Активность
- Последний час
-
Трубки АД0-лучший вариант,АМц.Фитинги в зависимости от того какое соединение -пайка или сварка и технологии производства. Допустим,приварные горловины радиаторов охлаждения сплав 6061,так как достаточно много мех.обработки,где необходим определенный класс чистоты/шероховатости поверхности. Как гнуть? Трубки Бендера, трубогибы и т.д. Они достаточно разнообразны по видам уплотнения,изготовлению,типоразмерам..

-
 Пропановая горелка/кровельная/ вещь серьезная:оглянуться не успеете,как алюминий потечет.
Пропановая горелка/кровельная/ вещь серьезная:оглянуться не успеете,как алюминий потечет. -
 Главное хорошо прогреть, и зачистить. Шарики Ваши от того, что металл холодный в начале шва, это и решается предпрогревом. Почитайте теорию, как раз обратная полярность и разбивает оную пленку, да и если Вы зачистите металл, то оксидная пленка не успеет нарасти до критичных толщин ))). Это не чем. У Вас ведь не обечайка от тары ракеты Тополь М. Я лодки обычно в пульсе ремонтирую, бачки интеркуллеров, было дело и дежу с хлебозавода чинил в пульсе двойном.
Главное хорошо прогреть, и зачистить. Шарики Ваши от того, что металл холодный в начале шва, это и решается предпрогревом. Почитайте теорию, как раз обратная полярность и разбивает оную пленку, да и если Вы зачистите металл, то оксидная пленка не успеет нарасти до критичных толщин ))). Это не чем. У Вас ведь не обечайка от тары ракеты Тополь М. Я лодки обычно в пульсе ремонтирую, бачки интеркуллеров, было дело и дежу с хлебозавода чинил в пульсе двойном. -
Несколько вопросов. Какой сплав на фитингах,трубках? Как гнуть трубки с такими малыми радиусами? Песок во внутрь,подогрев -не то.
- Сегодня
-
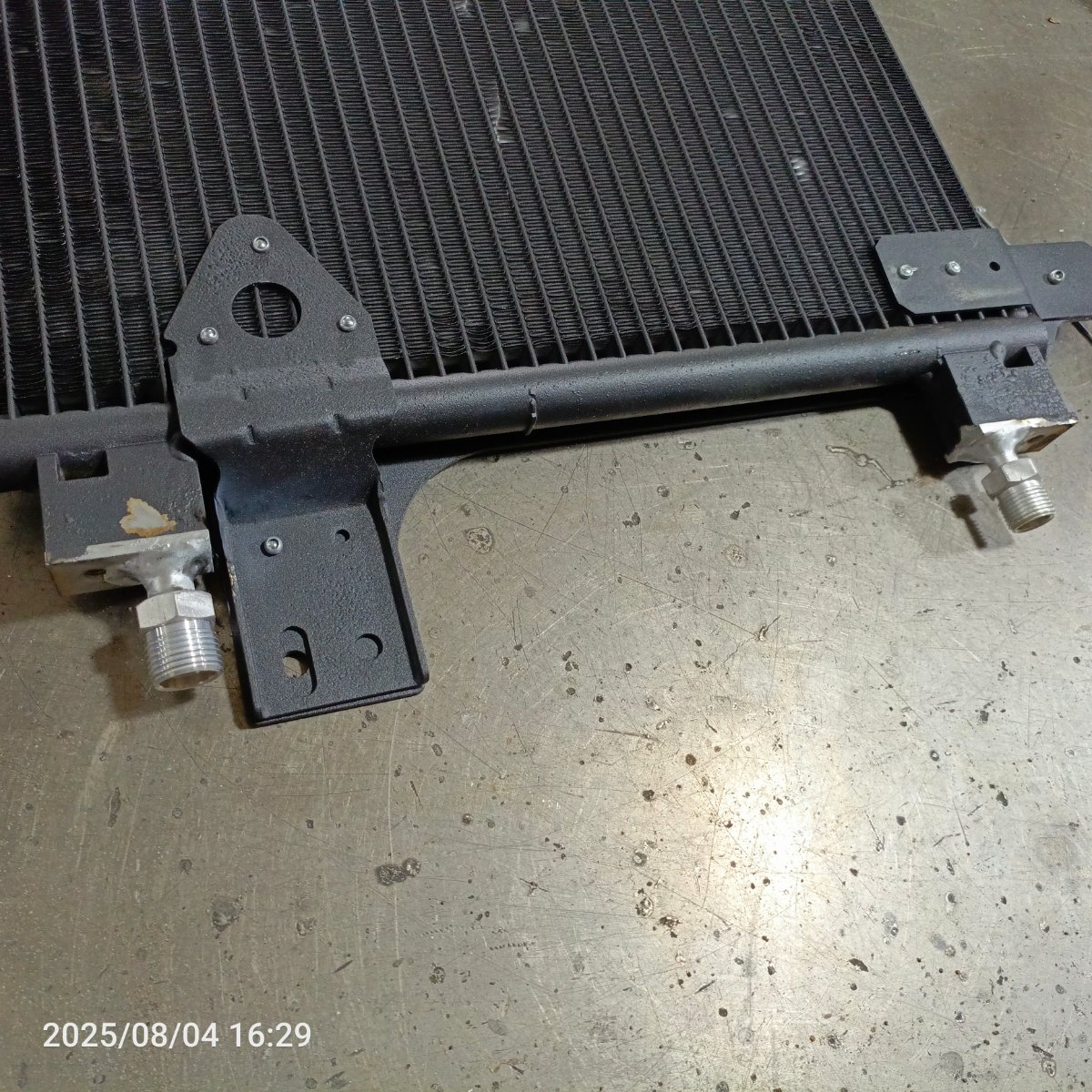
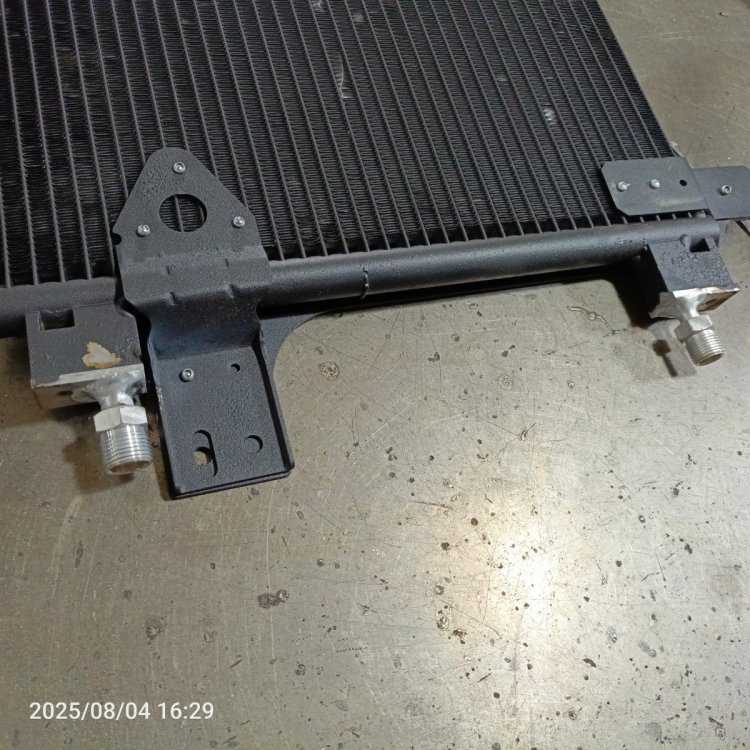
Радиатор Ман.Дешевая китайская поделка. Первое-такой напуск кронштейнов крепления на соты радиатора приведет к быстрой коррозии трубок в местах контакта,снижая в разы ресурс радиатора . Второе-если раньше европейские изделия,приобретенные по вин-коду, полностью соответствовали тех.документации, то с вольными китайцами часто дело обстоит не так.На мой взгляд,вариант установки на радиатор фитингов под сварку 3/8" и 1/2",когда фитинг О-ринг можно найти в лютом магазине и без всяких проблем,то это представляется лучшим вариантом в настоящее время.Не ко всем радиаторам можно подобрать нужного типоразмера фитинги,так что лучше унифицировать такое подключение-будет меньше проблем в дальнейшем.




-
 BryceTooxy присоединился к сообществу
BryceTooxy присоединился к сообществу -
 У меня толщины 25+15 мм. Алюминиевые "шарики" в начале шва вырезать не хочется. Чем их будет меньше, тем легче. В целом после первых проб и настроек я пришел к мнению, что бояться точно не стоит, но и действовать не наобум.
У меня толщины 25+15 мм. Алюминиевые "шарики" в начале шва вырезать не хочется. Чем их будет меньше, тем легче. В целом после первых проб и настроек я пришел к мнению, что бояться точно не стоит, но и действовать не наобум. -
 интересно... что вы к окисной пленке пристали. Да возьмите и протравите, эффект будет такой же. Пока не прогреется не поедет процесс. не куда там падать. Нет в целом энергии для устойчивого процесса, особенно стартовый момент. Пока же нет задачи сделать шов более узким. А вот энергии получить дополнительно, лишним не будет. с такими толщинами пульс только немного мягче процесс сделает. Пульс не панацея в данном случае. Другое дело когда идет разговор за 1.0 - 1.5 мм толщины материала.
интересно... что вы к окисной пленке пристали. Да возьмите и протравите, эффект будет такой же. Пока не прогреется не поедет процесс. не куда там падать. Нет в целом энергии для устойчивого процесса, особенно стартовый момент. Пока же нет задачи сделать шов более узким. А вот энергии получить дополнительно, лишним не будет. с такими толщинами пульс только немного мягче процесс сделает. Пульс не панацея в данном случае. Другое дело когда идет разговор за 1.0 - 1.5 мм толщины материала. -
 Плотность тока упадёт....
Плотность тока упадёт.... -
Было и в духовку запихивали( хотя шанс получить -таки сковородкой был близок к 100%)
-
Нормально, и можно без пульса сварить алюминий, я на Эвоспарке проволокой 1,4 нормально работал, главное подогреть перед сваркой нормально.
-
Такое сейчас повсеместно. Если есть панель управления с выбором газа и диаметра проволоки, то там при выборе металлов буде Fe, CrNi, AlMg, AlSi, Cusi хоть за 15 тыс. источник, хоть за 315... Обычной пропановой горелкой (без применения кислорода) греть алюминий перед сваркой нормально? Тогда я отчасти решу проблему пробития оксидной пленки в начале сварки. А бОльшую мощность вытащу применением проволоки 1,2 в таком случае.
-
 Принято, а тот что без двойного пульса,его цена?
Принято, а тот что без двойного пульса,его цена? -
Явно больше, чем столько, чтобы посылать самому... Есть в этой работе много типовых операций: отрезать профиль по длине, сварить стык, снять усиление (зачистить шов). Вот за каждую операцию придумайте цену да помножьте. И сверху к этому накиньте 20-25%. А там если что, то уже поторговаться немного. А вообще среднюю по больнице у коллег можно поспрашивать, чтобы в рынке быть с ценами.
-
Накрутили с утра, демоны,сорри...сначала челюсть в стоматологии раскурочили,потом на работе с вопросами лезть начали... а говорить-то особо не могу, так мычу чего-то...всем видом пытаюсь показать, чтобы отлезли, и нифига... Всё, хорош флудить,далее -про сварку алюминия.
-
 Николаич, что-то ты в понедельник саркастичен....
Николаич, что-то ты в понедельник саркастичен.... -
Ну да, ну да...за неимением дам-с, имеем горничных,классика
-
ДА! Но Велдконнект, чисто как справочный, тоже ничего....
-
Не мой случай. Аппарат на три крутилки, без синергии. Нет возможности. До начала сварки подача с фиксированной скоростью плавного старта. А во время сварки делать электрические измерения я не готов. В первом приближении с подачей относительно неплохо: на всю длину деталей в 150 мм прохожу шов одним проходом без спотыканий. Будь проблемы с подачей, то я полагаю, что практически на любых настройках дуга уходила бы в наконечник. Зато меня правильно поняли) У меня в приложении WeldConnect для аппаратов фрониус можно выбрать CMT, PMT, Pulse, Standart. Вот стандарт я и выбираю.
-
Так себе прога...удалил нахрен из-за ненужности...
-
По Weldconnect там аж 5 проходов....
-
Насколько помню фронявские мануалы,там для АМг импульс по умолчанию...
-
Нет. это просто наконечник с размером центрального канала 1,40-1,46.Подходит для стальной проволоки номиналом 1,2мм и проволоки из алюминиевых сплавов номиналом 1,0мм. Если, конечно, наконечник кондиционнный.Нет наконечников для алюминиевых сплавов, есть наконечники с разной маркировкой.
-
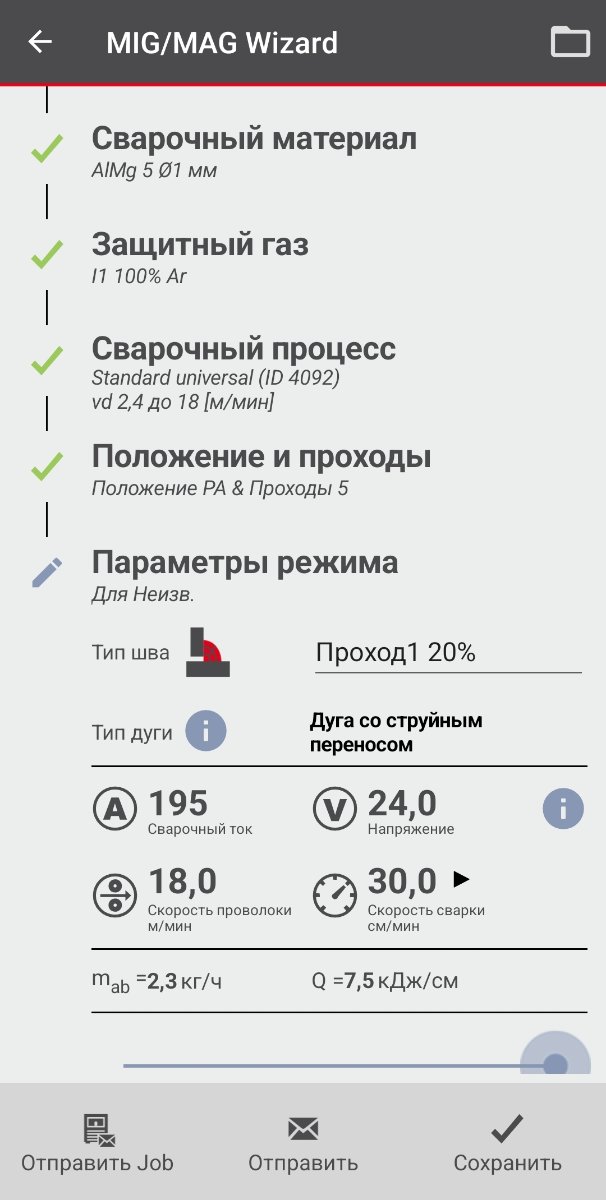
Пошагово то что вводил там: 1. неизвестный источник; 2. алюминиевые сплавы; 3. тавровое соединение (толщина 12мм, высота шва 13мм, усиление 3мм); 4. Al; 5. AlMg5; 6. 1,0; 7. 100% Ar; 8. Сварочный процесс Standart - universal ID 4092; 9. PA; 10. каждый проход по 20%. Ответ приложения на картинке ниже. Не истина для меня, но как точка отчета весьма содержательна. Напряжение без регулировки индуктивности в плюс не повысить, как оказалось. Нормальный перенос металла при 18 м/мин и 24 В при нулевом положении ручки индуктивности, а 28 В можно было поставить уже при 2/3 от максимального положения. Без ее регулировки дуга удлиняется. Пробовал максимум аппарата поставить - 31 В ну и индуктивность на максимум: дуга все равно слишком высокая и в придачу наконечник выступил в роли плавящегося электрода и укоротился на пару миллиметров К слову, наконечник обычный E-Cu для стальной проволоки 1,2.

-
Флагштоки возле ТЦ, я так варил минуты 1.5 пока настраивал ПА после покупки, а тут готовое изделие... Ещё и покрасили "ёжика"...

-
Что-то Фрониус такую толщину "набрать" на дает....