tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
Какие базовые знания в электронике у тебя? Впрочем вопрос мой несколько неумесный..., знаний нет, иначе бы и вопроса не было бы. Впрочем, потратив немало денег на детали и времени на изучение силовой электроники сделать конечно можно, но по стоимости будет намного дороже чем купить в магазине. Просто доработать не получится, придется с нуля изготовить новый аппарат
-
Нет, не бросил, жесткая нехватка времени. Сегодня после обеда только начну отвечать.
-
Хороший набор для начала сварочной карьеры. Извени, счас на работу бегу. Вечером отвечать на вопросы буду.
-
С такого набора сам начинал, правда ВСЕ самодельное было. Но варило это хозяйство не хуже современных. Самое интересное что варил алюминий от 0.5 мм (морозильные камеры) до головок и блоков машин- токи до 400 А Так что для начала фото и ТТХ твоих девайсов давай, будем разбиратся
-
coldARC-это новое название МОДУЛИРОВАННОЙ СВАРОЧНОЙ ДУГИ-чисто маркетинговый ход назвать старую технологию новым названием характеризуется циклической сменой дуг и фаз короткого замыкания, я об этом методе читал в справочной литературе СССР еще в 80-х годах прошлого века(вроде и лет мне не много, но как звучит ) Правда технологически это делалось на другой элементной базе(электроника тогда была более примитивная по сравнению с теперешней), а в остальном все тоже самое + новые сварочные материалы-проволока СuSi и ей подобные. PHOENIX-немецкая марка(если не ошибаюсь) ничего плохого сказать не могу, наоборот буду завидовать тому сварщику который на ней будет работать.Единственно что хочу заметить, для Ваших задач-варить 1.5 мм этой сваркой-стрелять из пушки по воробьям. Обратите внимание на это http://www.lincolnelectric.info/ru/catalogue/another/inverters/kemppi/mig/2682/ Дешевле, легче, менее мощно и сама фирма заслуживает доверия которое проверено временем. Впрочем деньги Ваши и выбор за Вами
-
Из личного опыта-Elektroportugal LTD обычно здесь покупаю Ну а если серьезно: http://www.google.com.ua/webhp?rls=ig#rls=ig&hl=ru&source=hp&q=%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D1%8B%D0%B9+%D0%BF%D0%BE%D0%BB%D1%83%D0%B0%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82+%D1%81+%D1%84%D1%83%D0%BD%D0%BA%D1%86%D0%B8%D0%B5%D0%B9+%D1%81%D0%B8%D0%BD%D0%B5%D1%80%D0%B3%D0%B5%D1%82%D0%B8%D0%BA%D0%B8&aq=f&aqi=&aql=&oq=&gs_rfai=&fp=f2396ba81800d80e выбирайте кто и что Вам больше нравится. На фабрике, где я работаю, KEMPPI PRO 510, дорогой гад правда, 5 лет назад стоил больше 6000 евро без НДС

-
Не нужна зачистка при этом методе сварки(пайке) оцинковки. Качество шва выше всех похвал, цинк не выгорает, шов не ржавеет, поводки конструкции минимальны из-за малых тепловложений. Недостатков только два-высокая стоимость проволоки и П/А нужен с фукцией синергетики(тоже не дешевый девайс). После настройки параметров варить сможет и обезьяна.
-
Немного поправлю-как можно паралельнее сваривамой детале, смотри фото №6. И еще добавлю, очень важно разогреть свариваюмую деталь, получить устойчивую ванну расплавленого алюминия с чистой и блестящей поверхностью. И только тогда опираясь присадкой об деталь внести проволоку в ванну на самом краю . И ни в коем случае не совать ее(проволоку) в саму дугу. Дело в том что если присадка не будет иметь электрического контакта с деталью не будет очистки самой присадки и получится " шарик расплавленого метала в оксидной плёнке "
-
Мда, за перемотку и говорить не приходится.
-
Боюсь ничего хорошего не получится. Не стоит забывать что и напряжение тоже понизится. Следовательно зажигать дугу станет намного труднее. Порылся немного в нете. Вот паспорт http://www.svarbi.ru/information/instruction/detail.php?SECTION_ID=166&ELEMENT_ID=4228 Судя по всему это не трехфазный транс(с тремя катушками). Нужны фото внутренностей что бы понять можно ли его перемотать. В принципе если вторичка не намотана поверх первички то особых сложностей с отмоткой лишних витков быть не должно.
-
Португалия. Фабрика "Этша" входитт в концерн "АВТОЕВРОПА" Сварочные роботы АВВ и Максофт. Газовая месь ARKAL 15, сварочная проволока ER70S-3(аналог Св-08Г2С )
-
dnsr , только что общался в аське с еще одним обладателем плазмореза, привожу выдерку из диалога: Я. как плазморез работает? С. ага,еще как ,вещь классная Я. а на форум че не заходиш? С. да все времени что то нет Я. зря, как раз про плазморез разговор идет. отписался бы про свои впечатления, фотки б дал,к стати кажись и у тебя такой С. У меня блювелд 41 и без компрессора и то до 12мм режет Я. вот и поделился б впечатлениями С. а где компрессор встроен мощьность теряется,я пробывал сравнивал 31 и 34компрессор Я. ну может и такое быль. я не могу сравнивать. у нас плазморезов со встроенным компрессором нет С. говорю что со встроеным это ерунда и напряжения ни везде хватает для хорошей работы компрессора
-
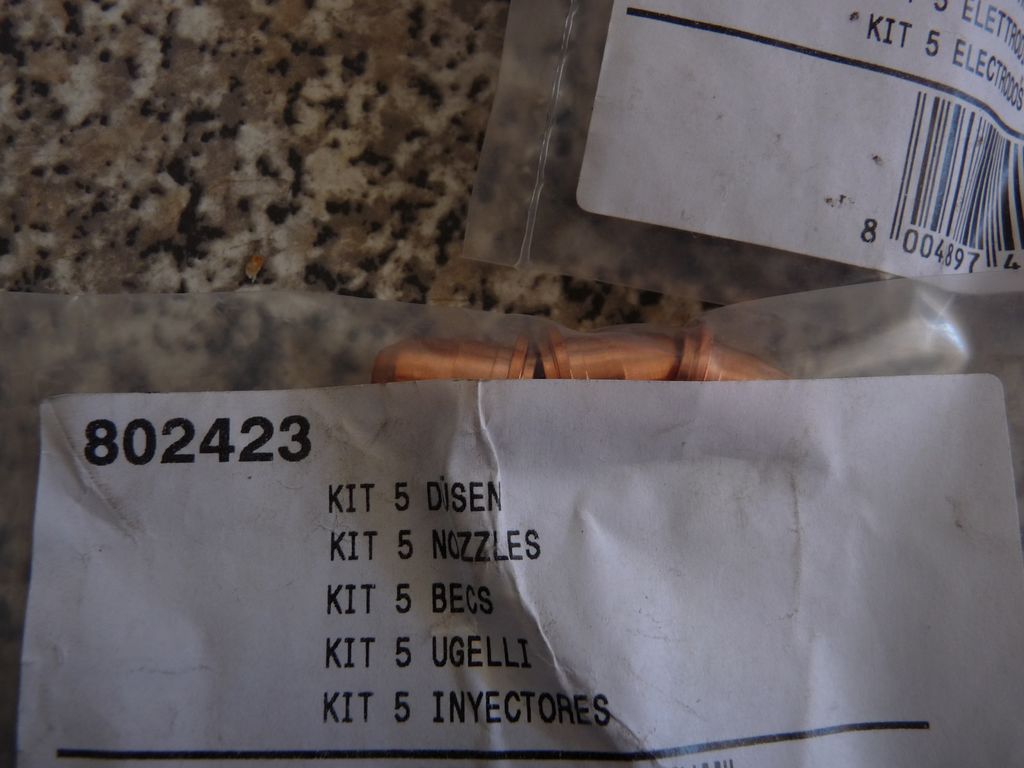
Обещанные фото: с TELWINом не ошибся горелка в сборе струя плазмы резал сталь толщиной 6 мм, вид сверху, со стороны плазмотрона вид снизу, по краям реза прилипший "грат" внешний вид реза, толщина 6 мм быстроизнашивающиеся расходники: сопло, электрод, завихритель воздуха и гайка центровочная(так в переводе с португальского) обрати внимание на шестизначные номера-это индефикационные номера деталей, по ним в любой стране можно найти эти запчасти http://www.google.com.ua/webhp?rls=ig#q=802420&hl=ru&rls=ig&source=lnt&tbs=lr:lang_1ru&lr=lang_ru&ei=N8v6S7ahCdHM-Qb94pHfCA&sa=X&oi=tool&resnum=1&ct=tlink&ved=0CAcQpwU&fp=6ae40dce26676d5 это для примера поисковый запрос в гугле. пс. Поделись впечатлениями после покупки, интересно сравнить мнения
-
Взрослый действительно на 380 вольт. Блок питания инвертер, вес 30 кг(коробка черного цвета). Тележка(желтая) самоделка. Циркуль тоже самопал-платить 250 евро за фирменный жаба задушила. Макс толщина реза 30 мм. При резке отверстий сверловка желательна. Без него обратный выброс метала при прожигании листа портит сопло и ресурс сопла сильно снижается. Так что резать лист с двух сторон не получится. Сама горелка с кабелем для BlueWeld будет стоить от 250 евро (для взрослого-530, неделю назад заказали) и проблему перегрева это нерешает-перегревается блок питания.
-
Сегодня выкладываю то что есть- более "взрослый" плазморез и его работа. Толщина металла 16 мм.
-
Порылся в домашнем "загашнике"... Сопло и электрод новые
-
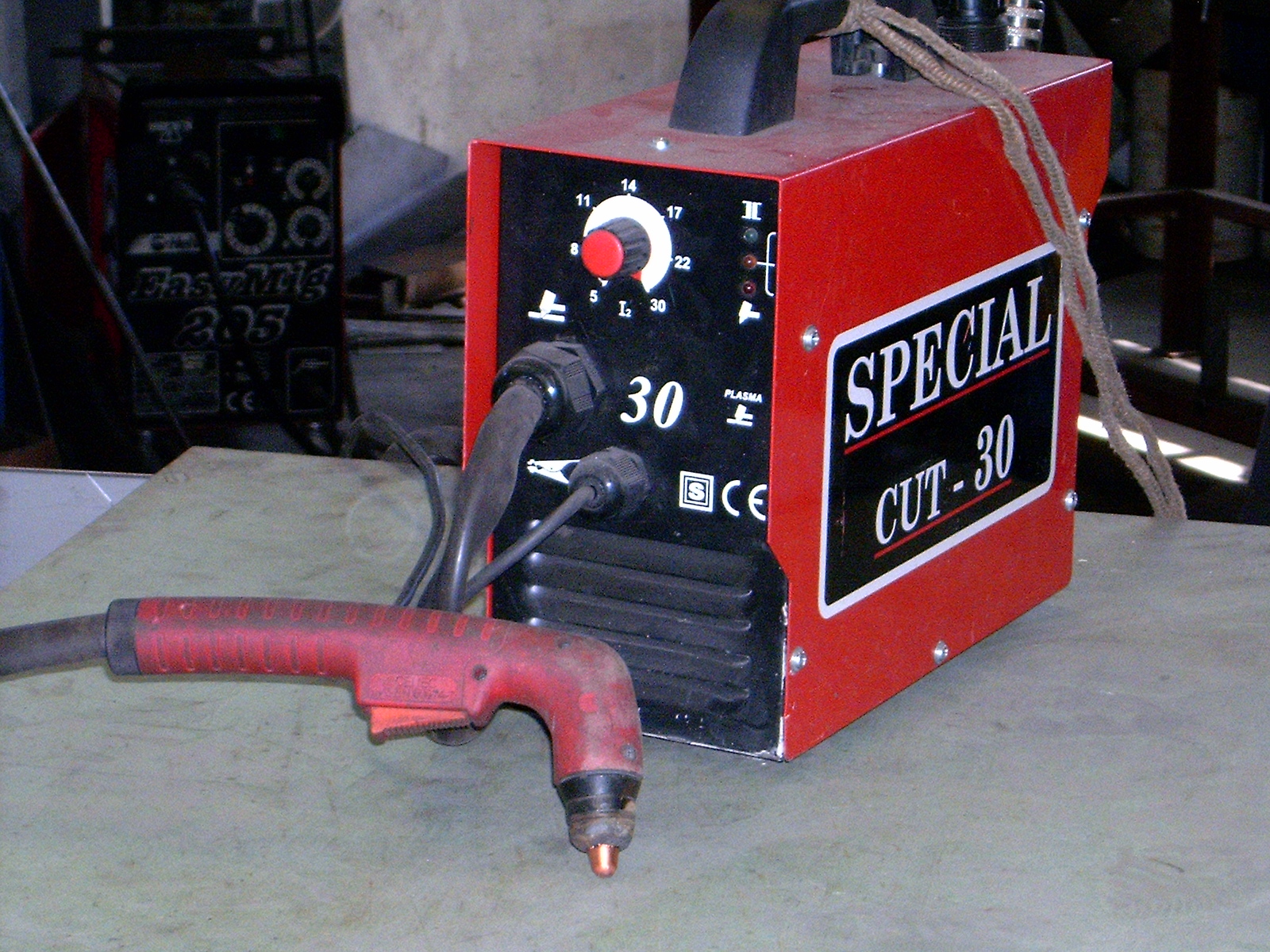
Чесно говоря про TELWIN я не уверен, просто примелькался он мне. На фабричном и моем компресора НЕТ, воздух берем от стационарного компресора. Завтра на работе сделаю фото этого плазмореза. Расматривая изображение на ссылке что я давал увидел что сама горелка точно такая же(и на том что на фабрике и на моем личном CUT 30). По цене расходников сегодня ничего конкретного сказать не могу-я их просто не покупаю. В продаже они точно есть. Года три назад(когда купил в личное пользование) стоимость и электродов и сопел была примерно 2,5-3,0 евро каждый. Завтра смогу дать более конкретную инфу-нужно посмотреть индефикационные номера на расходники- по запросам "электрод, сопло для плазмореза" ссылок много, но все не то что нужно. это мой личный Завтра дам больше фото.
-
Как временный ремонт-"Простой хомут с резиной ". И вызвать слесаря,сварщика для более радикального ремонта как Спец советовал-неприятности с затопленными соседями могут дорого стоить.
-
Если есть возможность высушить место ремонта то можно попробовать. Но как на мое ИХМО-не стоит. Клеящая основа "холодной сварки" эпоксидная смола. Назначение-временный ремонт. Если дом частный и давление небольшое, то еще куда ни шло. А если многоэтажка и соседи внизу? Боюсь что вызов сварщика будет дешевле.
-
http://www.toolcity.ru/catalog/5779.html Здесь более-менее подробное описание, хотя и писала тупая блонди Компрессор есть встроенный. На работе пользуюсь иногда похожим аппаратом,вроде бы TELWIN, тоже "итальянец" и тоже выпущенный в КИТАЕ. В личном пользовании есть Special CUT 30-"испанец". Особо критиковать нечего-работают, режут неплохо, но требуются некоторые навыки в работе. Единственный недостаток быстро перегреваются и отключаются для охлаждения. При толщине 6 мм длина реза максимум один метр, потом "перекур" на 5-6 мин. Так что если планируеш использовать его интенсивно смотри на более "взрослые" аппараты. Расходники(сопло и электрод). Долговечность зависит от опыта работы, у меня до 150 метров реза при толщине листа 3 мм. Будут более конкретные вопросы-отвечу. Если интересно могу выложить много фото.
-
УУУУУУ, любимая моя тема (в разговорах с коллегами португалами-они ничего не боятся и пофигисты по жизни... пока им странички из википедии не подсуну. после группового прочтения и обсуждения глаза размером "в три рубля" и обиды: "ты че советико нам раньше об этом не говорил?") Ближе к телу(или к теме) Мне 51(скоро 52, смотри мой профиль), сваркой (по любительски) заинтересовался лет 25(с хвостиком) назад после "несчасного" случая на службе. результат этого "несчастного" случая частичная потеря зрения(не сильная, но списали, там это было неприемлимо), тогда и счас -4.5-для жизни хватает, но начал замечать что начинает развиватся дальнозоркость. Понимаю что возраст но неприятно. НИКАКИХ особых предострожностей не применял- и счас спокойно смотрю на сварочную дугу и коментирую без маски(через стекло очков ультрафиолет не проникает и ожога глаз не получаю)хотя зайцы в глазах потом некоторое время есть. Сварочный дым и пары металов. Намного серьезней как на мое ИХМО. Во всех книгах по ТБ пары ЛЮБЫХ металов это концерогены которые вызывают РАК. Думаю коментировать излишне. Чаще всего в пар (в сварочной дуге)переходят цинк и кадмий (смотри к примеру таблицу Д.И. Менделеева http://www.1metal.com/info/tablem/ -после наведения курсора видно свойства элемента, в частности температуру кипения, а следовательно и перехода в парообразное состояние) Про дым и его состав ни один справочный ресурс никаких детальностей не говорит. Но и "козе" понятно что для здоровья там ничего хорошего нет. Сам я просто задерживаю дыхание при сварке оцинковки + боковая приточная вентиляция на раб. месте. Оффтоп-жена под боком, но девками "беспризорными" интересуюсь(в глаза про обиды пока никто не говорит) , курю, при случае могу выпить (правда без особого удовольствия и одержимости). Ясное дело, у каждого индивидума организм реагирует на вредные факторы по разному и я не показатель. Смотри сам и старайся обьективно оценивать свое состояние, и вовремя принимай решения. Удачи. П.С. Респиратор защищает от пыли, дым и сварочные газы он не задерживает.
-
Спасибо дружище, счас почитаю и спать буду спокойно А если серьезно, для меня это, чесно говоря, слишком высокие материи.
-
Вроде и букоФ не много, а все равно ниче не понял... Просвети, будь добр о чем речь. А то от чувства своей ущербности спать сегодня не смогу.
- 3 ответа
-
- 1
-

-
Не хочу вводить в заблуждение, этими аппаратами не пользовался, но вот здесь про Линкор пишут те кто их покупал: http://www.mastercity.ru/vforum/showthread.php?t=79367 Здесь опросный лист о сварочниках, конечно на полную обьективность расчитывать не приходится, но по крайней мере это не реклама продавцов-мнение пользователей. http://www.mastercity.ru/vforum/showthread.php?t=93249 Дуга318 конечно тяжеловат, но судя по всему практически неубиваемый и требовательный к качеству сети http://svarbi.ruprom.net/p76478-duga-318.html Судя по всему здесь самые низкие цены на Дугу
-
Если есть сварщик (у которого руки выросли из нужного места и голова соображает) то принципиальной разницы нет. Тут скорее вопрос в цене аппарата большую роль сыграет. ИХМО. Я бы брал отреставрированный советский аппарат УДГУ-251 -более надежный и легкий(недорогой) в ремонте.