

hvr63
-
Постов
873 -
Зарегистрирован
-
Посещение
-
Победитель дней
49
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
22 минуты назад, Андрей Гатин сказал:
Подскажите для чего эти крепления.
Под линзы для слобовидящих.
-
-
32 минуты назад, Сергей21 сказал:
Ага , шарик сильно прыгает в ротаметре .
Так пшик, или шарик беспокоит?
")
Я купил первый попавшийся редуктор - кокой-то SG. И основной критерий выбора была колба ротаметра с градуировкой от "1". А вот пшик и шарик совершенно не беспокоили. Пшик был в технологических рамках.
Нет вру - второй попавшийся. Первый был Сварог, который сильно занижал расход, а я не мог понять почему баллон так быстро заканчивается.
-
4 минуты назад, Сергей21 сказал:
Шланг ПВХ внутренний Ø 6мм , длина 70см .
И что, при таких параметрах беспокоит пшик?
-
Переставил ротаметры с редуктора на выход аппарата - пшик исчез совсем. Раньше был приятный пшик, позволяющий быстро продувать шланг горелки, а сейчас совсем не понятно, продут шланг, или нет (субъективно) и подмывает увеличить время продувки.
А по пшику, как вредному явлению (когда свариваемую деталь сдувает) - совет: применять шланг от редуктора до аппарата минимально-возможной длины и сечения (соизмеримый с объемом шланга горелки), чтобы он не выступал в роли большого ресивера. Тогда волна давления, идущая при открытии газа, будет быстро терять энергию в шланге горелки.


-
 1
1
-
-
6 часов назад, zakovika сказал:
А вот такого автора у меня нет.
Пересказ Рыкалина, только попроще изложено.
-
2 часа назад, zakovika сказал:
Джо́уль (англ. Joule; русское обозначение: Дж; международное: J) — единица измерения работы, энергии и количества теплоты в Международной системе единиц (СИ).
Кало́рия (кал, cal) — внесистемная единица количества работы и энергии, равная количеству тепла, необходимого для нагревания 1 грамма воды на 1 градус Цельсия.
Спасибо, теперь буду знать.
В 19.04.2024 в 17:16, zakovika сказал:Очень интересно узнать из какого документа эти номограммы взяты.
Не оно?
Расчеты тепловых процессов при сварке - Рыкалин Н.Н
Теория сварочных процессов - Фролов В.В
-
3 часа назад, zakovika сказал:
Вы так хотели сказать, что 1 (МДж/м) = 2.388459 (ккал/м)
Нет. Одна - энергия, вторая - тепловая энергия.
Я, если честно, в ваш вопрос не вникал (сейчас просто некогда), ГОСТ и номограмму не читал (номограмму просто глянул). Просто увидел знакомую размерность и вспомнил, что этим вопросом занимался. Только подробности расчета уже не помню и различия тоже не помню, надо заново во всем разбираться. Но для чего-то я это делал?
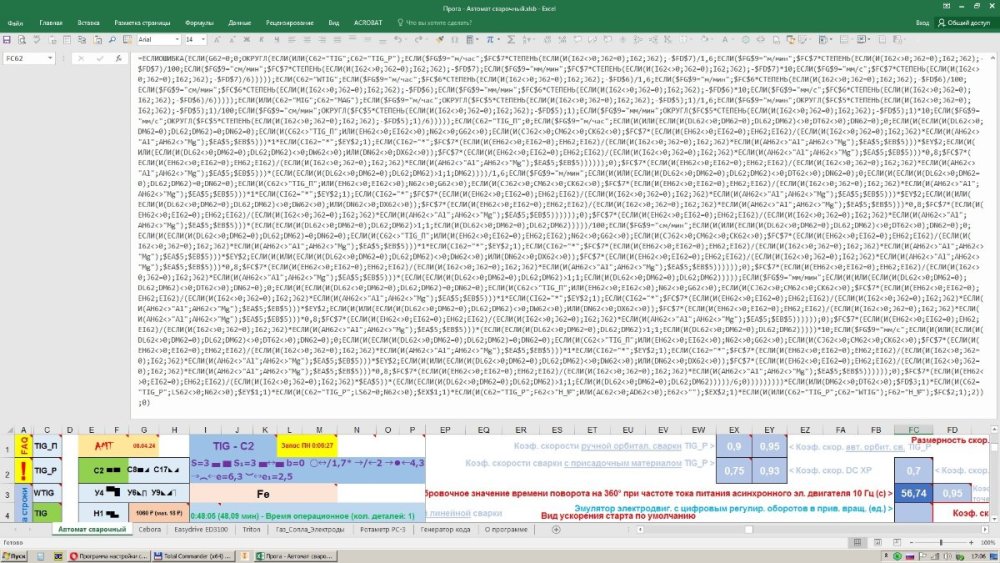
Вот функции Excel по этим двум расчетам, но их вид вряд ли поможет.
-
5 часов назад, zakovika сказал:
в МДж/м, а меня интересуют в ккал/см

-
В покровных красках (лак относится к ним) нет химии, подготавливающей метал для адгезии (обычно пассивация, или хроматирование), если только в свойствах материала нет обозначения "грунт-краска".
-
 1
1
-
-
Но плоской поверхности с силовым швом это неисправимо. Если косметический шов - еще быть может надежда есть.
-
На колбе ротаметра указано давление тарировки. На редукторе необходимо выставить это давление (винт под колпачковой гайкой).
-
1
-
-
2 часа назад, zakovika сказал:
Формулу что-то найти не могу.
И не надо, я все равно переделывать уже ничего не буду, если что-то не так. Но наверняка так. Толстую книжку при написании программы пришлось прочитать.
Так-как ручная сварка все же отличается от автоматической (хотя бы тем, что сварщик может принимать решения в процессе сварки), то меня больше волнуют ее алгоритмы, как более сложный. А как частный случай - алгоритмы орбитальной сварки.
По тепловложению. Сварка кольцевых швов - это отдельная песня. Тут движущееся тепловое поле сталкивается с тепловым полем начала сварки. Плюс ко всему проблемы с отраженным тепловым полем от краев детали, которые, как правило, близко и не симметрично расположены и теплоотвод в систему зажима детали. Все это иногда приводит к отрыву дуги от сварочной ванны, из-за недостаточного тепловложения, или наоборот чрезмерный перегрев, особенно в зоне завершения сварки. Все эти факторы требуют гибкого алгоритма интегрированного управления скоростью сварки, так-как управление силой тока сварочной дуги труднореализуемо. У меня применено: управление задержкой начала движения (для формирования сварочной ванны); ускорение после старта (как вариант - с прямолинейной, или криволинейной зависимостью). Самим ускорением с криволинейной зависимостью тоже можно управлять по процентному соотношению отдельных участков. Вот так все не просто. А если во все это вмешивается предварительный (а иногда попутный) подогрев детали из легированной стели, то задача усложняется кратно. И мое мнение: никто, даже технолог, все это считать не будет.
-
1
-
-
1 час назад, zakovika сказал:
Обратите внимание на сварочные швы контейнеров. И на не вывернутую геометрию оных.
Как раз работал зам. главного инженера на предприятие по выпуску, в том числе контейнеров (под комплектацию газопроизводящей аппаратуры). Со швами у нас было все замечательно.
12 минут назад, zakovika сказал:Higher levels of carbon, coupled with higher levels of alloys, whether intention
ally or unintentionally added, increase steel hardenability and increase hydrogen-related or "cold" cracking tendencies.
Low-hydrogen practice, higher preheat and interpass temperature, as well as postheat operations, reduce cold cracking
tendencies.У меня в алгоритме, в основном, упор делался на высокие скорости сварки. В связи с чем были опасения в слишком высокой скорости кристаллизации сварочной ванны. Пришлось принимать меры в виде индикации теплофизики процесса и обвешивания алгоритма кучей всяких коэффициентов. Математика всего этого оказалась сильно причудливой и сам процесс сварки слабоуправляемым. Основная причина - геометрические параметры детали, которые очень сильно меняют характер теплового поля от изделия к изделию. Из последних доработок программы - выделение в особую категорию алгоритма сварки деталей с малым диаметром. Алгоритм получился весьма примитивным из-за плохо прогнозируемого поведения теплового поля.
-
1
-
-
3 часа назад, zakovika сказал:
Я привёл формулу эффективной мощности
Я вижу Вы разбираетесь. Тогда прикладной вопрос.
Я в программе соорудил функцию, назначение которой уже правда и забыл.
Сам вопрос: какова практическая полезность сей информации в МОЕЙ программе? Поясню. Я не производственник и на проблемы производства я клал, как говорится, из под хвоста. Но почитал много всяких сообщений про тепловложение, про дядек с секундомерами и теперь боюсь в свои любительские руки взять горелку и приварить чего нибудь к самолету, или к верстаку.
ПС. Что-то начинаю вспоминать про назначение данной опции. По моему, я сильно боялся горячих трещин на легированных сталях (а может холодных).
-
Только что, zakovika сказал:
Да ладно вам подкалывать!
Больше идей - хороших и разных.
-
8 минут назад, zakovika сказал:
если по делу, идеи там и всё такое
-
1
-
-
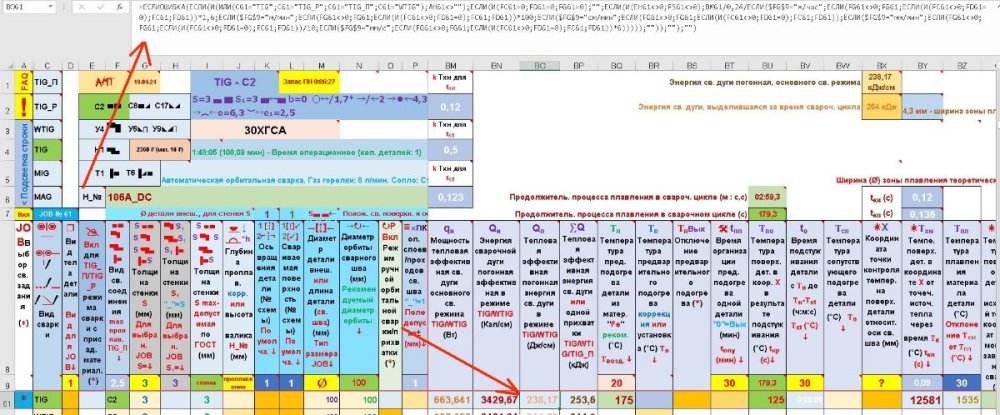
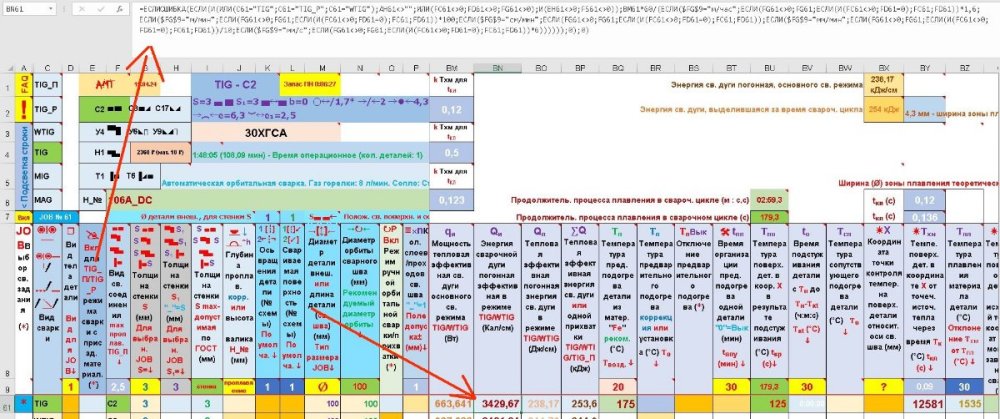
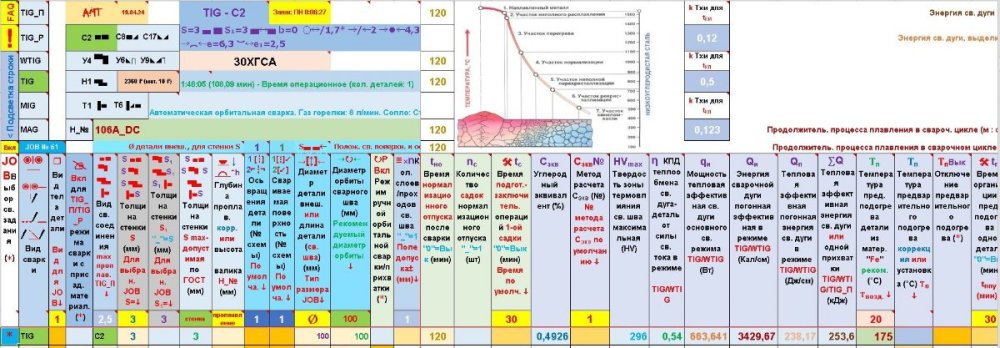
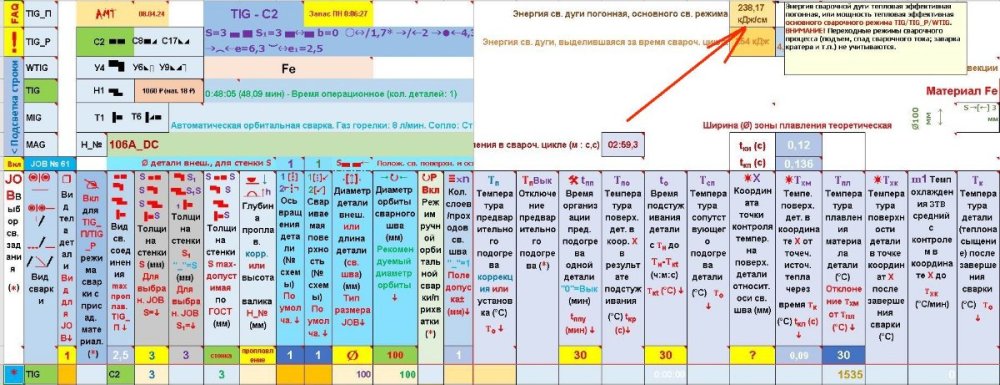
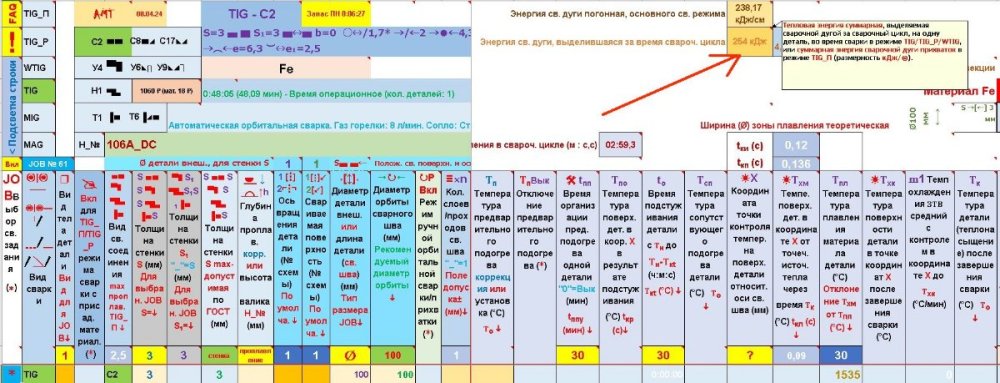
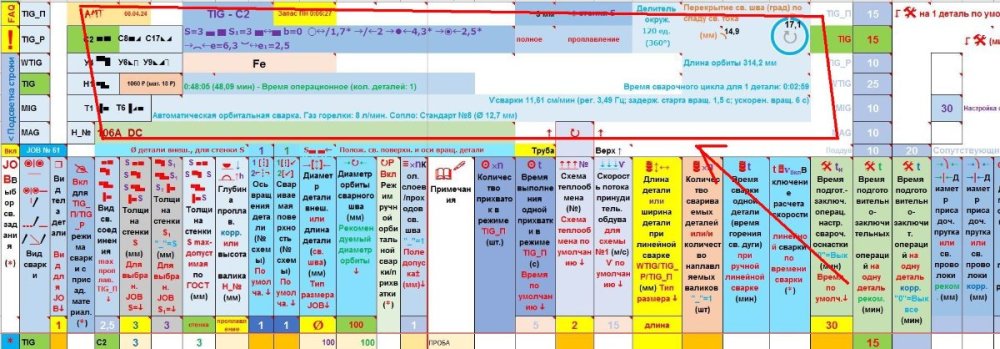
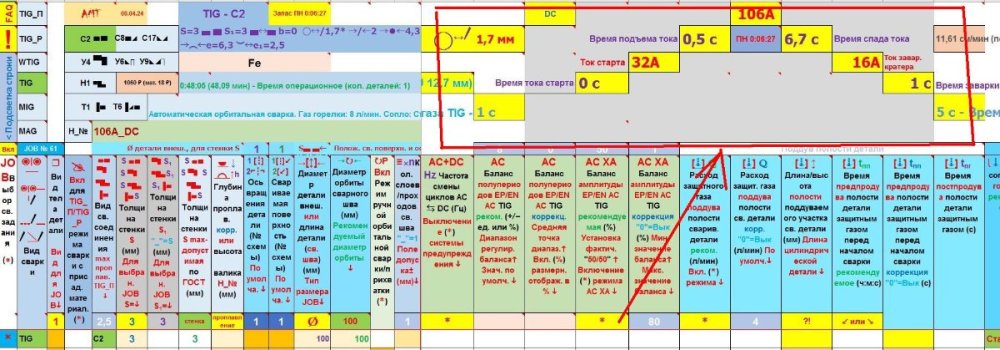
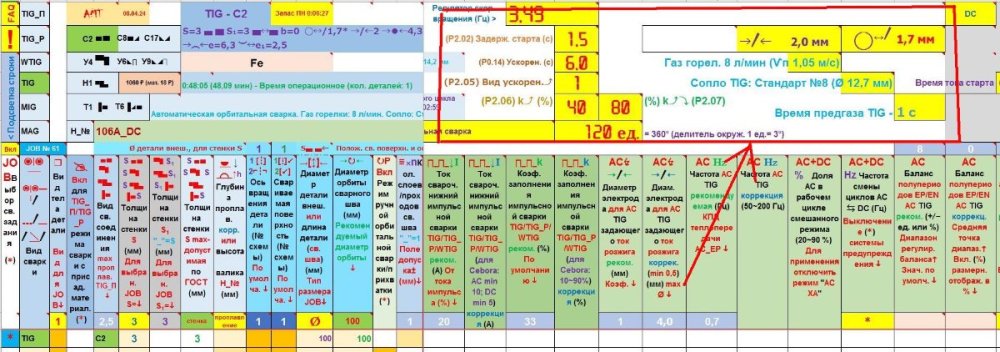
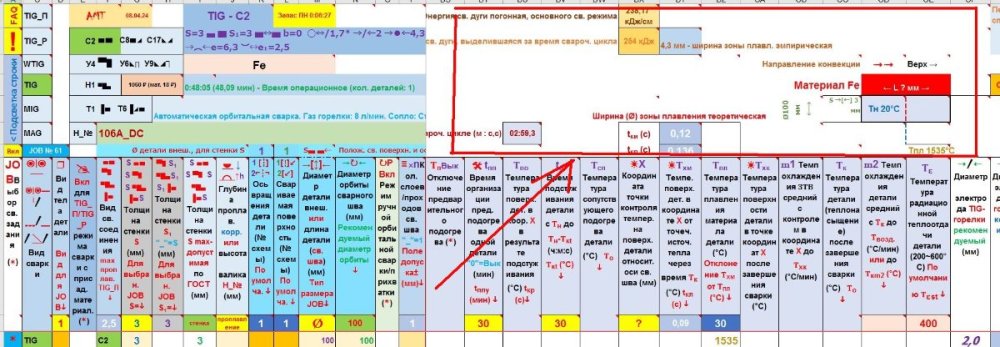
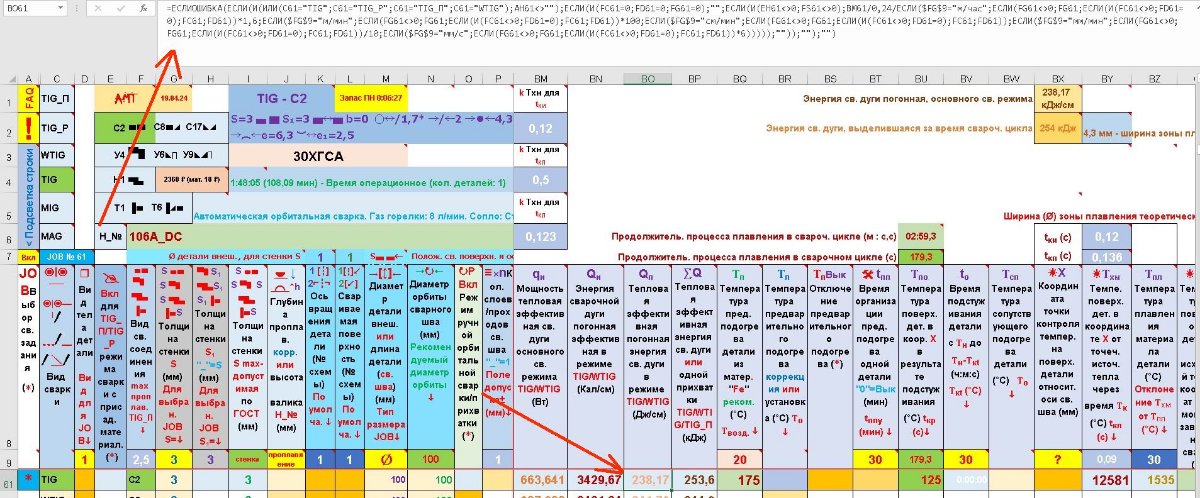
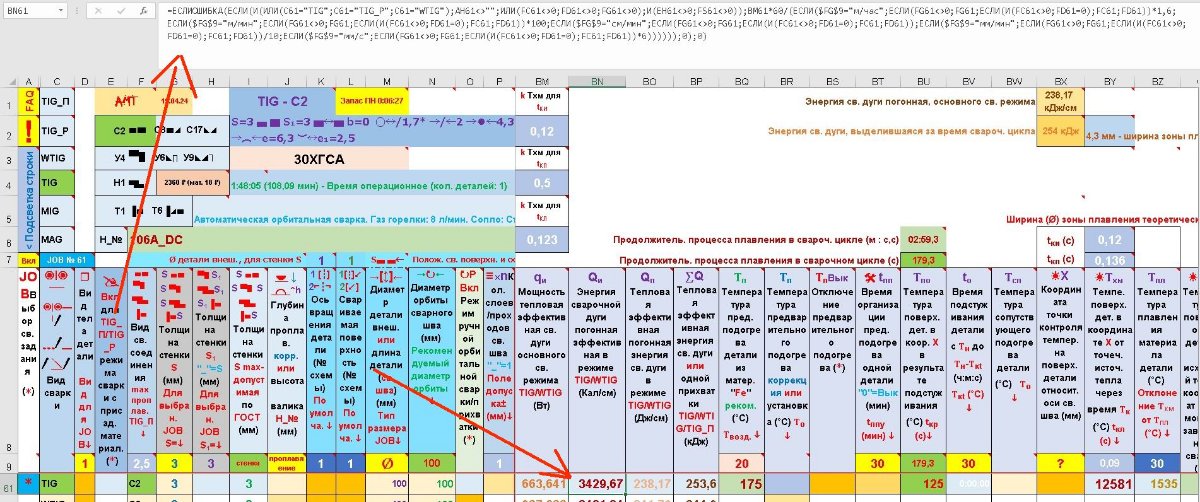
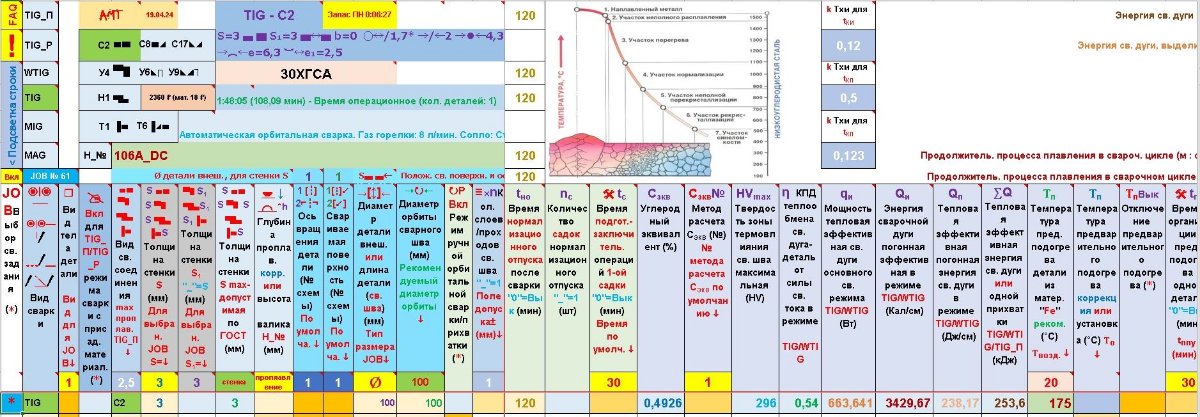
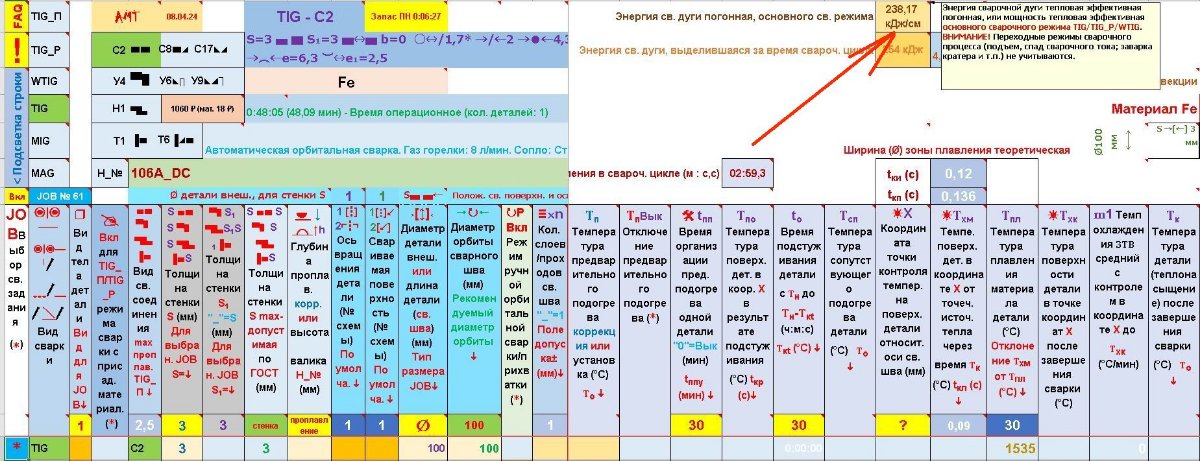
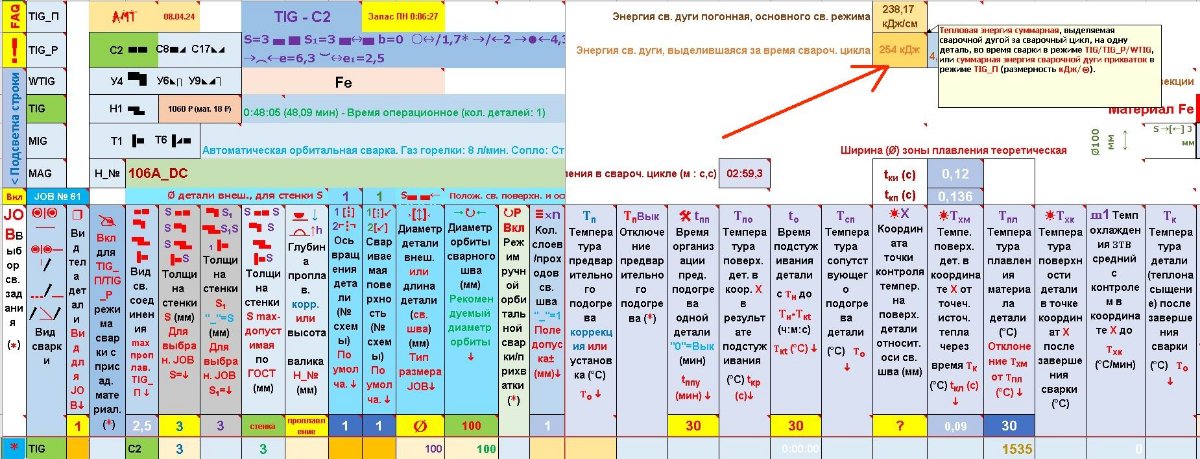
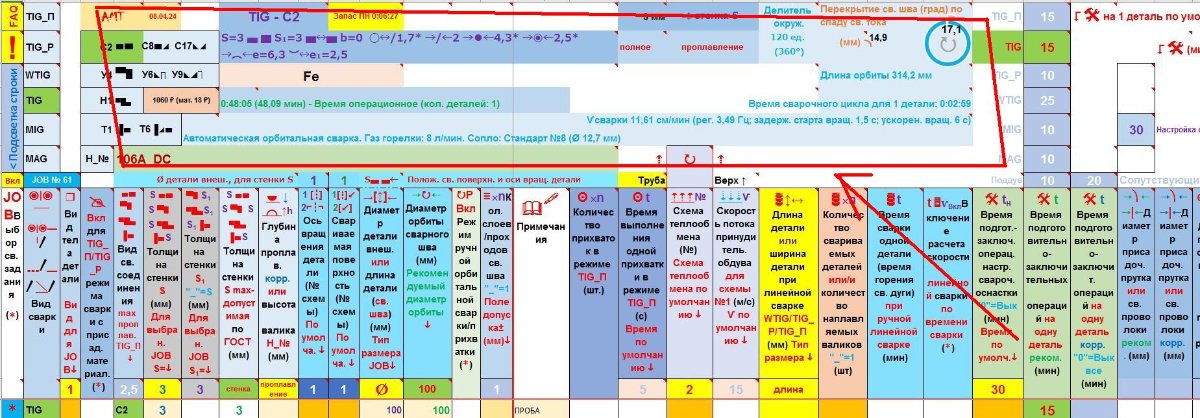
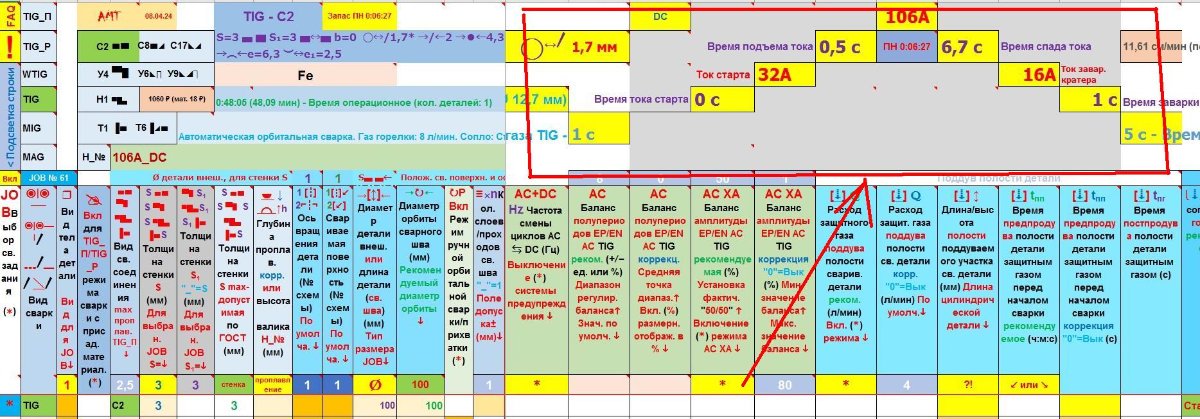
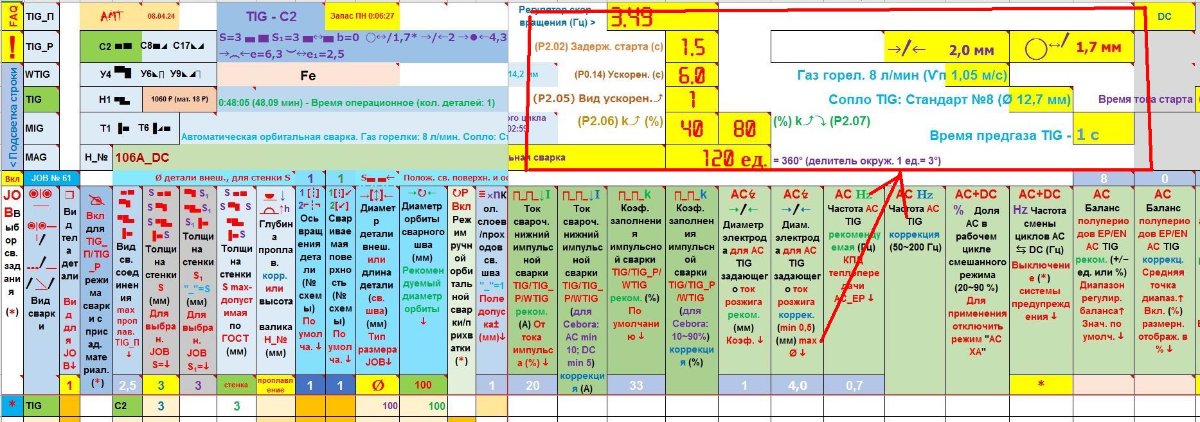
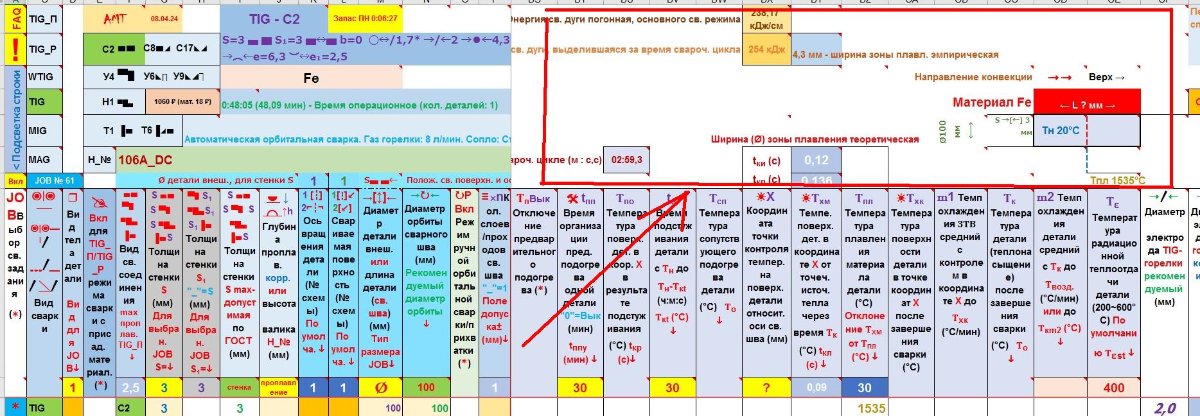
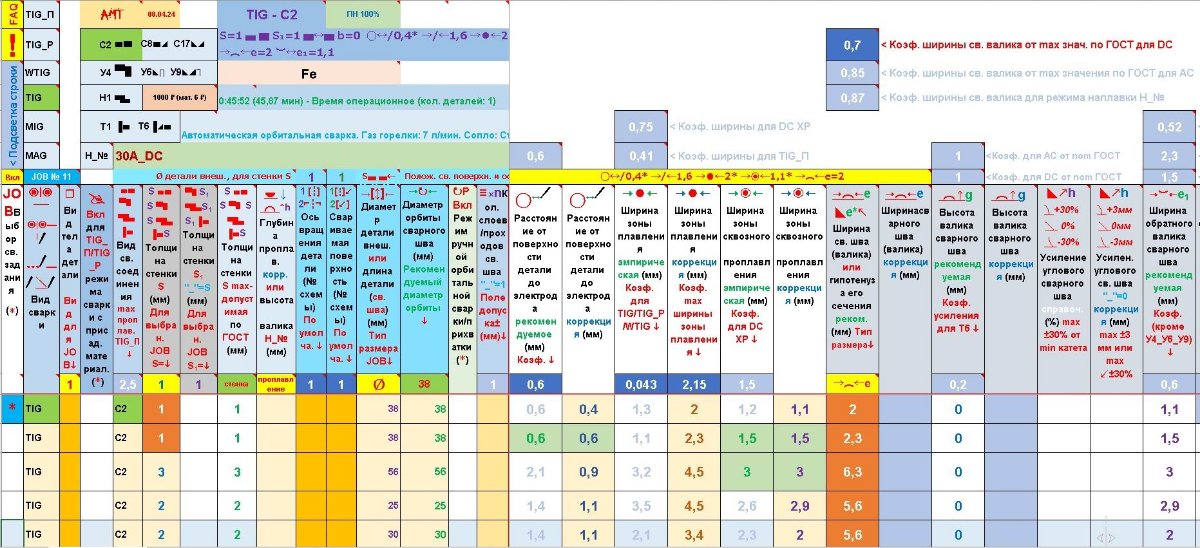
Интерфейс (экран, так-как это все таки Excel - приходится работать в большом поле) разбит на функциональные зоны: основная рабочая зона и узкоспециализированные зоны, где можно получить (и произвести настройку в соответствующих разделах) более подробную информацию.
Вот некоторые из них (первое фото - основная панель):
-
1
-
-
1 час назад, copich сказал:
упростить ввод информации
В программе достаточно указать: вид сварки; вид свариваемого материала; вид сварного соединения; толщину свариваемого материала (или глубину проплавления); диаметр орбиты, или что сварка линейная. После установки этих параметров можно осуществить сварку с приемлемым результатом. Абсолютно все параметры настройки сварочного аппарата (речь про ТИГ) и сварочные параметры задаются автоматически (с возможностью ручной корректировки). Уж куда проще?
-
1
-
-
1 час назад, zakovika сказал:
У меня натурных особо не было.
Мне в условиях не производства тяжело подготавливать испытательные образцы (банально нет исследовательского материала), так что тоже испытания не особо обширные.

-
3 часа назад, zakovika сказал:
Сейчас занят как все мои теоретические выкладки привязать к практике. Привязка без статистической математики не выходит.
Приведу для наглядности пример с проектированием гребных винтов. У именитых разработчиков на вооружении мощнейшие математические комплексы, но наряду с этим применяется проектирование основанное на эмпирических данных, годами наработанных на натурных и полунатурных испытаниях.
Лично я не имею возможности воспользоваться всей мощью российской науки, так что сразу сделал упор на притягивание за уши результатов натурных испытаний к теории.
-
2
-
-
1 час назад, zakovika сказал:
А переделать её в отдельную аппликашку не думали, например на языке Лисп, Ракета ну и т.д.?
Во-первых - не умею, я не программист.
Во-вторых - логику (а на ней все и построено), реализованную в Excel, я думаю в чем-то другом реализовать будет крайне проблематично. Я и так иногда превышал ограничение Excel по количеству знаков в формуле (8192 символа) более чем в два раза. Приходилось разбивать одну гигантскую формулу на несколько более мелких формул.
-
2
-
-
3 часа назад, zakovika сказал:
Соответственно, увас этого расчёта тоже нет. Или я проглядел. Но работа интересная.
Программа в большей степени заточена под автоматическую орбитальную сварку. И в частности под сварку TIG без присадочного материала со сквозным проплавлением. Ширина сварочной ванны, ширина обратного валика и связанные с ними параметры - эмпирические значения, требующие корректировки на тестовых образцах. Все остальные параметрические данные, выдаваемые программой, имеют вспомогательный характер и не подкреплены серьезными научными исследованиями. Все сделано в рамках научно-технических возможностей разработчика и оболочки Excel.
-
1
-
-
1 час назад, zakovika сказал:
что это за приложение?
-
1
-





Fubag ts-mig 170. Установка евророзетки.
в Ремонт и модернизация
Опубликовано · Изменено пользователем hvr63
Поделюсь.
Понадобилось поставить газовый клапан на полуавтомат бытового уровня со встроенной горелкой и клапаном в кнопке горелки. Сей перфоманс понадобился для автоматизации сварки, но не суть.
Искать специальный клапан было сильно лень, да и мне нужен был двуходовой. Взял клапан ЭПХХ от карбюратора (ВАЗ 2105-1127010-02). На аппарате у меня два входных газовых разъема - для работы в штатном режиме (с клапаном на кнопке горелки) и когда клапан на горелки принудительно открыт и работает электрический клапан.
Это предыстория. А история такая: если работать на электрическом клапане (клапан на кнопке горелки принудительно открыт) - не хватает функции постгаза. Газ из шланга горелки успевает выйти раньше, чем сварочная ванна остывает. В результате - сварочная ванна закипает. Может конечно я что-то намудрил, но вот такое любопытное природное явление имеет место быть.