Активность
- Сегодня
-
Да действительно работы полно, потому что люди стали немного умнее и уже не хотят заниматься тяжелой вредной работой, за те деньги что предлагается. Причем ты вроде как очень нужен и даже незаменим, но смотреть на тебя будут - как на говно. Типа - вот дурачок, работает, чтобы мы- зарабатывали.
-
Была такая мысль, спасибо, наверное так и сделаю, лишних движений тоже не охота делать. Насос у меня нормально качает, просто хотел получить самоциркуляцию, но что будет, то будет.
-
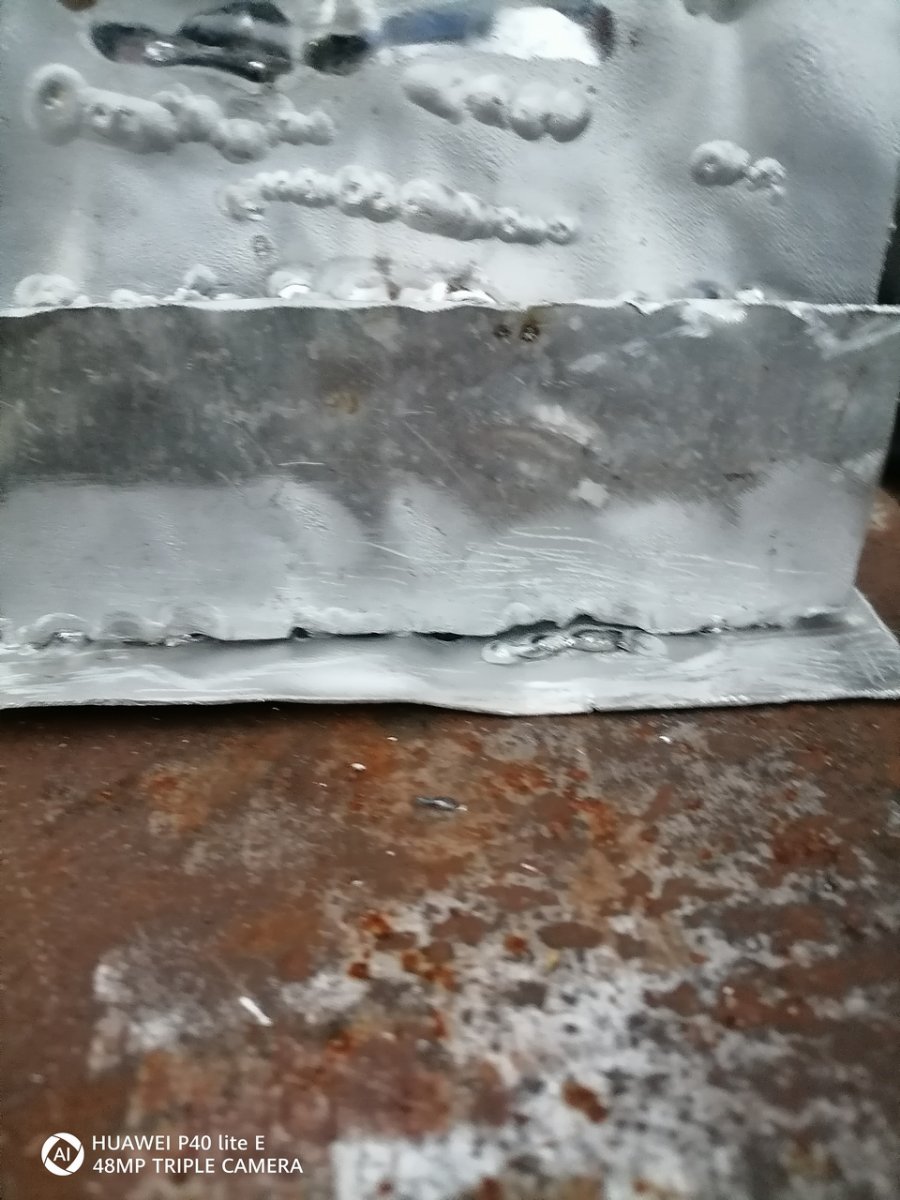
Подошёл, посмотрел. за ранее не планировал что сваривать, взглядом пошарился, на глаза попался снова старый тонкий кусок алюма, толщина 0,5, со следами предыдущих попыток сварки, пробовал в стык всё равно плохо получается, но сантима 4 подобия шва сделал. Ток 38-25А, электрод 1мм, сопло 5, газ 5л по шарику, присадка провод 2мм. Потом начал делать угловое соединение, не получалось, сменил электрод на 1,6мм. сопло 6 поставил, газ до 6л по шарику, присадка провод 2,5мм и о чудо, криво с зазорами, но поехало, и контролируемо. Если вертикальная пластина прожигалась, то остановился, чуть назад и сверху вниз заплавил прожог, и поехал дальше. Присадка вроде как сама уже не думая подавалась, положение горелки то же как то само. Первый раз процесс именно шёл, а не как обычно ткнул перерыв, ткнул перерыв. Вот только ванны как таковой не добился, как в книге писано да ещё вытянутой в сторону присадки. Но всё равно, процеессс шёл, видно расплав металла, видел куда подаю присадку и это всё более и более контролируемо. Увидел что присадку можно не только на самый верх ванны подавать и подавать её надоть с небольшим углом к металлу, а к горелке на 80-90 град. прям как пишут. Но руки всё равно трясутся, не могу от этого избавиться. Может это случайно повезло или угловой шов самый простой( по началу в РДС казался сложным, а потом ничего. когда дошло что току добавить надо), но интересно, буду продолжать(по мере возможности доберусь до чистого алюма). Толщина трубки 1мм, диаметр 16 или 18мм, чистил шкрябанием (шабером язык не поворачивается назвать, заточенный кусок пилы Робель, или как там она называется, сначала хотел сделать полноценный типа нож с рукояткой, но так показалось удобней, потом может сделаю рукоять),трубку ранее эту показывал, тогда победить её не смог. Ток 60-40А. электрод 1мм, сопло 5, газ 5л по шарику, присадка провод 2мм









-
Как по мне, так лишнее это все. Примерно 1/3-1/2 системы пройти 50й трубой, потом перейти на 40ю и этой трубой и вернуться в котел. Сопротивление при таком диаметре в случае применения насоса будет небольшим. Если насос будет самый стандартный, который можно быстро купить почти в любом хозяйственном магазине, то у него Ду вообще 25. Недостаток скорости системы можно компенсировать производительностью насоса. Взяв насос с максимальным подъемом 6 метров (цифры 25-60 в обозначении) можно хорошо поварьировать скоростью.
-
Здравствуйте! Досталось много сварочного оборудования и пытаюсь с ним разобраться. Очень надеюсь на помощь форума. Может есть ли у кого-нибудь характеристики аппаратов и подскажите они вообще востребованы, чего-то стоят или сдать их в металлолом? Первая позиция: ВД 302 1976 г. Вторая позиция: аппарат КРАКРА Е05У. Заранее спасибо!
-
Значит в моём случае это не имеет значения, сам не не умею, просить некого. Делаем как есть и чем есть. Попробую сделать так, выход с котла до верхней точки труба 40(разгонный коллектор получится высота 2м, длина 2,6м под углом градусов 40) , далее вниз и по полу труба 50 в направлении правильного уклона и до примерно где начинается обратный уклон (перепад около 7см.), это пред последний радиатор, далее труба 40 до примерно, пара метров после последнего радиатора, и далее снова труба 50 до входа в обратку котла, перед входом в котёл параллельно 50 трубе подключу насос на 32 трубе. через американки и краны.
-
Понятием, примерно какого класса ваше оборудование.И чего стоит.
- 4 ответа
-
- 1
-

-
То есть это не моё преступление, бояться нечего? Ну и хорошо, коли так.
-
Спасибо, но я не понял, чем мне это поможет.
-
С таким арсеналом-Вам сюда:
- 4 ответа
-
- 1
-

-
2 позиция аппарат КРАКРА Е05У. Такой же вопрос есть ли характеристики и можно ли его продать или лучше сдать в металлолом? Спасибо!
-
Здравствуйте! Досталось много сварочного оборудования и пытаюсь с ним разобраться. Очень надеюсь на помощь форума. Начну с первой позиции: ВД 302 1976 г.: подскажите пожалуйста есть ли у кого-нибудь характеристики аппарата и подскажите он вообще востребован, чего-то стоит или сдать его в металлолом? Заранее благодарю!
-
 Alex31337 присоединился к сообществу
Alex31337 присоединился к сообществу -
Имею свое мнение! но холивар разволить не буду....
-
И что? Разряд в канале-режим нештатный, причины такого поведения должны быть устранены.В нормальном режиме подвод напряжения к электроду происходит внутри наконечника. Должен происходить.Остальное, даже если и есть, потери, коими пренебрегают.И они не должны влиять не процесс сварки.Короче, есть нормальные горелки( сборка и конструктив) ,а есть-ХЗЧ.И вот там –всё что угодно.
-
Николаич, неоднократно! Тут штука такая - в стальном канале проволока "контачит" с источником еще и по ходу движения. Где-то это хорошо, где-то - не очень.
-
Рецепт прост-берёте и разбираете горелку.Можно убитую.Всё поймёте. Так же, как и в ТИГ на электрод.Есть там канал?
-
Извините, а как на проволоку напруга подается?
-
Канал здесь вообще не при делах....
-
А вот взять, например, тефлоновый канал...
-
Вы несколько неверно представляете себе механизм подвода напряжения к наконечнику.Система "вал-отверстие", в данном случае, должна иметь строго регламентированный зазор, который определяется в зависимости от материала проволоки(вала).Нежелательно как уменьшение, так и превышение норматива.А точка подвода рандомно может меняться по всей длине хода проволоки по наконечнику.
-
Расскажу о своём опыте дилетанта. Проволока 0.8 омеднённая. Как оказалось потом, не совсем 0.8. Суть в том, что поставил новую катушку, и началось.... Частые прихваты в наконечнике. Иногда сама отпустит после остывания, а иногда выдёргивать надо. Маялся долго...., менял режимы, наконечники... Пока не взял новый наконечник и кусок этой проволоки, и начал пристально разглядывать. Оказалось, что проволока тоньше 0.8 (сейчас не помню на сколько), и болталась в наконечнике. В определённый момент внутри наконечника пробивала искра из-за не плотности прилегания (это я тереотизирую), проволока приваривалась к наконечнику. Я взял, всунул кусок проволоки в наконечник, и пристукнул его (наконечник) молотком слегка (сплющил немного). Потом один конец проволоки в тисы, другой в плоскогубцы, и давай наконечником по ней елозить, что бы откалибровать. Может мне конечно показалось, но проблема решилась. Так на этом наконечнике 5 кг и спалил. Вот только не помню, плющит его через время или нет. Такой вот опыт....
-
 пупкин присоединился к сообществу
пупкин присоединился к сообществу -
Существует.Наконечник крайне желательно иметь в рекомендованном диапазоне размеров центрального канала.Для стальной проволоки 1,2 мм это будет размер 1,40-1,46мм.Марка проволоки и производитель здесь вторичны.Так как разброс химсостава и диаметра в пределах стандарта и ТУ браком не является,но отражаться на конкретных значениях напряжения и подачи может.Так что ваше решение о снижении напряжения в конкретном случае-правильное.
-
Столкнулся с привариванием проволоки к наконечнику. Проволока 1,2мм Св08Г2С, полированная, наконечник CuZn (резьба М6). 25я горелка, длина 5м, канал новый. Газ: смесь ~80/20. Напряжение 20В, подача мне неизвестна ибо аппарат при ее настройке амперы рисует на индикаторе, ставил 200А. В целом этот индикатор более менее под проволоку 1,2 китайцами видимо и был настроен, поэтому на дуге примерно те же 200±5%А и должны быть (наблюдения за индикатором и разок клещами замерял). На слух перенос металла нормальный (хотя когда сам свариваешь и кто-то на одних и тех же настройках, по разному воспринимается звук). Разве что вылет проволоки возможно маловат: сопло почти касается деталей. Так вот, к чему эта вся прелюдия. С прогревом горелки после примерно минут 5-6 сварки проволока иногда отгорает до наконечника, т.е. перестает подаваться и залипает. происходит это как в начале шва, так и в процессе, какой-то регулярности нет. Проволоку можно выдернуть потом пассатижами на 2-3 см и она дальше нормально подается. Из ситуации вышел понятным мне методом - убавил немного напряжение. Больше данной проблемы не испытал. Но... перед этим на этих же настройках 20В и подача на "200А" выработали 15-кг катушку омедненной ER70S-6 того же диаметра 1,2мм и той же торговой марки (а может быть и того же завода, что полированная) и такой проблемки не было. Началось именно на полированной. Сначала я грешил на канал в горелке. переставили на аппарат трехметровую 36-ю горелку (нам наконечник уже с резьбой М8), проблемы не стало. Потом вернул пятиметровую 25-ю с новым каналом и снова словил проблему. В итоге пришел просто к небольшому снижению напряжения. Исходя из этого настройку тормозного устройства я не перепроверял, а прижим ролика остался тем же самым, что для омедненной. Технических средств объективного контроля диаметра отверстий в наконечниках нет, поэтому выводов должных о том, нормальные ли они сделать не могу (в диаметре проволоки почему-то не сомневаюсь). А вопрос вот в чем: существует ли возможность "прилипания" полированной проволоки к наконечнику из-за нагрева, если расходные части горелки работают на верхнем пределе возможностей этой самой горелки или просто из-за излишне высокой дуги при КЗ-переносе?
-
Неужели Михалков?!