

BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
 То что пруток крутится , ни на что не влияет - от этого ни тепло , ни холодно . Можно пальцем его просто толкать (когда в крагах варю , то именно так это и происходит ) https://www.youtube.com/watch?v=uo5CgZmyRcs&feature=youtu.be Когда только начинал "аргонить" , то перебрал кучу всяких одёжек для рук . Сейчас , с высоты прожитых лет , вспоминаю эти поиски удобного с улыбкой . Когда умеешь , то и в рукавицах сделаешь стык . А приблуды - неплохое подспорье , но не преминет подвернуться ситуация , когда механизмы сыграют злую шутку .
То что пруток крутится , ни на что не влияет - от этого ни тепло , ни холодно . Можно пальцем его просто толкать (когда в крагах варю , то именно так это и происходит ) https://www.youtube.com/watch?v=uo5CgZmyRcs&feature=youtu.be Когда только начинал "аргонить" , то перебрал кучу всяких одёжек для рук . Сейчас , с высоты прожитых лет , вспоминаю эти поиски удобного с улыбкой . Когда умеешь , то и в рукавицах сделаешь стык . А приблуды - неплохое подспорье , но не преминет подвернуться ситуация , когда механизмы сыграют злую шутку .- 53 ответа
-
- 6
-

-
- технологии
- аргон
- (и ещё 1 )
-
Здесь уже все зависит от оператора - наклон электрода , сила тока , качество и марка электродов . Уонии не работал сто лет , а вот LB неплохо "отжимает" шлак . Но чуда ждать не приходится , все до определённого момента .
-
@sanec,Абсолютно верно . Если попадается гнутая ( редко , но бывает ) , дохожу до изгиба , переворачиваю и с другой стороны гоню .
- 53 ответа
-
- 3
-
-
- технологии
- аргон
- (и ещё 1 )
-
В реальной ситуации до такого вылета не доходит , да и скорость подачи не так высока , но если такое случается ( варить через зазор противоположную часть трубы ) , то или опора на прихватку используется , или на кромку , равно как и с подачей - или таким диаметром быстро подаёшь , или ( если зазор велик ) больший берёшь . По поводу роликов со способами . На камеру можно как хочешь изобразить , но в реальной ситуации - чем проще , тем эффективнее и , зачастую , все "жонглёры" во время работы все финты оставляют в стороне . Для души можно поизгаляться , но когда метры отлетают , то не до выпендрёжа . Это как и с рисунком электродом . Константин , оно само собой получается , потому что если только толкать , то кручения нет . Я уже над этим не зацикливаюсь , крутится или нет - идёт и идёт . И справа налево , и снизу вверх , и сверху вниз (слева направо утратил навык за ненадобностью )
- 53 ответа
-
- 7
-
-
- технологии
- аргон
- (и ещё 1 )
-
Не претендую на оригинальность и лавры первооткрывателя - видео подобного рода тьма . Но есть небольшой нюанс и , думаю , не один я использую именно такую подачу . Довольно распространённый способ подачи указательным и средним пальцами в тандеме , для меня "не покатил" , по крайней мере , на трубе . Эти пальцы в моём случае выполняют роль демпфера , а в подаче задействован большой палец , а момент продвижения присадки реализован проталкиванием с прокручиванием , за счёт трения . Колебания кончика присадки минимальны . Постарался запечатлеть этот момент , как смог - с телефоном неудобно выкарячиваться - фокус улетает то и дело . Используя мизинец в качестве опоры ни коим образом не ограничивает движения . В арсенале было несколько техник подачи , но всё свелось к одной и для всех задач . В крагах тоже без проблем подаётся , видео уже не стал выкладывать Именно за прокручивание - специально акцентировал "взгляд" камеры . И пальцем большим так демонстративно я не махаю , чисто для наглядности . https://www.youtube.com/watch?v=gPKUG76g0Ts&feature=youtu.be https://www.youtube.com/watch?v=N42n7MJ3Yfw&feature=youtu.be
- 53 ответа
-
- 20
-
-
- технологии
- аргон
- (и ещё 1 )
-
Наклон электрода измените на более пологий , чтобы дуга не давила на св. ванну . Более того , при критическом положении св.ванны , чтобы не прерывать шов (добить электрод) , можно и на 11.30 - 11.45 "заползти" , но в этом положении электрод из пологого положения перевести на больший угол атаки - грубо говоря , сварка на спуск на ограниченном по протяжённости участке . И шлак на грани затекания , и шов формируется , и подушка из распл. металла компенсирует усиление и амортизирует давл. дуги . Но это годится обычно для дожигания электрода , когда и св.ванна с осн. металлом на пределе , и электрод на исходе . И температура в зоне сварки из-за всех этих совокупностей выше , чем вначале ) . Относительно диаметра электрода . 2мм и ниже - не вариант . 2,5 - 3 мм - самое то . Немаловажным фактором имеет место быть ширина св. ванны и шва в конечном итоге . Колебания - от кромки к кромке , не заползая далее 1мм от разделки . В реалии , эти 1-1,5мм , что должны перекрывать разделку , "перекрываются косвенным теплом" , т.е. не надо св.дугой бить в этот мм , чтобы соблюсти требования , иначе мы увеличиваем св.ванну и шов (читай выше почему ) .
-
RWS87 , с Днём Рождения !
-
С подготовкой стыка стоит заморочиться . Стенка на трубе 3,5 - 4 мм . Или сделать разделку в половины толщины и зазор 1,5 - 2 мм. , или без разделки , но зазор 3 мм. На такой толщине проблема удержания св.ванны - стенки трубы относительно тонкие , чтобы варить с "окном" , да и диаметр обязывает к постоянному изменению положения электрода , в случае не поворотного стыка - медлить нет времени . Исходя из выбранной подготовки , подбирать ток . С поворотным стыком обычно проблем никаких не должно возникать - слишком много плюсов . Электрод держите в точке 13.00, наклон 45* , когда св.ванна начинает плыть (если ток завышен , зазор велик ) , то , замедлив поворот трубы , переместитесь на 12.00
-
Если подача рукой у вас как в кино , то это не самый удачный вариант - слишком много "звеньев" задействовано .
- 53 ответа
-
- 5
-
-
- технологии
- аргон
- (и ещё 1 )
-
m4shaman1980 , Василий , с Днём Рождения ! Всего наилучшего ! dmitrui , с Днём Рождения !
-
Прочитав и посмотрев , решил сие опробовать . Для начинающих определиться со многими параметрами всегда проблема - то одно не так , то другое , крутишь регуляторы туда-сюда , а проблема не решается толком . Это я про себя . В лучшем случае , по нулям стоит ( в тех редких , эпизодичных "сварках" ) , а так - в плюс . Электрод - без слёз смотреть нельзя . В минусе как то пробовал - не пошло . Попробовал ради интереса и для самообучения . Электрод (2,4мм) был загажен после DC , не стал перетачивать , но покатил , как новый ( это взгляд дилетанта ) и очередная монетка в копилке опыта заняла достойное место .


- 3 328 ответов
-
- 20
-
-
- технологии
- TIG
- (и ещё 1 )
-
@selco, Ты мне льстишь , Валерий , далеко до них ещё . Два прохода , в общей сложности , минут 10 , максимум . ПА быстрее в разы , но если сравнивать по ТИГ - обычный или бабочка , то последний способ намного эффективнее , что по времени , что по удобству . Горелку надо другую под эти вещи , покрупнее , да и аппарат помощнее , тогда вообще комфортно и быстрее будет .
-
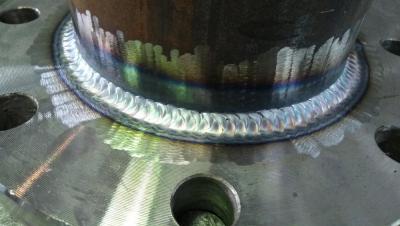
Полуавтомат приобщать не хотелось из-за пары фланцев - аргоном побалуюсь , да ещё и на работу не стоит . В общем , всё для творчества "Форсаж" вытягивает , но для него такая работа - чисто эпизодичный вариант (ф 159 мм , крутилка почти на всю ). Фланец б/у , после проточки ( на обр. стороне кромка покоцана ) . А вот для горелки ( старенькая она уже - лет 8 ей ) это может стоить , и без того подорванного , здоровья - кипяток . Жалко Сколхоженный БВО стоит , в деле не опробованный ни разу . К барьеру . Скрестил с Форсажем . На горелку посмотрел со скепсисом , а зря - даже не нагрелась .






- 1 894 ответа
-
- 44
-
-
AndreyMaster, Дальнобой , с Днём Рождения !
-
МассаТом , с Днём Рождения , Эльдар !
-
ММАстер , с Днём Рождения !
-
OBN_RacerMan , с Днём Рождения !
-
@gyrza,Андрей , поддерживаю Константина в плане уменьшения подачи или добавления иных параметров - немного коррекции и будет вообще всё ОК . И по трубе . Смею предположить , что стык поворотный и возьму на себя наглость влезть с советом . У тебя "рисунок" немного не тот , отчего шов немного не в размере ( здесь еще и с параметрами можно поиграть , но не за это речь ) . Суть в том , что ты "рисуешь" дугой вниз - законы физики никто не отменял , а тут ещё и усугубляешь немного , отчего и высота великовата и возможны дефекты из-за наплыва ( кстати , брызги обильные возможны и из-за положения горелки ) . Попробуй дугой вверх - чешуя будет без откровенного провиса , и положение св. ванны не опускай ниже 13.00 . Возможно , я заблуждаюсь в своих предположениях и советах , но от чистого сердца .
-
pavel83, Piratwar , с Днём Рождения , парни ! Всего наилучшего !
-
Владимир2016 , с Днём Рождения !
-
@Dead_Kenny,Зазор великоват для "своим телом" . Или присадку взять тоньше , или подавать дозированнно . Св. ванну сделать сначала на более толстой детали , а тонкую плавить в последнюю очередь или косвенным теплом . Без присадки большая вероятность подреза .
-
Заморачивался я этой хренью - ни о чём , больше геморрою . И редуктор купил "навороченный" потом - тоже самое . Существенные плевки газа , без предварительной настройки ИМЕННО самого редуктора , будут почти всегда . Длина шлангов и дроссельные вставки - в зачёте тоже есть , экспериментировал . Видео уже выкладывал , простой китайский редуктор . https://www.youtube.com/watch?v=FwnybxTkKLY&index=37&t=9s&list=UU-4VvQPgzauExHIayexyhKg Все вентили "на всю" , регулируем винтом редуктора до требуемого расхода , чуть-чуть "в плюс" , винтом на расходомере корректируем точность необходимую . Всё .
-
YRGEN, Tuborg, road64 с Днём Рождения ! morgmail, Гена , и тебя со вторым !
-
Магаданский уже встретил ! Северяне , с Новым Годом ! С Наступающим , коллеги !
- 186 ответов
-
- 15
-
-
Sakhalin_Cat, Pipeliner , с Днём Рождения !








