

Сан Толич
-
Постов
195 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Сан Толич
-
-
11 часов назад, PLAYBOY_U3_CCCP сказал:
практикуюсь на глушителе от скутера,но дуга не зажигается о него
хотя бы кусок уголка/швеллера/толстого листа для начала возьмите.
Но сдается мне, что троллинга в первом сообщении больше, чем правды. При сегодняшнем количестве информации (безотносительно к ее качеству) первые шаги по ММА сварке можно увидеть за 10-20 минут видео от популярных блоггеров. И там скажут и про заготовку, и про ток, и про электроды... Током в 150А (если он реально достижим аппаратом) на стенке глушителя наверняка возможно дыру прожечь даже при отрыве прилипшего электрода да и старый шов прожечь заодно легко.
-
23 минуты назад, Теоретик4 сказал:
надо быстро, комфортно и дёшево доехать до работы
Кроме автомобиля мало что подходит под эту роль. В качестве дешевого автомобиля можно купить какой-нибудь ВАЗ 2107 "из под деда".
Три года подряд в начале весны я возвращался к теме электровелосипеда, как дешевого транспорта для поездок на работу. И каждый раз отметал этот вариант, как несостоятельный по двум причинам: ограниченная эксплуатация в зависимости от погодных условий и низкая грузовместимость. Под фактор ограниченного запаса хода еще как-то можно подстроиться, поэтому его не упомянул. В итоге имя автомобиль с смотря на этот вопрос "с калькулятором" понимаешь, что электровелик скорее развлечение, чем транспортная единица. И не я один пришел к этому мнению.
Ваш же тарантас, в отличие от велосипеда, вызовет бурю эмоций у ГИБДД, которые наверняка при встрече захотят поближе его рассмотреть на штрафстоянке. Вы же наверняка не собираетесь на конструкцию из труб, уголков, мягкой пленки и бытового генератора ПТС получить? Из пригорода/маленького городка явно не лесами/полями люди работать ездят.
-
чтобы
В 15.04.2024 в 17:07, Zaki сказал:для нужд на даче было полезно
Подойдет любой, который не сломается от хранения на полке. Из явных критериев разве что работу при пониженном напряжении можно рассматривать, если это актуально. А про остальные функции изучить информацию и осознать их необходимость. В упомянутую сумму 20 тысяч войдет весьма много вариантов.
-
Какие-то дачные фантазии, не подкрепленные видимо ничем, кроме эскиза на клочке бумаги. Если хотя бы компоновку в масштабе нарисовать, без всяких там рам и рычагов подвески, то фантазии на тему электромотора, генератора, ИБП быстро отпадут...
Все это отдает троллингом, либо человеку надо, чтобы его идею "прокачали", принципиально дав понять ее перспективность.
-
 1
1
-
 1
1
-
-
7 часов назад, Палецких сказал:
Я из современных аппаратов такой функционал не встречал там есть что то на подобие похожее но совсем не то пальто, Может я не встречал такой аппарат еще?
Возможно надо по внимательнее с циклограммой поработать (если аппарат при помощи нее управляется). При необходимости можно с ее помощью добиться близко похожего процесса.
-
55 минут назад, Jakodzun сказал:
двухкомпонентный автомобильный
этим уже из краскопульта работать... и подготовка подольше, и после работы краскопульт мыть... впрочем, все зависит от конкретной задачи
-
Химию не обмануть... прозрачные лаки пробуйте, они на какое-то время создадут защиту от коррозии. Какой-нибудь акриловый в баллончике относительно недорог. Но это все не на долго, основной металл все равно корродировать начнет, если швы защитить.
Но по настоящему защитить чернягу сможет только нанесение защитных покрытий в виде цинка или грунта с эмалью.
-
1
-
-
15 минут назад, Антон_30RUS сказал:
такое подойдет - Аргоно дуговая сварка neon вд-201ад(AC/DC)?
Подойдет
-
4 часа назад, Антон_30RUS сказал:
Хочу комод сделать
Искать холоднотянутые трубы и делать их лазерный раскрой, чтобы в шип-паз все собрать. Поставить маленькие прихватки ТИГом, потом прижимать каждую грань к базовой плоскости и проваривать необходимый минимум.
А если рез из под УШМ, труба какая была, и первый опыт в сварке, то можно здорово прилипнуть в этом деле. Такие каркасы не зря дорого стоят, ибо время на изготовление они сжирают совершенно несоразмерно их габаритам и конфигурации.
-
1
-
-
Оффтоп...
1 час назад, Luckystorm сказал:Какие-то проблемы с оплатами заказов на китайские заводы, платежи возвращают и они не проходят
Китайские банки отказываются от работы с российскими. Новости об этом были примерно месяца 1,5 назад. Так что совет покупать сварочное оборудование в том числе очень актуален.
-
1
-
-
58 минут назад, Nibiru сказал:
Возможно ли подключить его к бытовой розетке 220В? Буду весьма признательна за содержательные ответы.
Покупаете самую обычную вилку на 16А и все. На больший ток вилок на 220В с огромной вероятностью не найти. И подавляющее большинство аппаратов типа тех, что на фото, подобной вилкой и оснащаются.
Либо заморачиваться и покупать комплект из 32А вилки и розетки и подключать на отдельную линию.
-
22 минуты назад, Антон_30RUS сказал:
Может аппарат поменять? Хочу попробовать аппарат с функцией холодной сварки.
Замена аппарата не выправит мозг. Это не в обиду сказано, а к тому, что в процессе неплохо бы разобраться, т.к. без опыта (о чем вы сами сообщили) надо изучать сначала технологию, а потом инструменты для ее выполнения. Для начала, если есть ровная поверхность подходящих размеров, закрепите жестко к ней свою рамку, прихватывайте и сваривайте также закрепленной. И пока не остынет можете также не снимать зажимы. В общем случае сварочный шов всегда создает напряжения.
-
Только что, mehanik1102 сказал:
Словоблудие, однако!
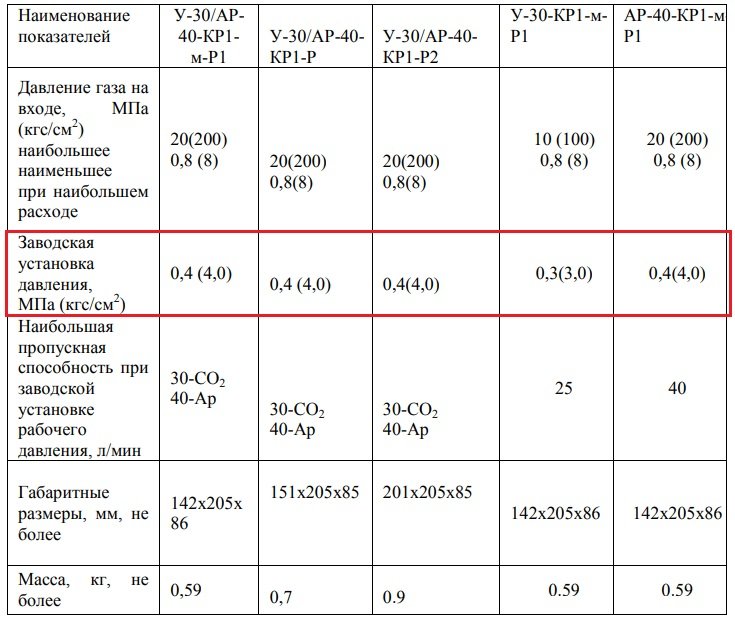
Это по порам в шве понимать, что газ закончился и идти менять баллон. А это вполне себе метод понять, на какое время хватит газа после испарения жидкой фазы. Для 40л баллонов это практически до трех часов непрерывной работы, если вовремя заметить стрелку манометра на да отметке ~4,0-4,5 МПа. Очень помогает при наличии одного единственного баллона понять, закончишь ты работу, или паузу на заправку придется брать.
-
1
-
-
26 минут назад, mehanik1102 сказал:
Газа углекислого? КАК? По манометру.
В этом случае косвенно. Пока на манометре ~5МПа, значит жидкая фаза есть, как давление начинает падать, так значит все уже испарилось и газовая фаза начинает подходить к концу.
-
19 часов назад, mehanik1102 сказал:
Могу предположить, что производители редуктора раз и навсегда выставили давление на редукторе - но так не бывает, потому как редукция зависит от множества факторов да хоть и усталости самого редуктора. Надо подстраивать - а нечем контролировать
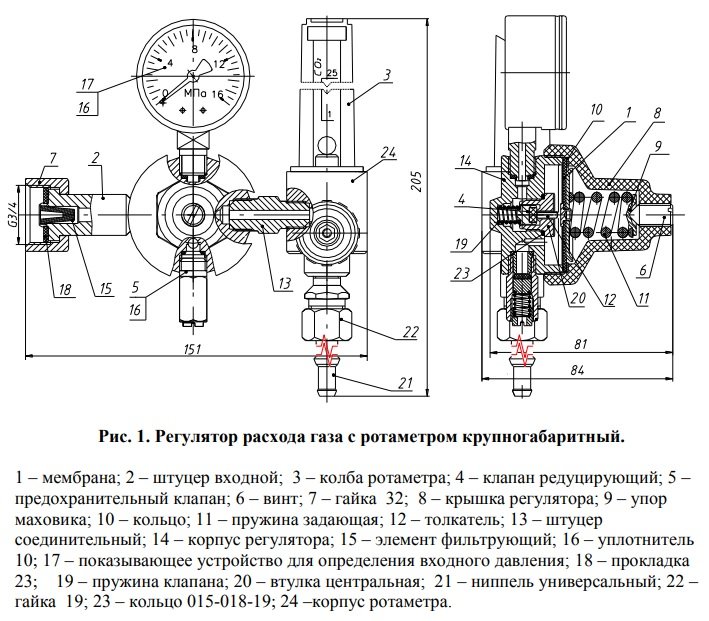
Паспорт от моего редуктора аналогичной конструкции говорит о том, в его углекислотном варианте давление заводом отрегулировано на отметке 0,3 МПа, а варианте углекислота/аргон - 0,4 МПа. О заводской регулировке красноречиво говорит метка, нанесенная краской. Расход от нулевого до максимального регулируется открытием дроссельного отверстия (про соответствие реального расхода и того, что на шкале ротаметра, не говорю, да и насколько важна эта точность при ручной сварке). Т.е. при регулировании расхода газа изменяется проходное отверстие, но не давление после редуктора. Манометр установлен по высокой стороне, чтобы оценить количество газа в баллоне. Можно уменьшить заводские установки давления, для этого надо покрутить тот самый винт, на который заботливо нанесли метку краской. Но принцип регулирования расхода останется прежним.
В ваших же редукторах расход газа изменяется непосредственно изменением регулировок исходящего давления редуктора, для чего на нем и стоит два манометра по высокой и низкой сторонам. Грубо говоря к тому винту, что закрасили на предыдущем варианте, приделали рукоятку для регулировки.
-
В 12.04.2024 в 20:41, klibi сказал:
Как им пользоваться. Какое давление надо настраивать?
Открыли баллон, нажали на курок горелки или кнопку типа "Gas check", барашком на ротаметре подстроили расход, как выше написали, и все. С завода эти редуктора настроены на давление, которое даст максимальный расход газа согласно характеристик ротаметра. Будет это на уровне 4 атмосфер. Поэтому при первом нажатии кнопки и слышен характерный пшик. Если к редуктору есть паспорт, то там показан регулировочный винт. Можно открыть ротаметр на полную и вращением этого винта придавить максимальный расход до нужного вам и к ротаметру больше не возвращаться.
В 12.04.2024 в 20:41, klibi сказал:Не знаю, есть ли вообще углекислота в этом баллоне с нужным давлением.
Манометр на редукторе покажет именно давление в баллоне. По нему и сделаете вывод о достаточности газа, думаю сами знаете, каким оно должно быть.
-
5 часов назад, Струня сказал:
А производство чьё?
ВЭЗ, г. Волгодонск. Пленка, судя по фоткам, целая, 23 года выпуска. В живую сам не видел, сосед, будучи там, сообщил. Прихвачу пачку пожалуй, лишней не будет.
-
1
-
1
-
-
В металлоприемке лежат запечатанные пачки электродов ЦУ-5 по цене чуть дороже лома. Прокаливать их не где, да и прогревать по большому счету тоже. Есть ли смысл с ними связываться для учебно-тренировочных целей?
-
1 час назад, zakovika сказал:
Вот и я пытаюсь найти
А смысл практический в чем? Человек же не робот. Только километры однотипных швов, способность мозга к анализу происходящего и способность систематизировать полученную информацию, чтобы ее правильно и по определенным правилам применять позволит использовать жестко заданные параметры процесса (ток, направление движения, угол электрода и самые сложные высота дуги и скорость). Тот сварщик, что хорошо сваривает, но не может объяснить свои действия, просто сошлется на "метафизику", сославшись на сакральное "чувство металла" и будет прав. При высоких моторных навыках его аналитический аппарат подстраивается именно по такой обратной связи от глаз и рук.
Так что хотя бы на гравитационном способе сварки покрытым электродом наработки свои проверьте. Хоть какой-то прогресс получите.
П.С. Больше Валерию в теме флудить не буду ...

-
1
-
-
3 часа назад, zakovika сказал:
Ведь у них всё просто, плавят основной метал на глубину молекулы и всё норм с проваром, ГОСТ 5264-80 по боку
Как управлять глубиной проплавления при ручной сварке (и особенно РДС)? Скорость любой ручной сварки зависит от множества факторов, начиная от подгонки и разделки деталей, заканчивая пространственным положением сварщика, я думаю глупо отрицать, что сварка на столе в нижнем положении и сварка в коленно-локтевой позе где-нибудь в условном подвале будут значительно отличаться по скорости даже у одного и того же профессионального сварщика.
При механизированной сварке все отлично поддается расчетам, которые легко подтвердить испытаниями и там такие инструменты очень полезны. Особенно если их "зашить" в систему управления оборудованием.
А при ручной сварке куда важнее глазами это все видеть и головой понимать, как процессом управлять, т.к. к каждому шву подходят разные параметры.
-
4 минуты назад, Струня сказал:
Решение неплохое, но немного смешное. УЗД на металле толщиной 4- 5 мм порадовала!
Мне здесь нечего по целесообразности этого мероприятия ответить. Для серийной продукции, которая делается десятками или сотнями в день (применительно к тому заводу, чья продукция упомянута), где участники процесса производства могут часто изменяться, а технологическое оборудование при ошибках персонала может налепить брака, это, наверное, обосновано.
-
37 минут назад, AleksSPB сказал:
У меня под углом только приварка горловины
Вот для вас похожее решение.
-
20 минут назад, AleksSPB сказал:
У меня под углом только приварка горловины к верхнему сферическому донышку (бак вертикальный). Это скорее на растяжение или излом?
Этот шов не будет испытывать циклических нагрузок, как и патрубки на теле обечайки. Важно соблюсти правильное расположение мест установки этих патрубков (опять отсыл к ПБ). Конечно полностью стыковые соединения хороши, в первую очередь своей технологичностью, но если имеющаяся технология сборки не позволяет выполнять отбортовки под стыковое, то и извращаться не надо.
У нас где это возможно, делают отбортовки, швы всегда под зачистку (с пищевыми продуктами контактируют изделия) и стыковой шов всегда проще зачищать изнутри, чем угловой.
-
1
-
-
12 часов назад, AleksSPB сказал:
в смысле сварка стык-в-стык, а не под углом. Правильно понял?
Да. Ни при сварке обечайки, ни при приварке к ней днищ нахлест делать нельзя. Посмотрите ПБ 03-576-03. Может еще что накопаете в другой НД, развивая эту тему и познания в ней.
12 часов назад, AleksSPB сказал:есть разница чем опрессовывать (вода/воздух)
Если при невысоких давлениях порвет бак полный воды, вас окатит брызгами. А если бак с воздухом, то при разрушении может знатно бахнуть с плохими последствиями.
В конструкции желательно предусмотреть предохранительный клапан. Чтобы обезопасить ее от нештатных режимов работы.
По требованиям к сварщику вам уже выше ответили. Важен его положительный опыт в этом деле.
-
2
-
Профессиональное обучение TIG и MIG/MAG сварке в России ине только
в Аттестация технологий сварки и сварщиков
Опубликовано
Из спектра навыков надо выпилить 4-5, а из дуговых методов - 2. После этого найти заведение для учебы и место работы (хотя бы на некоторое время) для отработки практических навыков станет гораздо легче. У нас на работе, например, сварщик один отработал навыки РАДС на нержавейке, трудился честно и на совесть. После чего перешел на другое место, где для атомки изделия делают. Там он уже получит нужный НАКС, еще улучшит навыки и будет дальше двигаться к работе мечты (если так можно выразится).
Учебные курсы даже в хорошей школе не сделают из вас офигенного сварщика. К знаниям надо прикладывать систематическое их повторение и анализ проделанной работы. Даже на "деревенском заводе" можно расти профессионально, просто важно вовремя увидеть, что потолок достигнут, и двигаться дальше.
А сейчас у вас нет даже четкой постановки цели касательно обучения. Если вам даже 3 преподавателя из лучших мастеров будут преподавать ТИГ, МИГ, ММА одновременно, то в голове будет каша, из-за чего руки будут творить ровно тоже самое, что и сейчас, но всего лишь более красиво.