Активность
- Последний час
-
Заморачиваться с лицензиями на учебную деятельность пока неохота, если нужна "корочка" арГхончека,/полуавтоматчика- есть ВЭМТ.Как партнёр.То есть проучитесь у нас, а докУмент получите за денежку малую там.Всё законно, сдадите там экзамен.Ну или купите в интернете
-
Да хоть горшком назови, тока в печку не сажай! PS зачесал репу... Полуавтоматом уж очень хочется...
-
А скажи мне, что ты собрался делать из нержи 0.5 мм?
-
Ну, по документам это демозал
-
Николаич, запустил учебный класс?
-
Дык, велкам ту Киров!Место есть, аппараты есть, металл есть...заправка газовая за забором рядом...
-
И мне, и мне!
-
Придется, ага.А И ты говори!) А то!
-
Ну тогда наверное придётся переходить на чёрный металл. Потому как алюм, нерж в моих краях, это сложно и дорого. Посему используется втор сырьё.
-
Не стоит печалиться. Это так и есть. Терпение! Только терпение!
-
Согласен. Не могу пока привыкнуть, что подготовка занимает времени больше чем сама сварка. Лень. Печалька, надо как то себя побороть, учиться делать хорошо, но хочется же всегда побыстрее.
-
Тож заметил, но пока разглядишь ванну, уже прожег, пока больше как то на интуиции. Попробую наверное ещё раз маску поменять. Потому как покрытым электродом трубы варишь, видно норм, в доступных местах. А вот здесь с тигт в углу на тонком, вроде видишь, а вроде не понять. Или просто привыкнуть надо.
-
Тогда надо добыть, и учиться на адекватной толщине.А так Вы сформируете нежелательные моторные навыки,от которых избавиться будет крайне сложно.
-
И присадка на данной толщине, как правило. не нужна.Но зазор должен стремиться к 0.
-
Другой просто пока нету. так что имеем то что имеем.
-
сопло N5. Да конечно, но в планах, сварка нержи 0,5-1.5мм. Придётся учиться. У меня такое чувство, что прежде чем что-то начнёт получаться, не один баллон 40л улетит в небо.А то и не один год. Поддув пока что тока в мечтах. Надо с расходов разобраться. Уж больно резво ониулетучивается. Хотя знакомый сварной, говорит что варит много, а баллон уже не первый год и ещё не кончился.
-
Не всегда, и не везде.И 0,5мм для оттачивания навыков-хреновая идея.И по виду шва-топчитесь на месте, а на данной толщине это фатально.Принцип сварки нержавейки-минимально возможные токи, максимально возможная скорость. Достаточно сложно закрыть этот нехитрый пазл идеально.Вот со скоростью пока у Вас проблемы....Так-то Ваша проблема, как говорил великий Карлсон:Пустяки,дело -то житейское!,Вам бы к хорошему специалисту на практику, сэкономите тьму нервов и массу времени.
-
С таким настроением ты корову не продашь! 5 л,мин - только чернягу сваривать (а сопло-то какое?). И нержу 0.5 сваривать без опыта и прибамбасов (например, прокладок, поддува) - так себе затея
- Сегодня
-
Всем здравствуйте. Обмазал снова всё мылом. кран весь, редуктор по всем резьбам, соединения шланга и сам шланг, не травит нигде, пузЫриков нету. Но газ всё равно уходит, причём такое ощущение что быстрее уходит когда аппарат включен, может показалось.Будем дальше искать. Манометр на редукторе похоже действительно температуру на луне показывает, то стоит на месте, потом раз и так шустро стрелка опустилась, не много, но заметно. Сегодня сваривал нерж. толщина 0,5мм. электрод 1,6мм. газ 5л по шарику. И что-то тиг меня снова разочаровывает. Электродом покрытым, где шлак, швы лучше получались. Казалось бы шлака нет, вот дуга, вот ванна, куда ж проще, ан нет, ничего подобного. Пока сваривал электрод раз пять перетачивал, если в нижнем положении хоть как-то положение горелки контролируется, то на весу, да ещё со сменой пространственных положений, совсем тяжко. Вроде и ветра нет, а такое ощущение что кто-то тебя нет нет да и толкнёт, и раз электродом в ванну. И всё, дуга сразу размазалась и сварки нет. Требование к шву было - герметичность, млин и тоже не получилось с первого раза, в одном месте ощутимо мокнет. Как так-то? Шлака же нет, должно же получиться. Варил клацая кнопкой, без отрыва не получалось. На токе 40А ванны не дождёшься и угол не сплавляется, на 50А чуть передержал, оп и сразу прожёг. Вобчем тиг с небес на землю спустил, даже не на землю а об землю. Мне почему-то казалось, что тигом проще, чем покрытым электродом. Теперь понимаю некоторые объявления на авито "Варить не научился, поэтому продаю", не один раз такие попадались, думал люди лукавят. Похоже что нет. Да печаль великая, но ничего. Но всё равно интересно, буду продолжать учиться.








-
 Я и говорю-игрушки
Я и говорю-игрушки -
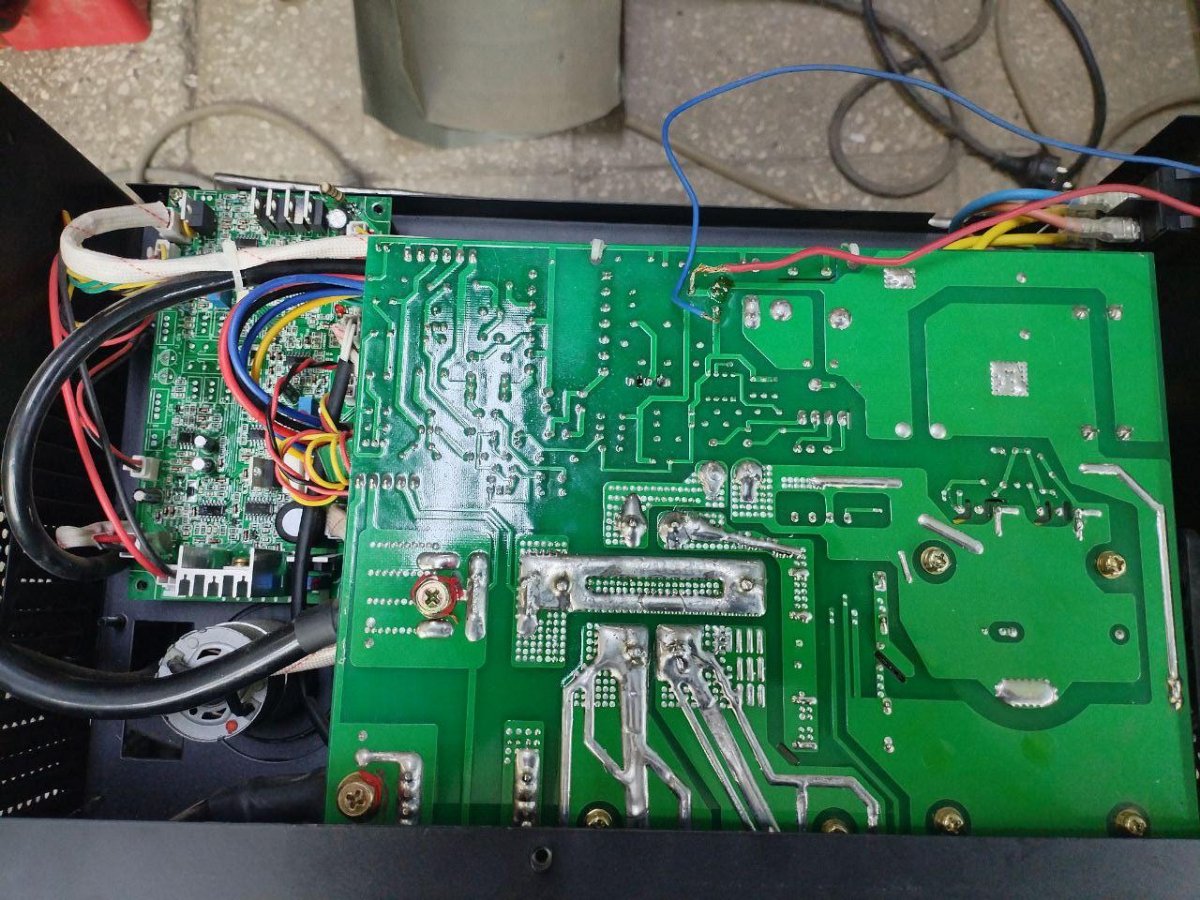
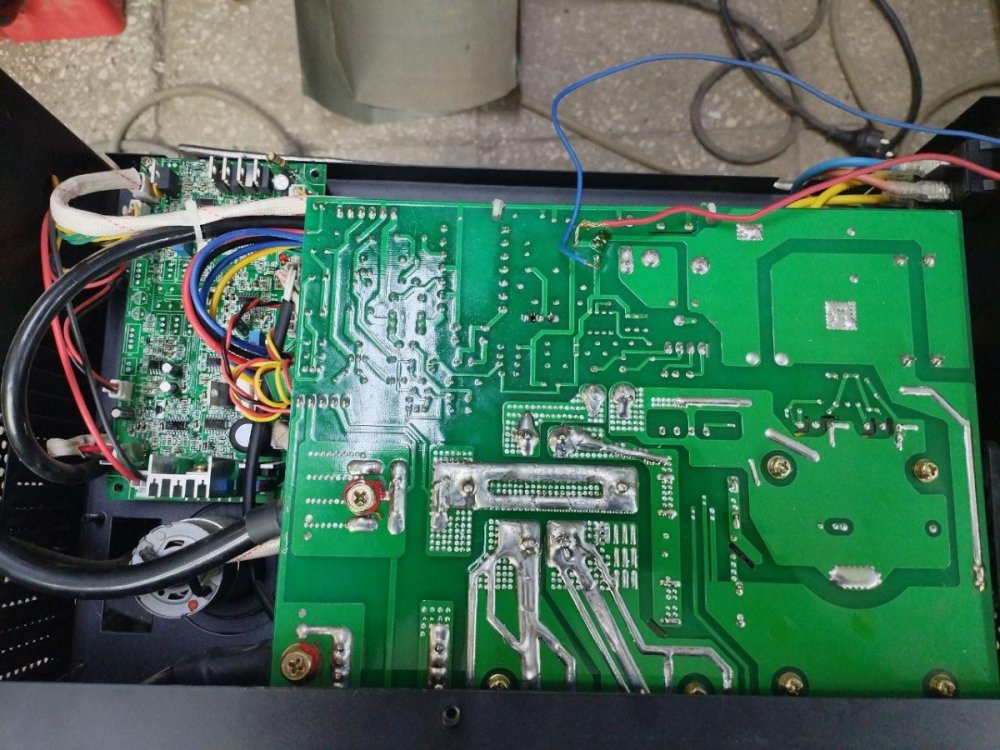
Интересная задачка случайно попалась. Принесли FUBAG IRMIG 160. Изначально неисправность показалась обычной, неисправность раскачки силовых транзисторов. Нет ХХ, но ИГБТ живы. Подумал на полевики в этой раскачке, так и оказалось. Глянул быстро на осциллографе, сигнал есть. Заменил их, проверять стал без подключения силового напряжения. Импульс на транзисторах нормальный, имеется. Подумал, всё. Но решил проверить нагрев полевиков раскачки. И вот тут оказалось интересно ! При сварке короткими стежками они успевали остывать, а при долгом шве или на ММА они нагревались до появления волшебного белого дыма, на котором и работает электроника. Что-то тут не так ! Менял полевики, смотрел сигнал и после случайно заметил разницу. Сравнение различных схем (потому как оригинальной нет) привело к тому, что начал подозревать на производственный брак. После это подтвердилось. Завод забыл в схеме и печатной плате установить один мелкий диод, что и приводило к таким результатам. Аккуратно установив его получил абсолютно холодные полевики и такой же нормальный сигнал на ИГБТ транзисторах. Аппарат побывал до нас не в одной мастерской, как оказалось. Поковыряли там ....




-
В нашем городе примерно та же ситуация. Переписываюсь со всей страной, где-то лучше, где-то хуже, но тенденция одинакова. Единственное, у нас это началось почему-то раньше малость ))).
-
 Это же неудобно. Они и сетевые не сильно лёгкие, а с аккумами совсем тяжелые будут. Или очень слабые по току и времени работы.
Это же неудобно. Они и сетевые не сильно лёгкие, а с аккумами совсем тяжелые будут. Или очень слабые по току и времени работы. -
Как мне кажется за 3 месяца работы неплохо продвинулся в навыках сварки и потихоньку наращиваю уровень респекта у коллег. Недавно например такой змеевик медный притащили с жалобой на то что вода струйками из него фигачит в разных местах, по нему подается горячая водичка под давлением, паять еще не умею и не пробовал, заварил протекающие места тигом, сильно обманулся в толщине стенки, в самом начале она 2мм, а в местах где протекает толщина по факту оказалась 0.5мм, да ещё и как назло места утечек в очень неудобных местах куда толком не подлезешь, пару часов с ней провозился, ну зато сэкономил предприятию 85круб (цена нового змеевика такого). Пока что не течет и давление держит. Ещё недавно сваривал спираль нихромовую, квест был тот ещё, сначала пробовал присадкой 308-ой, но место соединение оказалось очень хрупким, разрушилась от того, что случайно уронил (длиной она около 2 метров) наилучший результат получился используя кусочек этой же спирали в качестве присадки, что логично.Спиралька установлена куда надо и пока что трудиться. Наконец понял сварку чугуна электродами, материал этих электродов ведёт себя немного иначе, чем по стали, нужно было время на привыкание к моменту, что электрод нагревается довольно быстро до красного состояния и приходится подстраиваться под иной скорость переноса металла у электрода в разогретом состоянии, чем в начале, началось получаться довольно аккуратно, чтобы фрезеровщикам меньше "мяса" снимать. С алюминием тоже продвигаюсь, начали получаться довольно ровные шовчики, но я их перед там как отдавать дальше, все равно дугой глажу на более высоком токе, чтобы ребятам меньше времени тратить на зачистку. Пока что у меня сложности только с латунью бывают в неудобных местах, присадка не всегда прилегает куда надо, ещё в процессе подбора идеальных режимов для сварки этого сплава. И красиво заварить далеко не всегда к сожалению получается...




-
На выставке в Шанхае-Пекине реально давно появились. Я даже выкладывал где-то фото с той выставки с такими аппаратами. Несколько фирм уже делали. Году в 16 где-то первые появились.