Активность
- Сегодня
-
нормально подобранное - это вы видите вполне спокойно, не прищурившись ни напрягая глаза, распаленный метал, да так, как на профессиональных снятых видео, т.е. как пульсирует ванна, края перехода от расплава к не расплавленному. Я не знаю как все это описать. В дешевых масках, вы убираете практически только яркость света. Для сравнения как должно быть, взять маску с обычным стеклом, купить несколько стекол под замену с разным затемнением и пробовать. Подобрали для себя затемнение, сравните с хамелеоном. Если разницы не увидите, особой, то ваша маска с затемнением вполне годная. Так же надо смотреть на равномерность затемнения. Бывает, что и под разным углом не равномерно затемняет. И я однозначно скажу, от зрения очень сильно зависит. Я беру после кого-то, то либо светло либо темно, иногда и то что нужно. От глаз сильно зависит, кто и что видит и кто к чему привык. Сами глаза и так устают как от просмотра фильмов, когда моргания редкие. Поэтому либо смягчающие капельки либо заставлять себя чаще моргать. Но сколько пробовал дешевые маски. Только для разовых задач, чтобы глаза не нажечь, но если в ММА или П\А еще более или менее, то в ТИГ с такими делать не чего. Ни чего кроме как раздражения и психоза не получить. Лучше маска с обычным стеклом, чем недомаска. это не только свойственно дешевым, но и дорогим. Тут правильно настроить ее. Ну и смотря где и сколько датчиков установлено. Но ... да! В холодное время маска с обычным стеклом, точно голову делать не будет как и в любое другое время и погодные условия. И если выбирать между дешевой маской с затемнением или дешманской но с обычным стеклом, я возьму в руки дешманскую, так глаза целее будут.
-
Не смотрел. У меня хамелеон с наружной регулировкой затемнения и я подстраиваю ее в зависимости от обстоятельств. От 8 до 12.
-
 именно прошивки? Или для скачивания инструкции? Еще один момент, прошивки бывают разные. Т.е. микроконтроллер прошивается на заводе с базовой системой, например определение выводов и выделением области под память, а уже пользователю доступно только пользовательская прошивка, в виде доп функционала. На примере Arduino NANO ESP32 и т.п. Есть boot, а есть прошивка пользователя. И... еще есть прошивки сделанные под собственные разработки программаторов, т.е. абы каким не воспользоваться. Поэтому надо сначала посмотреть, что за контроллер и после уже думать, стоит копаться или нет. А то потратите кучу времени на поиски, а все впустую.
именно прошивки? Или для скачивания инструкции? Еще один момент, прошивки бывают разные. Т.е. микроконтроллер прошивается на заводе с базовой системой, например определение выводов и выделением области под память, а уже пользователю доступно только пользовательская прошивка, в виде доп функционала. На примере Arduino NANO ESP32 и т.п. Есть boot, а есть прошивка пользователя. И... еще есть прошивки сделанные под собственные разработки программаторов, т.е. абы каким не воспользоваться. Поэтому надо сначала посмотреть, что за контроллер и после уже думать, стоит копаться или нет. А то потратите кучу времени на поиски, а все впустую. -
это что за зверь такой? скорее всего, метод как сварка погруженной дугой. Руками такого не исполнить. Есть сварка электронно лучевая, она и 200мм без разделки варит за счет теплового переноса внутрь метала, ТИГ берет 3, ну при определенных условиях 4мм. Далее на поверхности растет пятно расплава но не лезет вглубь. А если это титан то показатели еще хуже. Стандарты, ГОСТ, определяют не только высоту валика и усиления но и ширину. И эффект выгорания легированных элементов от продолжительности нагрева, так же не на последнем месте. Т.е. вы просто получите охрупчивание не только самого шва, но и около шовной зоны. Метод проверки на изгиб ни кто не отменял, на сколько шов и около шовная зона остается пластичной без разрушения и образования трещин, микро трещин. чтобы в короткий период времени хватило энергии на разогрев массивной железяки. Либо внешний нужен подогрев, но это далеко не всегда можно сделать. Поэтому ток аппарата в некоторых случаях 300-500А , а то и кА. И не забывайте про ПВ. Т.е. варить на аппарате с 300А при максимальной его "мощности" в 300А, 6 минут варим и 4 отдыхаем, не целесообразно да и каждый раз делать старт\стоп, увеличивается количество дефектов. он подбирается из расчета выгорания легированных компонентов в основном и компенсировать за счет присадка. И как итог. Поэтому есть такие виды сварки как ПЛАЗМЕННАЯ так и ЛАЗЕРНАЯ. Это и есть возможность уходить от разделки при односторонней сварки за один проход с получением усиления и корня шва. P.S. в некоторых случаях, сварка под флюсом так же позволяет варить за один проход и 20-25 мм без разделки. P.S. P.S. есть множество видов сварки и они не просто так появились. просто надо понимать не только чем варить (из имеющегося оборудования) но еще и чем нужно (что обеспечивает необходимый результат). В эту тему есть еще условие, что после сварки в свариваемом материале, не должно или минимально допустимое количество вольфрама. Т.е. применяли ТИГ, уткнулись, останавливаемся и вырезаем. После опять варим. МИГ\МАГ не возможно применить, т.к. либо материала нет такого либо рентген не пройдет из-за пор либо еще какой критерий. Лазер, дает резкий нагрев и резкое охлаждение, получаем крупное зерно в месте сварки, охрупчивание. И т.д. и т.п.
-
гнул амг 3 на школьном листогибе,углы отлично получались и усилие небольшое
-
 ts465sg присоединился к сообществу
ts465sg присоединился к сообществу - Вчера
-
На случай зимней сварки изначально была идея приобрести "обычную" маску со стеклом.
-
А почему не варят аргоном без присадки в стык без разделки большие толщины? В институте помню проходили что главная фишка аргонодуговой в возможности не использовать присадочный материал. Однако на практике почти все делают разделку, зазор и тычут пруток... В старых обучающих видео по сварке труб атомных станций их варили как раз вышеописанным способом, только на шаговых автоматах. При этом за счёт усадки даже усиление формировалось. Возникает мысль опробовать сварить чёрную трубу без разделки и без зазора. Стали Ст3, Ст20, 17г2с, или около того, слаболегированные. Толщины от 3 до 20 мм. Если будет проплавление на весу без поддува и ванна не провалится, то за один проход. Либо импульсами 200 ампер с 20 амперами на остывание. Если не получится, то двумя проходами на 70-90% толщины с обеих сторон, чтобы было перекрытие проплавления, но это не очень удобно. Какие могут быть минусы? Перегрев металла? А зачем тогда аппараты на 500 и более ампер делают? Просто не могу понять почему не варят таким образом? Это же очевидно намного быстрее чем делать разделку, прихватки, потом заполнять чужеродным металлом. Не проще ли пройти неплавким электродом а затем положить усиление ПА в струе? Понятно что старые нормативы по сварке писали во времена, когда мощных источников постоянного тока а тем более импульсных не было почти. Но сейчас наверное проще так? Может я чего не понимаю в этом процессе? Просто раньше варили ручником, лет 10-12 назад на полуавтоматы перешли наконец. А тут мне ещё поднять производительность захотелось. Полуавтоматы тоже долго не хотели применят на трубе даже в цеху, а теперь все ими трубы варят.
-
Это только профессиональные сварщики берут,а для редких работ, а тем более учебы все зачем то сначала берут самый дешманский хамелеон, а потом простую маску со стеклом. Но и я, имея хорошие маски, работаю на улице в простой маске, особенно зимой. Стекло никогда не подводило, а вот новомодные хамелеоны в мороз переставали работать, или переодически осветлялись во время работы .
-
 а как искать? ввести сайт? или название аппарата?
а как искать? ввести сайт? или название аппарата? -
Ну,или Оптрель/Спидгласс/Текмен/Росомз( с фильтрами Оптрель)
-
Чтоб глаза не убивала. По работал такими масками последние пол года, что-то нет им доверия, вот и извратился. потому как поддерживаю, не поспоришь. Что сам и сделал. Эти недорогие хамлолионы расслабляют, привыкаешь быстро, приходится проявлять политическую волю, чтобы взять простое стекло(маску) , но зенки свои и других нема, жалко.
-
Спасибо за ссылку! Там спрошу. То что Амг 2 гнется без проблем на гидравлическом листогибе знаю, работаю на лодочном производстве, но нужен ручной в мастерскую небольшую, для личных нужд.
-
Листогиб был не ручной, в целом гнулось без проблем. Сплав уже не помню, но что-то из АМг. Бывает разница гнуть вдоль и поперек направления проката. Если есть сомнения и возможности, то перед гибкой можно отжечь. Вот тема небольшая есть про это (из закладок вытянул).
-
 попробуйте в веб-архивах покопаться
попробуйте в веб-архивах покопаться -
Это вы использовали дополнительные очки, чтобы конструкция сильнее затемняла?
-
Ок, сегодня прочитаю эту тему...
-
Это что то написание непонятно кем, ГОСТ Р 12.4.035-78. это ГОСТ, и никогда не верьте написанному манагером, весьма тем более вероятно что совершенно далёкому от сварки, верьте ГОСТу.

-
Совершенно верно, все эти поделия за 4 т р, способны только принести проблемы с глазами. Есть тема, Выбор сварочной маски, там довольно таки аргументированно все расписано, и при учебе практичнее работать в простой маске. Вы этой маской, глаза себе испортите, единственный светофильтр, аттестованный по европейским стандартам это Текмен, остальные фильтры не понятные. Мне раз механик привез такую маску, я поджёг электрод, вылез из под машины, отдал ему ее, и одел обратно свою, с простым стеклом. Вот поэтому. Нужно сразу учиться правильно, законы физики по другому не работают))).
-
-
 Товарищ!Я там уже четыре года не работаю.Что там они гнут—понятия не имею.
Товарищ!Я там уже четыре года не работаю.Что там они гнут—понятия не имею. -
 Алюминий 3мм не пробовали гнуть на нем?
Алюминий 3мм не пробовали гнуть на нем? -
Вот, да - тоже столкнулся с солнцем сзади - лучи под маску и из-за бликов ничего не видно. Натянул сзади капюшон от куртки, стало нормально, без бликов. Думаю, что надо заиметь обычную маску со стеклом, чтобы сравнить видимость и затемнение, а то есть переживание на счет "а правильно ли работает маска". Почему-то после сеанса сварки каждый раз в левом глазу ощущал давление и сухость, а в правом все нормально. На следующий день все проходило.
-
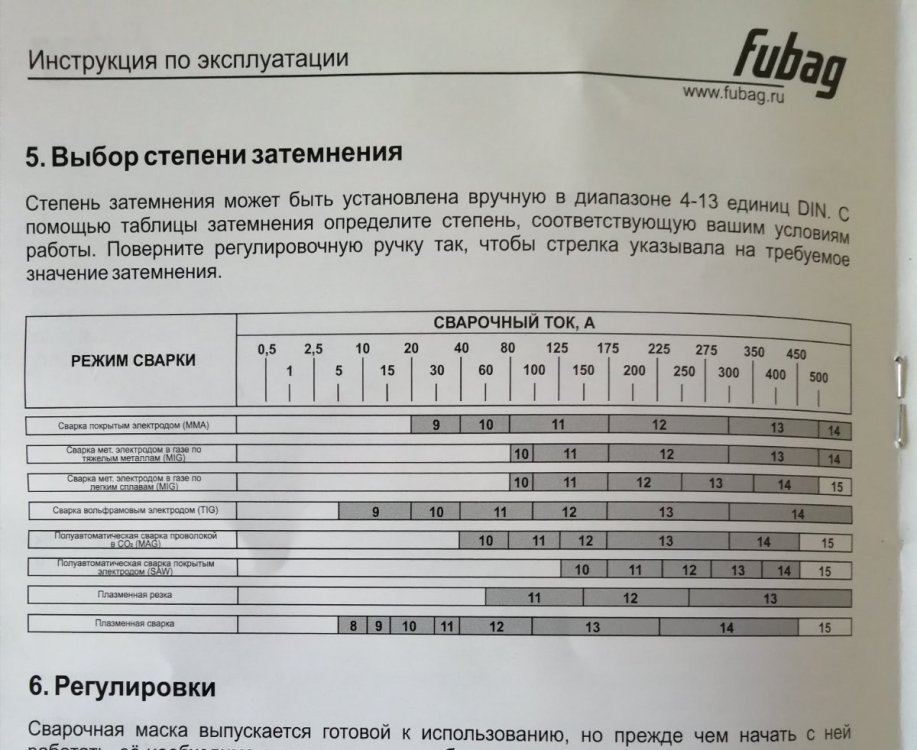
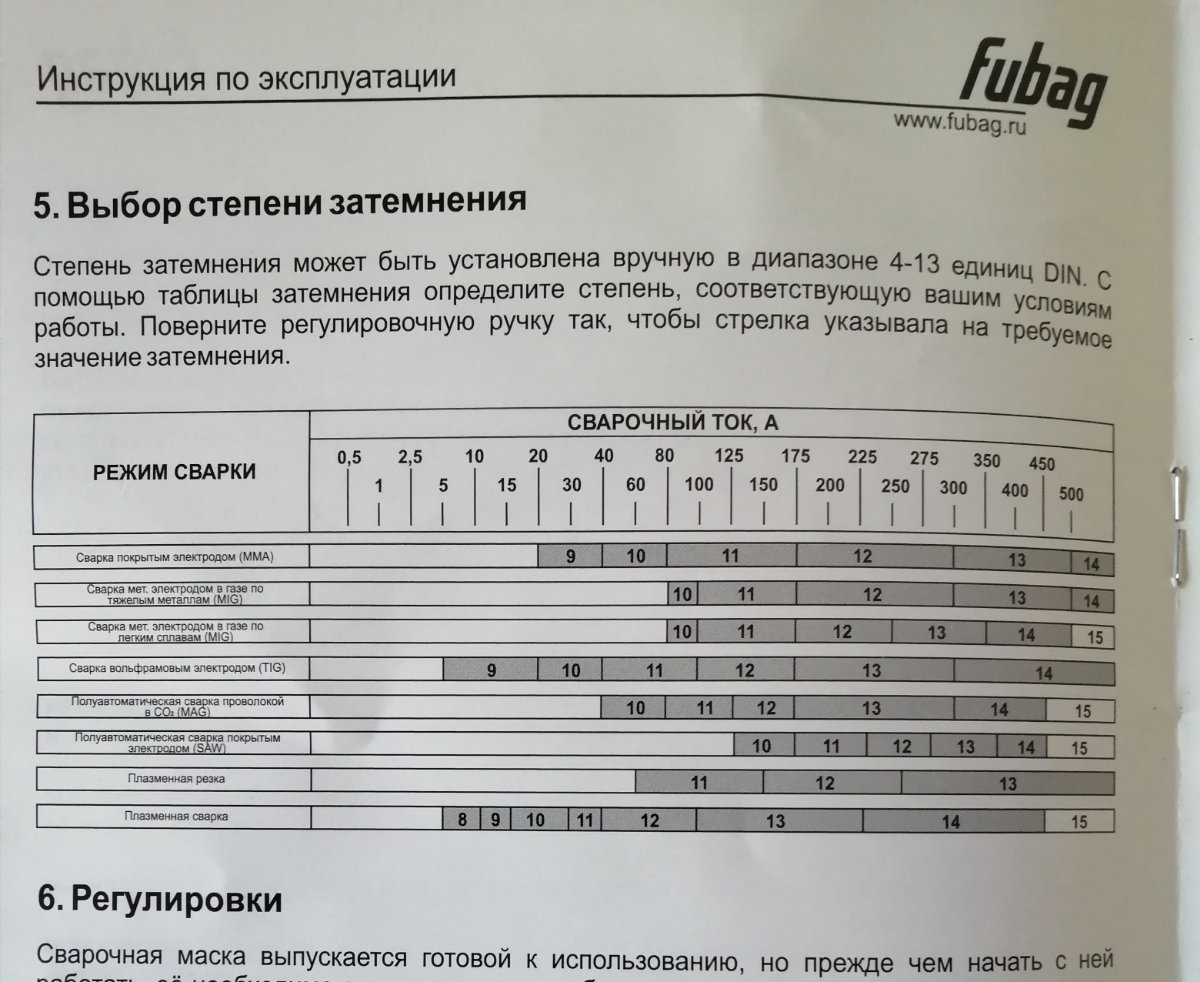
Интернет у меня не по талонам, маска хамелеон Фубаг за 4,5 килорубля, в инструкции там есть таблица настроек. Смысл вопроса был в том, что у каждого глаз по-разному видит через стекло, поэтому на одном токе разные сварщики используют разные уровни затемнения. Я, например, не заметил особой разницы между 9 и 11 уровнем. Ну, может, чуть потемнее.
-
Всем привет, очень интересует тема гибки листового металла, но тут нет такого раздела) Есть у кого опыт гибки Амг2 3мм на ручных листогибах? Если есть, то что за листогибы? А то очень нужен такой. Спасибо заранее.
-
добрый день! владею таким же аппаратом Nebula 400. Полетела прошивка. В заводской инструкции есть сайт для скачивания, но он уже не работает. может кто то подсказать где такую прошивку найти?