая главная причина почему дилетанты становятся дилетантами-это их желание делать в жизни что-то одно,но хотя бы на уровне "нормально" и поэтому на вопрос,- "Как ты так сделал?",- отвечают:"не знаю,как-то само получилось".Добавлю,что при этом они смущаются и задвигают ногой под стол кучу "пробного" металлолома,изваренного на разных режимах и пр.положениях.1 балл
-
Два по 200,и 100 на "посошок" -дилетант превращается в профессора .......а вот утром...........он снова дилетант.... .1 балл
-
Вот пара фоток с халтурки.Учюсь варить потихоньку. Жаль учить некому(( http://i052.radikal.ru/1207/85/f5a505254823.jpg http://s44.radikal.ru/i104/1207/2a/4cb9804b11d5.jpg http://s53.radikal.ru/i139/1207/12/dfa8e6e0a5ae.jpg http://s019.radikal.ru/i641/1207/14/7470c4220476.jpg http://s57.radikal.ru/i158/1207/aa/f5bbaec92625.jpg http://s004.radikal.ru/i208/1207/8f/df547b5e4e61.jpg http://i057.radikal.ru/1207/c3/232d6747d048.jpg http://s017.radikal.ru/i440/1207/a2/20e9d1e7f0ad.jpg http://s018.radikal.ru/i514/1207/51/960241368c09.jpg1 балл
-
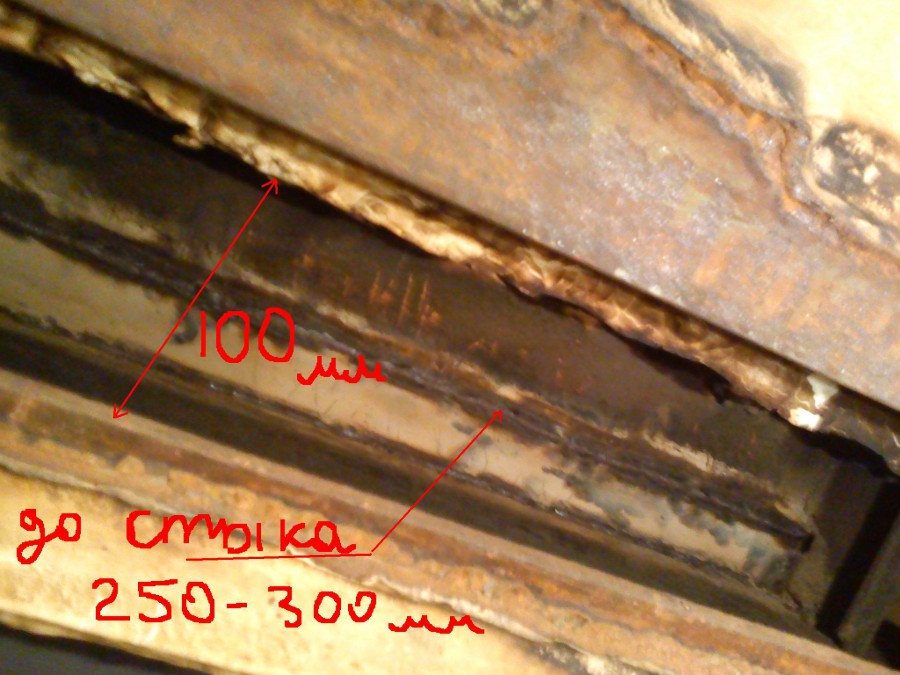
Работы нет, приходится заниматься всякой ерундой и выполнять прожекты моего оооочень экономного друга. Суть проблемы: панельный 16-ти этажный дом, в межпанельный шов четырнадцатого этажа попадает при косом дожде влага и из-за этого мокреет стена. Чтобы не нанимать высотников и не платить им "бешенные деньги" (слова друга-"экономиста"), была "разработана-доработана" вот такая конструкция для выдавливания силикона из тубы. Труба удлинителя - тонкостенная нержавеющая труба, внутри проходит штанга из калиброванного шестигранника на "8", поэтому пистолет получился достаточно лёгкий. Рядом - "инновационный" скребок. Данные инструменты позволяют, высунувшись из окна 14-го этажа, как бы "заделать" межпанельный шов. Удивительно, но испытания на земле по заделке швов в мастерской прошли успешно! У меня возникают сомнения о полезности сия устройства на высоте, но "усатого самодельщика" переубедить не удалось. Позже сообщу о результатах...
1 балл
-
Если при этом происходит снижение оборотов двигателя,то это-причуды топливоподачи.В случае стабильных оборотов мотора-неисправность управляющей электрической части генератора (пригорание контактов подстроечного реостата или реостата регулировки тока,ослабление контактов в соединениях).Это всё справедливо для бесщёточных (индукторных) генераторов серии ГД.У коллекторных (щёточных) генераторов картина несколько иная.Нестабильная дуга бывает по причине подгорания коллектора или подвисания щёток в держателях.1 балл
-
Это обычный рекламный ход, на который покупаются по своей неопытности. В данный момент ТИГу на пятки наступает плазма и П/А, но только не ММА. ММА правда ещё долго будет жить вне помещений. Плазма пока дорогая и хороший П/А тоже не из дешевых, но это реальные конкуренты.1 балл
-
Вот и я себе представил такую картинку,что в центральной заводской лаборатории стоят в очереди соискатели с планками,заваренными дома.Кто побогаче - проходил корень аргоном или строгал,кто по-проще выбирал абразивом или без расчистки корня.Самые умные попросили у заварить заводских друзей...Самые умные и богатые принесут заваренные автоматом под флюсом.Нечего сказать,сплошное ЕГЭ...,а если я заварю дома в нижнем,а сдавать буду как в потолок заваренное?1 балл
-
Куда мы катимся?Скоро НАКС будет организовывать выездную торговлю допусками...Заварите дома,принесите - мы проверим,т.к у нас нет своего поста.Т.е бабло трясти можем,а аппарат предоставить - обломно.Скоро будут образцы на дому зубами для проверки качества надкусывать. @Petrovich, "Фубаг" и "Ресанта" друг друга не слаще.Узнайте про гарантийные обязательства и условия,чьи лучше того и покупайте.При одинаково равных условиях,главное - св.ток и ПВ.1 балл
-
Вопрос ,мне кажется,иного плана был.Имелись ввиду приспособления,облегчающие процесс резки,потому как на весу или без "копира" сделать ровный трудно.Не сомневаюсь,что есть спецы,для которых эта проблема - не проблема и порежет он всё и вся по первому классу точности,но большая часть всё-таки прибегает к "помощникам".Незначительные по длине резы я сделаю и с упором на руку (на палец),но лучше всё же это дело резать по направляющим приспособам.Ещё немаловажно,это постоянная практика,а если к этому прибегаешь от случая к случаю (мой вариант),то уголки,швелеры и циркули -неотъемлимая часть,если хочешь на выходе получить качественный рез.1 балл
-
Делал очень долго.Подскажите, кто делал "Перстень Петра" из серебра? Если есть фотки, выложите пожалуйста!
1 балл
-
Оценивайте.
1 балл
-
сфотал заготовки, которые лосиноостровскими уоньками варил на 40-50А здесь уже под потолком наварены сейчас заготовки свариваю Свэловскими уоньками ток примерно 60А один поворотный, второй по месту, неповоротный, уже ОК-46 . Тоже 60 А. Надо будет взять на работу свой инвертор, чтобы сравнить, как я буду на своем аппарате ток выставлять.
1 балл
-
LB-52U,ток в пределах 50-60А,варят мелочь 1/2"-1" изумительно!Это для "трубы встык".Для врезок ток увеличиваю до 80А.Та же марка,но диаметром 3,2 прекрасно варит "солому" на токах от 55 до 75А.УОНИ ф3мм 60-70А.ВД-зо6 + РБ302.На большом токе сварка чревата прожогом,на малом-непроваром,здесь важна золотая середина,в плане силы тока,ну и сборка стыка немаловажна.Основная проблема "основных"эл-дов повторный поджиг(немало копий сломано) и начало сварки.Коснусь последнего.Здесь есть засада.Т.е.,начинаем варить(прибл. параметры. труба 3/4,LB-52,ф2,6,ток 55А) и в самом начале сварки нам кажется (!?),что току маловато,мы прибавляем и начинается судорожное скакание от кромки к кромке,движения вверх-вниз-вбок,отрыв,стучим,пытаясь зажечь дугу,обмазка "слетела",эл-д "примёрз" или зажёгся не в месте окончания дуги,шов херня...Короче,можно продолжать долго.Но можно поступить иначе.Начало сварки очеь неблагоприятные условия и для трубы,и для электрода.Не раз уже писалось,что начало сварки((5-10мм)убираем,так вот начав варить на небольшом токе и,немного закосячив начало,наблюдаем,что дальше варить становится намного удобнее и комфортнее,и можно спокойно управлять сварочной ванной и влиять на параметры шва(высота,ширина,провар).Ещё один немаловажный момент.Не стоит варить трубу "в один заход",пытаясь переплавить начало шва,несмотря на то,что это "солома".Смею заверить,что это в большинстве случев полная хрень.Не доходя несколько см,прекратить сварку,сделать "заход"(сточить начало) и закончить стык.Это для поворотки.В ином случае начать сварку,немного заступив на шов(до сточенного участка).В этом случае,после стачивания "лишка" шва гарантирован полноценный стык.Для уверенного провара(если кому то так важен корень на "соломе") делаем зазор в стыке,достаточно 1мм,и на токе в 50А всё сваривается изумительно.Следует оговориться,что все приведённые токи не являются аксиомой,у каждого "сварочника" свой ток,да и сеть разная, и на инвертере сварка идёт по другому.Суть этого опуса в том,что и на малом токе есть жизнь,просто надо найти ключик.Если у кого то есть место скепсису,то ради бога.Все эти советы не с потолка и соломы переварил очень достаточно,и электроды разные дерзал и токами-полярностями игрался,пытаясь добиться качественного шва,что снаружи,что внутри.В очень проблемных местах палочкой-выручалочкой являются старые-добрые(хоть и не всегда хорошие)ОЗС-12,и сварка с отрывом "не в падлу".Главное качественный результат.Я вообще считаю неуместными спор о том,что тот или иной тип электродов ущербный.если не считать требования надзора да условия,то ущербны лишь руки варящего да корявый завод -производитель электродов.ИМХО.1 балл
-
Спасибо Hau ,Вы развеяли мои сомнения.С ИТС знакомы не по наслышке,цены озвучивать не буду. На 510 мотор-редуктор индентичен с 421-ым? А то я только слышал про него,но в живую не видел. И вот что ещё; почему бы не посоветовать вместо ВС-300Б ВД-306 ДК ,ведь будет возможность регулировать ток и подачу дистанционно. И РАДС потом,при желании,"присобачить" можно.Или это слишком дорого для бюджетного варианта?Заранее спасибо.1 балл
-
Ni-Cr-Si-B - химический состав сплава. В зависимости от их процентного содержания меняются свойства, в основном твердость от 160 НВ до 62 HRc. Существует серия таких сплавов, из еще называют самофлюсующиеся. Температура плавления 1000 - 1100 град. С. Производятся в виде порошка. Применяюся при плазменной, газопорошковой наплавке, напылении (плазменном, газопламенном) с последующим оплавлением (способ Eutalloy RW). Для сварки чугуна идут сплавы на основе Ni с низкой твердостью. В Туле разработан и выпускается сплав для сварки чугуна системы Ni-Cu-Si-B. Он более текучий, Т пл. около 950 С. В зависимости от типоразмера детали я использую несколько марок сплава. Газопорошковый способ - специальная ацетилен-кислородная горелка, на которой устанавливается баллончик с порошком. Имеется рычаг для включения подачи порошка. Место сварки разделывается, лучше шлифмашинкой, нагревается до 500-700С подается порция порошка, оплавляется. Операции "подача порошка - оплавление" повторяются до заполнения разделки. После окончания сварки - медленное охлаждение. Прочность соединения достаточно высокая. Выкладываю фото, где приварено несущее ухо ДВС. Много зависит от формы и расположения шва. Вот на Ваших фотках кольцевые соединения патрубков - это довольно просто, намного сложнее сварить трубу с листом, на Вашем изделии квадрат. Такие швы приводят к деформации листа стали, на чугуне без специальных приемов такие швы часто трещат. Кстати, ПАНЧ-11 хороший материал, его я тоже применяю, как и некоторые типы электродов. Не все детали можно греть. Напр. головки блоков цилиндров, как правило, надо варить холодным способом. Если что не понятно, скинь Е-mail, на вопросы отвечу.1 балл