Активность
- Сегодня
-
Ну, это вы загнули...даже будь они целиком из серебра, да и с чем сравнивали? Контактный наконечник для сварочной горелки, посеребренный CuCrZr, размер резьбы M8, диаметр проволоки 1,2 мм, диаметр 10 мм, длина 30 мм, 10 штук.-это имелось в виду? Бинцель , который абикор, ими барыжит.Аж по 300+ руб за штуку.Дороговато для массового производства.Для себя любимого–почему бы и нет... По факту–основной материал-таже вульгарная хромциркониевая бронза.И ценник втрое ниже.
-
Так-то ТПН-ки из М1/M3 делают, хромциркониевой бронзы и ДУКМ.Самые массовые материалы.ДУКМ самый износостойкий и с самым большим сопротивлением.Нанесение серебряного покрытия,возможно уменьшит потери на сопротивление, но собственно, и медных в этом плане хватает за глаза.Износостойкость вкупе с приемлемой стоимостью и правильной геометрией–тут наконечники из хромциркониевой бронзы весьма хороши, при соответствии размера центрального канала ОСТ 23-4.47-72.Посеребреные ТПН-ну, красиво наверно
-
Народ уже наелся дешевки. Я сам никогда не бросался на дешевку. У меня есть еще наконечники посеребренные. На порядок дольше служат.
- Вчера
-
Зато дешевле.Как поёть Серега Шнуров;"Любит наш народ, всякое .овно..." Ездил как-то раз, на толковище по теме"вашапроволокаваритКРИВО!!!!".Даже интересно было, что-то нерядовое... По итогу–снабженец-хад,покупаеть( сто пудов , за откат) наконечники нетрадиционной ориентации.М8, цилиндрические, с галтелью, основное тело девайса всего 6мм.Эту поебень гнёт как солому ветром, так как токи 300+,цикл сварки –минут 5.Да еще размер канала 1,28 вместо 1,40-1,46( проволока 1,2мм). Сварчегг, пока дугу зажёг, раз 5 приклеил проволоку к наконечнику. И кто ж, спрашивается, ему теперь доктор?
-
 ssidor0v присоединился к сообществу
ssidor0v присоединился к сообществу -
Я давно отказался от тонких цилиндрических - постоянно менять надоело. Большие токи плохо переносят.
-
del
-
В общем возвращаясь к первому сообщению в теме предпринял следующие мероприятия: Прочистил всю систему подачи, поменял канал, перешел на конусообразные наконечники(по ощущениям меньше греются чем тонкие), разместил ПА так что-бы подающий канал был максимально выпрямлен. 0.8 проволокой стал варить прекрасно вообще без вспотыканий и обрывов дуги, приятно шелестит и ровно варит, одно удовольствие. На днях опробую еденичку.
-
Печка приобретена, тема неактуальна.
- Последняя неделя
-
 Не знаю, лишним будет комментарий? Или нееет... Как с развитием технического дизайна менялся вид такого типа резонатора. Было/стало.
Не знаю, лишним будет комментарий? Или нееет... Как с развитием технического дизайна менялся вид такого типа резонатора. Было/стало.

-
Товарищи, такой вопрос, есть цех в котором 2 поста (кантователи)- от ВДМ1200, на одном из них ещё стоит инвертор Пионер 5000 от "Сэлмы", обратные провода от источников соединены на заземляющий контур с которым соединены кантователи, по ПУЭ запрещено в качестве обратного провода использовать заземление, собираемся тянуть шину обратного провода, можно ли на нее соединить обратные провода от 2-х источников, т.к. нужна сварка от обоих (пионер 5000 на Мig-mаg, а ВДМ на MMA) ?
-
 Rom2409 присоединился к сообществу
Rom2409 присоединился к сообществу -
Это Инвермиг 185. Та же Аврора 200. Завтра, ежели не забуду, скину и от Авроры. На работе где то на компе. Дома лишь эту нашёл. Хотя она такая же. А по регулировке на балласте это старая тема у этих аппаратов. Им нужен первоначальный ток кз, чтобы на режим выйти. Foxweld INVERMIG 185 .pdf
-
 Субару. Надо было заменить резонатор гельмгольца.Швы перед вами,но,надо сказать,что они работали и будут работать,как бы не насмехались на ними. Только без лишних комментариев,чтобы тему не засорять.
Субару. Надо было заменить резонатор гельмгольца.Швы перед вами,но,надо сказать,что они работали и будут работать,как бы не насмехались на ними. Только без лишних комментариев,чтобы тему не засорять.


-
Вот такое видео есть. <iframe src="https://vk.com/video_ext.php?oid=292567538&id=456239019&autoplay=1" width="853" height="480" style="background-color: #000" allow="autoplay; encrypted-media; fullscreen; picture-in-picture; screen-wake-lock;" frameborder="0" allowfullscreen></iframe>
-
Наткнулся вдруг на свой старый хелп тут. Что есть сказать по теме... Проблема из за которой поднял тему - нет регулировки тока на этой модели , решилась просто: На нагрузочном стенде у меня две ступени - малый ток, до 150 А, большой ток - до 300 А. Так вот эти самые авроры п\а ведут себя все одинаковым образом: Установив нагрузку первой ступени - до 150 А, наблюдаем ток клещами в пределах 100-110 ампер и нет регулировки тока! Вот тут я и заорал - хелп! Установив затем нагрузку второй ступени - 300 А наблюдаем.... регулировку тока от 90А и выше... И так ведут себя практически все авроры. Это уже реально достало - от клиентов постоянно жалобы на неустойчивую работу п/автоматов- нет регулировки тока, брызги металла, прожоги тонкого металла. Притомило раз за разом гонять на стенде очередной аппарат и убеждаться в том что аппарат, в принципе, в порядке. Есть желание помочь мужикам, но нет возможности - нет реальных схем на эти аппараты. Так как с такой проблемой вал аппаратов, на днях вот даже из Билибино прислали новенький - жгет металл, брызги и т.д. , надо бы как то разобраться и решить вопрос. Как понимаю проблема в дурацкой конфигурации схемы форсажа дуги при поджоге. Форсаж включен постоянно, дежурит все время сварки, задержек не имеет, и при малейшей паузе в горении дуги мгновенно включает максимальный ток. Отсюда брызги и прожоги тонкого металла. Урезать бы аппетиты аппаратам, но нужна схема!
-
"Машины должны работать, люди должны думать." - Оптимистический принцип IBM (Принцип Поллианны).
-
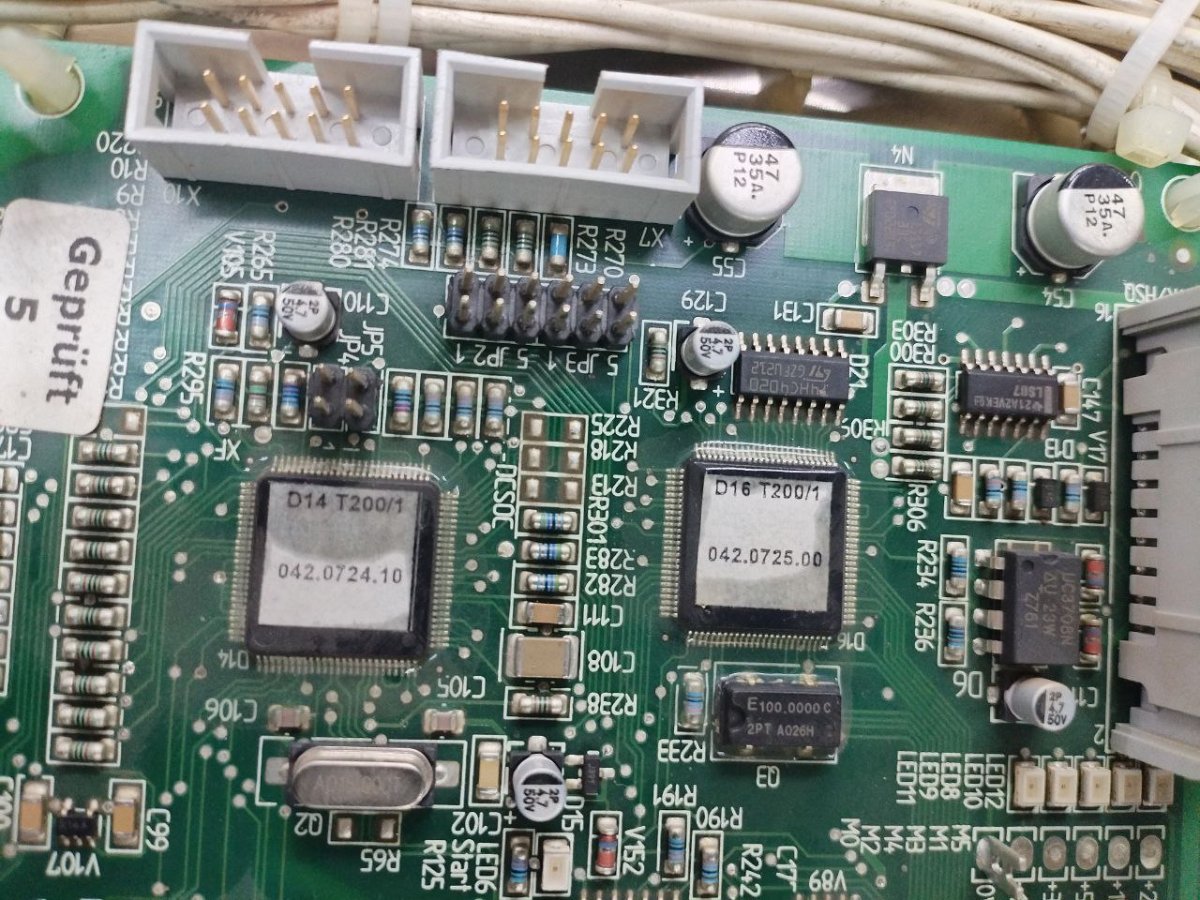
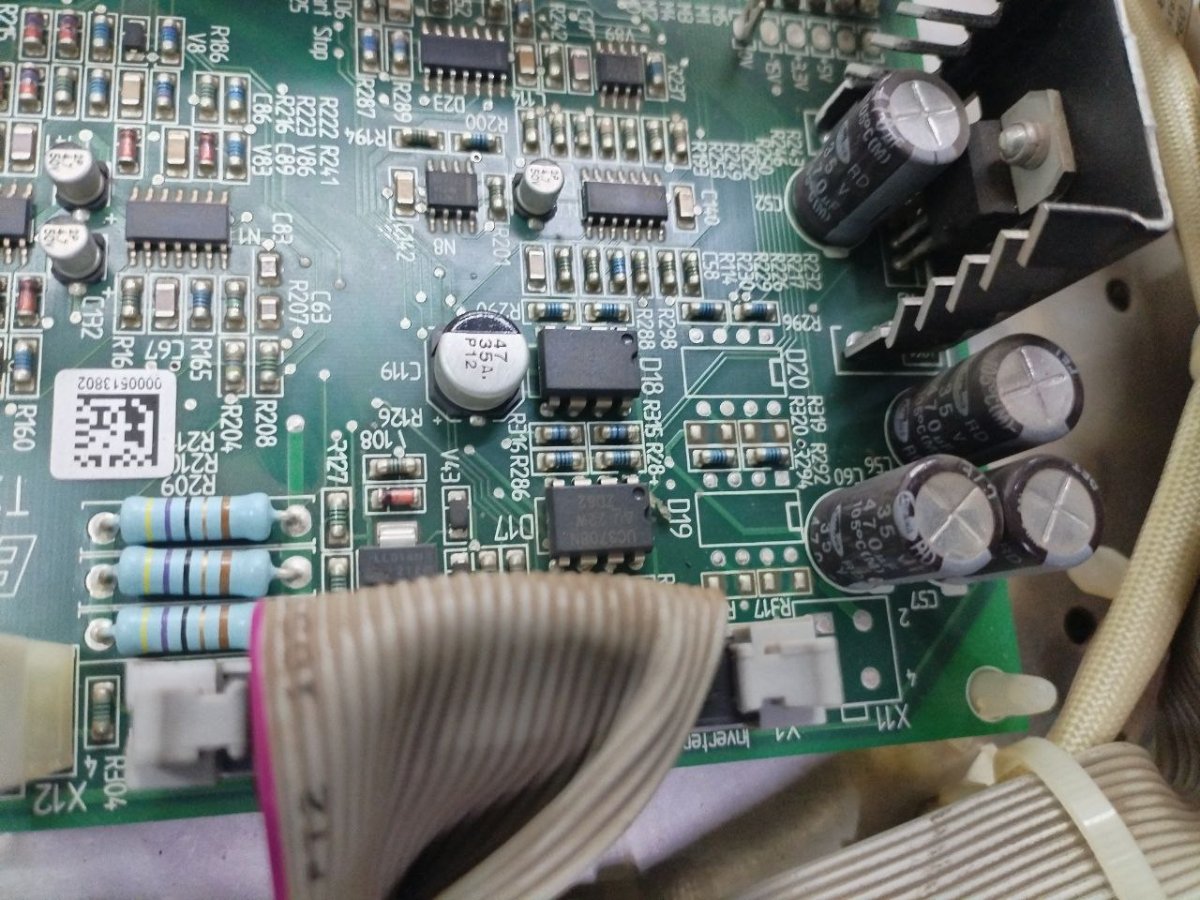
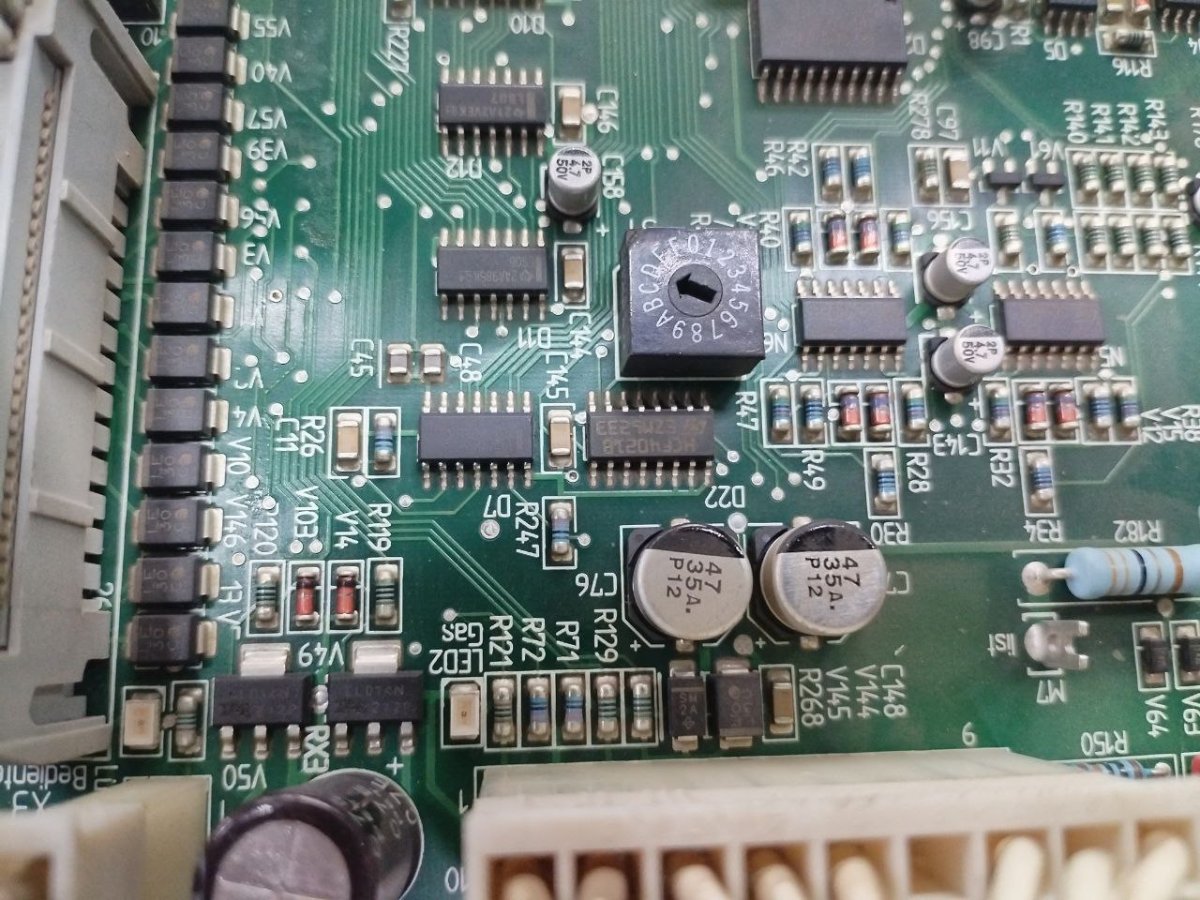
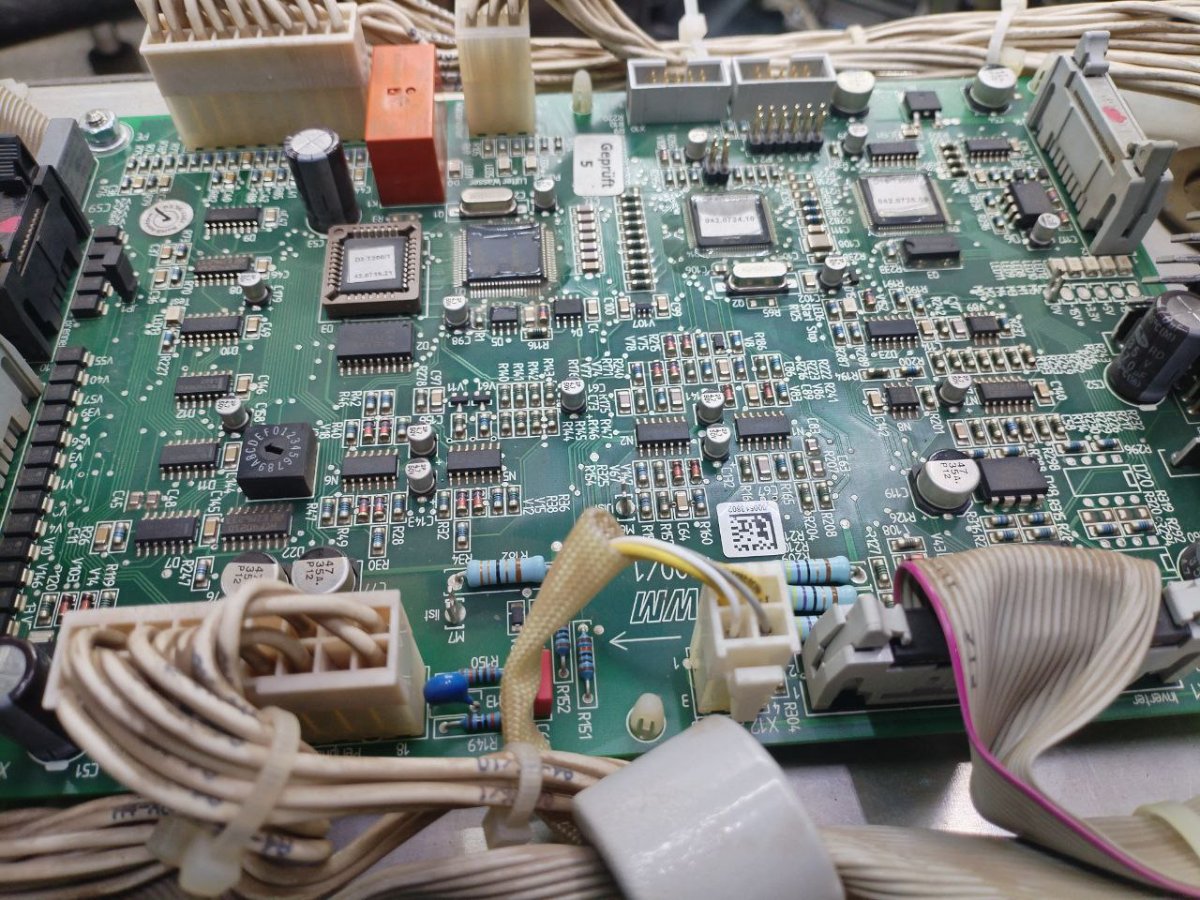
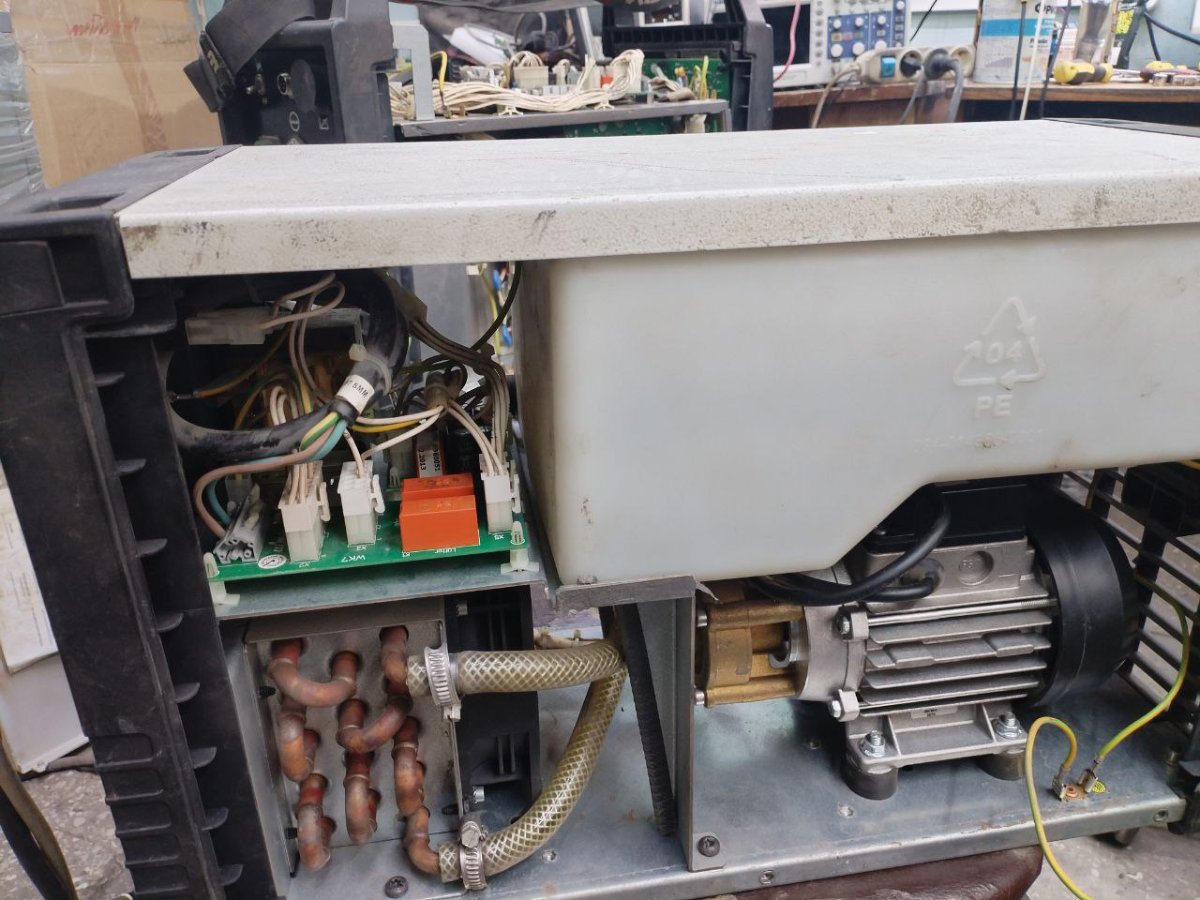
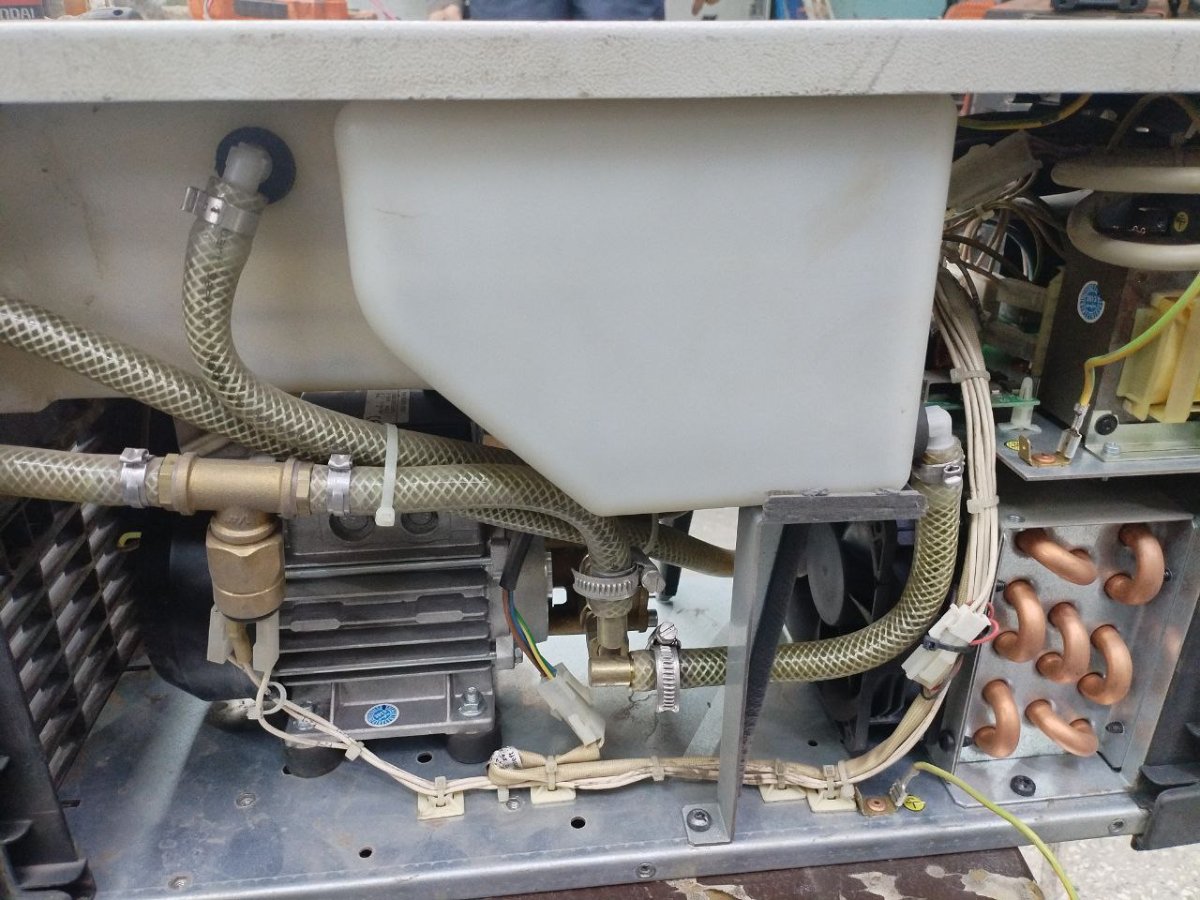
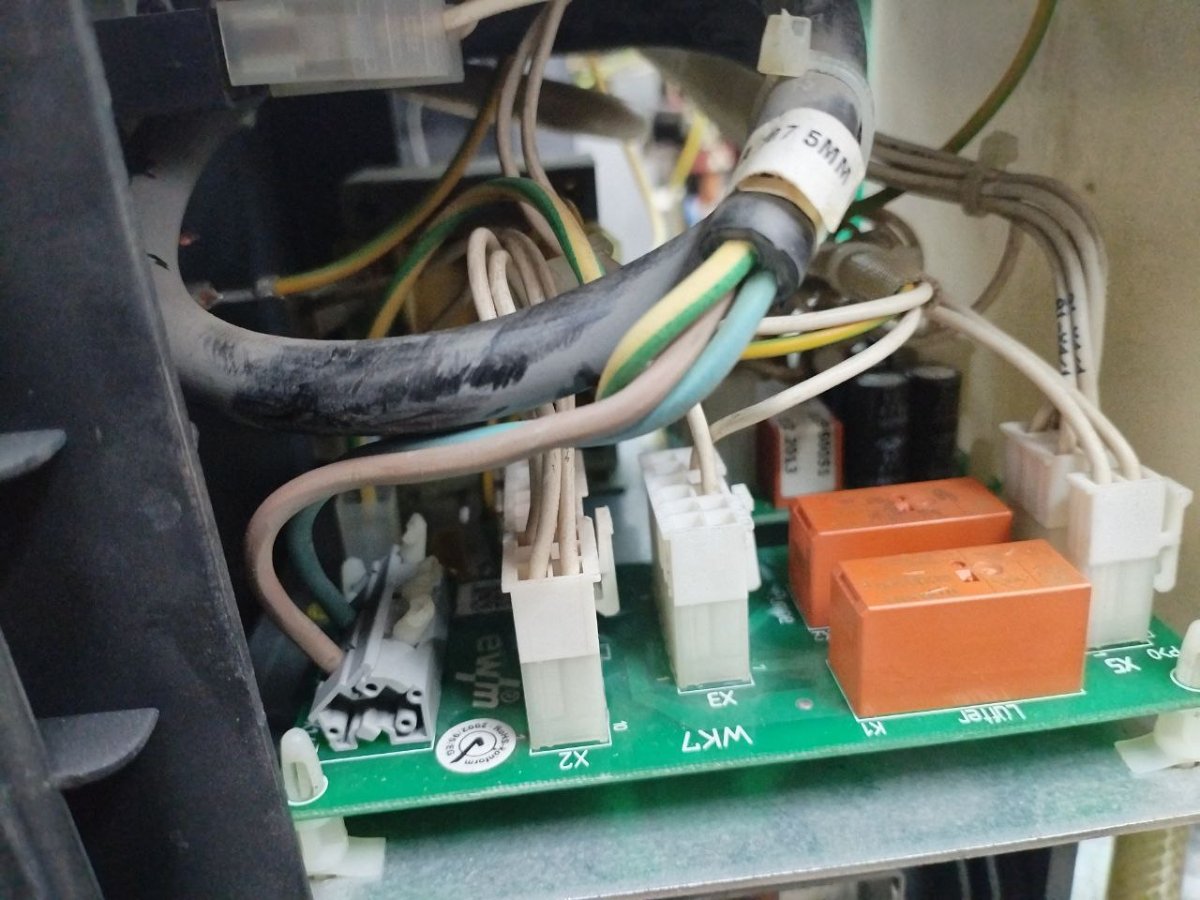
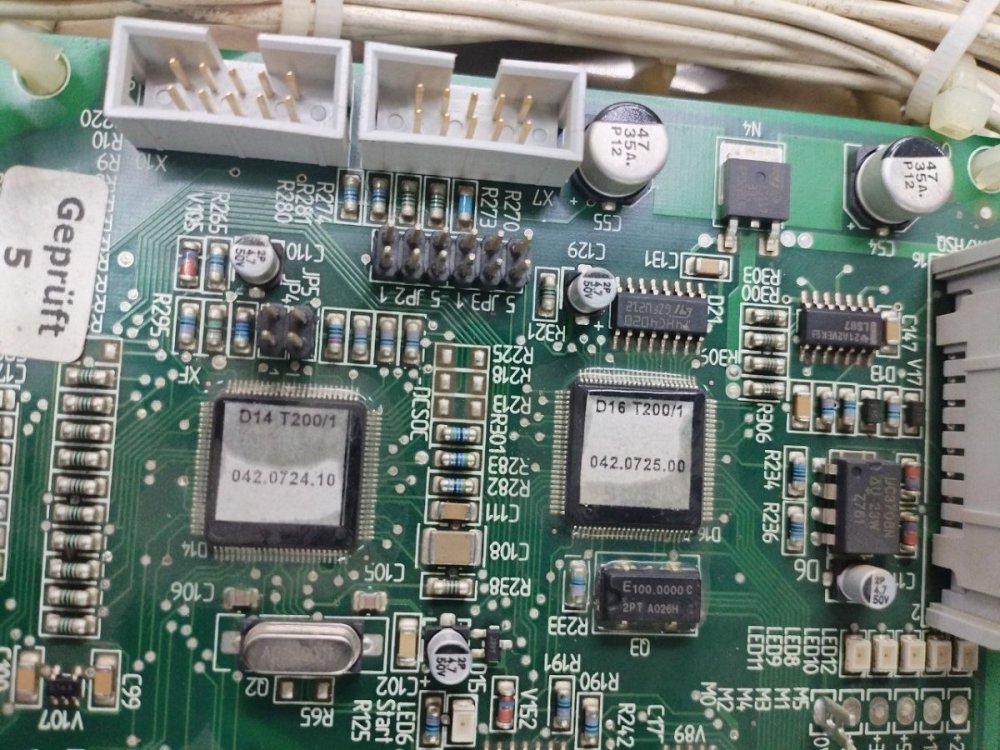
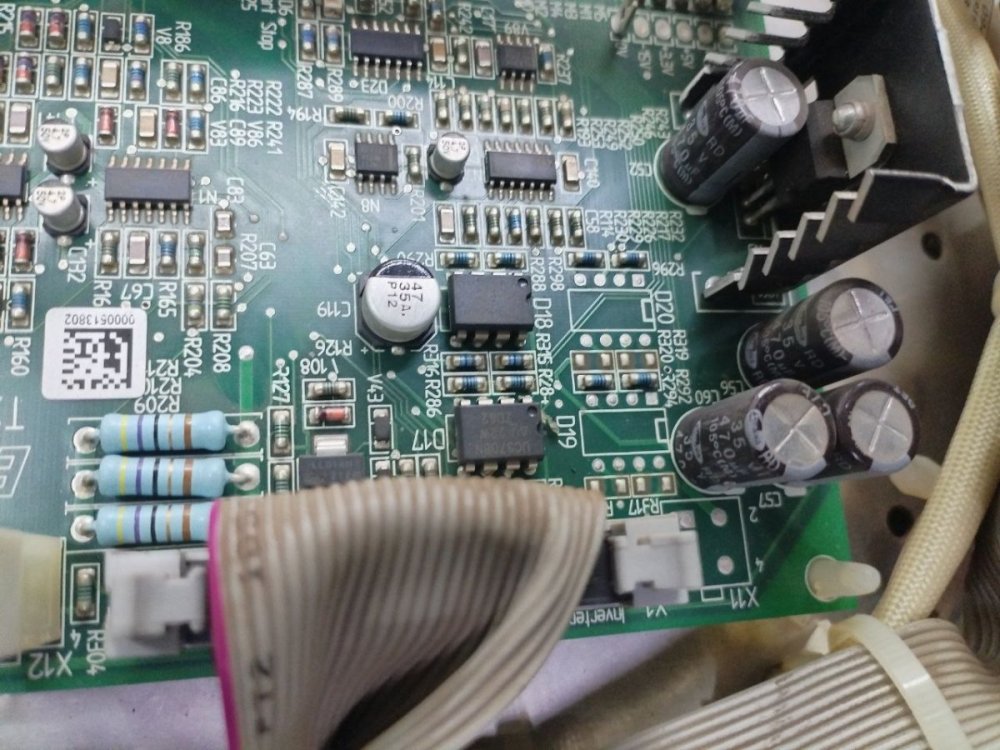
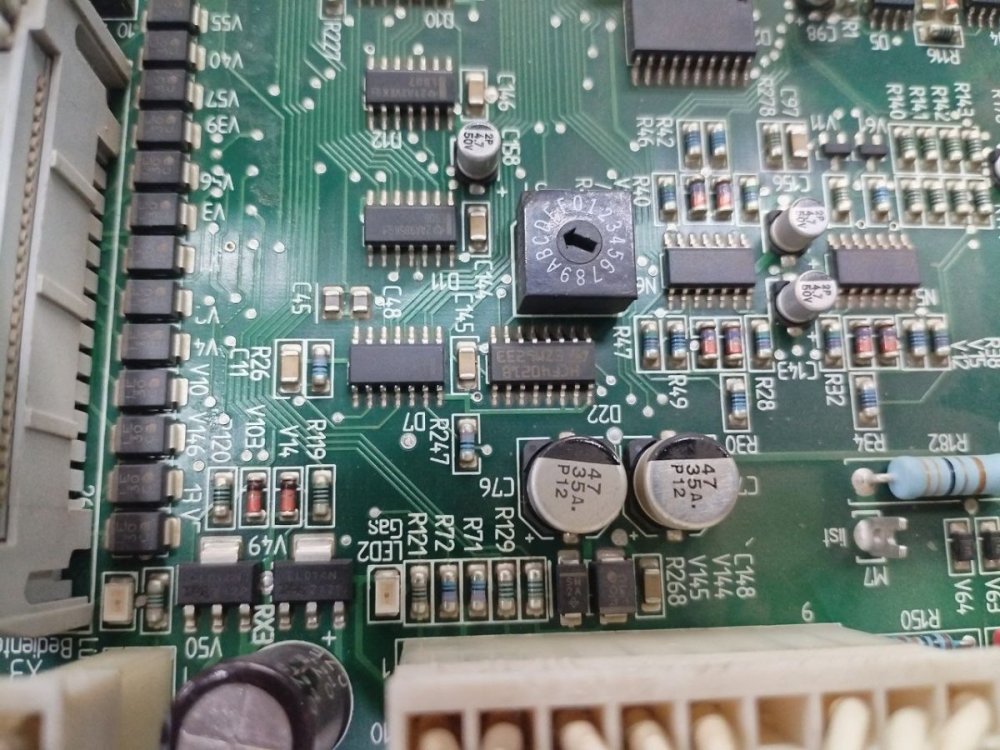
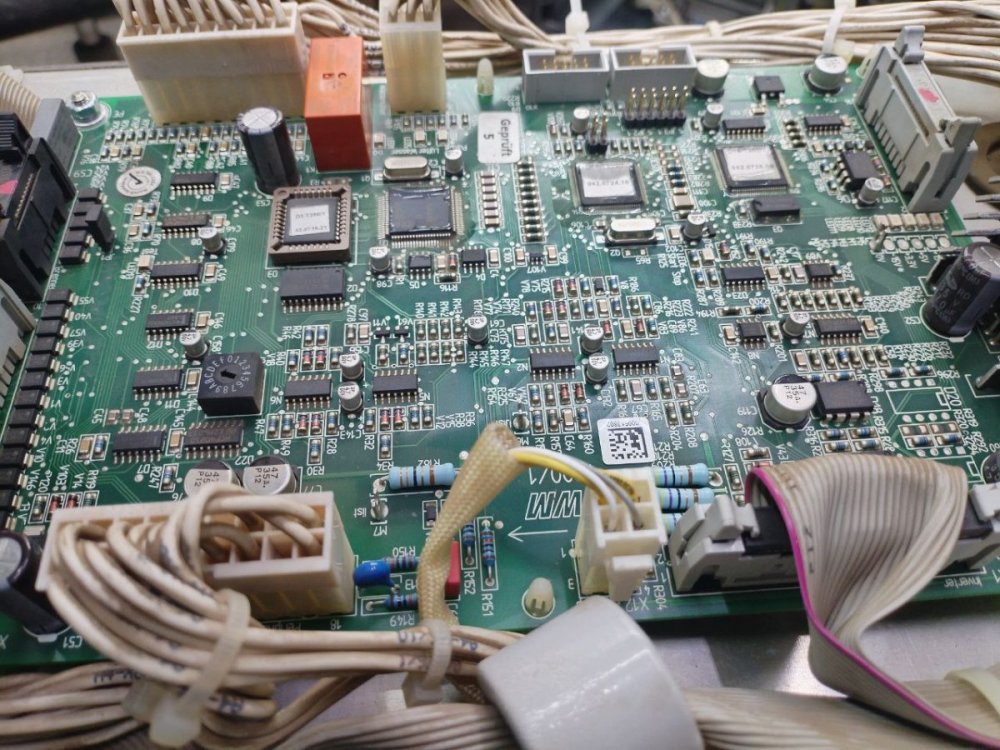
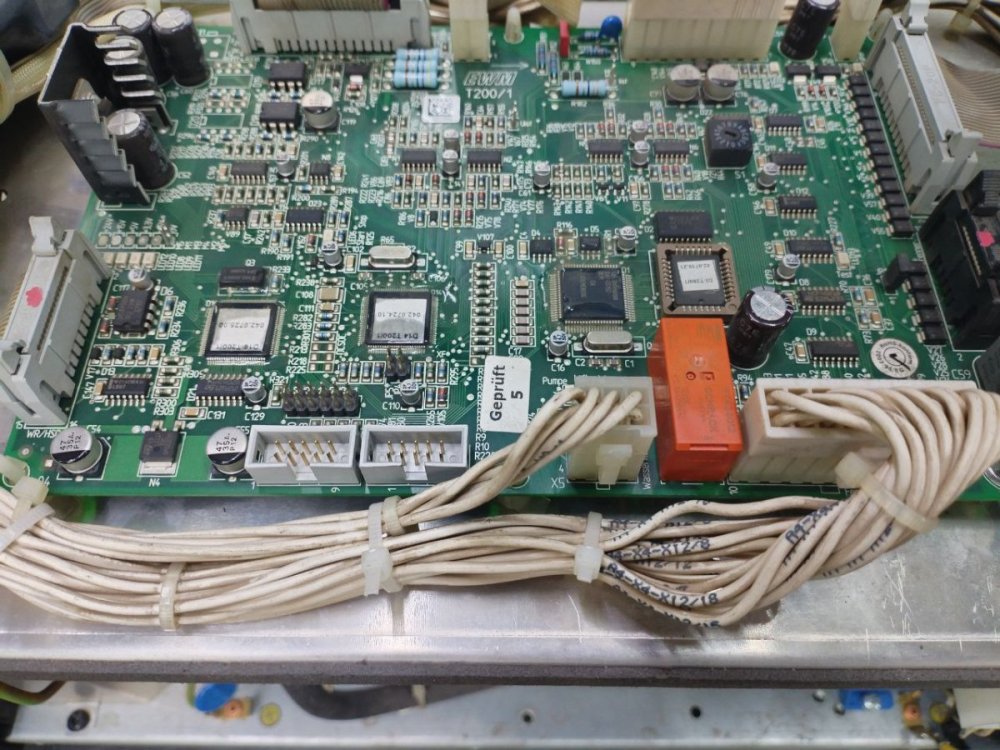
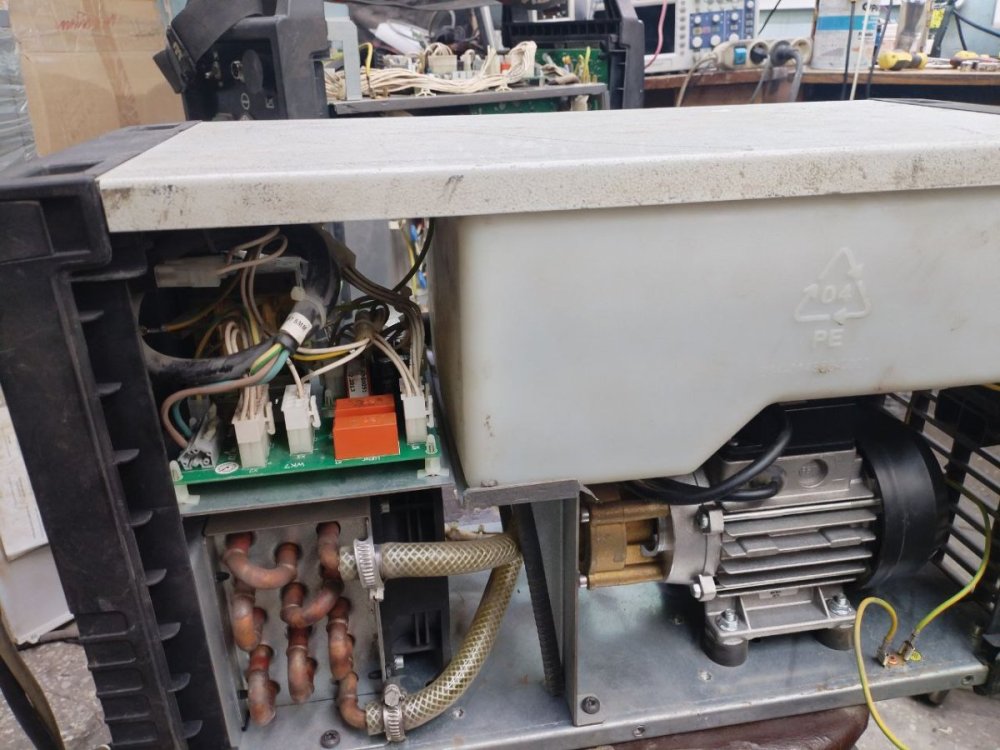
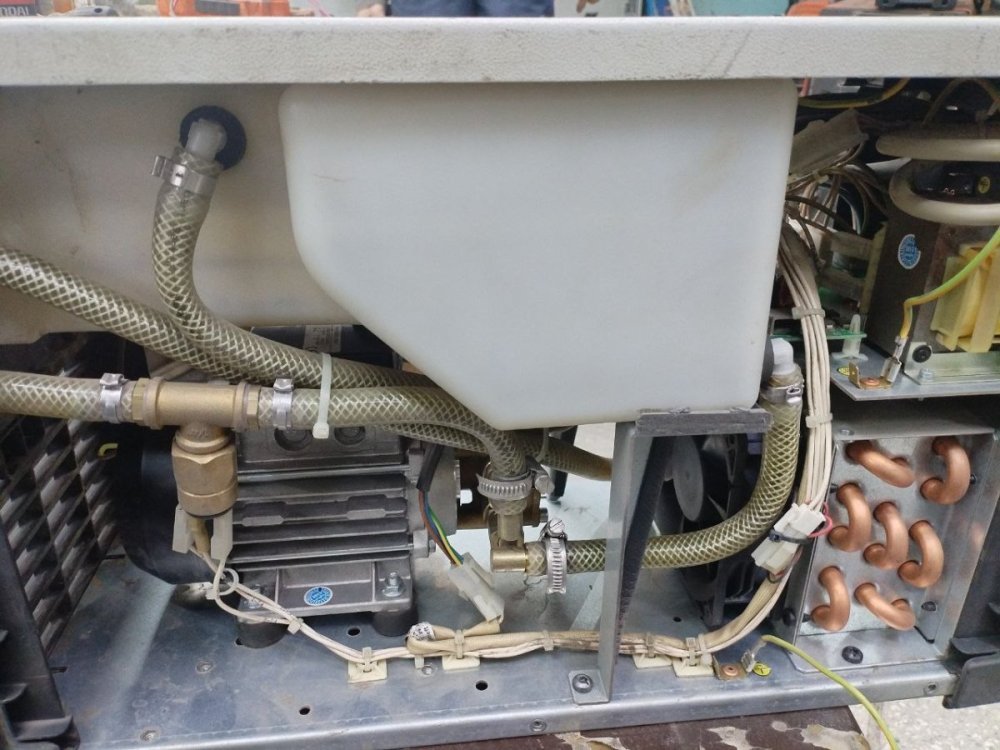
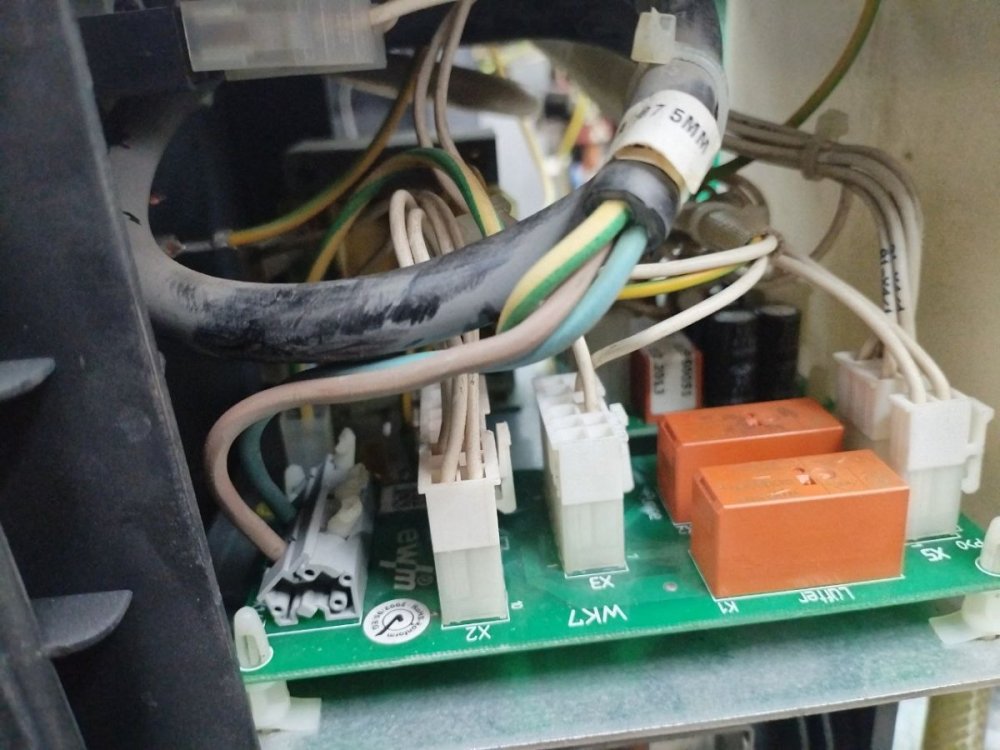
EWM Tetrix 230 AC-DC. Почти из Сибири. Слабый поджиг и не срабатывание БВА с началом работы. Осциллятор восстановили и блок полечили. Естественно, изначально проверили наличие сигналов включения этих устройств с платы управления.
.thumb.jpg.7b0cfbce7f5268ea46f3187f94b9eede.jpg)
.thumb.jpg.96ac2e8714dddf19ca5b9103919885a3.jpg)
.thumb.jpg.8626191c321309049ac4c27ebccae895.jpg)
.thumb.jpg.421ed111feaf22901042f7010d48f379.jpg)
.thumb.jpg.8e6060e59b37f3c590a56e2024a63fc7.jpg)
.thumb.jpg.e5e30df787f2fbd83779d60f2706e492.jpg)


-
Что-то наоборот всё. Роботы в картинки , тексты и прочее полезли, а человек как работал в тяжёлых условиях, так и продолжает. Сибирь, уголь, нефть. Да тот же ремонт.. Везде человек. Вся эта ИИ шная хренотень раздутая слишком раздулась. Компьютер помогать человеку должен, а не замещать. Да и не заменит пока.
-
 BMAPA3ME присоединился к сообществу
BMAPA3ME присоединился к сообществу -
Позабыты хлопоты, остановлен бег: вкалывают роботы–счастлив человек!
-
А какие проблемы? По блюпупу управляются ж сварочники, добавить голосовое - не проблема! .....маловато будет, маловато!
-
Есть уже...если не управление, то помощь –уже...https://yandex.ru/video/preview/8413214692079296477
-
В-общем, нужно управление мыслью! Или, на крайняк - голосовое управление.... Вон на Go Pro у меня штук 20 голосовых команд, вряд ли сварочнику больше надо ...
-
Я тоже.4Ту в Эвоспарке и педалька мои задачи решают 100%...и трехкнопочная горелка у Эво есть...но тема про китайца, поэтому–тсс, пока никто не услышал
-
Может кому и очень надо. Раз такой разговор возник.Я как-то обхожусь. Даже без педали. Нарастанием-спадом редко пользуюсь ,при крайней необходимости. ЭвоТИГам идею подкиньте Тут вам флаг в руки.
-
Лучше в меню задавать тогда.Но меня мучит вопрос-это точно надо? В бытность юным сварщиком, на ММА мучил девайс от эсаба богопротивного, держак с регулировкой....ну что сказать-шляпа, она шляпа и есть, отдельный ПДУ с крупной крутилкой куда удобнее...
-
Ну,был у меня фашисткий EWM с примерно подобной логикой управляемой горелки.И тоже не особо удобно было, хотя может , вопрос привычки? И задач.. видимо задачи были не те, хе-хе... Вот режим 4Т с двумя токами и быстрой сменой тока путём цмыка по кнопке как-то адекватнее.Цмык-один ток,цмык-второй ток, зажал-спад и переход на ток финиша.По итогу, в этом варианте имеем 4 рабочих тока: ток старта на первом такте, два рабочих тока на 2 такте , финишный ток на третьем...хватает за глаза.Педаль–сила, особливо трофейная фашисткая,не чета кетайским девайсам...












.jpg.6e71c6c3998c01ea7920ab01001a1b38.jpg)
.jpg.49925af524721dc38416772c91046971.jpg)
.jpg.3a92d02e12a0b7d17ca4195aeccf177e.jpg)
.jpg.06d4bb2b12586b00e17eef611361c92b.jpg)
.jpg.47e119dbd447552cb8577ecc7560d9bb.jpg)
.jpg.829f73cbf1d45dc9aab16abbd8972e69.jpg)