круазик
-
Постов
4 924 -
Зарегистрирован
-
Посещение
-
Победитель дней
194
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент круазик
-
@AMBIVERT42,Сам удлинитель,задумывался как универсальный.Возможность подключения и воздушной горелки.
-
В 5.5.Шлангов прикупил 30 метров,для комплектования шланг пакетов.
-
6-метров,ток макс.300амп.

-
@AMBIVERT42,Дороговато.Мой в 4-е потянул.
-
Приступил к работе над Уазкой Установка тормозов,пора на резину ставить.
-
Да,РАДС легче контролировать наплавку,Можно избежать пор,методом удлинения дуги.Там много нюансов присутствует,заметил одну характерную особенность,пока не буду озвучивать,надо попробовать сменить режимы и аппарат подключить другой.Я не много занимаюсь с присадкой Панч 11,хотел полностью понять данную присадку.@Александр ПАНЧ 11,Если Вам не срочно,могу сделать.
-
@Павел163,Панч-11.Режим от110 амп.
-
С праздником!
- 186 ответов
-
- 11
-

-
Ступица с "древнего" прицепа.Банальная причина,не подтянули гайки вовремя.
-
Парк горелок пополнился моделью 9-F.Пришли только головы 9 и 20.Шланг-пакет собрал сам.
-
@mat,Возьмите просто голову флекс горелки и установите на свой шланг пакет,головы не дорогие.
-
 Марат,от всей души поздравляю С днём Варенья
Марат,от всей души поздравляю С днём Варенья -
@Гржемелик,От 2-х до 9-ти.
-
Пополнение.Вторая неделя пошла.
- 747 ответов
-
- 11
-
-
@schkaliki,Я брутальней поставлю.Двигатель Lycoming,или у @bader-а с ауди заберу
-
Пускай работают.Не компетентность, нужно наказывать.
-
@Кирилл111,Вам сюда. Мобильное приложение форума Вебсварка - По форуму и сайту - Форум сварщиков Вебсварка
-
Да,рыбалка она такая.На жор торопился
-
@Кирилл111,Если вы хотите обратится к собеседнику,нажмите кнопку"Вставить ник",хотите поблагодарить ,нажмите зеленую стрелочку.И пожалуйста не пишите пустых постов(не содержащих направления темы)Модераторам потом чистить надо,уважайте их труд.
-
Установка новых шарниров.Старые крепления срезаны,наварен квадратный прокат 20х20,электроды УОНИИ 13-55(Эсаб).Приваривание скоб новых шарниров,выставление ворот и сверловка.Лестница не моя
-
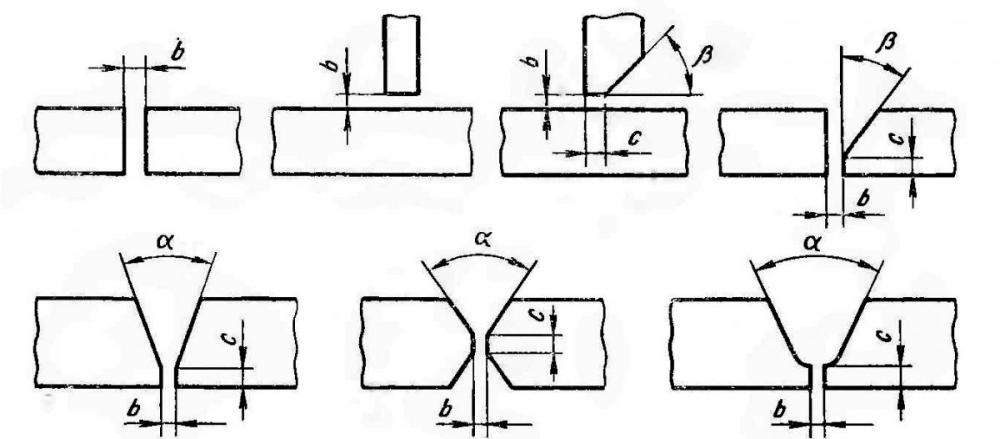
@Кирилл111,ВАХ-Вольт Амперная Характеристика.Притупление. На рисунке обозначается-С.Осциллятор-высокочастотный поджиг дуги,обозначается HF/
-
@Andr_krt,Разъём от управления,придётся взять со старой горелки.Остальные расходные части(цанги,цангодержатель и керамика подходят)
-
Интересно!А превышения скоростного лимита были?
-
@mat, Фото не мои.Один из форумчан выкладывал.