G_Kar
-
Постов
2 587 -
Зарегистрирован
-
Посещение
-
Победитель дней
33
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент G_Kar
-
@Шахматов Илья, у этих кульков очень толстые соты, я их в аргоне лечил, мне они наоборот нравились всегда, т.к. паять я не умею Оголял соту с краю болгаркой и потом просто начиная с соты наращивал стенку - очень эффективный и быстрый метод. Думаю понятно нарисовал.

-
@Бархударов, прикольно... Отливки под резьбы я вижу. Может нарезать резьбу? Видимо обороты низкие совсем и использована густая смазка.
-
Поздно наверное уже, но обычно такие редуктора идут с пробками и отдельно в комплекте - сапун. Ставится в любом положении, а пробка, которая оказывается сверху - меняется на сапун. Необслуживаемых таких не встречал.
-
@Точмаш 23, это не подойдет, оно автоматическое, а надо полуавтоматическое удостоверение.
-
 @Serj55441, тоже девайс понравился, но у меня есть пылесос. Таким можно только крупную стружку собирать, а у меня она с абразивом в основном вперемешку, от такой штуки все в воздухе будет. https://ru.aliexpress.com/item/-/32898165079.html?spm=a2g0v.search0604.3.294.79287e69aTl2Wq&ws_ab_test=searchweb0_0%2Csearchweb201602_3_10065_10068_319_317_10696_453_10084_454_10083_433_10618_431_10307_10301_537_536_10902_10059_10884_10889_10887_321_322_10915_10103_10914_10911_10910%2Csearchweb201603_16%2CppcSwitch_0&algo_pvid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02&algo_expid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02-42 https://ru.aliexpress.com/item/-/32963422396.html?spm=a2g0v.search0604.3.328.79287e69aTl2Wq&ws_ab_test=searchweb0_0%2Csearchweb201602_3_10065_10068_319_317_10696_453_10084_454_10083_433_10618_431_10307_10301_537_536_10902_10059_10884_10889_10887_321_322_10915_10103_10914_10911_10910%2Csearchweb201603_16%2CppcSwitch_0&algo_pvid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02&algo_expid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02-47
@Serj55441, тоже девайс понравился, но у меня есть пылесос. Таким можно только крупную стружку собирать, а у меня она с абразивом в основном вперемешку, от такой штуки все в воздухе будет. https://ru.aliexpress.com/item/-/32898165079.html?spm=a2g0v.search0604.3.294.79287e69aTl2Wq&ws_ab_test=searchweb0_0%2Csearchweb201602_3_10065_10068_319_317_10696_453_10084_454_10083_433_10618_431_10307_10301_537_536_10902_10059_10884_10889_10887_321_322_10915_10103_10914_10911_10910%2Csearchweb201603_16%2CppcSwitch_0&algo_pvid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02&algo_expid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02-42 https://ru.aliexpress.com/item/-/32963422396.html?spm=a2g0v.search0604.3.328.79287e69aTl2Wq&ws_ab_test=searchweb0_0%2Csearchweb201602_3_10065_10068_319_317_10696_453_10084_454_10083_433_10618_431_10307_10301_537_536_10902_10059_10884_10889_10887_321_322_10915_10103_10914_10911_10910%2Csearchweb201603_16%2CppcSwitch_0&algo_pvid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02&algo_expid=432a054c-adc2-4e37-a4b7-7ad5b88d1a02-47 -
@BAN, ПВ - 40% и частота AC - 150 Гц смущают. Но зато можно выбрать форму тока, хотя это требуется в 0,1% случаев.
-
@Олег_Дмд, привод задний на багги? Какой мотор?
-
@Олег_Дмд, а зачем такой мелкий прицеп делать самосвал?
-
@ALF26, выглядит тяжелой, а получилось красиво.
-
@ALF26, бронебойная получилась.. Профиль 40 на 40?
-
@Serj55441, обратите внимание на торчащую железку из отверстия под шпильку, думаю это и есть ответ
- 3 331 ответ
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
Михаил @Kurt1, правильно вам говорил, что это проблема оператора а не ваша, пусть шоркает. Тут вопрос в том, что если до начальства не доходит - как должно быть, то надо действовать через голову, отстаивать свою правоту, либо делать по их технологии, но предварительно обезопасив себя письмом на имя вышестоящего и предупредить о последствиях. Сейчас вы реально себя подставляете - тратите время на зачистку, а значит работаете медленнее и в случае сокращения будете первым претендентом, а если перестанете зачищать, то у вас упадет показатель качества, скажут что стали плохо варить... Не знаю конечно ваших отношений в коллективе, может я сильно утрирую, но задуматься стоит.
-
@Kurt1, лазер выгодно загружать на 100%, у него на малых толщинах себестоимость реза очень низкая, потому как кроме газа по сути расходки больше нет и большую часть прибыли сжирает ЗП оператора и обслуживающего персонала. З.п. оператору все равно капает, хоть работает лазер, хоть не работает он. Поэтому выгодно резать, даже если это по балансу выйдет в ноль. Плюс все же геометрия лучше на лазере, чем рубить, повторяемость идеальная.
-
Да тут больше вопрос экономической целесообразности, а не в отношении оператора к работе. Сам умею резать на плазме с ЧПУ, при том опыт у меня измеряется километрами реза. Режимы записывать даже не нужно, в мануале все режимы есть для большинства металлов и толщин. Есть свои нюансы конечно в этой работе, как и везде, которые понимаешь только с опытом. Но в большинстве случаев хреновый рез - это следствие экономии, а не действий оператора.
-
Нашел описание - F5 смесь - это азот и водород. Хотя наверное можно и аргон, но это дороже.
-
@Учусь, есть "комфортные" толщины для плазмы, на которых можно добиться хорошего реза. Но с увеличением толщины - качество падает, ну и ресурс у расходки низкий. Когда я говорю, что рез - отвратительный на нерже, то конечно имею ввиду в сравнении с черным металлом и углеродистыми сталями. На сайте Гипертерма есть ролик, где они идеальный рез получают на нерже 20-ке, блестящий практически. Но они умалчивают об условиях получения результата. Это лабораторные условия на новой расходке. Даже на резке 4-х небольших деталек видео прерывается, потому как через пол метра реза они уже будут очень далеки от нужной картины. Не удивлюсь, если они атмосферу подготовили для ролика, ну т.е. построили камеру и уменьшили уровень кислорода, или задували азотом.
-
@Георгий 11, может герметоса мазануть немного? Хотя плохая идея. После пары поворотов опять потечет...
-
@vmednik1, на автобусах частенько ставят радиаторы за заднее колесо, там тоже такое явление - не редкость.
-
Спорить не буду, но не видел такого. Нержа вообще отвратительно на плазме режется, всегда есть грат, рез черный и конусность большая.
-
@Георгий 11, рез отвратительный, оператору руки оторвать, режимы выбраны неправильно, если только это не максимальная мощность и минимальная скорость. Жалко отдал уже детальки, резали мне нержу 3 мм на воздухе, показал бы для сравнения.
-
Нержу на лазере в азоте режут, тогда там вообще блестящий рез, ничего зачищать не нужно.
-
@Георгий 11, донышко конечно сложнее, но можно по той же системе подкладку сделать, чтобы сектор окружности перекрывала.
-
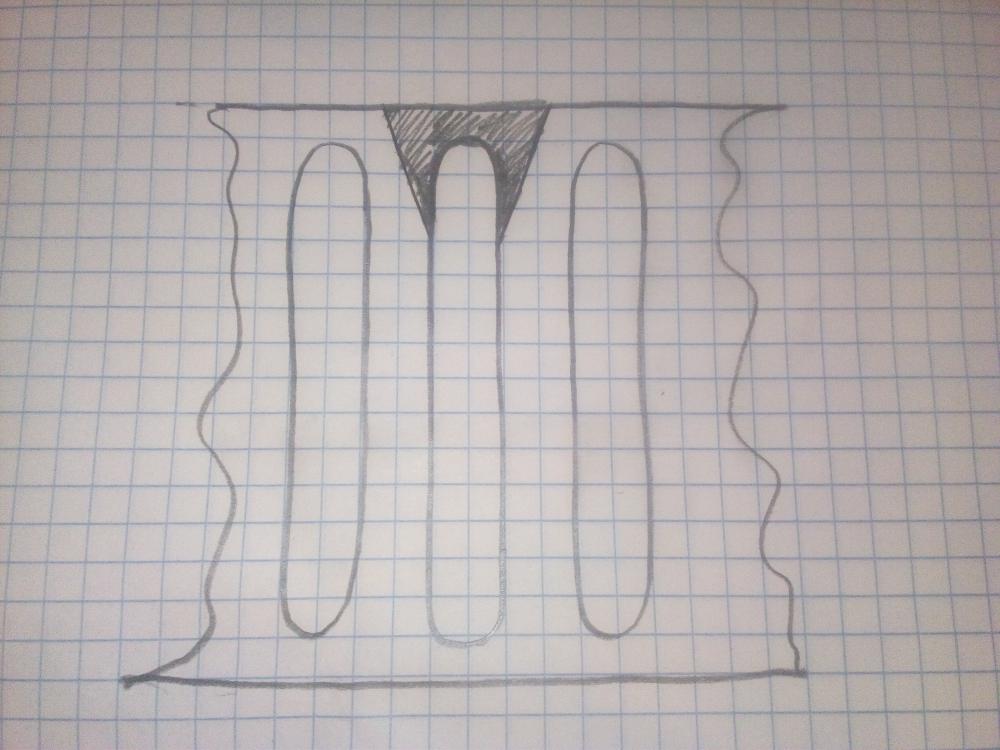
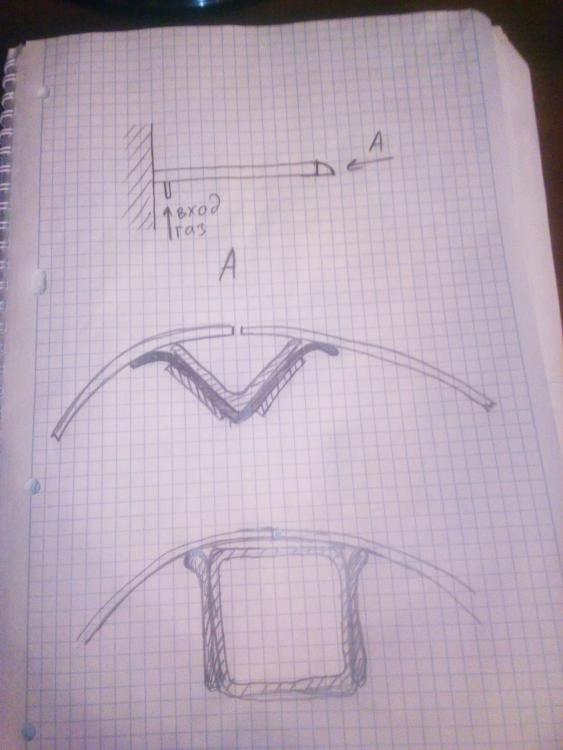
@Георгий 11, я так понял вы целиком заполняете емкость аргоном? Есть способы ускорить процесс. Первый вариант - одевать емкость на трубу гораздо меньшего диаметра с медной накладкой. Т.е. труба консольно торчит вбок. Я использую медную трубу на 35 (кажется), из которых водопровод паяют. Но это не очень хороший вариант в вашем случае, потому как сложно будет плотно прижать к шву по всей длине. На коротких обечайках прокатывает. Вариант второй - более практичный мне кажется... Так же консольно приваривается (крепится) уголок на 30 или даже 25, к полкам с выпуском небольшим клепается асбестовая ткань. Снизу в уголок штуцер вваривается для подачи аргона с одной стороны и перегородка, чтобы аргон шел вдоль уголка в другой конец. На другом конце - выходное отверстие гораздо меньше, чем входное. Еще лучше - вместо уголка взять профиль. Чем меньше объем для поддува - тем лучше. При такой системе можно не ждать заполнения полости, а варить практически сразу, если начинать от штуцера подачи аргона. Т.е. экономим время на заполнение и аргон.
-
@Георгий 11, за счет конвекции аргон сдувает быстрее, чем остывает металл. Попробуйте сделать борта с обеих сторон от шва, как можно ближе, чтобы аргон не скатывался. Можно взять уголок мелкий или просто две узкие пластины по 5 мм толщиной. Уверен, результат будет лучше гораздо.
-
-3 градуса, пасмурно, снежок... Даже примерного местоположения солнца не видно.