

schkaliki
-
Постов
1 536 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные schkaliki
-
-
@Anton VL, Антон, привет. Посмотрел от авроры несколько "обучающих" видео и там товарисч рассказывал о настройках пульса на аппарате с тиг-лифтом. Читал про данную функцию, что при сварке между ме и кончиком вольфрама создаётся электромагнитное поле на расстоянии 1-3мм и происходит пробой дугой. А на видео этот товарисч без зазрения зажигает дугу чирканьем, хотя переключен на лифт. Это как понять? Я тут недавно у знакомого подваривал простенькой ресантой чирканьем без всякого lift tig, так важен ли данный переключатель?
-
Распаковал. На аппарате увидел помимо ручки прорези под ремень- в комплекте ремня не нашёл. А когда поднял аврору- понял чтотакой вес таскать на плече не комильфо. Горелка действительно деревянная, даже после простеньких китайчонков. Шланг-пакет при 0*С дубовый. Немного напрягло подсоединение разъёма управления- там нужны музыкальные пальчики чтоб закрутить, а потом и открутить гайку . Производителю можно было сделать и вилку с защелкой. После включения понял- машина "зверь"- от вентилятора с горшка сдувает. Может там вентилятор железный? -звук как у ВД-шки. Начал читать инструкцию (это как всегда- сначала подключил-включил, а потом полез правила читать). Тонковато пособие по эксплуатации. Общие настройки понятны, но вот игра с пульсами и герцовкой и тд не описана, а жаль. Вроде оборудование непростое, но искать придется на стороне, спрашивать советы старших товарищей и читать гугольные споры. У меня есть сопроводительные книги и от разных Фрониусов и от EWM-ок, так там разжевано всё до мелочей. На моём стареньком аппарате нет никаких регулировок, только амперы и ОСЦик. Спросите почему взял? Потому что алюминий. Искал аппарат AC без DC с hf поджигом и без ММА, но таких нет в природе. Ну и потому, что в данной модели есть приятности и возможность перепрошивки и в данном ценовом диапазоне аналогов нет. Бум Аврору осваивать- вперёд, в светлое будущее (эт так у них на коробке написано)


-
 5
5
-
-
@Кустарь, Точно, надо мясом брать или птицей!
-
У нас на предприятии проходят стажировку только студенты ПТУ и студенты ВУЗов. А так на предприятие некоторых соискателей берут учениками и прикрепляют к квалифицированному работнику( это оговорено в коллективном договоре) имеющему разряд не ниже 4-го и проработавшего на предприятии не менее 3-х лет ПО ДАННОМУ РАЗРЯДУ. Ну и естественно всё это с согласия самого сенсея. Приказ, на его основании распоряжение в структурном подразделении и соответственно доплата за обучение в корешке учителя. Ученик имеет право сдать на квалификационный разряд только по прошествии 3-х месяцев и пройденных первичных курсов обучения на предприятии и только после выдачи рекомендации в письменной форме от наставника и характеристике от мастера участка . Это как-бы стандартная и обычная форма. Хотя выдерживают немногие, попробуй на минималке 3 месяца коптеть и ещё с сомнением-оставят или попросят удалиться. Добавлю- многим кажется дикостью, когда приходит слесарь или сварщик с 3 или 4-м разрядом, прошедшим обучение или закончившим училище, а его берут с испытательным сроком по 2-му разряду или учеником . И тут-же с улицы берут человека без опыта тоже учеником и он проходит обучение и потом сдаёт на разряд. Парни задаются вопросом - А накой мы столько учились? Но таковы реалии и с руководством не поспоришь- не устраивает- за забор, там в очереди стоят. И ведь действительно стоят.
-
2
-
-
@misha88, Миш, многих останавливает цифра 380, у людей в основном 220 и с просадкой- отсюда и направление в электротехнике ..."работает на пониженном напряжении" ,а кто берёт для производства- хотят и подешевле и в рассрочку и с гарантийным обслуживанием на энное кол-во лет.
-
1
-
-
@Anton VL, Спасибо, брат! Спрашивал тут и за Гроверс, и за Кедр , и за фламу- Все молчат как рыбы об лёд... Плюнул и поехал взял Аврору, пообещав, что приеду за новой прошивкой, перекрестили и отправили домой со словами "ждём вас снова" ...А я ведь приеду!

-
4
-
-
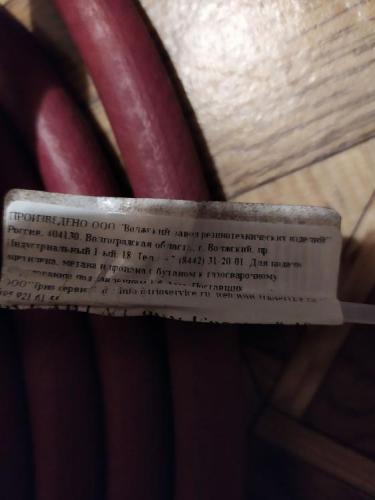
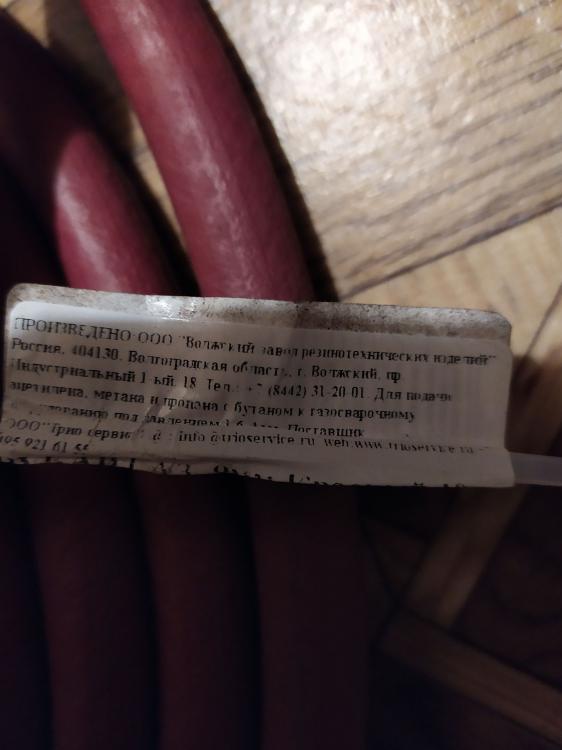
А теперь ,вот не знаю , в "Поржать" или в профильную тему... Прибрёл сегодня в магазине "Петрович" рукав-шланг для ацетилена. С Гостом вроде всё в порядке- остался с советских времен, класс-1, сделан нашими белорусскими друзьями. Штрихкод начинается с 481... А вот теперь вопрос: город Волжский- это в Белоруссии ? Ну ладно китайцы, к ним уже привыкли, а тут братья-славяне!


-
3
-
-
@Svinovod, Случайно наткнулся на данную тему и был неприятно огорчен. Вы спрашиваете совета, и получаете очень неправильные ответы-советы. Читайте ГОСТ в правильной редакции и никогда резинотехнические рукава (шланги) не называйте "кислородными".
1. КЛАССЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяют на следующие классы:
I - для подачи ацетилена, городского газа, пропана и бутана под давлением Р 6,3 кгс/см2 (0,63 МПа);
II - для подачи жидкого топлива: бензина А-72 по ГОСТ 2084-77, уайт-спирита по ГОСТ 3134-78; керосина или их смеси под давлением Р 6,3 кгс/см2 (0,63 МПа);
III - для подачи кислорода под давлением Р 20 кгс/см2 (2 МПа), 40 кгс/см2 (4 МПа).
Если указано, что рукав расчитан на более высокое давление, то это параметр только давления и не более. Спросите у любого химика и он вам объяснит про составы и виды резины и воздействии агрессивных сред на резину. Многие совершают такую ошибку при выборе шлангов по незнанию, а некоторые специально. Зайдите в магазины горгаза или сантехники, где торгуют рукавами, вам сразу предложат на пропан-бутан или ацетилен шланг именно 3-го класса. Ачто? и давление большее держит и все берут. Можете поэкспериментировать, но через некоторое время почему-то этот рукав снаружи начинает попахивать газком. Трещин нет, грыж не видно, проверил с мылом- не пузырится. Но пахнет. Гост придумали не идиоты, он проверен годами и несчастными случаями и не надо надеяться на авось и небось, всё до поры до времени.
-
3
-
-
@mixasib, Вот простой пример аналогичного раскроя- сегодня принесли под сварку гидробака. У технологов все путем- гибка пуансоном под 90'- а по факту физически в оснастке сделать 3-ю сторону не могут, высота не позволяет. Решение технолога- доработка по месту. 3-ка? нержавейка? Да легко! И по высоте ответной детали немного ошиблись- на 80мм(по 40 на сторону). Так что веселье не только у вас.


-
4
-
-
@mixasib,У нас бывают аналогичные косяки- чертеж и резка в допуске, а вот при гибке утягивает на толщину Ме, а если 2 гиба- то на две.
-
4
-
-
@SergDemin,тогда с рекомендациями ,пожалуйста, поаккуратнее. ......На форуме есть тема -" Обзор инверторных источников" - если бы стоял выбор Аврора или Сварог, то отзыва от профи G_Kar или Геннадия Morgmail для меня было-бы достаточно. Есть обзор ещё от Штурмана001, но на данный момент он забанен. теперь дело за @AcidNeo,.
-
1
-
-
@NikOtiN,Вы правы, статистикой не владею. Думаю что такой инфой владеют только производители данных марок и то отчасти косвенно. У меня, по совету уважаемых форумчан, с некоторых пор в арсенале присутствует и Аврора- ни одного плохого слова не скажу, себя уже давно оправдала, работает без нареканий и ремонтов. Если работа на выезде то обязательно беру его- надежность на все 100.
-
@zynsk, Заезжал в понедельник в рем.сервис, искал запчасть на Ресанту саипа 220- приемщик попался разговорчивый. Компания Электрофор- довольно у нас известный сервис и делают качественно.
-
@AcidNeo, Плюсуйте еще и пересыл. Тогда не парьтесь и берите Аврору- хорошая машина. И в сервисе их минимум (в отличии от ресант-сварогов).
-
@AcidNeo, А сколько за него просят?
-
@AcidNeo, Оч. интэрэсно. А самолёт для доставки во сколько обойдется ?
-
@AcidNeo, Не проще ли самому доехатьи попробовать поварить?
-
Один раз летал на "пропареной" бочке, принесли пропаять горловину. Отделался легким испугом и синей задницей. С тех пор даю работодателю проволочку с фитильком и отхожу подальше.
-
5
-
 1
1
-
-
-Не согласен. нет в технологии сварки нержавеющей стали такой рекомендации. Понятно, что есть различия между "вперёд" и "на себя" и по ширине шва, и по глубине провара, и по тепловложению, но многие опытные сварщики ставят горелку практически перпендикулярно ко шву- тут виден и сам процесс плавления металла и образование металла шва и видны всплывающие поры. И тут это уже ваше сугубо личное дело как и в каким углом варить. Ваше дело вписаться в технологическую карту по соответствующим параметрам шва.и варит углом в перед...-
4
-
-
На первом снимке отчетливо видны маркировки на вентилях: "Кислород", "Ацетилен Барашки ставили любые, у меня на старом резаке стояли оба от кислорода- крутят и ладно. Теперь о зазоре- просмотрел тему, на которую вы обратили внимание- там ничего нет ни за ни против. И нигде не встретил объяснения почему мне советовали делать именно так. Всё работало и работает до сих пор без обратных ударов ( включительно на новых резаках). Теперь немного о лексике- если вы в утвердительно-безапелляционном тоне настаиваете на бесспорности своего утверждения, то исправьте инжектор на ЭЖЕКТОР. Именно на явлении эжекции основана работа резаков эжекторного типа. Ну и по существу- в эжекторе есть калиброванное отверстие и увеличение подсоса кислорода не приводит к обратным ударам. Посмотрите перечень причин, приводящих к обратному удару:Причины обратного удара Что приводит к возникновению такой фатальной ситуации: • Неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени; • Слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки; • В мундштуке накапливается ссор, если он забьет отверстие на его конце, давление газа на выходе увеличится; • Закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду. • Если закончился баллон с кислородом или ЗАБИЛСЯ ИНЖЕКТОР (на правописание не обращайте внимания- это популистская выдержка из общепринятой рекомендации)и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения..
-
@ВалерийВО,А кто вам сказал, что своим телом нельзя? Правильно подобраный ток и поддув и вуаля! Одно время работал на известную немецкую шаражку ТухенХаген- ездили по России-матушке и занимались монтажем и обвязкой оборудования на пив.и винзаводах. Там все трубные сочленения варятся своим телом, с поддувом и
бабочкой. Контроль на приеме "под шар" И вырезка 1-2х стыков под рентген по желанию заказчика. Если брак, то карали нещадно. Среды там тоже агрессивные- и с продуктом и с промывкой. Гарантия стыка- 5 лет, с ремонтом за счет фирмы.
-
2
-
-
@Spec,по фото мало информации пропановый он или ацетиленовый. Внешне похож на старую ракету. Номер внутреннего мунштука конечно великоват, но из-за плохого снимка и налипшего металла непонятно какой стоит наружный. Какие там набиты номера? Обычно раньше не ленились с маркировкой. На эжекторе тоже должен стоять номер , есть сводная таблица соотношений мундштуков наружних, внутренних, толщины металла и давления кислорода. Рукоятки что на ацетиленовых, что на пропановых были тоже похожи - могли быть и алюминиевые, могли быть и карболитовые. Армяне делали и такие и такие, а внешне резаки отличались только маркировкой на маховиках вентилей (пропан-ацетилен). Старожилы в свое время подсказали, что эжектор на пропане надо завернуть до упора, а потом открутить на 1,5 оборода назад. Так и делаю, а вот с чем это связано не знаю. [b@Роман Валев[/b],попробуйте полностью разобрать и промыть растворителем от внутренней копоти, пропан частенько идет со всякой бякой в баллонах, поменяйте все сальниковые набивки и манжеты, а уж потом смотрите эжекторы и мундштуки.
-
2
-
-
@G_Kar,я её взял из поста выше и просто развернул зеркально- никакогофотошопа

-
1
-
-
-
5
-








Аврора Система 200 AC/DC Пульс
в Aurora и AuroraPRO
Опубликовано · Изменено пользователем schkaliki
@Anton VL, Почему-же? На данной модели эта функция отключается на задней панели и остаётся лишь lift tig. От себя добавлю, где-то в сообщениях наших гуру с форума проскакивала фраза что при обкатке очередного аппарата мма с функцией лифт тиг они так и не обнаружили изменений- что до включения, что после. Иной раз даже забывали переключиться на данную функцию и варили как обычно.