

Kurt1
-
Постов
2 578 -
Зарегистрирован
-
Посещение
-
Победитель дней
29
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Kurt1
-
-
В этом то и вся суть, только не понять почему ты этого не понимаешь и хочешь загнать под свой стандарт и свои понятия (нет понятия во многом правильные и да же больше чем правильные они еще и обучающие) только надо делать исключения из общих понятий для общих масс.Просто у нас разные задачи, взгляды на жизнь и многое многое другое.Многие сваркой занимаются не из-за зарабатывания средств для существования и могут себе позволить потратить сумму для приобретения аппарата не в ущерб бюджету семьи порой и аппарат может стоить неоправданно дорого (в смысле окупаемости) это как некоторые тратят на приобретения "велика" с мотором а другой просто велика но он может оказаться дороже чем с мотором, вообще не приносящий ни какой прибыли а иногда и вред для здоровья, ни какой логики но она есть. А вот аппарат, купленный частично с подобной логикой, еще и способен зарабатывать деньги, пускай даже некоторыми функциями его возможностей в жизни и не придется воспользоваться вообще (аналогию приводил с кубовым движком, которого и в нормальных условиях не использовать на 100%, но ведь их покупают), но я лучше буду иметь максимальные возможности аппарата в запасе чем не иметь, задачи разные у нас, а день завтрашний не всегда предсказуем.
-
 3
3
-
-
Не похоже на тебе, что бы ты так понял, зная тебя (хоть и виртуально) у меня рука не подымется, только из-за того, что не только много знаешь но и руки правильно растут, вот только не взлетай высоко, уважения не прибавляет. Я еще с чипмакера помню твои высказывания по поводу оборудования, напоминать смысла нет, у тебя память хорошая, но и в данном случае доля правды есть. У меня баллона со смесью никогда не было, зато есть смеситель, но когда кончается аргон, в кислоте варить не нравиться, если у тебя экономия на углекислоте, то у меня нет этому понимания, что то в тебе сломалось, это не тот Костя, которого я знал на чипмакере.В контексте написанного мною выше это очень похоже на попытку оскорбления,
-
5
-
-
Подпишусь под каждым предложением кроме этого!
Имея такой аппарат, на спичках точно не экономят. Ну а это про применение на черном http://www.chipmaker.ru/topic/13280/page__view__findpost__p__3387902, конечно если человек ограничен в развитии и способности так себе, то ему и электрода за глаза, это как имея "велик" на 1000 кубов и ни разу на нем не вваливать по полной или хотя бы в половину того что может.а этим ПА с суперпульсом будете 99,9% времени варить сталь в линейном режиме в СО2, так как на смесь будет денег жалко.-
1
-
-
@Anton VL, ну если использовать присадку 3мм то да, или пхать туда со скоростью свободного падения, и как правило у меня не особо тонкие диски приходят, в то же время сварка ну ни как в один проход да же если и 3мм, с другой стороны оставим так как есть? нет, возможно надо и заново зачистить (зависит на склько обратная сторона окислилась) и вновь пройти. Таким образом зона прогрева увеличивается значительно а если еще и немного разгладить горелкой обе стороны так вообще напряжение распределяем равномернее. (Все выше сказанное не имеет научных доказательств, только на личной интуиции и не может служить как истинный подход к делу!) Думаю если греть диск целиком и потом его вновь прогревать а потом еще и закалить, зная из чего он отлит, то возможно его жизнь будет дольше а еще лучше - переплавить и вновь отлить
 . Вопрос рентабельности....??? Самое выгодное иметь клиентов человек так 365 - 730, кто не хочет покупать новые диски но готов сознательно заваривать трещины, и заниматься ими каждый день.
. Вопрос рентабельности....??? Самое выгодное иметь клиентов человек так 365 - 730, кто не хочет покупать новые диски но готов сознательно заваривать трещины, и заниматься ими каждый день. 
-
6
-
-
на диске по другому и не получается.к примеру, можно первым проходом корень сделать, а потом облицовку с двух сторон. правда не знаю на сколько такие заморочки оправданы-
1
-
-
А ты попробуй и покажи для сравнения. Кто кроме тебя...правда я не пробовал иначе.
-
3
-
-
- Популярный пост
- Популярный пост
@Вад11,добрый ты Вадим..., все бросил и в перекур сфотографировал.


-
20
-
Себестоимость с затраченным временем считал?
Конечно. Труба 20 мм-лет 10 лежала и не было для нее применения (всего то и было 70 см), а по времени-между основной работой и халтурами, вместо того, что бы бездельничать в интернете. И самое главное-такого в продаже нет, то что продаётся-мне на стену по креплению если подходят, то не нравится конструкция, а если конструкция правильная-я не могу прикрепить на четыре точки и 3 т.р. сэкономленные-считай, заработанные.
-
7
-
-
- Популярный пост
- Популярный пост
Решил сэкономить. Кронштейн для крепления телевизора на стену в магазине стоит в районе 3т.р. Сделал из нержавейки. Варил в основном без присадки. Присадку оставил для масштаба, диаметр 2,5мм




-
18
-
@nik633, сам шов имеет свою структуру и плюс своя конструкция за счет капель (как кирпичи) , рядом от шва идет сплавление с основным (тоже как то прочно) а вот дальше мы делаем отпуск заводской закалки/нормализации плюс холодный участок тянет на себя а шов на себя и растягивается кристаллическая решетка. Если бы его попробовать кинуть в печь и нагреть до и после ремонта, а потом про ковать молотком и потом закалить, может и будет результат... может как то не так объяснил, я ведь самоучка, может
@Точмаш 23, более развернуто и грамотно объяснит.
-
5
-
-
- Популярный пост
- Популярный пост
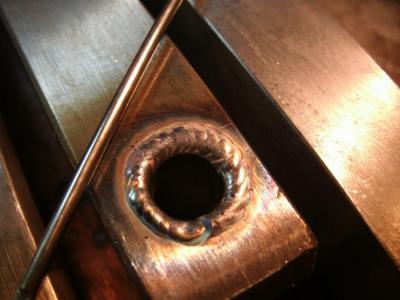
Принесли диск, делали аккуратно, хорошо зачищен но не покрашено. Ели рассмотрел границы шва. Что я хочу сказать по поводу дискуссий зачистки или не зачистки шва, как бы опасаются снятия усиления. Мне попадались треснутые диски по шву только те, где не была произведена разделка и/или с порами и грязью заварили, в данном случае рвет его рядом, но на фото не попали следы после выравнивания домкратом в киномонтаже, возможно равняли и треснул, возможно равняли после ремонта и треснул потом, со слов хозяина диск отходил год. На рекомендации по замене, получил ответ - выгоднее варить раз в год чем менять все диски. Так что не надо лениться и надеяться что катет шва продлит ремонт диска, как правило структура металла нарушается на переходе шва и живого металла, эта зона становится скорее всего с нарушением молекулярных связей.
Там где стрелки, просматривается переход шва.

Варить буду в понедельник.
-
11
-
@Wаsек, удачи в общении с клиентом.
-
таких ферм надо 10-20 шт
Если однотипные, как выше нарисовал Григорий, задача упрощается (но клиенту знать об этом не надо). Требуй четкий чертеж, если нет, рисуй сам и предоставь заказчику на утверждение, ни в коем случае не поддавайся на уговоры (типа - мне длина 6м высота уклона 50см) все строго по чертежу, сколько перемычек, то же имеет значение. Потом делаешь одну и опять вызываешь заказчика и тут уже требуй 50% предоплаты, начнет уговаривать, не поддавайся, объясняй что нет средств на покупку электродов и т.д. и кушать тоже хочешь. Как согласился, берешь готовую ферму кладешь на низ и сверху ее варишь все остальные (сколько в стопку уместится 5-8шт) снимаешь и вновь стопкой - повторяемость как близнецы, плюс по первой делаешь в размер все раскосы и длины нарезаешь заранее, короче делаешь заготовки сразу. Хорошо если будет помощник , вдвоем два -три дня работы +- день.
а это и не надо произносить, это эталон подсчета стоимости работ, когда не получается считать материалом и изделие сложной конфигурации + туча неизвестных, вот и прикидываешь, сколько потратишь времени - 1ч, 1д или месяц. А так конечно заказчик глаза на лоб и идет искать за бутылку сварщика т.к. оплата/часов все бояться.Никто у них почасовую оплату платить не будет-
3
-
-
@Wаsек, вся пляска от чертежа/схемы, как только назовешь цену, потом поднять сложнее т.к. могут таких кренделей придумать возиться неделю возиться будешь.
для подсобника умеющего держать дрель с болгаркой. Почему сварщик с инструментом должен получать в час меньше экскаваторщика?минимум 2 тыщи в день-
3
-
-
@Wаsек,Хоть схему от руки нарисуй, что бы понять количество стыков. Ну или если не сложная конструкция и нет гнутых частей, от стоимости материала - сколько железо столько и работа (грубо).
-
Все на "тоненького" очень плавно ловить режим, плюс минус и капля прилипнет к наконечнику, надо будет еще и немного корректировать толщину металла, если начнет прожигать/перегревать.попробую.-
1
-
-
не нужен он для этого, я отечественный феб вгонял в крупно капельный. Тогда уменьшать скорость подачи проволоки и/или "обманывать" синигерию и ставить завышенную толщину. Тогда немного дугой подогревает перед каплей метал и она плюх туда и растеклась, а так проволока воткнулась и ее напряжением разорвало на части и раскидала каплями.Что пойдет в капельный - сильно сомневаюсь, для этого пульс нужен,-
4
-
-
@termsl, в настройках вижу что В и А по нулям, а нельзя ли вольтаж добавить, пойдет капельный перенос и шов начнет растекаться, еще такие тонкие пластинки лучше варить с теплоотводом, с обратной стороны положить медяху. Но аппарат явно не попадает в комфортный режим, прызжит и плюется.
-
3
-
-
на сколько сильно надо?что если очень надо-
1
-
-
-
-
- Популярный пост
- Популярный пост
Корпус подвесного подшипника ИВЕКО








-
23
-
@tehsvar,Алексей, просмотри личку, всуе мое письмо не увидел.
-
пример не очень, от черноты избавился щеткой, а это не есть гуд.Вот как пример
еще как прав, если речь о чистом АЛ, в смысле не грязный и без окислов, но поддоны, коробки, головки от авто (с окислами как кариез зубной да еще пропитанный маслом) лучше с ПА и не лезть а то кто потом будет переделывать ТИГом про себя проклянет того сварщика, кто наложит "каплюшек" с порами.И куда легче и быстрее чем ТИГ. Или я не прав?PS
Про сарказм - на словах у всех все красиво и замечательно, фот реально выполненных работ в студию и никакого сарказма. Так что я с Виктором на 100% согласен, у ПА свое а у ТИГ свое решение задачи и друг друга не заменят.
-
3
-
















Импульсные полуавтоматы для сварки цветных металлов
в Советы в выборе
Опубликовано
вот честно сказать мне смешно, почему? сколько надо сварить что бы потратить сотню баллонов? Вся эта экономия с производством металлоконструкций на смеси если посчитать сколько по объему произведено и потрачено той же смеси или кислоты то это будут мизерные проценты (нет не сумму я именно про соотношение процентов прибыли и затрат) но если на таких объемах эти проценты затрат на кислоту оправдывают, то тут что то не так - или цена изделия очень с маленьким процентом на прибыль или как в совдеповской бухгалтерии - заточить ножик на наждаке официально, будет равен приобретению самого заточного станка.
Еще частника понять можно у которого и аппарат стоит в стоимость 3х баллонов смеси, то да он ни когда не позволит себе такой расточительности со смесью. У меня иногда сделать шов в 3см покупает сразу 4 баллона аргона т.к. там не только сварочный шов но и подготовка и некое изготовление деталей с нарезанием резьбы, мне нет смысла экономить на аргоне или смеси потому что это ничтожная экономия, даже покупка экономайзера на редуктор имеет какой то смысл и особенно в производстве, но и то посчитав решил что особой погоды пока не делает хотя позже возможно и приобрету хотя для этого есть и более простые и дешевые решения.