BelaZZ
-
Постов
2 376 -
Зарегистрирован
-
Посещение
-
Победитель дней
139
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент BelaZZ
-
@kingsler, диаметр электродов и ток,и зазор в соединении был?
-
, вот здесь эта тема подробно изложена http://www.чип.ru/topic/9257/
-
 Я пробовал таким варить разок,но чисто ввиде пробы.Сноровка нужна.
Я пробовал таким варить разок,но чисто ввиде пробы.Сноровка нужна. -
Это то видео,за качество которого я говорил.Напарник заснял весь процесс сборки фланца.Я весь его и закинул.Получится качеством лучше,сразу выложу.http://www.youtube.com/watch?v=0ooENoNy3xE&feature=youtu.be
-
Глухие стыки варил через зазор.На газе операция не разрешена,а надо было менять кран.Разбирать стену нецелесообразно.Собрал узел с зазором в 3+ мм с обеих сторон крана и через зазор заваривал,наблюдая и управляя процессом через зазор.Облицовка была сделана гнутым электродом,на ощупь.Просветка - "ОК".Но!Труба почти новая,электрод LB-52,ф 2,6,стык в горизонте.На воде и рутилом возможны проблемы.
-
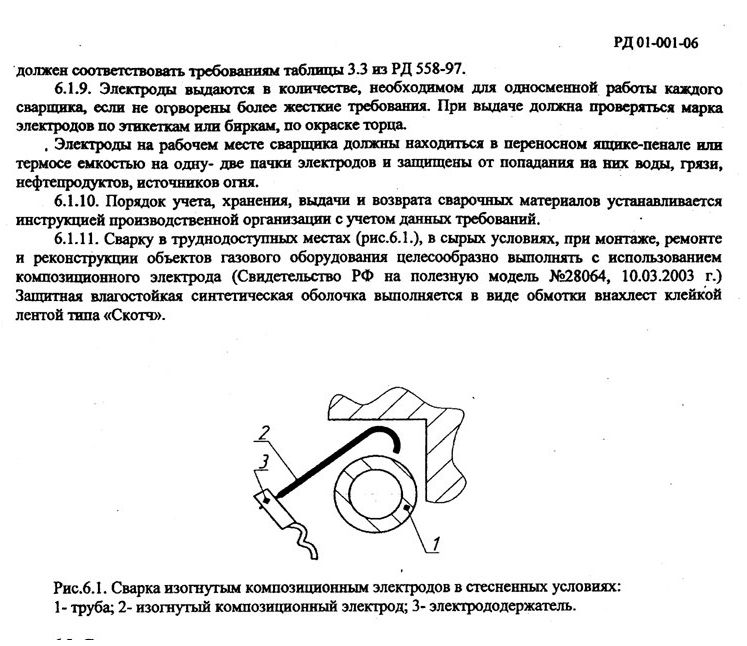
С видео пока никак,то что сделал вчера,ни о чём.На нём дуга всё засвечивает.Надо фильтр,хотя бы слабенький попробовать.Времени для экспериментов у меня маловато,так что пардон,другой сварки по горло,а фланцы-это штучный товар на схеме.Про обещание я помню и сделаю.Выложенное выше видео идёт без проблем,может с кодеками что то не то? Относительно сварки в труднодоступных местах.Очень давно попался на глаза такой файлик,может интересно будет кому

-
@blazen79,оно на нижнее положение и расчитано,по крайней мере,у меня этот приём ориентирован именно для этого.
-
@murich1,у меня всё скинулось отлично.Спасибо!Переаттестация аж через год,а материал - для почитать,ради интереса и образования для .В этих вопросах-ответах весь концентрат темы,ну или весомая часть.
-
Я же не зря акцентировал внимание на наклоне,прижиме и положении электрода,скорости его ведения.На размещённых картинках есть подрезы ? Следует учесть,что такие токи уместны в определённых случаях,поэтому включаем голову и варим,где то на 140-160 А,а где то на 60 А.К примеру,трубу ф57мм,вертикал,"подымаю" на 50-55 А (эл.2,6) Источник сварочный ВД-306 + РБ 302.
-
Фланцы варить не довелось-другие задачи стояли,но "наскоряк" изобразил на кошках .Принцип,я думаю понятен.Ток побольше,но без фанатизма,иначе будет металл из ванны выдувать,наклон и положение относительно деталей ,приблизительно,в этих пределах.Удобно это чем,шлак отжимается дугой и не мешает формировать шов,направление электрода вскользь не даёт дуге прожечь стенку трубы (4мм) на большом токе,но,в тоже время,силы тока хватает для того,чтобы "косвенно" сделать качественный провар.Изменяя угол "регулируем" катет и управляем шлаком.Если надо усилить катет,то ведя электрод таким макаром,но ещё и прокручивая его,получает беспроблемное усиление.Кстати,попадаются фланцы с фаской или с увеличенным зазором.Варить их в два захода глупо,а в один проблемно.Так вот таким способом варить их удобнее.Когда буду варить,процесс сниму,ну а пока как то так. http://youtu.be/CjKyxxeSpBU Здесь электрод "продвигается" подневольно,в реалии (уже писал ) он продвигается по мере сгорания.Нам остаётся только поддерживать заданный угол и постоянный прижим.
-
Короткая дуга ( электрод плотно прижат к металлу и его продвижение осуществляется по мере сгорания) ,оптимальный наклон электрода ( чтобы и металл грел и шлак отгонял ) и повышенный ток.Всё это работает вкупе,все параметры подбираются опытным путём и с обязательным контролем .Сложного ничего нет. Врезка в 100-ку трубки ф 32мм.,эл.ОЗС-12,ф 3мм.,ток 140-160 А .Нижнее положение,в два захода( 2 замка)
- 300 ответов
-
- 10
-

-
@svarnjuk,проще один раз показать,чем пытаться на словах изложить все нюансы.В понедельник,по возможности,сделаю "отчёт".Вся технология,проще пареной репы,главное узреть принцип.
-
Я такое "практикую" на 57 мм труба / фланец,на большие диаметры не хватает электрода.Шлак,правда,отбиваю в ходе сварки (на ощупь ),потому как рутиловую обмазку переплавлять дело неблагодарное и ненадёжное. Сварка в нижнем положении,деталь на месте,я - по кругу ,эл. ф 4мм (ОЗС-12, МР-3,что под рукой оказывается), 260 - 280 А.
- 300 ответов
-
- 11
-
-
@murich1, и я не откажусь от такого презента . Если не затруднит, [удалено]@mail.ru Заранее благодарен!
-
Очень точная подгонка,наверное,может помочь.А чем присадка помешала ? Минимальный её диаметр,думаю,не испортит внешний вид.
-
С отрывом,думаю,следует считать сварку с прерыванием дуги с определённой частотой,которая определяется по ряду причин,как то толщина св.детали,положение сварки,зазор,тип электрода,квалификация сварщика и,что немаловажно,удобство сварки и состояние свариваемой детали.Увод дуги вверх с последующим возвращением,с минимальным диапазоном хода вряд ли критично повлияет на шов,но вероятность косяка есть и эту методу можно,думаю,отнести к безотрыву,но с неправильно подобранным режимом.И ещё.Отрыв при смене электрода,некорректно относить к процессу.Если начинать варить через "пару пыхов",то стоит и стартовую площадку подготовить.
-
Я стараюсь в таких местах не ставить прихватку,на тех основных диаметрах,на коих работаю,это вполне реально.В крайнем случае,на "пятаках" делаю.Отсутствие прихватки снимает уйму проблем,и шов ровный,и варить удобно,сразу "напроход" пошёл.
-
Работал на одной фирме и в разговоре со сварным людом тамошним за качество электродов,их марки и т.п.,зашла тема за LB.Они во весь голос заявили,что раньше LB были LB,а нынче дерьмо-дерьмом.Ладно бы один-двое заявили,а то все как один во весь голос.Меня аж сомнения одолели,хотя я ни разу косяков за этими электродами не наблюдал.Акцент в сварке был на аргон и ММА в том момент не касались,но ответ на все вопросы пришёл сам собой.Послали в командировку.Надо было сделать прихватки на конструкции,ручником.Кивнули в угол,мол там LB-шки пачка валяется,но варить ими невозможно.Сейчас,думаю,покажу им "ху из ху" и как надо варить.Короче,в той аляпистой пачке с надписью LB-52M (!!!!) лежало что то ужасное,что ни варить ни гореть толком не хотело.Партию этих изделий "закупили" (?) давно (допускаю,что кто то подзаработал),в целях экономии электроды выдавались чуть ли не поштучно (бред ),народу говорилось что это LB (в принципе,так оно и есть ),народ матерился и варил,проклиная "Кобелко".А то,что это вообще не известно что,почему то умалчивалось,то ли по незнанию,то ли специально. Я пробивал по инету эту марку,но так и не нашёл.
-
Может быстрое остывание св.ванны тому виной?"Замок" помассивнее сделать,чтобы успела всякая хрень выйти
-
Batillus, спасибо за предложение,может кого то и заинтересует,ведь не для всех эта з/п кажется маленькой.Работая на Колыме был свидетелем таких разговоров.Приезжали "потенциальные старатели" с братских республик и на вопрос,"куда трудиться собрался?",обычно следовал исчерпывающий ответ "В старательскую артель".Для них слово "артель" магично.И когда говорили,"так там кидают,отработаешь сезон,получишь за полгода штук 100 максимум и всё!".Ответ меня убивал наповал:"Так это ж хорошие деньги!!!" С одной стороны людей можно понять - иной раз живут в такой жопе,без работы и перспективы,что выбирать не приходится и поэтому рады таким предложениям.Но есть и обратная сторона медали.Пользуясь таким положением дел,работодатель занижает расценки и мы этому виной.Такой вот заколдованный круг.Имея хорошую зарплату,можно и полемику развести,имея определённые цели и силу характера пытаться искать лучшее,добиваться своего,но,к сожалению,не все к таким оборотам готовы. Одно время работал в "Полиметалле" на Колыме,так я за 20 дней выгонял по 270-300 часов ( 12 часов смена,а когда местные не выходили,так я с "горы" по 2-3 суток не вылазил),плюс сюда доплата за резак,плюс 5-й разряд,плюс "шабашки"-ковши на "Хитачи",и всё это на морозе и выходило 25-30 тыр.И это в конторе,где в офисе ходят суки молодые,не в состоянии поднять руки-они все в золоте и на тебя смотрят,как на быдло.Видать,деньги там зарабатываются.В "гос.конторах",в том же Магадане,сварщики получали порядка 8-10 тыр.К примеру,водителем на трассе я получал 1500 в смену. А здесь на материке,сварщиком,при 8-и часовой смене и 5-дневке 300 в час.Это редкие места и не везде можно этого добиться,но сравнение не в пользу Севера с его льготами.А мой напарник до сих пор мотается на Колыму,потому что он с Украины и там нет нормальной работы.Сумбурный пост,конечно,но нахлынуло как то
-
Да-а-а,не те Севера пошли уже,не те.Длинный рубль остался в Газпроме и в прошлом.Раньше надбавки,коэффициент и переработка даже из корявой ставки делали вкусную зарплату,а сейчас работодатель ограничился просто удобной для него суммой,ничем не обоснованной.А если её попытаться разложить на хоть какие то составляющие(те же вахтовые,переработка и подобное) и учесть условия,то получается,что работаешь за идею.
-
Спасибо Всем за регулярное пополнение библиотеки.
-
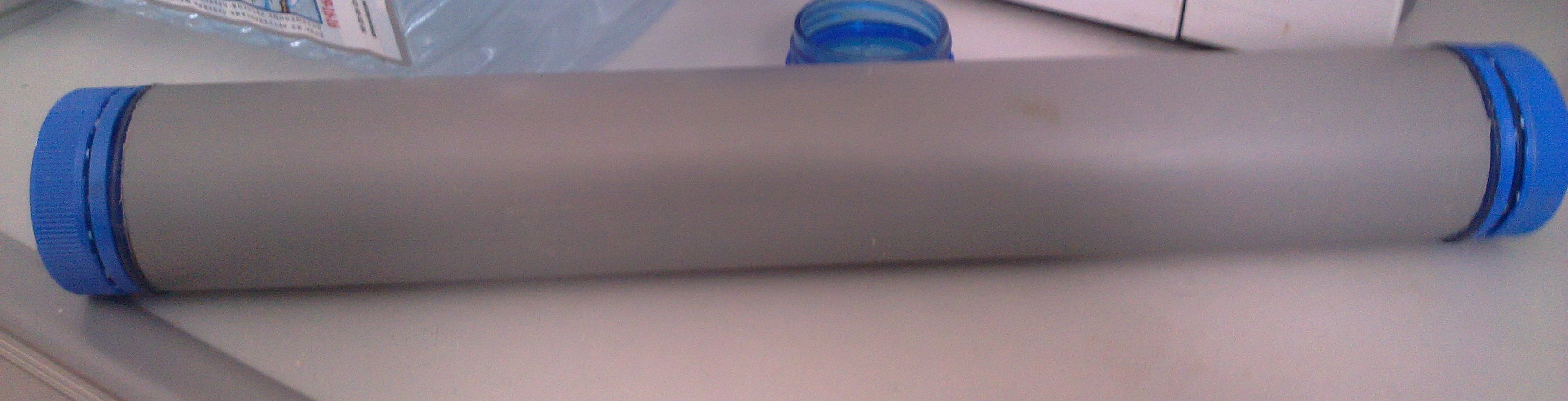
Идею принадлежит bashir_у с соседнего форума (пост# 319). Я со своей стороны минимализировал и приземлил затраты и расходники: 2-е 5-и литровые бутылки,труба ПВХ и клей.На всё про всё 10 минут делов.В случае выхода какого-либо расходника,не составит труда восполнить потерю без напряга семейного бюджета.Герметичность на 5+.Хоть для электродов,хоть для присадки. Перед вклеиванием "заглушки" для её уплотнения,предварительно намазав клеем,виток к витку намотал пару слоёв ниток,затем снова клей и в трубу.
- 9 ответов
-
- 23
-
-
Очень даже верю
-
Наткнулся в интернете на такой "прикол от сварщика" Моя ссылка Сегодня решил сие испробовать да коллег повеселить.Бутылку 1,5 литра накачав "адской смесью" поместили в 1,5 метровый отрезок трубы Ф 108 мм и запустили "красного петуха".Взрыв был такой силы,что с потолка посыпалось всё,что плохо держалось,пыль в цеху висела минут десять-пятнадцать,звон в ушах стоял очень долго,звук работающей болгарки полчаса вообще не раздражал,а правое ухо до сих пор "хромает".У моего "ассистента",что зажигалку подносил аналогичная контузия ,но с уклоном в левое ухо.Труба цела,бутылка-в хлам.Мастер цеха в шоке.Она( )не в курсе испытаний была.Когда страсти улеглись,народ обратил взгляд на 5-и литровые бутылки,но рисковать уже не хотелось.