- Популярный пост


валера1963
-
Постов
1 941 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные валера1963
-
-
@daron77,Кузова варит не аппарат а сварщик. Возьмите у знакомого (гефес) и попробуйте.
-
 1
1
-
-
-
@srg_a,Лучше бы робота он бы (бычил) резал, а человек наблюдал.
-
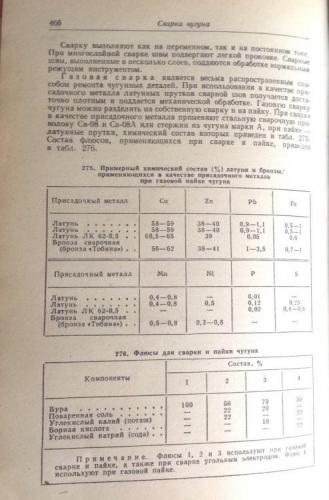
@Миротворец,Александр, тоже читал борная кислота и бура (прокалить на сковороде) до получения стекловидной массы. После остывания растереть в порошок и растворить в спирте.
-
@Юнат,Аппаратик, что показал максимум 100-120 А. Проф труба 2.5 мм. и нержавейка 0.8 все на максимальном токе. Меня это не напрягает. Попробовал сварить нержавейку 4мм. и железяку 3мм. по зачищеному и по ржавчине в СО2, вот что вышло. Для нержи нехватило (сил).



-
1
-
-
@Igor_74, Неправда Ваша! Что, нет нормальных фирм с хорошим сервисом, продающих китай?
-
1
-
-
@демонстратор,А это "дуглас" не rehm конечно, но в 90-х работал по кузовщине. Все настройки в (попугаях), варил от 0.8 - 4 мм. настройки никогда не менял. Лопату при...ть пойдет.





-
6
-
-
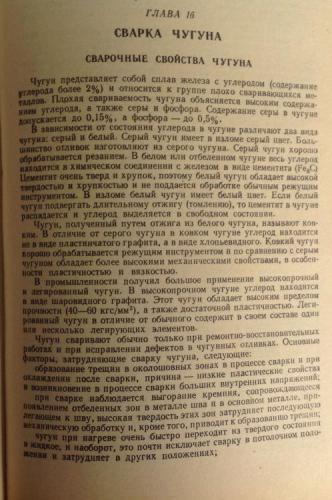
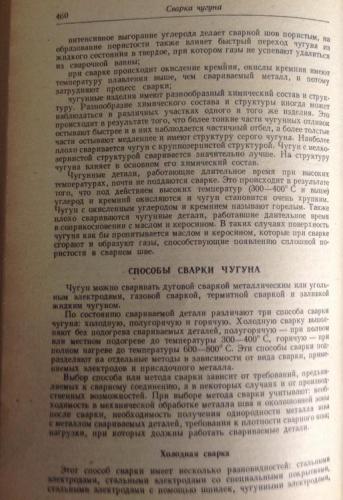
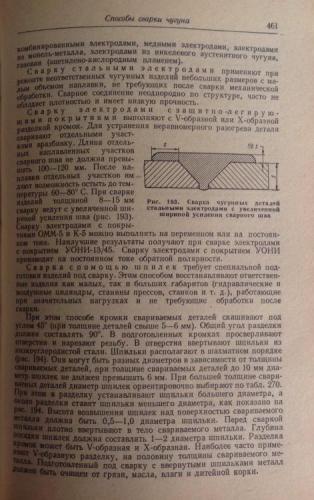
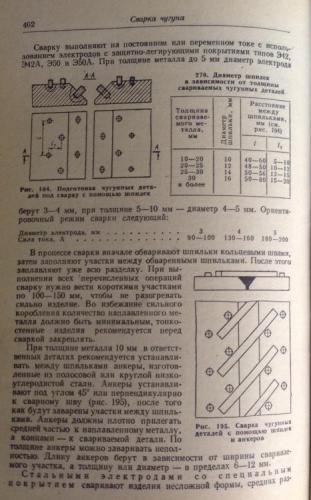
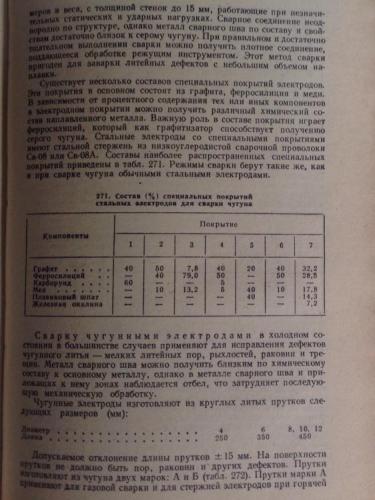
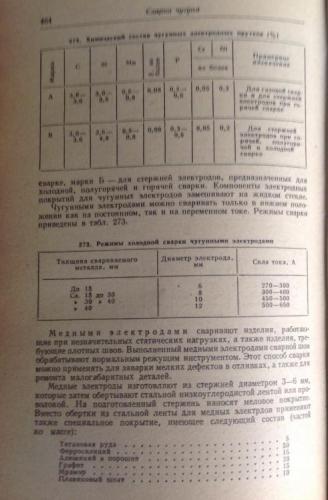
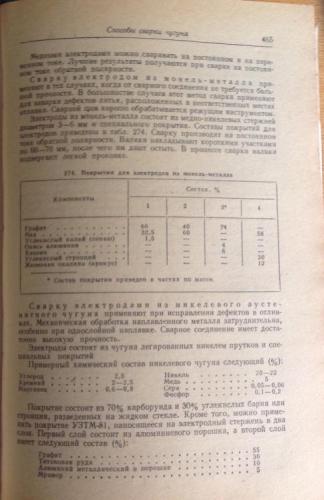
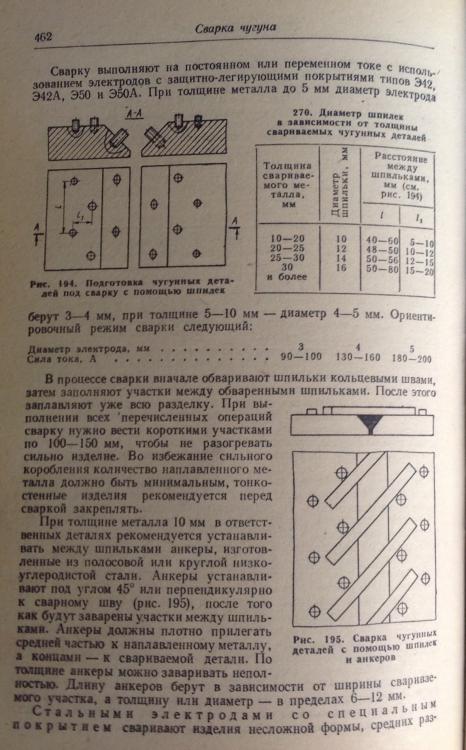
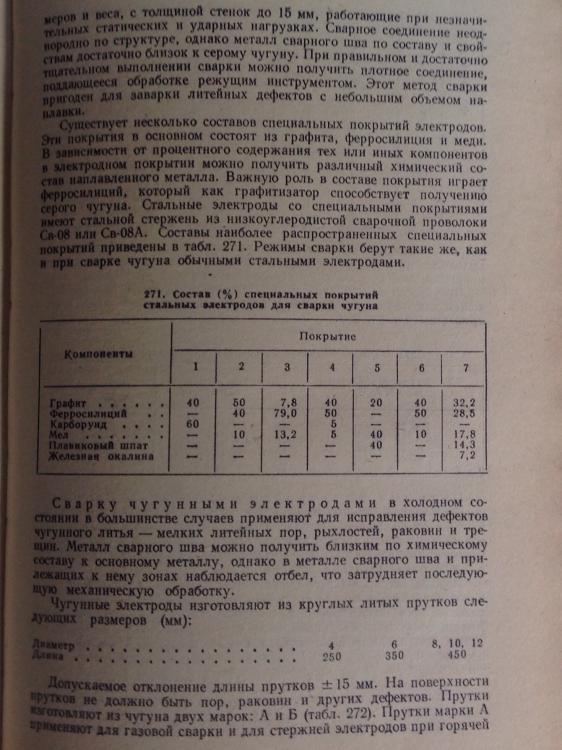
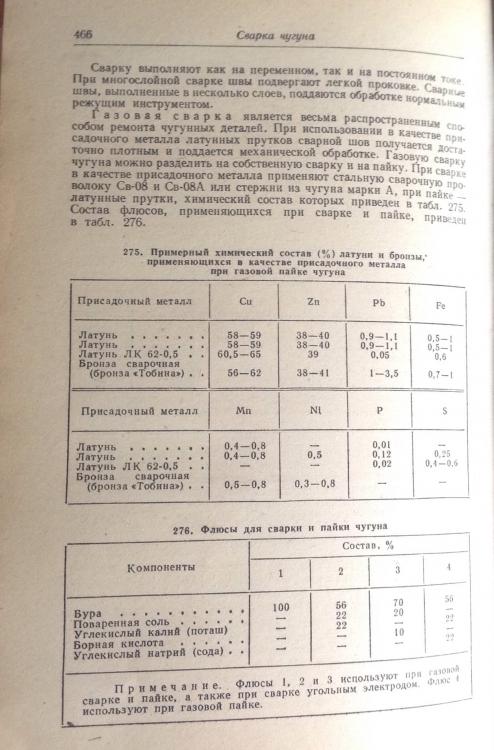
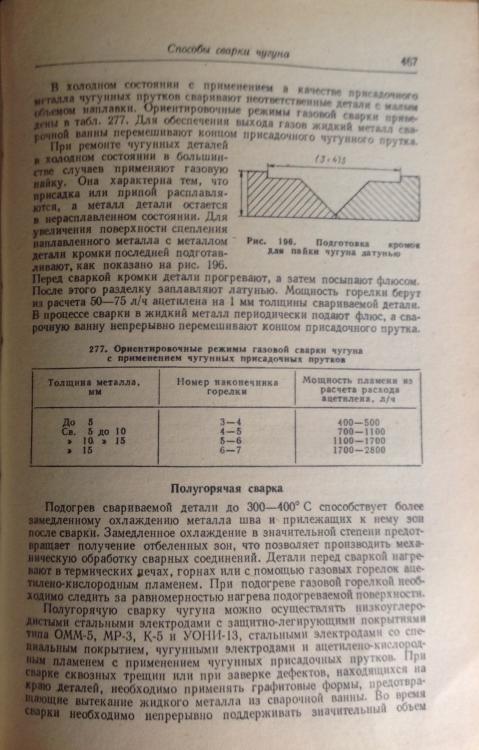
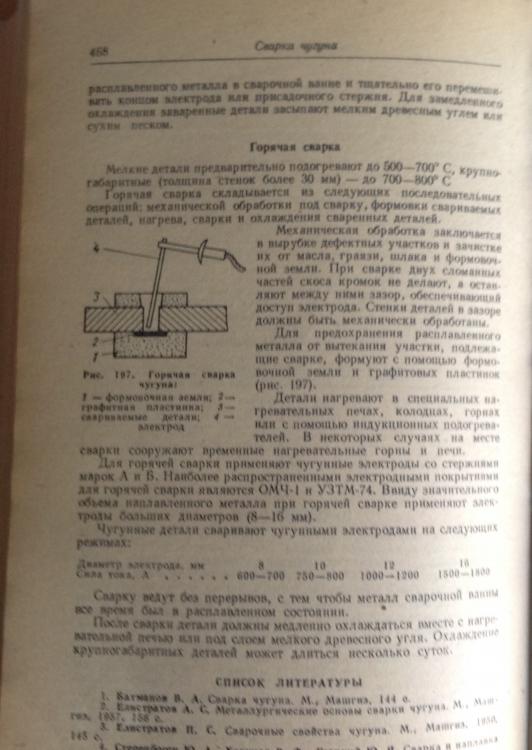
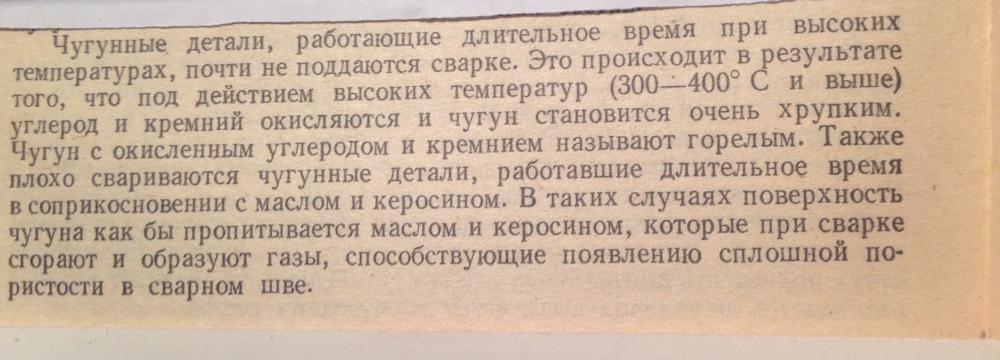
Для (любителей) чугуна.
-
3
-
-
@демонстратор,Спасибо! Ну если надумаю то возьму GROVERS MIG-160. Он мне нравится.

-
2
-
-
@Георгий 11,Спасибо! А если серьезно мне было интересно, что ответит Вячеслав (хотя ответ знал заранее). Даже транс при шорошей сети и соответствующей подготовке изделия (кузовщины) даст хороший результат. Ну не было у меня кемпи в 79.
-
@Вячеслав Kemppi,Очень интересно, вот тоже выбираю полуавтомат для кузовщины. Не подскажите какой будет "хорошо" варить по ржавчине?
-
@supoplex,Суперисточник ПСУ-500 на (ура) справлялся с проволокой типа ПП-АН7.
-
-
-
@Шурпет,Последний вопрос, на электроде был + ?. Если да то такой эксперимент не нужен,на производстве скорее всего применяли проволоку ПП-АН7.
-
@Шурпет, АВН упомянул этот способ сварки. Вот и вспомнил году в 79 варили порошковой в СО2. Шов получался под слоем флюса и брызг не было как на прямой полярности.(о технологиях я тогда и не думал) Оборудование ПСУ-500.
-
@Шурпет,А Вы не пробовали сварку порошковой проволокой на обратной полярности в СО2 ?
-
В первую очередь это надо знать котловарителям.
 На котлах еще и циклическое изменение размеров от нагрева идет которое любой шов чугуневый расшатает. И микротрещин не вскрытых море.
На котлах еще и циклическое изменение размеров от нагрева идет которое любой шов чугуневый расшатает. И микротрещин не вскрытых море.@Sakhalin_Cat,Для них и послание,, что не так все просто.
-
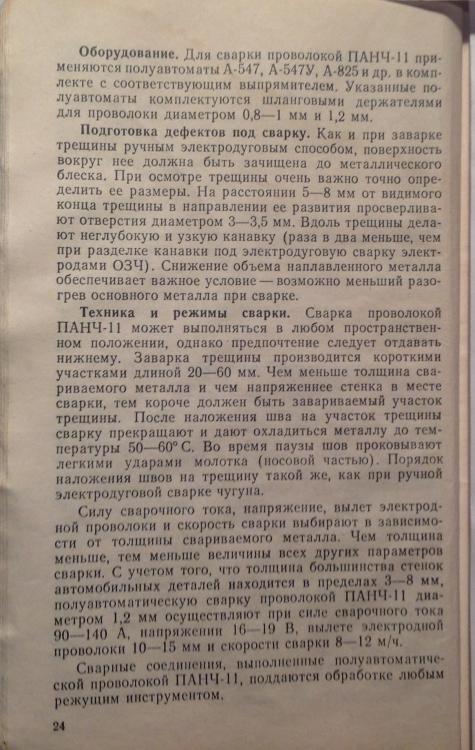
Может пригодится кому.
-
4
-
-
-
@sakh999,В 70-е. поизводили сварку порошковой проволокой но в кислоте. Использовали ПСГ-350 и ПСУ-500, на вид шов был хорошего качества, как бы двойная защита.(производство комбайнов). Полярность обратная + на электрод.
-
@swarnoy_23rus,Все думал, когда этот бред закончится? Судя по Вашим вопросам, знаний у Вас ноль. Привет(инженеру).
-
2
-
-
-
Ну очень веский аргумент, куда деваться бедному сварщику
Всё что вы описали, должно начинаться с обезжиривания, потом зачистка(при надобности повторное обезжиривание) и подогрев. По ходу вы даже представление о сварке не имеете.
Ну наконец то. Жаль не могу Вам десять плюсов поставить.











Где, чем и как Вы работаете?
в Наше оборудование
Опубликовано