Активность
- Последний час
-
"Знание некоторых принципов легко возмещают незнание некоторых фактов." К. Гельвеций Если владеешь каким-нибудь видом сварки, освоение других видов должно происходить легко. Так же и со сваркой одного вида материала (металла; пластмассы). Освоение другого вида, также должно происходить легко. Учел особенности и вперед. Я вообще сторонник полагаться на инстинкты. Зачастую мыслительная деятельность мешает рукам. Я эту практику использую повсеместно, от спорта до работы. Например в мотокроссе, начнешь слишком тщательно обдумывать свои действия и в результате, то руки-ноги не успеют за головой, то голова начнет тормозить. Я на разминке не раскатываюсь, а стараюсь сразу газануть (после осмотра трассы), чтобы инстинкт включился быстрее из-за реакции на стресс. Также и в работе требующей быстрых, точных движений. Я в автомалярке не раздумываю перед тем, как начать красить деталь, а делаю шаг к ней и сразу начинаю красить. Инстинкт мгновенно включается и движения становятся отточенными. А надо контролировать массу параметров: включение-выключение пистолета в заданных точках; расстояние до детали; перпендикулярность сопла к поверхности с учетом кривизны поверхности; скорость окраски; смещение следующего прохода; насыщение окрасочного слоя на острых кромках; аэродинамические тени на сложной пластике детали; гравитацию при изменении расположения поверхности относительно горизонта. Сварка в этом плане не имеет принципиальных отличий
-
 Дедов гостовский молоток с деревянной ручкой и не надо тысячи платить) Просто иметь парочку и все, чтобы при намеках на поломку заменить, а тот, что под сомнением отремонтировать. У меня березовое полено без сучков в сухом месте на такой случай имеется А со сварочными аппаратами все гораздо сложнее. Не многие понимают, что скрывает под собой корпус, плюс маркетологи дело знают и проталкивают посредственность за бОльшие деньги. В эпоху засилия рекламы только искушенный покупатель готов трепетнее фильтровать предложения, да и хоть как-то углубиться в вопрос выбора. С дедовым молотком такое не прокатит. Там все на виду) а ежели нужно что посерьезнее, то и в вопросе не грех разобраться, сегодня с этим проблем нет: только и успевай фильтровать информацию.
Дедов гостовский молоток с деревянной ручкой и не надо тысячи платить) Просто иметь парочку и все, чтобы при намеках на поломку заменить, а тот, что под сомнением отремонтировать. У меня березовое полено без сучков в сухом месте на такой случай имеется А со сварочными аппаратами все гораздо сложнее. Не многие понимают, что скрывает под собой корпус, плюс маркетологи дело знают и проталкивают посредственность за бОльшие деньги. В эпоху засилия рекламы только искушенный покупатель готов трепетнее фильтровать предложения, да и хоть как-то углубиться в вопрос выбора. С дедовым молотком такое не прокатит. Там все на виду) а ежели нужно что посерьезнее, то и в вопросе не грех разобраться, сегодня с этим проблем нет: только и успевай фильтровать информацию. - Сегодня
-
 ну да ну да .... а то что ручки даже металлические отлетают или т.к. молоток дешевый, а ручка из тонюсенькой трубы, которая тут же гнется .... ну да ну да, второстепенное. Для комфортной работы, нужно, что в сварочном аппарате? Дуга есть? Есть!!!! Аппарат даже ток регулирует. А потом начинается, УОНИ нормально не горят. А электроды так же, наплавляют и чего тебе надо? А вот НАДО!!! Надо шлак легко отделяющийся, а еще чтобы при горении козырька не образовывалось, а ровно типа "зонтик" обмазка горелка, дуга была предсказуемой. Ну это же плюшки... доп функции... Обидно, что раньше заплатил, пусть и копил год и получил то к чему стремился. А вот сейчас можно переплатить и после локоточки грызть. Простой электрод, его приходится тестировать, чтобы понять качество.
ну да ну да .... а то что ручки даже металлические отлетают или т.к. молоток дешевый, а ручка из тонюсенькой трубы, которая тут же гнется .... ну да ну да, второстепенное. Для комфортной работы, нужно, что в сварочном аппарате? Дуга есть? Есть!!!! Аппарат даже ток регулирует. А потом начинается, УОНИ нормально не горят. А электроды так же, наплавляют и чего тебе надо? А вот НАДО!!! Надо шлак легко отделяющийся, а еще чтобы при горении козырька не образовывалось, а ровно типа "зонтик" обмазка горелка, дуга была предсказуемой. Ну это же плюшки... доп функции... Обидно, что раньше заплатил, пусть и копил год и получил то к чему стремился. А вот сейчас можно переплатить и после локоточки грызть. Простой электрод, его приходится тестировать, чтобы понять качество. -
Вот именно это утверждение весьма спорно ибо молотки по применяемости бывают разными и каждая его функция может банально стоить дороже. А если просто колотить и ничего более, то нужна комфортная для работы и достаточная масса бойка. Остальное весьма вторично, если не брать во внимание доп.функции типа гвоздодера. А когда надо колотить в промышленных объемах - есть механизированные версии этого инструмента
-
там не просто некоторая, а разительная. И вообще... это инструмент. Сварочный аппарат, такой же инструмент как и просто молоток. Хороший молоток мало стоить не может, как и отвертка. Я ремонтировал плазменную резку. Дешевая отличается как минимум тем, что банальных защит нет для оператора. Т.е. можно легко пострадать в процессе использования. НО!!! Дуга есть, метал режет, некоторым этого вполне достаточно Хотя... канал "100А" купив фрониус, то же умылся горькими слезами. Заплатил не хилую сумму, а получил ... тыкву. В наше время ценник перестал быть показателем качества.
-
От источника зависит прилично. От того как работает инвертор, как он настроен. Был бюджетный Фоксвелд, по его дисплею на токе меньше 90А 3мм с УОНИ было мучение, разве что видно было, что регулировка форсажа работает. А вот купленный по случаю древний Неон позволяет этими же самыми электродами на 50-60А работать, да и вообще на минимальных своих 30А поджигает 3мм без проблем и дугу держит (само собой высокую, на низкой 3мм на 30А залипает). Навыки мои РДС-ные ниже среднего, но некоторую разницу между источниками заметить тем не менее позволяют.
-
а вы чего такой токсичный? Или вы думаете, что все тут даром обладают и ваши мысли умеют читать? поздравляю!
-
у меня нет сервис-мануалов к Чиа. что за низковольтный тест? да и что он даст? к модулям идёт жёстко 510. и 18 управа. если модули звенят, то при подаче 510 они бахнут по любому. даже при ноле по управлению
-
герметичная упаковка? Скорее всего нет. Значит нарушены условия хранения, в частности влажность. это только можно опытным путем проверить. Дисплей, не важно какой, не означает что он показывает действительность. Любой измерительный прибор нужно перепроверять. Рулетка из магаза или линейка не факт, что идеальный прибор для измерения. А уж ток реальный показать и тем более предварительно установленный, не означает реальность в процессе. Как минимум токовые клещи цеплять и смотреть. На некоторых сварочных аппаратах есть режим калибровки. Есть поверочный прибор и по нему производится подстройка показаний. И даже на европейских брендах нельзя на 100% быть уверенным, а про китайские можно и не говорить.
-
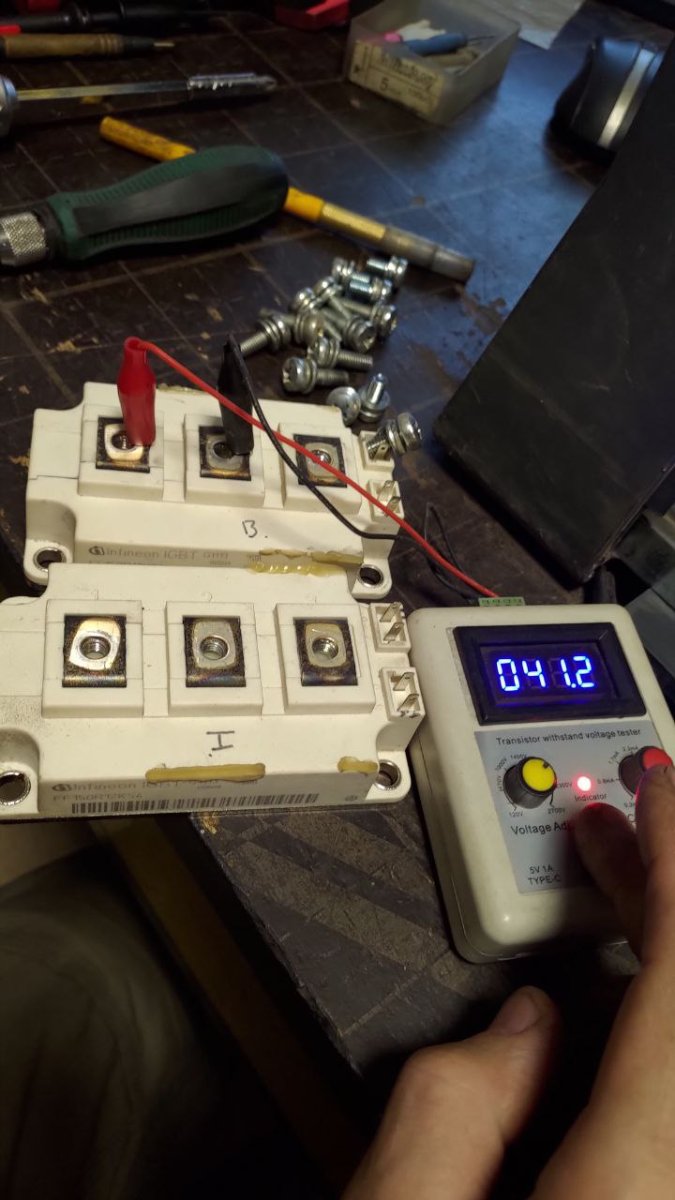
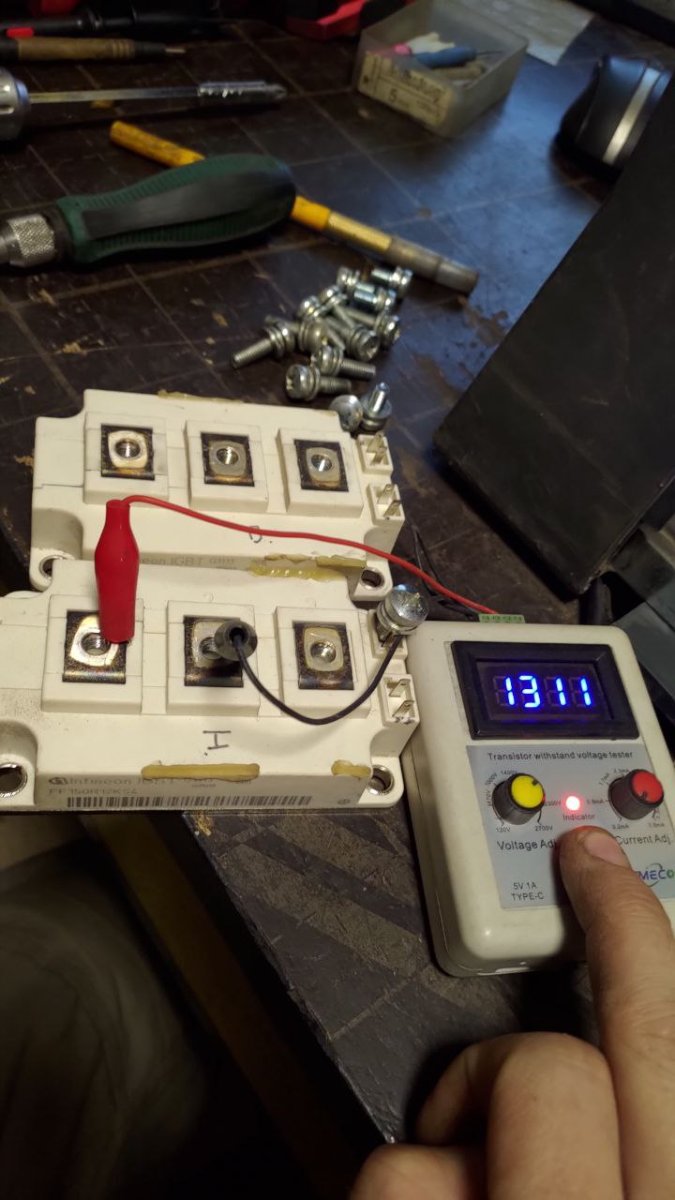
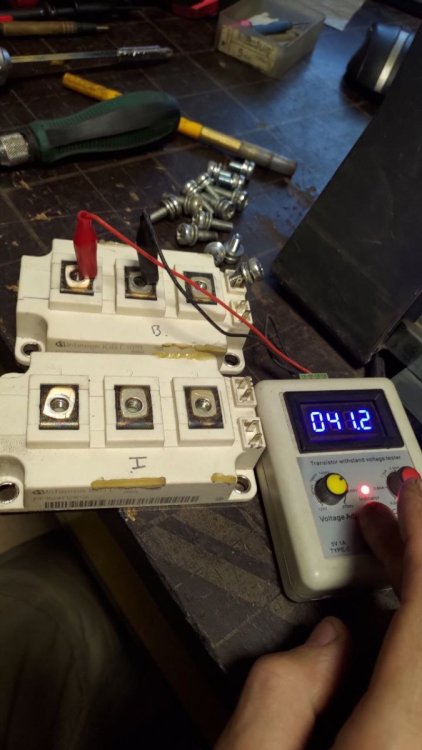
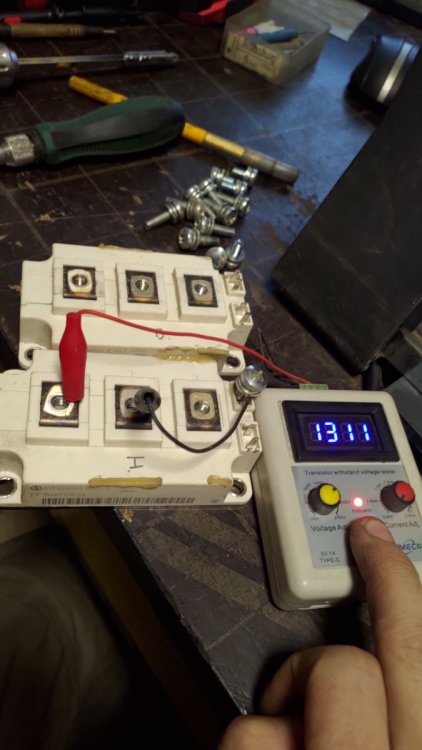
какие ижбт должны звенеть??? конечно, пробитые! на фото понятно вообще, что проверяется? или тоже разжёвывать? ну корочу! ошибку сам победил. почти! МС34161 детектор напряжения.. замкнул одно реле и ошибки нет - его вина доказана. остается найти саму микруху естессно в мма проверяю! потом что? а потом, после детектирования ошибки аппарат выдаёт ошибку и запрещает работу шима. вот что!!! ну щас то импульсы пошли.. но на двух идеальные, а на двух чуть пологие.. пришлось снимать ижбт.. вот теперь и их менять.. один наверно опасян еще напрягает нагрев в одном плече драйвера..резистор и стабилитрон перед имс UC3705... и я пока от 300 запитывал.. от 510 ссыкотно
-
 Полистал темку, обнаружил у себя такую же проблему как описывалась уже тут- электроды не горят на малых токах... Вопрос это инвертор не выдает заявленный(тот что я выставил на регуляторе) ток? Или еще в чем то проблема может быть? Например на пачке указано вертикал 60-80а, на 60ти он тупо не горит и даже не пытается, на 80ти тухнет и не плавит, а вот 100-120а уже работает НО при сварке вертикала уже ощущается избыточность( подрезы, прожоги). Есть еще подозрение что 8ку варить тройкой УОНИ куртовато, но и 2.5 ведет себя похожим образом, избегая прожога начинаешь ускоряться в итоге электрод бежит быстрее ванны и на выходе лажа, еще и тухнет постоянно падла. Ну и второй вопрос тут где то писали про белые разводы, на каких то электродах с основным покрытием такое встречал буквально недавно, причем прямо из свежевскрытой пачки, местами выступали белые разводы как от соли, это косяк или особенность? Если доберусь сфотографирую и марку, и сами пятна.
Полистал темку, обнаружил у себя такую же проблему как описывалась уже тут- электроды не горят на малых токах... Вопрос это инвертор не выдает заявленный(тот что я выставил на регуляторе) ток? Или еще в чем то проблема может быть? Например на пачке указано вертикал 60-80а, на 60ти он тупо не горит и даже не пытается, на 80ти тухнет и не плавит, а вот 100-120а уже работает НО при сварке вертикала уже ощущается избыточность( подрезы, прожоги). Есть еще подозрение что 8ку варить тройкой УОНИ куртовато, но и 2.5 ведет себя похожим образом, избегая прожога начинаешь ускоряться в итоге электрод бежит быстрее ванны и на выходе лажа, еще и тухнет постоянно падла. Ну и второй вопрос тут где то писали про белые разводы, на каких то электродах с основным покрытием такое встречал буквально недавно, причем прямо из свежевскрытой пачки, местами выступали белые разводы как от соли, это косяк или особенность? Если доберусь сфотографирую и марку, и сами пятна. -
да вчера только с командировки вернулся. У них горелку робот перемещает. И... все равно трудности в понимании процесса. Проволока так же подается роботом . Да, там не ТИГ, а ПЛАЗМА была, но от этого только сложнее. Плазма, это сразу два дополнительных параметра: расход плазменного газа, диаметр сопла. ВСЁ - имеем ступор. Начинаем варить, люди смотрят только за ванной, не надо ни чего перемещать и двигать, а понимания уже нет. Только что и пытаются, так изменять ТОК. А еще хуже, когда начинают и ток регулировать одновременно с расходом газа. Приплыли. Крутят туда сюда, а результат нет и НЕ БУДЕТ!!!! А еще я специально им не дал включить подачу проволоки. Ведь в таком случае и скорость присадка будут регулировать. Это хорошо, что диаметр сопла имеет физическое ограничение, надо горелку разбирать. А так, еще бы и диаметр сопла сразу же бы меняли в процессе Люди понятливые (они еще и с роботом должны разобраться и научиться), через некоторое время разберутся, но это в данном случае. А вот в других случаях, вообще ни как не могут усвоить. Говоришь - МЕНЯЙ ОДИН ПАРАМЕТР! В итоге все равно пытаются сразу все изменить. Т.е. в итоге у человека в начале не только с руками не все складывается, т.к. нет еще мышечной памяти. Но еще и понимания самого процесса нет. ПРОСТО МЫ!!!! Забываем, когда сами начинали просто ходить, падать и еще раз пытались ходить. Очевидно когда смотришь за щенками, котятами, их первые шаги, не уверенные и смешные. Потом уже и до охоты дело доходит. P.S. реально иногда держать руку сварщика надо, чтобы часть переменных свести к некоторой стабильности. После отпускаешь (как убрал доп колеса с велосипеда) и он сам уже поехал. Мозг зафиксировал, после старается повторить.
-
Игорь, повеселил!

-
ну ... отбросим свои навыки и опыт. Берем начало. Есть ток, есть высота горелки, есть присадок и еще тысяча разных нюансов. Что мы видим вообще когда горит дуга? О жидкий материал, терминатор... А руки что в этот момент делают, да одна идет в одну сторону, другая в другую. Тут и высоту держать надо и присадок еще умудряться подавать и желательно обладать навыком непрерывной подачи. Отвлекся на присадок, горелка либо вниз пошла, либо вверх, либо в сторону со шва. Начал поправлять горелку, присадок либо тормознул, либо в электрод, либо в сторону. И еще надо за ванной смотреть, может деталь нагрелась и уже шов вот вот провалится и так ... до бесконечности. А теперь сюда во все эти переменные добавляем еще клацканье кнопкой. Задержался, ванна сильно холодная, часто жмакаешь, получаем практически ток сварки, как если держать и не отпускать кнопку. Особенно когда спад 1-1,5 сек. И-и-и-и, все, процесс вообще пошел в разнос. Он и так не был идеальным, а тут еще переменные в формуле успеха добавились.
-
смысл в том, что рука должна иметь опору. Особенно у не профессионалов. По крайней мере, я на весу не могу долго варить. Поэтому нужна опора либо на деталь, либо на стол либо на ногу либо ... люди делают подставку под руку. Либо если есть возможность, опираться на керамическое сопло. В некоторых случаях, оттопырив палец на деталь, пальцем позиционируемся и убираем дрожание. Вариантов полно и в целом иногда приходится пользоваться то одним методом, то другим. скорее всего это связано с тем, что уже работает присадочный материал. Он разбавляет вашу ситуацию. Есть две проблемы. Начинаешь варить, смотришь как ведет себя основной материал. Если на нем грязь, то либо материал либо грязный газ либо подсос воздуха. Т.е. тут так же надо локализовать и разбираться. Касательно материала, обычно находишь тестовый образец, если на нем все хорошо, то откладываешь его и в дальнейшем если проблема проявляется, то достаешь с полочки и пробуешь. Чернота лезет, значит дело не в материале. А второй момент, когда может с присадка чернота лезть. Поэтому тест на основном и после с присадком. Надеюсь мысль поняли. это не допустимо при условии, что у вас еще и расход газа низкий. Надо держать максимально короткую дугу. В этом и сложность ТИГ сварки. Но опять же в процессе, как себя ведет ванна расплавленного метала, показывает, пошло окисление или все хорошо. ЕСЛИ длинная дуга, надо учитывать: ток например 100А. дуга например 15В. (в обычном режиме), следовательно вы получаете некоторую мощность для расплавления материала. Если в процессе вы подымаете дугу и она становится 25В, а то и все 35В, то вы должны понимать, вы повышаете мощность (ток то источник старается удержать на 100А по прежнему). Следовательно и перегрев легко получить и в некоторых случаях, материал начинает перегреваться, разрушаться и терять пластичность. Конечно мы сейчас не берем то что еще и окисление из-за плохой защиты вы можете получить. тут ни чего удивительного. Если есть понимание в материале, то еще есть место удивлению. Когда материал не известный да еще у вас опыта нет, то в целом результат прогнозируемый. Когда горит дуга, когда плавится материал, при определенном опыте можно уже прогнозировать, как и что будет держаться. И если шов идет с чернотой, то рассчитывать на положительный исход не приходится. Рано или поздно отвалится, что-то. присадок это не основной материал, что обеспечивает прочность соединения. Даже если больше присадка внести, то не означает, что соединение будет крепким. Пайка, не так сильно перегревает материал, плюс при качественной подготовке, пайка должна быть так же чистой, без черноты и прочего. Если пайка грязная то и шов пайки будет хрупким. А в вашем случае, еще вы вносите материал из трубы в присадок, где частичное перемешивание. И следствие, одно влияет на другое и в какую сторону будет влияние.... тот еще вопрос. Например как работа с цинковыми сплавами (ЦАМ), лопнет не по шву и не там где добавлен был присадок, а рядом где присадка не попало. А в других случаях, лопнет по шву, т.к. присадок разбавлен получился и он стал хрупким. Т.е. берете качественный присадок, все хорошо, но вот частички из дюраля у вас попадают в ваш присадок. Следствие - присадок становится более хрупким, чем это было изначально заявлено производителем, т.к. хим состав просто изменился.
-
как минимум переключить в ММА режим. А далее смотреть. тут только гадать, о чем вы говорите. вы на каком языке это все говорите? Нет импульсов, какие IGBT должны звенеть? Какие диоды и что кажут и где это - где надо? а потом что? Не успеваете? Работа управления и силовой части не сильно то и связана. Управление это одно, силовая часть другое. Вообще не понятно, что с данной информацией, от вас, делать. ну наверное, пока не увидите импульсы для силовых транзисторов, разбираться во всем том, что за это отвечает и кто что должен генерировать. Если это копия, хотя не знаю, не встречал, то по сервис мануалу предусмотрен низковольтовый тест, когда можно проверить работу аппарата и основных узлов. И только после этого уже собирается все как должно быть и проверяется на сварке.
- Вчера
-
Вот ссылка на этот аппарат -это без скидки -https://svarka.net/goods/Svarochnyj-poluavtomat-VIKING-MIG-500-G-PRO?mod_id=313151416


-
Зубами.
-
Это как умудрились трубку в бараний рог свернуть?
- Последняя неделя
-
Попадалось такое. Точь в точь как рассказали. Снаружи-сварка, изнутри припоем 192-м победил.
-
Такое встречается часто,в основном в продукции автоваза...и логан туда же. Трубка не впаяна в фитинг,а развальцована в прижимной пластине в двух сторон,то есть она проходит пластину насквозь. При опрессовке обнаруживается коррозия/надлом в внешней стороны,а после сварки течь открывается с внутренней. Как правило,надо менять фитинг целиком,но не ошибитесь с радиальным и торцевым уплотнением О-ринг.

-
Замена фитинга.





-
Балуюсь ПА, металл 6ка, проволока 0.8 дека, с разделкой в три прохода, эксперементы с режимами , током, и т. п


-
За долгую жизнь раскладушки въелось.... Вот на фото - очень похоже.

-
Плохо зачистил? Шкрябал как картошку, прям стружка слезала, кромки до чистого металла.