Ferio
-
Постов
803 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Ferio
-
Так вам что нужно то, ППР или технология на ремонт? ППР это более "широкий документ" основная его направленность - обеспечение безопасности. Вам конечно нужно чтото попроще, но то что есть под рукой.ППР 10000.rar
-
@Георгий 11, Вот этого боюсь
-
@Георгий 11, Можете поставить любое другое число, какое вам нравится. Это был ответ на #2584 про "хороший ремонт на 100%". Ну типа шутка такая.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Георгий 11, трещины и ремонта
-
@механик78, Для того чтобы она (трещина) не раскрывалась дальше, во время сварки. А 100% здесь роли не играют. Кстати ремонт трещины на 90% - чреват повторением.
- 3 328 ответов
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
зачем так сложно, просто странички с озвученной вами датой, и всё станет понятно. Покажете?
-
Господин правдоруб, каждый уважающий себя и своё предпрятие руководитель сделал бы соответсующее заявление куда следуе. Надеюсь именно так вы и поступили. А с выложеннной фоточкой документа, было бы убедительней как-то.
-
Вот тут не понятно. Перевод (вольный): делаем хуже, что бы при ухудшенном состоянии стало чуть лучше?
-
@selco, В том то и дело, упёрся @Георгий 11 - хочу только 0.8 и точка, ну ради бога, если время есть.
-
А кто сказал что надо одним?
-
Рад за вас. А по поводу ваших предположений по нестыковки теориии и практики в ВУЗе хочу пояснить. Одно из главных отличий программы обучения по специальности сварка от, например, техмаша или металлургии цветных металлов в том, что там на старших курсах очень много практических (лабораторных) работ. Смысл работ в том что тебе (не всей группе, а каждому) даётся задание сварить таким-то видом сварки такие-то материалы. Нужно "разработать технологию" и осуществить её. Пока не сваришь - незачёт. И так-как, никакого другого практического опыта большинство студентов не имеет, то приходится варить только по "бумажкам", как вы сказали, и как ни странно, получается. А вообще, если по теме, то у меня такое впечатление, что люди просто запутались в терминах. Глубина проплавления основного металла, если брать её по гостовскому определению, напрямую не влияет на прочность сварного соединения. Поэтому зря Георгий 11 насторожился относительно 0.8 для 40мм. Лжекандидат т.н. ляпнул о великой значимости этого показателя, но так и не пояснил.
-
@Георгий 11, Ну, если есть желание, то почему бы нет.
-
А что Вас смущает
-
Сами слышали?
-
Мы о Т3 говорим? Ну вот и хорошо. А в чём тогда был вопрос?
-
Только обозначен совсем другой размер. на картинке #100 размер Sb является тоже глубиной проплавления и не является какой либо высотой. Да ничего, проведение этих испытаний обычная практика, для всех сварщиков. Сомнительно как то. Вот про обязательность величины провара вы так и не пояснили, даже для интереса... @Георгий 11,Вот видишь , всё очень просто. Делаешь "на коленке" макрошлиф. Анализируешь изменение размера зерна в зонах наплавленного металла, сплавления и термического влияния на своей трубе, ну и механические испытания (куда ж без них). А, ну и убеждаешься, что проплавление у вас составляет 1.54 мм, а то 1.49 мм очень и очень плохо (размер зерна не тот видимо).
-
Уважаемый, аргументируйте. "Кандидат" кивает на ссылку. Вы вообще ничего не говорите. Бла- бла. может любой торговец семечками. Какими? О чём вы? Конкретный пример. Что воздух то гонять
-
@Георгий 11, Давайте поспокойней и по порядку. Надо подобрать режим сварки. Ок. Берёте выложенную методичку Катаева Р.Ф. и расчитываете теоретически. "Если варю без разделки" , а с разделкой проблем нет? Так что ли? "в этом случае провар корня гарантируется самой технологией сварки".Провар должен всегда гарантироваться технологией иначе то как. Я так понимаю, что вы варите "на грани подреза" чтобы быть уверенным в какой то глубине проплавления. В какой? Я ведь не говорю, что проплавление не нужно. Но всё должно быть разумно.
-
@Георгий 11, Документов нет. Во всяком случае ГОСТов, как вы спрашивали. Выложенная нормативка вас только запутает и я сразу предложил не цепляться к терминам. Расчитывается катет, номинальна(расчётная) толщина шва. Глубина провара (угловых швов) должна просто быть. Вы же видите "кандидат" сам запутался.
-
И что из этого следует? Разговор идёт о терминологии. И хамить не красиво. Ну раз вы ничего не считаете, как специалист, то зачем здесь проявились? Да ,в вашей "ссылке" это написано, понял что вы её прочитали.Теперь все участники форума легко смогут контролировать этот важный параметр. Здорово. Требование НД есть, но котролировать нет нужды. А вы вообще, к производству имеете отношение? В какой области? Может " Проблемы и методы усовершенствования процесса международного усыновления (удочерения)" ? Чёт, ни одного ответа по существу. Вы к сварке имеете отношение?
-
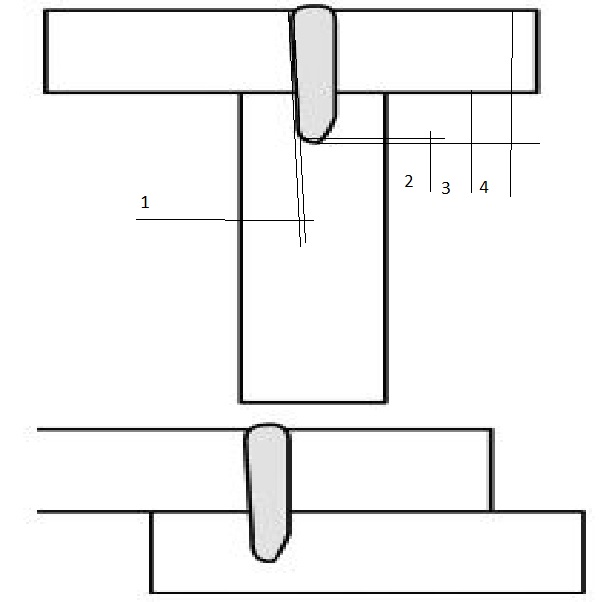
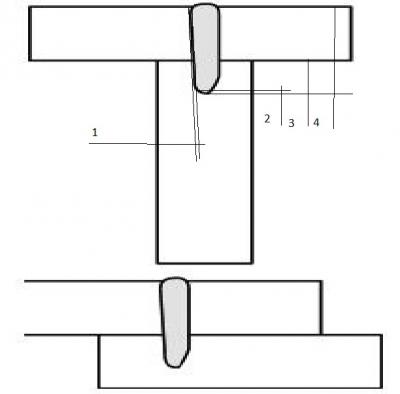
@Георгий 11, моё предложение чисто гипотетическое. Вот @Дядя Костя, предложил вам не менее 1.54 мм, Вы допускаете 1,5мм. Вопрос, а глубина проплавления 1.2 мм будет уже недопустимым дефектом? А 1,0 мм? И почему? Напоминаю, речь о про глубине проплавления на вашем Т3.
-
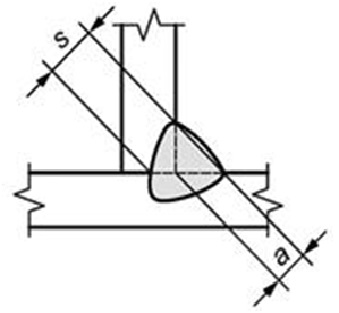
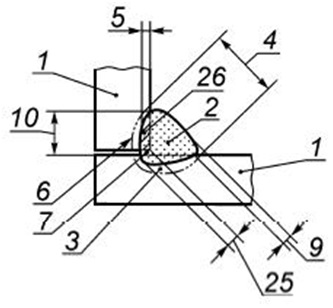
Всё таки решил @Дядя Костя, залезть под кожу. Чтож, принимается, тем более сегодня пятница и можно побалагурить. Вы, коллега, невнимательны. Я же привёл 2 (два) действующих государственных стандарта, которые ничем не хуже приведённого вами и даже - выше его по статусу. Я уже писал о неоднозначности толкований, но раз вы упёрлись, тогда обьясните пожалуйста определение размера - s, как глубина проплавления по ГОСТ Р ИСО 2553-2017. И почему вы предпочли на картинке #100 размер h0, как глубина проплавления и пренебрегли Sb? Интереснее. Наибольшее влияние!!! Как так, "оказывает прямое и наибольшее влияние", но при этом, ни где в общедосупных документах не прописывается . Почему? Почему, вы считаете, что глубина проплавления должна быть 7% от толщины, @Георгий 11,считает, что "1,5-2 мм вполне достаточно", а я рискну предложить 0.1мм? И ещё обьясните как именно этот, важный показатель, контролировать участникам форума. Возможно, на вашем специфичном производстве и проверяют макрошлифы с образцов, или и с изделий вырезаются тоже? Ну и, для разрядки напряжённости, домашнее задание. Укажите пожалуйста глубину проплавления, согласно ГОСТ Р 58904-2020 п. 2.1.7.3, действущего на территории РФ с 1 октября 2020 года (что несомненно тоже очень важно) по следующему сварному соединению:
-
А "причём здесь милиция"? Проект разрабатывает РТН.
-
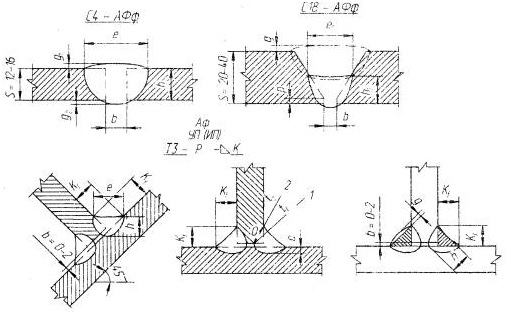
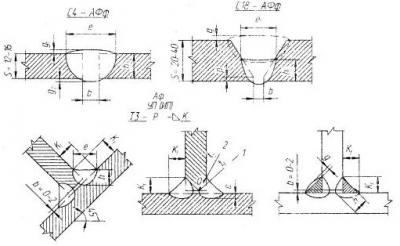
Коллеги, чтоб далее не спорить по терминологии и не залазить друг другу по кожу, сразу скажу - возможно я не прав.А теперь , если кому интересно, поясню @Георгий 11, Изначально спрашивал: «какая тут должна быть глубина провара?» У нас на предприятии (и часто в тех.литературе) термин - провар применяется к стыковым соединениям, где провар равен проплавлению. В посте обсуждалось соединение Т3, я автоматом стал писать о проплавлении (этот термин мы применяем для угловых швов) и предполагал, что мы обсуждаем толщину (или высоту, или расчётную высоту и т.п.) углового шва. Логика в том, что эта величина действительно важна и её легко проконтролировать. С размером h0, согласитесь, всё гораздо сложнее, и он особо не имеет какого-то практического значения. Был бы вопрос сформулирован: «Хочу узнать глубину проплавления корня шва» или «глубину проплавления сопрягаемой кромки» и всё было бы понятно. А вообще с терминологией по угловым швам, всё не так однозначно и в учебниках и в НД. Приводить картинки с разных сайтов или пособий по проектированию не стоит, но на солидную НД можно и попенять. СТО-ГК «Трансстрой»-005-2007 8.2 Режимы сварки должны назначаться согласно указаниям настоящего СТО и Технологического регламента по монтажной сварке конкретного объекта в зависимости от марки стали, толщины проката, параметров разделки кромок, величины зазора и способов сварки, указанных в чертежах КМ. При этом необходимо соблюдать следующие условия (рисунок 21): h - глубина проплавления; р - притупление; е - ширина шва; g , g 1 , g 2 - высота усиления; Kf - катеты угловых швов; b – зазор Рисунок 21 - Геометрические параметры подготовки кромок и поперечного сечения шва ГОСТ Р ИСО 2553-2017 Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения Таблица 5 — Размеры сварного шва 2 Угловой 2.2 С глубоким проплавлением s — глубина проплавления,. а — номинальная толщина сварного шва; ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений Угловой шов Рисунок 12 - Примеры швов при сварке плавлением 25 - Глубина проплавления корня шва Может кого-то ещё больше запутал - извините.
-
 Дык, чем длинне шов, тем сильнее нужна вентиляция,
Дык, чем длинне шов, тем сильнее нужна вентиляция,