Активность
- Сегодня
-
 Немного о 99,7%. Крупные кислородные станции оборудованы воздухоразделительными установками производительностью 150кубов и выше. Кратко опишу принцип работы этой схемы Компрессор высокого давления подает предварительно очищены от углекислоты и влаги воздух в разделительную колону,в которой получают жидкий кислород. Отбор жидкого кислорода происходит из карманов конденсатора (на рис. 3). Отбор производиться насосом жидкого кислорода плунжерного типа. Жидкий кислород -это такая голубоватая кипящая жидкость,которую можно налить в кружку,ложкой,поварешкой ..Насос отбирает кубовую жидкость и вбрасывает ее в теплообменник,где она газифицируется и кислород поступает в реципиентную емкость,которая соединена с наполнительной рампой. Запуск таких установок довольно длительный 18-20часов. Так вот,когда установка вошла в режим,берется анализ кубовой жидкости,который должен соответствовать 99,2%,тогда запускается насос.Допустим,установка производительностью 150кубов должна давать 25баллонов кислорода 99,2% в час. Если увеличим отбор кислорода,то уменьшим его процентное содержание,тем самым увеличив число баллонов,но чистота будет ниже,скажем,98,5%. Есть ли в этом случае экономическая выгода? Конечно,есть.Даже снижая чистоту до 99%,увеличите число наполненных баллонов-выручка увеличится. А вот если уменьшить отбор жидкого кислорода,то можно увеличить его чистоту до 99,5 и выше -это уже требование к медицинскому кислороду.Так вот,при чистоте 95,5% и выше,количество наполненных баллонов уменьшиться,скажем с 25 до 20(условно),естественно возрастет цена баллона процентов на 25-30(опять условно). И вам вопрос на засыпку-Что предпочтет производитель? уменьшить свою прибыль или увеличить ее? Я вам скажу абсолютно определенно:при чистоте 98% обрубка и раскрой практически останавливаются-кислород не режет. Оставьте вы домыслы про кислород 99,7% в обменных пунктах.
Немного о 99,7%. Крупные кислородные станции оборудованы воздухоразделительными установками производительностью 150кубов и выше. Кратко опишу принцип работы этой схемы Компрессор высокого давления подает предварительно очищены от углекислоты и влаги воздух в разделительную колону,в которой получают жидкий кислород. Отбор жидкого кислорода происходит из карманов конденсатора (на рис. 3). Отбор производиться насосом жидкого кислорода плунжерного типа. Жидкий кислород -это такая голубоватая кипящая жидкость,которую можно налить в кружку,ложкой,поварешкой ..Насос отбирает кубовую жидкость и вбрасывает ее в теплообменник,где она газифицируется и кислород поступает в реципиентную емкость,которая соединена с наполнительной рампой. Запуск таких установок довольно длительный 18-20часов. Так вот,когда установка вошла в режим,берется анализ кубовой жидкости,который должен соответствовать 99,2%,тогда запускается насос.Допустим,установка производительностью 150кубов должна давать 25баллонов кислорода 99,2% в час. Если увеличим отбор кислорода,то уменьшим его процентное содержание,тем самым увеличив число баллонов,но чистота будет ниже,скажем,98,5%. Есть ли в этом случае экономическая выгода? Конечно,есть.Даже снижая чистоту до 99%,увеличите число наполненных баллонов-выручка увеличится. А вот если уменьшить отбор жидкого кислорода,то можно увеличить его чистоту до 99,5 и выше -это уже требование к медицинскому кислороду.Так вот,при чистоте 95,5% и выше,количество наполненных баллонов уменьшиться,скажем с 25 до 20(условно),естественно возрастет цена баллона процентов на 25-30(опять условно). И вам вопрос на засыпку-Что предпочтет производитель? уменьшить свою прибыль или увеличить ее? Я вам скажу абсолютно определенно:при чистоте 98% обрубка и раскрой практически останавливаются-кислород не режет. Оставьте вы домыслы про кислород 99,7% в обменных пунктах. -
В. В. ОВЧИННИКОВ П Р О Ф Е С С И О Н А Л Ь Н О Е О Б Р А З О В А Н И Е ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ https://urpc.ru/student/pechatnie_izdania/010_705213887_Ovchinnikov.pdf?ysclid=mnerlb5njk745631868
-
Струя режущего кислорода Пункт 2.9 В. В. ОВЧИННИКОВ П Р О Ф Е С С И О Н А Л Ь Н О Е О Б Р А З О В А Н И Е ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ https://urpc.ru/student/pechatnie_izdania/010_705213887_Ovchinnikov.pdf?ysclid=mnerlb5njk745631868 Струя режущего кислорода служит инструментом; от ее свойств в значительной мере зависят качество поверхности реза и произ- водительность резки. Одно из главных требований к струе режу- щего кислорода состоит в том, что она должна сохранять свои гео- метрические размеры по всей толщине разрезаемого металла. При истечении газа из сопла в атмосферу струя на некотором расстоянии от сопла сохраняет свои параметры (скорость, темпе- ратуру торможения), равные значениям на выходе струи из со- пла. Распространяясь далее, струя захватывает частички окружа- ющей среды (воздуха), вследствие чего вокруг зоны с постоянны- ми параметрами образуется турбулентный пограничный слой, толщина которого с удалением струи от сопла увеличивается. Вследствие этого струя режущего кислорода по мере удаления отГАПОУ Свердловской области «Уральский политехнический колледж» ГАПОУ Свердловской области «Уральский политехнический колледж» 42 сопла расширяется и одновременно ее скорость уменьшается, при этом снижается чистота кислорода. Стальной прокат толщиной 5 … 8 мм обрабатывают при давле- нии режущего кислорода перед резаком 392 … 1 176 кПа. Для рез- ки стальных отливок и поковок большой толщины (более 300 мм) применяют низкое давление кислорода (до 392 кПа) при примене- нии в мундштуках сопел режущего кислорода цилиндрического типа. Важным параметром режущей струи является скорость ее ис- течения из сопла. При кислородной резке наиболее благоприят- ным считается получение максимальных скоростей потока кисло- рода на выходе, причем статическое давление в струе на срезе сопла не должно отличаться от атмосферного. Превышение давления на срезе по сравнению с атмосферным давлением приводит к расширению газовой струи на выходе из сопла. Это снижает кинетическую энергию струи и ухудшает ее режущие свойства. Повышение скорости потока режущего кислорода увеличива- ет степень динамического воздействия на пленку жидкого метал- ла, что обеспечивает повышение скорости кислородной резки при прочих равных условиях (рис. 2.9). В связи с этим для резки сле- дует применять кислород высокого давления. Кроме определенно- го объема кислорода, поступающего для окисления металла, в зону реза необходимо подать дополнительное количество кисло- рода для выдувания из щели реза жидких шлаков. Практика кис- лородной резки показывает, что коэффициент использования Рис. 2.9. Зависимость скорости резки vр от скорости потока кислорода w при толщине стали 20 мм (1) и 100 мм (2)ГАПОУ Свердловской области «Уральский политехнический колледж» ГАПОУ Свердловской области «Уральский политехнический колледж» 43 кислорода определяется в основном требованиями, предъявляе- мыми к качеству поверхности реза, и толщиной металла. Коэффи- циент использования кислорода имеет наименьшие значения (0,2 … 0,4) при резке металла толщиной 5 … 10 мм, а с увеличением толщины до 100 мм возрастает примерно в 2 раза и далее изме- няется несущественно. Значительное влияние на процесс кислородной резки оказыва- ет чистота кислорода режущей струи. Поскольку струя кислорода используется не только для окисления металла, но и для выдувания оксидов из реза, в нижней части реза концентрация примесей в кислороде значительно возрастает. При коэффициенте использо- вания кислорода, равном 0,5, количество инертных примесей в струе кислорода возрастает в 2 раза. Проникновение частиц кис- лорода через слой инертных примесей затрудняется, и реакция окисления замедляется. При резке кислородом пониженной чис- тоты на нижних кромках появляется большое количество трудно- отделяемого грата. В этом случае для получения необходимого качества поверхности реза приходится снижать скорость резки. Современные установки для получения кислорода обеспечива- ют высокую чистоту кислорода — не ниже первого сорта (99,2 %). В настоящее время нижний предел чистоты кислорода, использу- емого для кислородной резки, ограничивается 98 %.
-
 Pablos присоединился к сообществу
Pablos присоединился к сообществу -
 еще раз спрошу: Я понимаю, что когда процесс захлебнулся, то выхода не будет. Это и так понятно, прямо очевидно. Вопрос, когда дуга еще выходит, насколько она перпендикулярна поверхности листа?! И второй момент, там где отрезалось, по следам воздействия дуги, смотрится угол. И вот тут придет (возможно) понимание, причины проблемы. Да вообще это очень удобная вещь для анализирования происходящего. по следам после реза, должна быть разница. Если нет, то как минимум замерить секундомером пройденное расстояние, например 1м или 100 мм. Т.е. проанализировать, нет ли проблемы с механикой. Изменение скорости реза ну ни как не может не сказываться на результате. И еще один момент. Если сталь плохенького качества, то даже в центре листа могут встречаться проблемы. Но теоретически, если работаете не на пределе возможностей станка, то надо режим подобрать усредняющий, чтобы и резало там где режет и где проблемы встречаются, там так же должно резать. Качество реза упадет (т.к. режим будет более "жесткий"), но за-то будет гарантированный результат. Особенно проблемные места возможны ближе к краям листа. Поэтому их обычно и обрезают... На примере кругляка, токарь встречает места на одной болванке, где резец как масло режет, а в другом месте как на песок попал, это и по длине встречается и по глубине. Тут прокат. Хим состав так или иначе плавает. И если материал куплен из разряда брак, но жалко выкидывать, кто нибудь да купит, то вы как один из первых, кто работает с этим материалом и будете испытывать проблемы. Еще один тест, это руками резать. Если есть такая возможность и посмотреть, как будет себя материал вести. Если там где режется, легко идет процесс и подходя к месту с проблемой, вы так же испытываете затруднения, то однозначно проблема в материале. И ... либо его сдавать обратно либо ... мучиться но переработать. А вот если отдел закупок и дальше будет этот хлам покупать, то мучиться и дальше .
еще раз спрошу: Я понимаю, что когда процесс захлебнулся, то выхода не будет. Это и так понятно, прямо очевидно. Вопрос, когда дуга еще выходит, насколько она перпендикулярна поверхности листа?! И второй момент, там где отрезалось, по следам воздействия дуги, смотрится угол. И вот тут придет (возможно) понимание, причины проблемы. Да вообще это очень удобная вещь для анализирования происходящего. по следам после реза, должна быть разница. Если нет, то как минимум замерить секундомером пройденное расстояние, например 1м или 100 мм. Т.е. проанализировать, нет ли проблемы с механикой. Изменение скорости реза ну ни как не может не сказываться на результате. И еще один момент. Если сталь плохенького качества, то даже в центре листа могут встречаться проблемы. Но теоретически, если работаете не на пределе возможностей станка, то надо режим подобрать усредняющий, чтобы и резало там где режет и где проблемы встречаются, там так же должно резать. Качество реза упадет (т.к. режим будет более "жесткий"), но за-то будет гарантированный результат. Особенно проблемные места возможны ближе к краям листа. Поэтому их обычно и обрезают... На примере кругляка, токарь встречает места на одной болванке, где резец как масло режет, а в другом месте как на песок попал, это и по длине встречается и по глубине. Тут прокат. Хим состав так или иначе плавает. И если материал куплен из разряда брак, но жалко выкидывать, кто нибудь да купит, то вы как один из первых, кто работает с этим материалом и будете испытывать проблемы. Еще один тест, это руками резать. Если есть такая возможность и посмотреть, как будет себя материал вести. Если там где режется, легко идет процесс и подходя к месту с проблемой, вы так же испытываете затруднения, то однозначно проблема в материале. И ... либо его сдавать обратно либо ... мучиться но переработать. А вот если отдел закупок и дальше будет этот хлам покупать, то мучиться и дальше . -
 петрух присоединился к сообществу
петрух присоединился к сообществу -
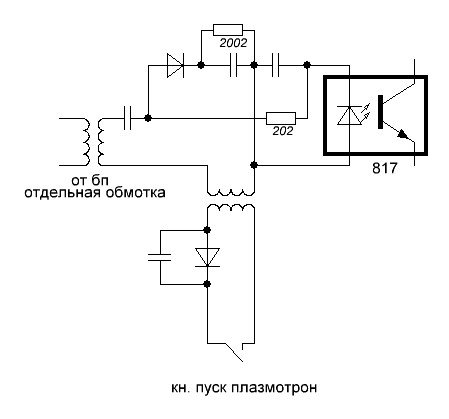
Принесли в ремонт АНДЕЛИ плазморез с проблемой : При включении сразу стартует поток плазмы , без нажатии кнопки на плазмотроне. Плазмотрон проверил - норма. Стал разбираться - куда идет команда на старт. В итоге срисовал схему ниже. Такое мне еще не попадалось в работе. Управление с помощью магнитного усилителя. В итоге все детали проверил - в норме. Стал постепенно изолировать части схемы. Когда осталось только конденсатор и диод сразу на входе просто заменил их. Заработало! Но детали затем проверил тщательно - норма. Кроме этого увидел интересный эффект - лазерный луч который формирует дуга в плазмотроне. Еще до ремонта запустил плазморез, он включился и запустился плазмотрон, в юбке пошла пилотная дуга. И вдруг увидел четкую синюю точку на поверхности стола. Мелькнула мысль - встроеный лазер для ориентировки на месте реза? Где он, мля? Оказалось дуга в юбке формирует четкий световой пучек. Обычно это не заметно потому что сразу стартует факел.

-
 Спасибо
Спасибо -
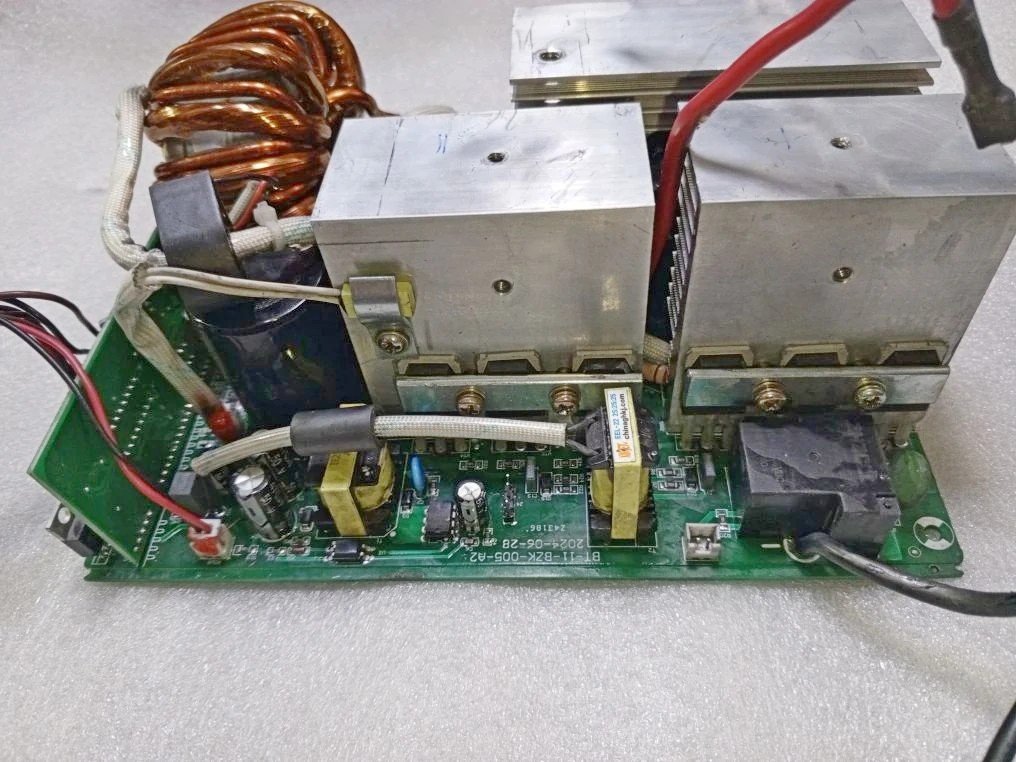
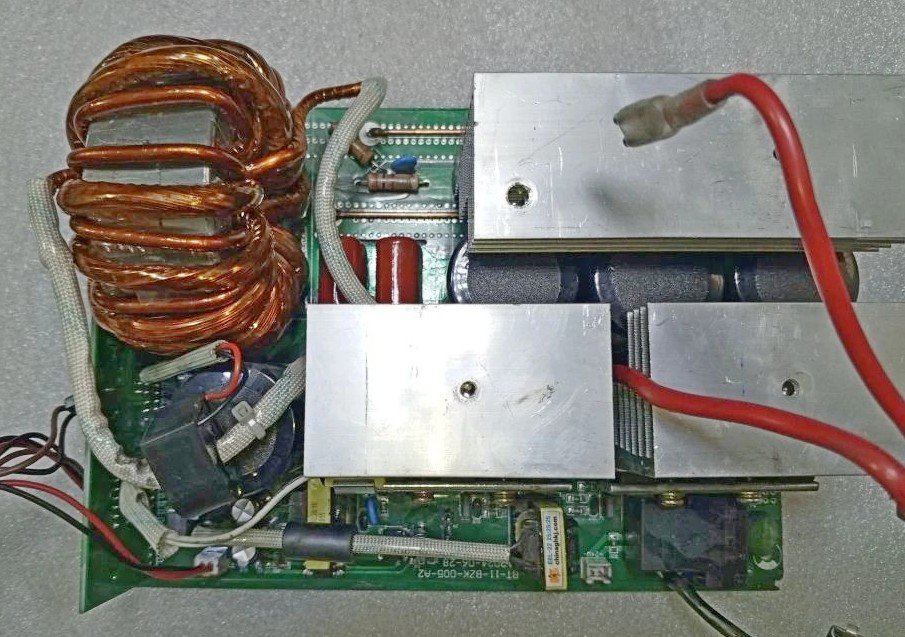
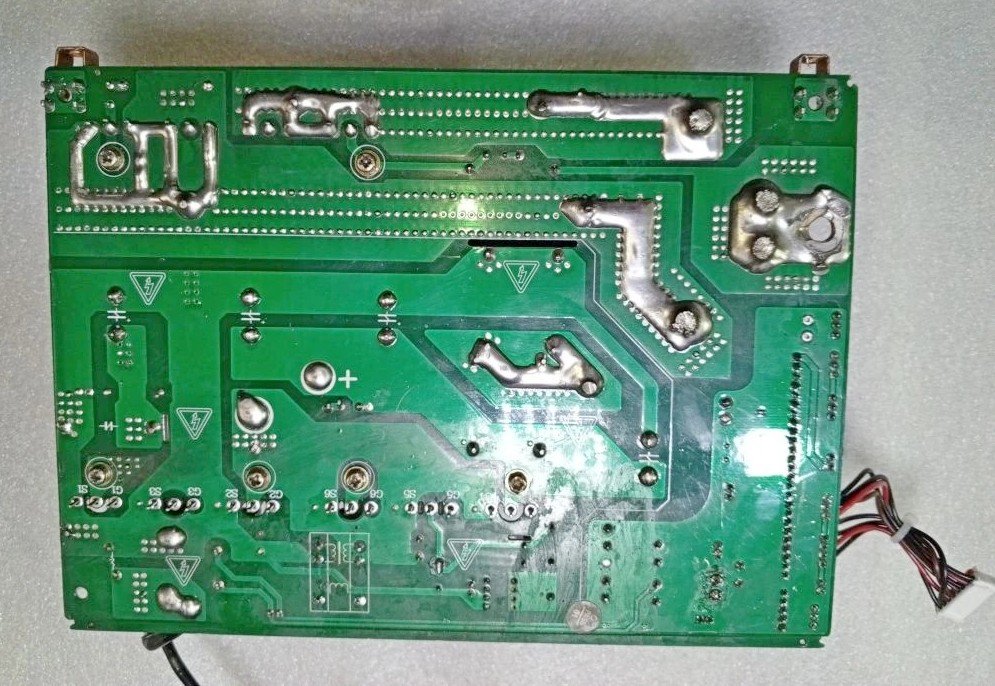
Ничего не понял из сообщения выше! Тупею... Но мне надо точную схему , не похожую. Для внесения изменений в конструкцию. Ремонт и без схемы делать можно. На фото потроха аппарата. На клемме минус сидит стнадартный шунт 200А 75mv
-
 когда не прорезает- выходного факела нет, он внутри остается
когда не прорезает- выходного факела нет, он внутри остается -
скорость не меняется без моего участия и не влияет, если уменьшать, уменьшал со 150 до 60 не влияет
-
партия одна и поведение разное на одном куске
-
Дружище, чтобы сравнивать эти 2 почтенных аппарата ОБЪЕКТИВНО, надо довольно не плохо владеть МИГ/МАГ сваркой. И сравнивать на одних режимах/материалах/толщинах/положениях. Тогда будет смысл для читающих. Иначе вы попадаете в легион контента: "распаковка в гостинной на бабушкином ковре, длина видео 1,5 часа". Ну и дружеский совет на первое время: постарайтесь делать хорошо то, что не требует больших усилий и квалификации: зачистка поверхности, состояние наконечника, хорошая проволока, св. смесь, удобная поза. Это сильно влияет на результат. Удачи.
-
А ! Он Вам его принёс. Нужно фото кишков. Сварочник кратон уходит в перегрузку. Запипает электрод и загорается перегрузка. Раз 5 подряд тыкнешь, залипает, потом начинает начинает работать. Через год тыкал уже раз 50. Счас все, не помогает метод. Это он мне присылал.
-
Спасибо! Есть еще нужда: Нужна принципиальная схема сварочника КРАТОН NEXT 250M. Готов даже за деньги - ну очень неохота сидеть и срисовывать с платы!
- Вчера
-
ну вот и совершенно другое русло. Будем ждать! без этого ни как. И переключиться с МИГ на ТИГ, иногда и приходится варить тем, что уже подключено поэтому и желательно два поста иметь или делать универсальную телегу где сразу два - три аппарата, где все подключено но развешено для быстрого доступа. А газ ... я в свое время делал магистрать от баллонов до рабочего места. Больше газа уходит на продувку, после смена баллона, но удобнее подключаться и баллон на телеге с собой не таскать. Шланги брал с малым сечением. Для ТИГ и МИГ вполне хватает, от ЧПУ плазменных столов которые пневматикой управляют открытие и закрытие секций непосредственно где резка (меньше газа в воздух выпускать), а то у некоторых видел конкретные такие трубы... А на самом деле, пока растянуть провода для ММА, идеально еще и электроды просушить времени уходит то же не минута. У меня сейчас паяльник, 10 секунд с отключенного состояния до рабочего, вот это я понимаю, комфорт.
-
Нет,не прояснилось.И разработчикам,и TW пока не этого.Да и мне тоже.Как говорится–в процессе.Следите за эфиром.
-
 Это у мелких однофазников, без тележки.Машина на телеге с баллоном ускоряет процесс.
Это у мелких однофазников, без тележки.Машина на телеге с баллоном ускоряет процесс. -
Сваривал я последний раз прошлой осенью, в конце октября по вечерам. Сейчас, в здравом уме и светлой памяти будет все совсем по-другому, поэтому с выводами пока повременю.
-
Как время появится, постараюсь по-человечески сделать полноценный обзор и тест сварки на всех режимах. Вот если прям однозначно, то EWM, конечно на голову выше. Это и пульс, и 4 ролика и немец все-таки. Но и цена, конечно там совсем другая. Оснастка на него тоже очень дорогая, и позиций также раза в 2 больше, чем на ESAB. Почему не Фрониус? Пульса нет. Горелка у них своя. EWMу по всем параметрам уступает. Почему не Кемппи мастер М205? Не исключена вероятность того, что он не перенял болезни от Минарк Миг Эво 200, а это крайне небольшой срок службы (в районе 15 катушек), у людей они постоянно ломались (видео ремонтов из сети и рассуждения на форумах о ремонте). Также, качество пластика у него оставляет желать лучшего (буквально как картонка). Дисплей как на тетрисе. Два ролика всего, сам механизм, его исполнение максимально примитивное и очень мелкое (EWM тут на 2 головы выше). Сварка электродами у него тоже опционально. Отзывов по нему крайне мало. Но у него есть и неоспоримые плюсы - Велд Ассист, где можно все параметры настроить еще проще, путем выбора вида сварного соединения, тавровое например. Легкий, тут бесспорно. На ESAB выбор пал из-за довольно таки широкого функционала, непредвзятого дизайна, и главной фишки - S-MIG, чего у других, к сожалению нет. У полуавтоматической сварки обнаружил жирнющий минус, а именно скорость развертывания. На все-про все не меньше получаса уходит.
-
 Марианна Кратон присоединился к сообществу
Марианна Кратон присоединился к сообществу -
это хорошо когда жена по голове не настучит, за такое ... не дешевое хобби И вот тут, искренне за вас рад! Как раз и не раскрыта тема. Это не обзор по сути, а распаковка , в чем же отличие аппаратов? Вот захотел себе ... а дальше, что? Так же оба покупать? Может настойчиво напираю, но не каждому это доступно и возможности аппаратов полезно знать, в данном случае конкретно этих. Ну меню сложнее... А как часто этим надо пользоваться? И надо ли вообще глубоко лезть?! Проволока залипла ... ну такое... я и глазами вижу и вообще, клацнул кнопкой и отстрелил залипшую проволоку, погнал дальше варить. А тут ... горелка залипла, ее так и держать? Ну вот не оказалось кусачек под второй рукой. это хорошо... но по сути, как работают нет ни чего. Его же не носить надо, им работать надо. Поэтому, масса аппарата вполне достаточно. А то ведь, " а вот у этого ручки черные и в темноте плохо видно" ... Почему именно эти были выбраны? Чем обусловлен выбор? Чем фрониус не понравился или тот же кемппи? вообще, не правда ну воооообще!!! Двойной, да. А вот одинарный ... НУ НЕТ!!!! Я понимаю, что режим КЗ некоторые ускоряют до безобразия и скорость движения горелки запредельная в отличии от импульсного режима, наверное будет получена разница по скорости. Но вот так, вот в лоб, на паре сантиметров шва, делать вывод ... Но такое далеко не каждому и второму доступно и даже не каждому 10-му сварщику, а то может один на сто. Для примера, толщина черной стали 0.8 - 1.0 мм, скорость сварки в ручную, поэтому точных параметров не знаю, а так же скорости подачи проволоки и напряжение на дуге, т.к. это был трансформаторный аппарат без индикации, но аппарат на 300А и по режимам был в 80-90% от максимальной мощности. Т.е. 1 мм листовой стали, шов "встык", руками сварщик варил с результирующим током порядка 280-290А. Если бы не видел собственными глазами, то ни когда бы не поверил. Я к тому, что, не уверен, смог бы в импульсном режиме, подобрать режим стабильной дуги, чтобы аппарат не сходил сума да и процесс был стабильным.
-
Так в принципе на этом все, дальнейших тестов на устройства не предвидится. Так сказать, в образе "Распаковка" или "Помощь новичку в выборе".
-
EWM кстати, тоже как агрегат для строительных площадок позиционируется, в описании на него от производителя это также указывается. У него корпус из 4мм алюминия и ручка по всей длине корпуса для удобства транспортировки. На впуске отдельной опцией есть пылевой фильтр.
-
Минусы у них есть, я ни в коем случае с этим не спорю, просто моя степень квалификации сварщика пока 0, и о чем то судить, ну не могу, не эксперт) А так, может кто юзал подобное, + и - назовет, только за, на то и форум, чтобы дискуссию вести
-
1) Здравствуйте! Прошу простить меня за публицистический стиль описания, но для меня сварка полуавтоматом это новшество, поэтому так. Рекламы никакой здесь нет, как я уже выше написал, только для личного использования в свободное время по выходным в качестве хобби. 2) Про рабочую лошадку - посмотрите на досуге рекламный ролик этой линейки Ребель, сразу все станет понятно. Конкретно я имел ввиду быстрый процесс настройки и толстенный прочный корпус с множеством мест захвата, хоть стропами, хоть вдвоем нести. 3) Первые швы и для меня и для аппарата. Китайцами я не варил, не знаю как там, но чувствую не совсем то, что нужно. Порошковой проволокой он (EWM) действительно мягко варит, брызги летят, да, есть такое. 4) Что показывали, к сожалению нет возможности предоставить. Что показывает ESAB, можно посмотреть в любом обзоре на оборудование, там все есть. Когда проволока у меня залипала, он отключал на нее подачу тока и выводил предупреждение на экране о замыкании. При низком напряжении, также отключалась подача тока и сообщение об ошибке высвечивалось на табло, я честно говоря до этого не знал, что в тот день оно было 180В. Также номера всех изнашиваемых комплектующих есть в функциях устройства в качестве таблицы на экране, не нужно рыть взрыв схемы и искать в паспорте номера. Если переключится на порошковую проволоку, обязательно выходит предупреждение о смене полярности. Все настройки по тактам сварки, индуктивности, постгазе, также визуально легко для понимания оформлены, и их числовая шкала также удобно состряпана. Что нельзя сказать о EWM, там такие параметры нужно настраивать через сервисное меню без визуализации. EWM я почти не сваривал, нет времени. 5) Раздел называется "Обзоры и тесты", я выложил обзор, не более того. Было время, когда я делал выбор между Fronius Transsteel 2200C и Kemppi Master M205 и тем, что сейчас описываю, и именно подобные обзоры, где была не только характеризация исполнительных функций, но и детальное рассмотрение этих устройств (материал корпуса, назначение, вес, унификация, качество исполнения модулей и т. п.) помогли мне определиться с выбором, о котором нисколько не жалею.
-
 lamdv присоединился к сообществу
lamdv присоединился к сообществу -
 DavidDaupt присоединился к сообществу
DavidDaupt присоединился к сообществу -
это сколько в граммах? И выходной факел в процессе движения относительно направления движения, как в пространстве располагается? вот ссыль на параметры: https://inner.su/articles/tablitsy-rezhimov-gazovoy-rezki-metallov/ не реклама, просто нарыл в просторах интернета. скорость движения не меняется? А то на ЧПУ чего только не встречал, пока от чертежа до станка дойдет, какие кракозябры только не вносятся. И на одном компьютере УП выходит нормально, а на другом с проблемами. И расходка, когда уже дело швах в каком состоянии?
-
Сергей Николаич, что там с суперпроволокой с секретным покрытием? Прояснилось что-нибудь?