Сергей175
-
Постов
92 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сергей175
-
И 8, респиратор с хорошими фильтрами, для себя. Металл (особенно нержавейка, оцинковка, аллюминий, латунь, медь и пр.) при сварке выделает много вредных веществ.
-
Да тут все просто, розетка 16А (3,5 кВт), ввгнг 2.5 номинально выдерживает 6 кВт (максимально около 8кВт), автомат 25А (около 6 кВт). Примерная формула рассчета в 220V идет 4,5 ампера на 1 кВт. Но дело то в другом, Вы не будете на полной мощности варить час, несколько часов, сутки. Максимальное потребление в 6 кВт аппаратом - это кратковременные, пиковые, нагрузки.
-
Подматывали вентиль фумлентой газовой? Если ей, то она одноразовая, не допускает юстировку (дотяжку собранного соединения).
-
Был 160, тоже постгаз не регулировался. По заводу многовато выставлен, 1.5-2 секунды. Скорее всего, если по хорошему, только перепрошивкой через головной СЦ, и если китайцы дали им эту прошивку с измененным постгазом. Позвоните в головной СЦ, интересно что скажут.
-
Проверяйте только сразу, много брака.
-
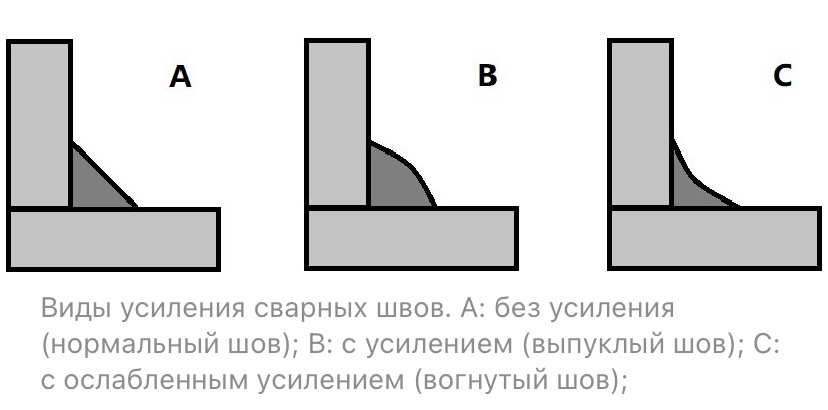
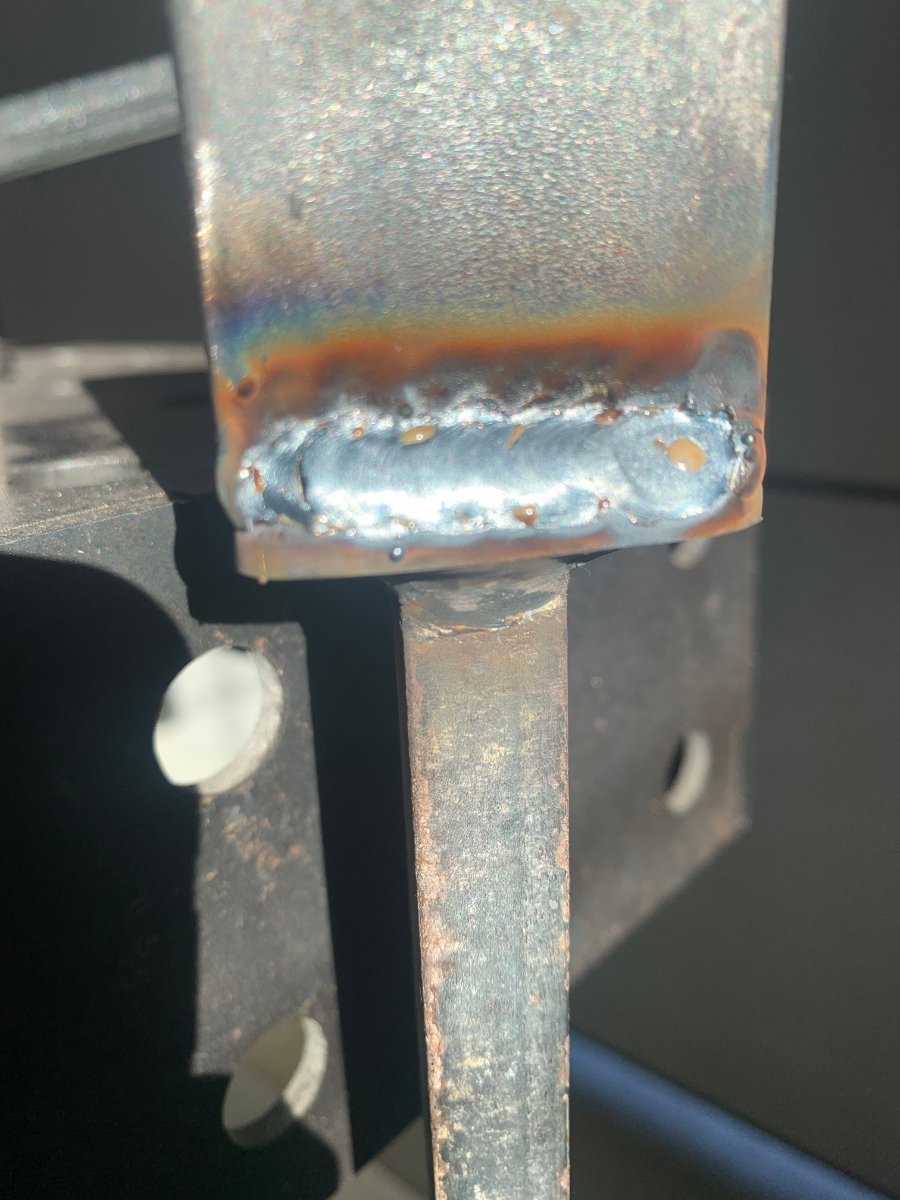
Виды катетов шва: Пример хорошего шва (не мой): Вывод: оба шва не очень. Вертикал с ослабленным усилением. Горизонт - явно мало для 8 мм толщины металла. Я сам новичок, возможно совет и дилетантский, прибавьте напряжение сварочной дуги и скорость подачи проволоки (V и A на аппарате ) в обоих режимах, на горизонте прибавлять больше, чем на вертикале. А Индуктивностью уже подстраивайте.

-
Бумажка, она для того, чтобы ж… прикрыть, в случае чего. Не сработал клапан, ответственность на производители клапана.
-
Там нужно учитывать все, вплоть до сертификата на основной и резервный предохранительные клапана. Вплоть до сертификатов на клампы, фитинги и прочее. Для поверхностного изучения темы посмотрите на крупных производителей ПВК, какие бумажки, сертификаты и прочее у них присутствуют. Пообщайтесь с ними. А судя по толщине металла, задача у Вас стоит гораздо более серьезная. Полагаться на ИИ ни в коем случае нельзя.
-
Искусственный интеллект!
-
Было бы очень интересно. Из всей темы только в одном месте нашел что в углекислоте проблемы были, все остальные в смеси проявлялись.
-
Понятно. Итог из отзывов: проблема возникает в смеси и при немного повышенном напряжение.
-
Напряжение в розетке какое?
-
Я смотрю Вы специалист по таблеткам… Спасибо конечно за предложение, не увлекаюсь подобным.
-
Может оно и к лучшему. Хороших специалистов, сварщиков, токарей очень мало.
-
Да в принципе уже дали настройки. Да, там в нулях у человека все прекрасно отработало. Сдается мне что затыки проволоки в линейном и брызги в пульсе - следствие одной и той же причины. Завтра буду разбираться.
-
То то я смотрю, не летаете Вы, ой не летаете.
-
На звание профи не притендую. Я новичок, мне можно.
-
Я Русский, у которого Китайский аппарат, на котором обозначения на Английском языке. Не вижу тут ничего зазорного.
-
Индуктивность сварочной дуги — это настройка, которая всё чаще появляется в современных инверторных полуавтоматах. Она позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жёсткость» сварочной дуги: При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавления выставляют большее значение индуктивности, дуга становится «жёсткой».
-
10 литров на 0.8 проволоке по верхнему уровню, по этой формуле.
-
Ротаметр так ротаметр.
-
Газ 82/18, евросмесь. На аппарате тоже газ выставлен правильно, Fe Mix, не перепутаешь при желании. Расход на ротометре 10 литров, в закрытом помещении за глаза хватает. Проволока 0.8, омедненная, ER 70S-6 Foxweld.
-
Углом назад. Да как и на 2 мм. Высота плавает немного, опыт нужен чтобы держать горелку ровно. Горелка 25-я, после 15 еще непривычно.
-
Пульс, настройки те же самые. Материал 4 мм. Брызг много.