Активность
- Последний час
-
Всё закончил второй рельс. Края прямоугольные решил сгладить. Деталь осталась относительно ровной. Ну это как сказать, нахчинающим сварчегам, делать надобно как говорят люди с опытом, ловить каждое слово(вождь говорит). А потом если научишься, будешь делать как тебе удобно. До этого пока ещё далеко. Всё ремонт закончен, скучно. Пойду искать что поделать, пока аппарат в тепле стоит.



-
 Геннадиевна присоединился к сообществу
Геннадиевна присоединился к сообществу - Сегодня
-
Это не запрещено, просто с ростом опыта будете на автомате подстраивать подачу под поведение ванны. Но для этого нужен навык, отточенный тысячами повторений.
-
Да, есть такое, доделывал сейчас этот рельс, тоже обратил внимание, что подача идёт всей кистью. Значит будем тренироваться. Со скоростью подачи, то же в точку, стал быстрей шевелиться, меньше стало трещать, правда иной раз со скорости, мимо ванны подашь присадку.
-
Торец прутка слишком близко к горячей области, скорость подачи недостаточна. Это нормально, этот навык нужно нарабатывать. Скорее всего, подаёте всей кистью, а надо– манипулируя прутком пальцами .Потренируйтесь сначала делать это "на сухую", без дуги.
- Вчера
-
Ну, не совсем так, когда такое происходит, а это имеет место быть, а вот по чему, ещё не могу понять. Но, но, когда сие происходит, то присадка сворачивается в каплю серой грязи и в ванну вообще не попадает, зачастую это происходит со звуком отстрела (при использовании на подобной детали присадки 4043, было проще, мне так показалось, 5356 более требовательна). Подавать получается двумя способами: 1. скользит по детали и сливаемся с ней, 2. подаём сверху проходя через поток газа и зону дуги, в этом случае ванна сворачивается в каплю и надо греть. Уважаемый. Welderman, вот прям точно описал(вывел сразу на чисту воду) процесс, буд-то рядом стоял. При попытке подать под другими углами, не зависимо от скорости происходит, именно отстрел, с характерный звуком, и сворачиванием капли серой грязи, вплоть до остановки сварки и последующей чисткой щёткой и шабрением, удалением капель, откусыванием присадки. Звук такой же, когда макнёшь электродом, хотя контакта меж присадкой и ним, нет.
-
Так и есть, пробовал и так, и так. Когда скользишь прутком по детали пруток плавится не доходя до ванны и вливается в неё, когда подаёшь сверху через дугу и поток горячего газа, ванна сворачивается в каплю, пока не прогреешь дугой, до момента пока она расплывётся. Над скоростью видимо надо работать, есть такое присадка получается постоянно как бы в расплаве, не в самой ванне, а ниточкой связана с расплавом металла.
-
Так то да, но он же присадочный пруток или присадок, да простят меня лингвисты.
-
Если усиливать, то только снизу.
-
Не есть правильно так. Тут и техника сварки (как ранее сказано) ,так и присадка перегревается (плавится, сворачивается в шарик) раньше,чем попадает в ванну.
-
Слово «присадок» (мужской род) является просторечным или профессиональным жаргонизмом, хотя часто используется сварщиками.
-
не знаю что и как работает. Не сталкивался с этим изделием. Но касательно вопроса, вы подумайте, от куда идет излом, что его провоцирует, тогда и ответите, где и что можно усилить и можно ли. Иногда, там где нужно усилить, как раз не возможно использовать усиление и делая усиление с другой стороны, можно немного отсрочить поломку но не искоренить. Либо использовать другой материал, что явно не ваш случай
-
Присадка,а не "присадок".
-
Это ошибка именно техники, подавать надо в ванну и быстро, желательно скользя прутком по металлу, и быстро выходя из горячей области. Вы, судя по описанию, подаёте в зону дуги и горячего газа, и медленно...
-
С внутренней стороны не получится, крепления мешают, с наружней - близко к катку, тож не есть хорошо. Эта система постоянно в движении, вверх, вниз, право, лево. Вращающиеся, движущиеся относительно друг друга, части. Должны оставаться зазоры, в притирку плохо будет. Снег, ветки, обледенение, мало ли. а Сверху и снизу на полках этого двутавра место есть.
-
А, нету таких, есть 2,4, но его мне показалось много, 2мм прилично остужает ванну, так что расплавленный присадок, сначала собирается шариком на поверхности ванны, шреешь другой расплывается и сплавляется с деталью. Мои личные ощущения, пока что.
-
А сделать, как Егор (Luza), сбоку? Обрастет всякими со временем, недавно еще проводом все варил....
-
Ребро, думаю уже не покатит, высоты мало, а лёжа места ещё хватает.
-
Вам бы присадок уже 3,2 на такие токи.
-
Конструктивно здесь должно быть ребро и чем выше - тем лучше, так-как работает сечение. Все, что стремиться по высоте к форме "ребро", будет заведомо лучше.
-
Имею вопрос, если добавить ещё одну накладку чуть короче и уже, в качестве доп.усиления, имеет место быть, смысл есть? Получится что-то типа рессоры. В инете ничего по этому поводу не нашёл. (возможно плохо искал). Просто читал где-то здесь на форуме читал, что усиление должно быть, не толще усиливаемой детали.


-
Всем доброго дня, вечера. Сегодня делал второй экземпляр такого же рельса. Оборудование тоже, электрод 3,2мм, сопло 8, газ 10л по шарику, толщина накладки 5мм, толщина полок двутавра 5- 6мм. Подогрев на этот раз был только в самом начале до 180-200 град.С, далее как-то без него обходился. Чтоб горелка быстрей остывала откручивал сопло и под сварочный откуда воздух дует, горелка остывает быстро, а рельс не успевает остыть, ток ставил 140-135А., ванна образовывалась за 5-6сек (примерно, считал). Присадок er5356 2мм. Сваривал также в шахматном, обратноступенчатом порядке. Можно сказать почти не повело.









- Последняя неделя
-
Нет. Паспорт качества прилагается только к баллону с газом, на каждый баллон- отдельный паспорт.
-
Продам аппарат Growers wsme 200 LCD ac/dc.Аргонодуговой сварочный аппарат. Состояние нового. В работе не был. В комплекте горелка, кабеля и штуцер для подключения газа.цена 85к.отправка сдек и прочее 89040352253 Пс сразу скажу аппарат продает товарищ но как говорится ручаюсь


-
 Aleks452 присоединился к сообществу
Aleks452 присоединился к сообществу -
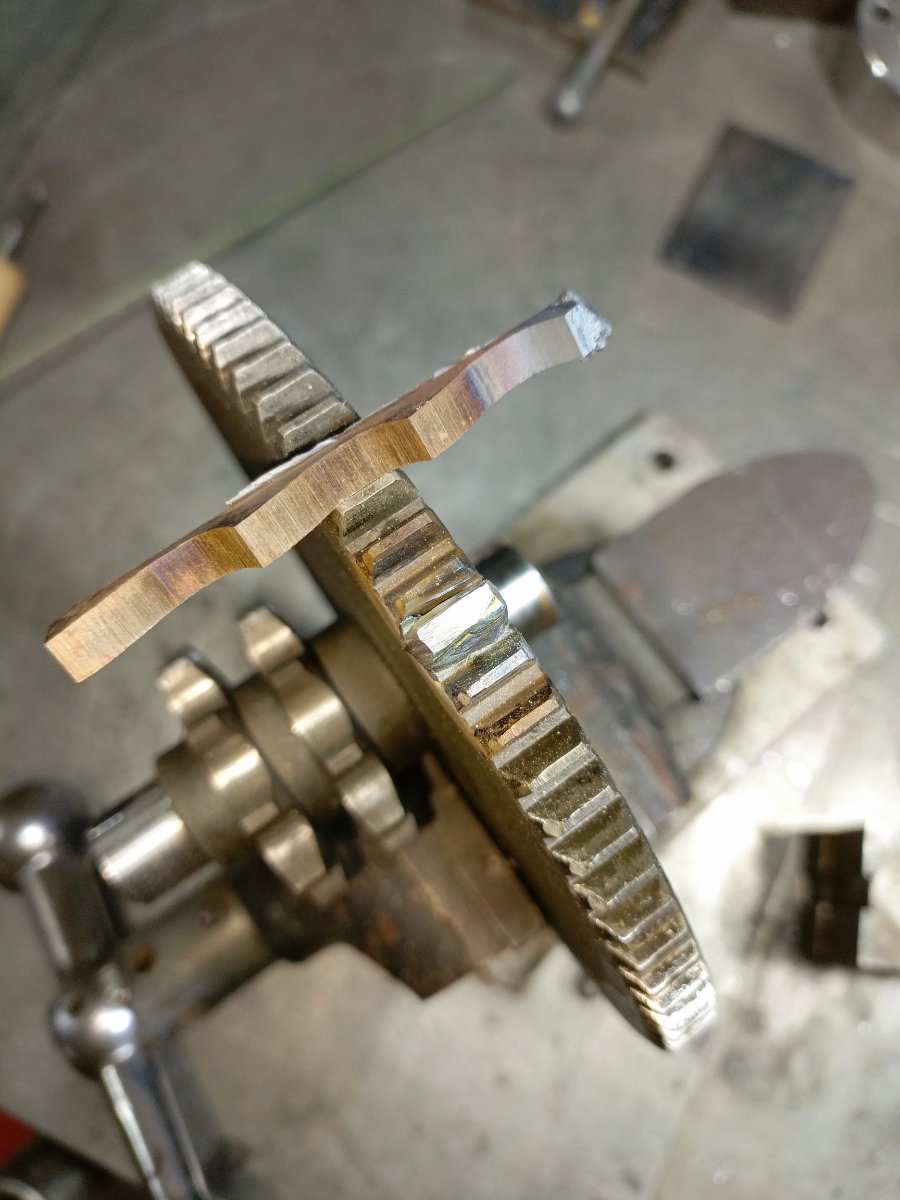
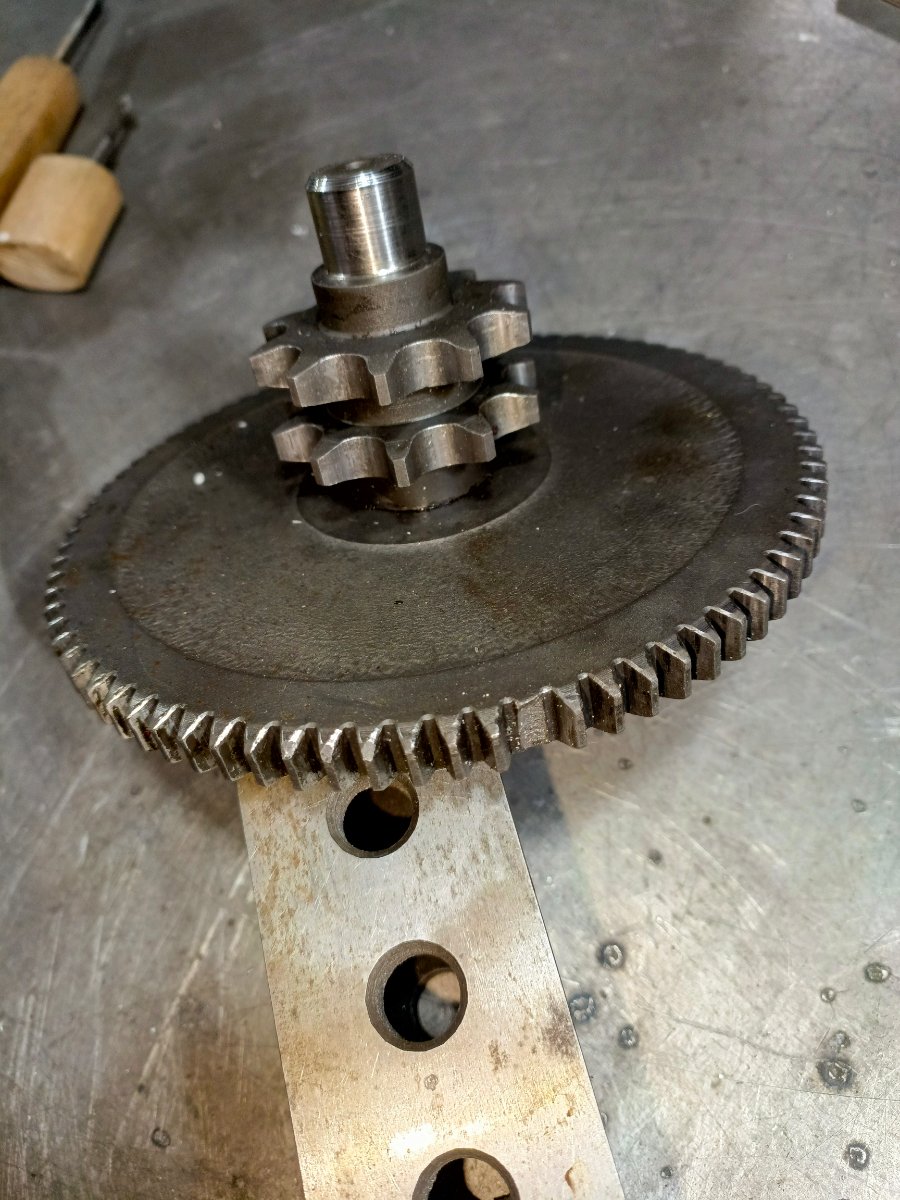
 Хотя это и мотоблок советских времен,но близко к теме. Шестерня. Подслой 316,наплавка Р6М5 и слой В3К. В3К несколько мягче основного металла для приработки поверхности зуба шестерни..,может быть,поживет какое-то время. Припиливаем по шаблону.
Хотя это и мотоблок советских времен,но близко к теме. Шестерня. Подслой 316,наплавка Р6М5 и слой В3К. В3К несколько мягче основного металла для приработки поверхности зуба шестерни..,может быть,поживет какое-то время. Припиливаем по шаблону.