Активность
- Последний час
-
Опять 25! 5 л - совсем ни о чем (аргон не только защищает шов, но и охлаждает)! Да и про сопло ты не написал. А толщина присадки? Пред- и постгаз?
-
Есть у меня онЕ.... Но терзают смутные сомнения - не 430 ли нержавейка?
- Вчера
-
Спасибо! С мостом я и сам справлюсь.
-
Очень похоже на входной мост. Пробой с переменки на постоянку. По поводу мастеров... тут ничего не скажу. Кто как воспринимает. Да и с мастерами проблема.
- 2 ответа
-
- 1
-

-
Ребята, всем привет. Может кто собирал контроллер на. PIC с 69-70стр?
-
 balentV присоединился к сообществу
balentV присоединился к сообществу - Последняя неделя
-
продувку газа тоже увеличил, крутила от одного до десяти чего то, поставил чуть боле середины. по ощущениям сёк 7 где то. надо будет секундомером проверить, что то раньше не допер.
-
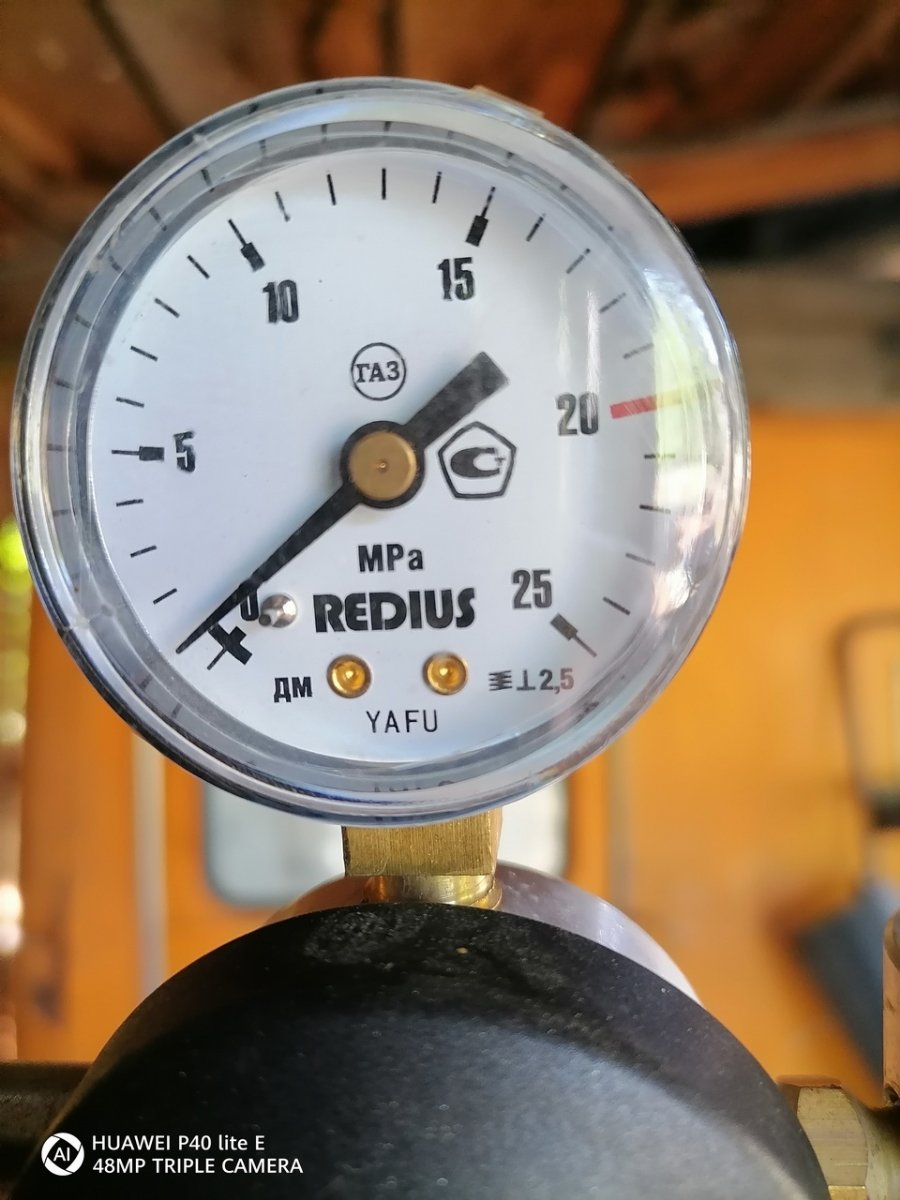
Электрод 1,6мм, газ поднял с начала до 8л, потом до 10л по шарику, ток 52А, сопло тоже №5. Электрод выдвинул чуть по дальше, получилось около см. Дугу стараемся держать, особенно во время прихватки как можно короче, едва ли ни 1 мм, направляя её или точно в угол, или попеременно грея низ и стенку, но больше низ, тепло то вверх стремится всегда, иначе прихватка не получается. Потом разогреваем прихватку до ванны и с неё ведём горелку. Стали получаться отрезки шва не по 1 см, но ужо сантиметров по пять. Но всё равно стабильности нет, иной раз нормально прихватывается, а иной раз, и вроде плотно прилегает металл, но не получается, металл разбегается и получается щель, не успевают кромки сплавляться. Подобных уголков сделал 7шт, газа ушло пол деления, электрод на этот раз переточил всего два раза, очень помогают подставки ввиде второй руки или колен, навесу тяжко. Газ кончился можно сказать, до конца баллон же опустошать нельзя, по показометру около 1мпа осталось, стрелка дошла до какой-то жирной отметины.





-
Если хочется экономить газ=то TIG -не ваш метод.
-
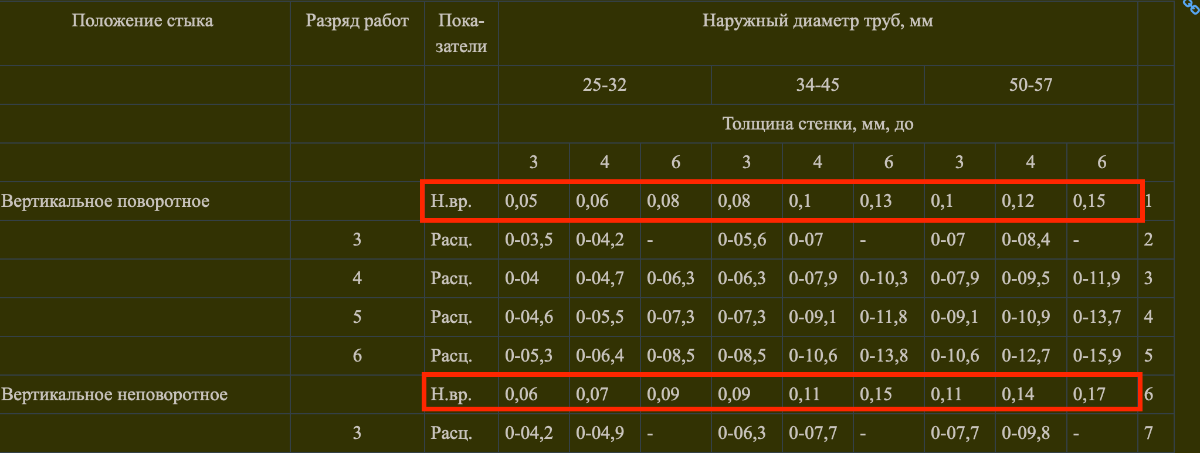
 Всем Здравствовать. Растолкуйте пожайлуста в чём прописаны нормы в таблицах ЕНиР-а?? Минуты-часы-секунды??
Всем Здравствовать. Растолкуйте пожайлуста в чём прописаны нормы в таблицах ЕНиР-а?? Минуты-часы-секунды??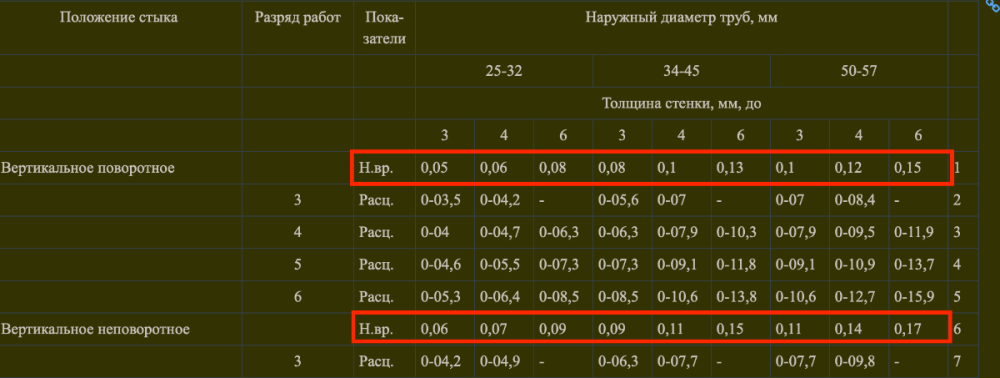
-
было как-то замечание, что "С таким расходом только чернуху варить", не обратил внимания. Будем пробовать исправляться, всему виной жадность похоже. Хочется чтоб газа на по дольше хватало.
-
Мое дилетантское мнение: надо сначала обеспечить должную защиту сварного шва, а уже потом стараться что-то изображать, так-как с защитой и без защиты это совершенно разная сварка. Не знаю, советовали уже старшие товарищи, или нет про то, как определить защищенность сварного шва. Один из способов - поглядеть на его цвет.


-
Ну,что делать, надо матчасть изучать-Т1/С2-ГОСТ 14771-76, 142-ГОСТ 4063-2010
-
В этой теме такое без расшифровки вряд ли кто поймёт.
-
После сварки-сразу в воду....далее в кислоту и норм....И медь рекомендуется сваривать на форсированных режимах, желательно на подкладке.Если мощщи не хватает-подогрев.В своё время развлекался сваркой шин толщиной 4-6мм,длина сварки40-60мм , М1. И моего же сообщения, тема-Сварка меди, от7.10.2018- Медь в расплавленном состоянии обладает высокой текучестью, которая растёт с температурой.При форсированных режимах, особенно без подогрева, возможен(и часто происходит)выплеск металла из ванны. Имея регулярную практику по сварке токопроводящих шин, могу заверить в следующем-предподогрев и плавный спокойный набор температуры вкупе с удерживающей подкладкой страхуют от выплесков и обеспечивают приемлемый внешний вид даже в линейном режиме.Ванну необходимо удерживать в области газовой защиты, не допуская контакта с воздухом, иначе -кипение и поры. для своих шинок использую чистый медный провод с бухты, марку не помню, но если надо-уточню. По зачистке и предподготовке-у меня металл новый, чистый, доп.подготовкой не занимаюсь.Проблем пока нет.
-
Можно проволоку той же марки, что и клеммы.М1или М3.
-
 golubtsova1991213 присоединился к сообществу
golubtsova1991213 присоединился к сообществу -
спасибо!
-
Вешай и пусть работают.
-
Нет. однофазный мост уже стоит на своём месте, а 2 диода будут довеском к этому мосту.
-
Аналогично. Изредка приходится заниматься...Приобрести сразу готовый трехфазный мост?
-
Нет. Это попытка из обычного моста сделать мост Ларионова. путём добавления 2 диодов. Диоды будут повешиваться навесным монтажом к имеющимся точкам. Со старосоветскими всё понятно - там хвост с резьбой за который они прикручиваются. А тут - непонятно. Просто давно не занимался электроникой, отстал от жизни.
-
Он там стоял? Ставьте и не парьтесь. Если не стоял-то должен выдерживать свои характеристики как есть : радиаторов на эти бочонки не предусмотрено. Сильно греется? Смотреть замену,в какой цепи стоит. Диодный мост можно весь заменить на КВРС5010 например ,и на радиатор его.
-
Так если через него ток 10 - 15 ампер пропускать, он же греться будет. Или я что то неправильно про этот диод прочитал?
-
Никак, Не предусмотрено. Встречный вопрос-а зачем?
-
Всем здравия! Вопрос в заголовке. Какой радиатор нужен диоду 30А10 и как его на этот радиатор крепить?
-
Посоветуйте пожалуйста сварочный материал. На днях мне приносили медные контакты, с которыми упарился, подолгу грел, т.к упор в мощность аппарата была, для таких задач нужно 300А, а не 200, ну не суть. Они из чистой меди красноватого оттенка, из подходящего материала у меня была только присадка Cusi3. Сейчас все эти детали забраковали из-за несовпадения по цвету, заказчик их не принимает. К сожалению придется заново отливать. Я слышал о присадке CuSn, что она более близка к естественному медному красноватому цвету, подойдёт ли она или все же нужен какой-то другой материал? И тоже интересен вопрос, мог ли измениться цвет в местах сварки от долгого неэффективного воздействия дугой? Апдейт. Нашел пост, в теме по сварке меди содержащий ответ на мой вопрос, и узнал ещё, что Cusi3 в участках сварки ухудшает электропроводность, норм накосячил конечно, вот что бывает, если нет технолога прошаренного и мало опыта... Закажу CuSn в понедельник