tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
Топик стартер об этом ничего не пишет к сожалению. Но как на мой взгляд это не особо важно. Мне чесно говоря нравится этот форум тем что флудеров здесь не много, вернее их пока нет и разговоры хоть и редкие но обходятся без "бла-бла-бда" и больше подчиняются конкретике сварки, а не "пальцы веером, ноги клевером", "не согласен со мной-иди на ...Й" и т.д.
-
.. . но труба ввареная в флянец прикрученый к корпусу никак не будет работать в динамике... чистая статика (все на правах ИХМО и смотреть пост выще про самообразование и самовлюбленность )
-
Т.Е. в статистическом состоянии особых проблем нет. Это я про сварку хонингованых труб и лезвий гильйотин Spec, спасибо, я не догадался прикрепить подобную табличку с содержанием НИКЕЛЯ. Судя по всему он как раз и не дает "трещать швам"при статике и компенсирует внутренние напряжения не смотря на высокие линейные напряжения(хотя могу и ошибатся в силу самообразования в тех библиотеках и самовлюбленности в себя(надеюсь что эту иронию поняли все участники дискуссии))
-
Вопрорс и правда адресовался ВАМ. Просто стало интересно. имею в виду тему про сварку "хонингованых труб". Получается что в "нержавейке нет УГЛЕРОДА"(извените, не поверю), есть он там. И заметьте его там не мало.И Ваше утверждение что "электроды для нержавейки" при сварке черных металов есть "не совсем гут " тоже не совсем отвечают истине. Вспомните про высокое содержание НИКЕЛЯ в этих электродах и его влияние на физические свойства шва. С точки зрения "высоких технологий" может Вы и правы. Спорить я не буду. Но вот такая ситуация: лопнуло лезвие гильйотины, сталь неизвесная по хим. составу(но углерода там сами понимаете не мало), как это лезвие отремонтировать(сварить)? 1-купить новое(от 8 тыс убитых енотов) 2- отжеч(нормализовать), сварить и и опять закалить+шлифовка и заточка(чуть дешевле) 3-"тупо" сварить (правда в "заневоленом" состоянии, электроды 309 и прочие "шаманские штучки" Что Вы выберете? Патрон(хозяин фабрики где я работаю) пошел по такому пути: 3, 2, 1(по моему ему стало просто интересно) Вариан № 3 -лезвие работает 4 года, сталь холоднокатанная 1-12 мм, нержавейка 1-8 мм, Ст65Г-2мм, HARDOX-6мм Варианты №2 и 1пока не востребованы Длина реза 3 метра, 4 шва Притензий к качеству реза нет(кромки нержавейки для сварки аргоном не подгоняютя, визуально рез идеальный-клиенты о сварке даже не подозревают)(хотя это скорее мне повезло) В теме про трубы не хочу флудить(свежая), здесь вроде бы как "застой" и админ не накажет(надеюсь)
-
Я так понимаю что Вы больше по теории... а я по практике.Что тогда посоветуете применить для сварки этой стали?
-
http://bse.sci-lib.com/article010430.html
-
В целом я полностью согласен со Spec, и советовать что либо другое не буду. Просто когдато приходилось делать подобное-ПНЕВМОЦИЛИНДРЫ, но там и давления были поменьше, и материал НЕРЖАВЕЙКА, и стенки тонкие-1.2мм. Флянец имел завышенный внутренний диаметр, одевался на трубу, внутрь вставлялась приспособа которая раздавала трубу и только тогда флянец фиксировался на трубе за счет трения, потом сварка. Приспособа играла и роль теплоотвода и недавала трубе деформироватся. Но это была нержавейка, тонкая, швы выполнялись модулированным сварочным током. Это очевидно то что Вам назвали "ИМПУЛЬСНЫМ"(технически несколько безграмотно, тогда любой инвертер это тоже импульсная сварка) К стати попробуйте сварить Ваше изделие нержавейкой, напряжения всеравно будут, но наверное меньше, шов будет более пластичный, может и отжиг не понадобится
-
Эскиз дело хорошее, но и размеры стоило бы указать. К примеру-на сколько мм заглушка заходит внутрь трубы?, толщина стенки трубы? Давление серьезное и толщины судя по всему не маленькие, но даже на глаз не могу прикинуть каким током можно все это варить и какие поводки могут быть. Но сдается мне что некоторые проблемы можно будет решить или хотя бы уменьшить с помощью мех. приспособлений. К стати, опишите подробно технологию сварки которую сейчас применяете. И что конкретно Вы имеете в виду под термином "импульсная сварка"?
-
Не советовал бы я НАЧИНАТЬ изучать сварку алюминия на чипмейкере. Люди там собрались уже умеющие варить и больше обмениваются опытом, да флуда там не меряно к сожалению. В моей практике приходилось варить установкой "Удар 300", но это очень старая модель, не выпускается уже лет 20-30. У Вас скорее всего что то типа такого: http://www.zao-ctc.ru/k-tig-udar.html Вообще то мало что понятно по Вашему описанию, но могу предположить следуещее-варить Вы пытаетесь алюминий в зоне камер сгорания или пытаетесь наплавить метал в районе отверстий водяной рубашки. Это самое частое что нужно при ремонте головок. Если я прав,и место сварки правильно угадал то обезжиривание и прочие "шаманские" штучки не помогут. Дело в том что там чистого алюминия просто нет. В этих местах скапливается накипь от воды и продукты коррозии алюминия(оксид алюминия) и скорее всего именно они "!и как 'творог'все сварачиваеться.".Выход может только один-ручной фрезерной машинкой удалить(профрезеровать) вглубь до чистого алюминия и только тогда варить. Масивные алюминиевые детали нужно подогревать перед сваркой до температуры 200-300 градусов. Для "эстэтов и гурманов" есть специальные термокарандаши на разную температуру- цветной след от такого карандаша при достижении оговореной температуры белым становится. Дедовский сособ проще и дешевле-свыше 150 градусов капля воды с треском отлетает(если меньше то прилипает и кипит), мазок хозяйственным мылом-становится черным при температуре 370 градусов. А вообще то стоит потренироватся на пластинах чистого алюминия, легче будет приобрести начальный опыт. Могу выложить немного фото именно по головкам, правда снимкам уже больше 10 лет и снималось на пленочную камеру
-
Вообще то правильное название Caddy Tig 2200i AC/DC (ESAB) По поводу импульсного режима не могу сказать ничего-не пользуюсь. Да и аппарат у меня другой-Kemppi, у него панель совсем другая(где то на форуме фото есть). Так что только методом проб и ошибок... Нержавейку варю много, но класически-постоянка,прямая полярность. http://websvarka.ru/talk/index.php?showtopic=166 здесь есть немного фото для примера.
-
Края листов подогнать друг к другу как можно точнее, снять заусеницы для лучшего прилегания к подкладке. Подкладку взять шире и толще. Сверху положить два уголка на ребро и прижать прижимами. (фиксация листов и уменьшение коробления) Через 50-60 мм точки-прихватки, потом варить "вразбежку". Возможно придется ток уменьшить для исключения прогаров. Безымянный.bmp
-
......(задумчиво мыслю- выдать что ни буть на "албанском" ? ) Да, нет, не стоит.... Если не студент, то кто? 1 Сварщики-практики вопросы задают конкретные-аппарат, условия, на что обратить внимание и т.д. 2 Студенты-теоретики интересуются таблицами и прочей теорией которая никаким боком к практике не имеет отношения и интересуются этим только в силу необходимости написания "жвачки" для отчета(диплом, курсовая, отчет о практике и т.д.) Если ты практик-давай конкретику, если второе-тех. библиотека, гугль, яндекс, рамблер и им подобное в руки и до кровавых мозолей терзай мышку и тетю клаву если "от сесии до сесии студенты живут весело, а сесии всего два раза в год" пс. А ведь ссылок не давал... куда ж ты переходил, и как?
-
http://websvarka.ru/talk/index.php?showtopic=274&pid=1390&st=0entry1390 Еще раз спрашиваю: студент? диплом или курсовая? ссылки что я дал не помогли или лень читать?
-
http://www.irls.narod.ru/rlbt/sv/svar26.htm Зайди сюда, внизу есть ссылка для закачки этой программы(расчет св. трансформатора). Но даже по скриншоту программы видно что я ошибся- при 140 А сечение железа требуется 74 см2 Можеш здесь почитать еще для самообразования http://www.google.com.ua/webhp?rls=ig#rls=ig&hl=ru&source=hp&q=%D1%80%D0%B0%D1%81%D1%87%D0%B5%D1%82+%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D0%BE%D0%B3%D0%BE+%D1%82%D1%80%D0%B0%D0%BD%D1%81%D1%84%D0%BE%D1%80%D0%BC%D0%B0%D1%82%D0%BE%D1%80%D0%B0&meta=lr%3D&aq=0&aqi=g4&aql=&oq=%D1%80%D0%B0%D1%81%D1%87%D0%B5%D1%82+%D1%81%D0%B2%D0%B0%D1%80%D0%BE%D1%87%D0%BD%D0%BE%D0%B3%D0%BE+&gs_rfai=&fp=a4ece12615ea12c
-
4см х 5см=20 см2 При таком сечении магнитопровода 120А получить конечно можно, но соседи придут выяснять отношения. О 200-х и мечтать не приходится. Сечение увеличить в 2-3 раза нужно. Окно сердечника тоже не подходящее-обмотки не уместятся.
-
Одним словом-можно, но не стоит(если в "домашних условиях") Дороговато и не технологично для домашнего пользования. Жалко, я о подобном ремонте тоже задумывался.
-
Ну попробовать, хотя бы интереса ради, можно. К стати, одно время занимался заваркой испарителей холодильников(это те что в морозилке стоят). Оказалось что на обратной полярности их варить легче чем на переменке-дуга горит намного спокойнее и устойчивей + благодаря медленному прогреву сварка идет не спеша, не опасаясь закупорить канал. Хотя испарители это та еще песня-внутри каналов полно масла, места для горелки мало и толщина алюминия 0.4-0.5 мм....
-
Согласен, проехали, тем более что склоки здесь разводить не стоит, да и не по мужски это будет. По поводу языков. Я когда приехал тоже ни одного слова не знал. Жизнь заставила-выучил. Акцент конечно жуткий-часто смеются, но понимают и меня и я их понимаю. К стати, в изучении языка самое сложное научится понимать и передавать юмор. Общение становится более легким. Недавно наткнулся в нете на анкдот. Мужик приходит к Гинекологу. М. моя жена беремена-можно ли заниматся сексом? Г. можно, но осторожно-первые 3 месяца по человечески, вторые 3 месяца по собачьи, и последние 3 месяца по волчьи. М. с последними 3 месяцами не понял, как это? Г. ложишся рядом с женой и УУУУУУУУУУУУУУУУУУУУУУУ Понравился. Перевел и расказал неделю назад. Смеются до сих пор- у коллеги жена беремена (вторые 3 месяца начались)
-
У меня стоит 4 мкф х 250 вольт-подсмотрел на фабричном сварочнике. В теорию вдаватся не вижу смысла: сколько людей-столько и мнений, и кроме пустопорожней говорильни ничего не будет. Я предпочитаю практику -сварка живет и работает. Это главное как на мой взгляд.
-
Один вывод конденсатора на "массу", друой в точку соединения моста и дроселя. Сопротивление паралельно конденсатору(хотя оно и не обязательно, я не ставил) Тип конденсатора только МБГЧ , буква "Ч" означает "высокочастотный". Правда такие конденсаторы уже не выпускаются, современные маркировки не знаю.Так что прежде чем покупать проконсультируйся.Низкочастотные конденсаторы не защитят сварочный аппарат
- 4 ответа
-
- 1
-

-
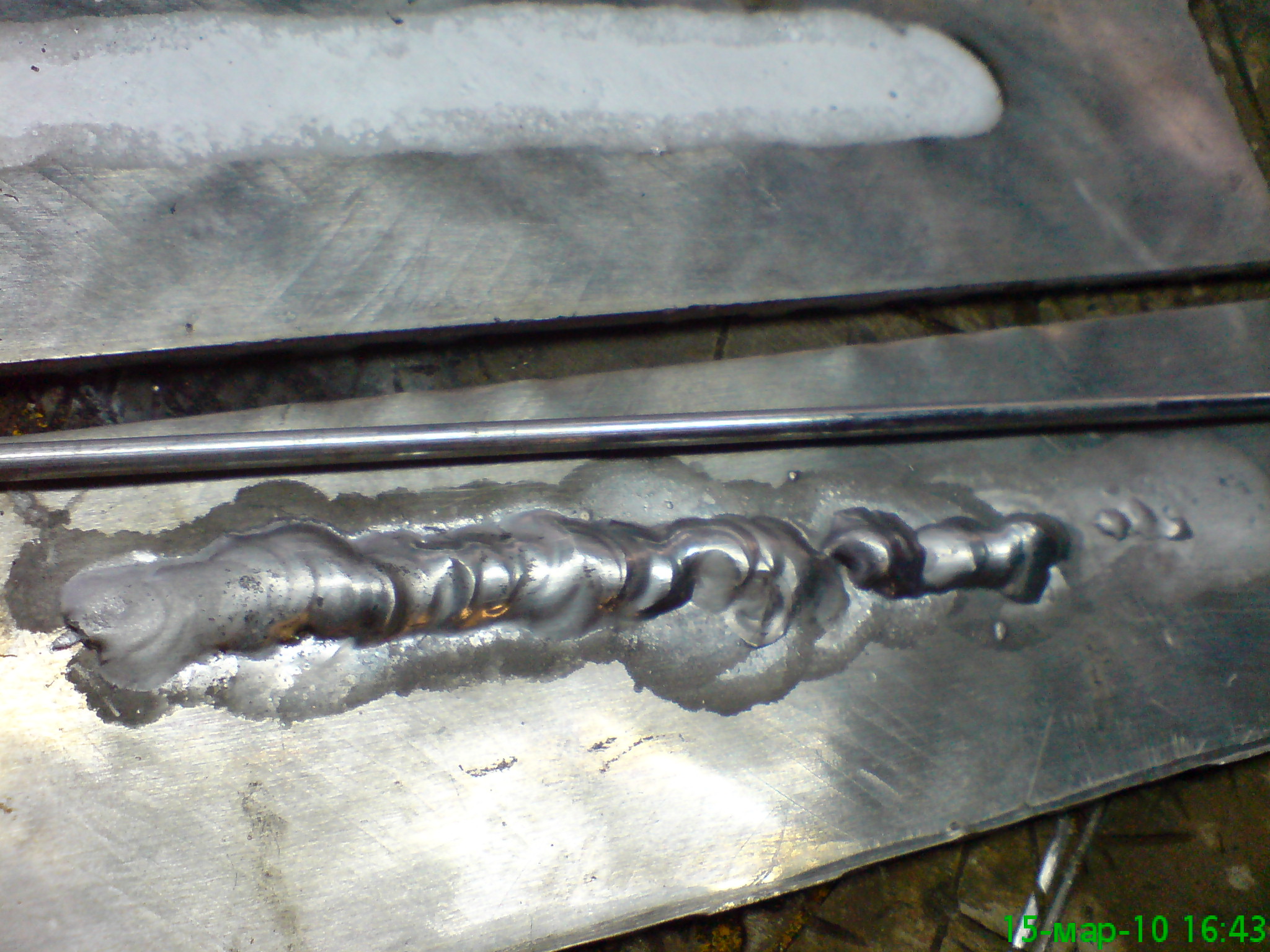
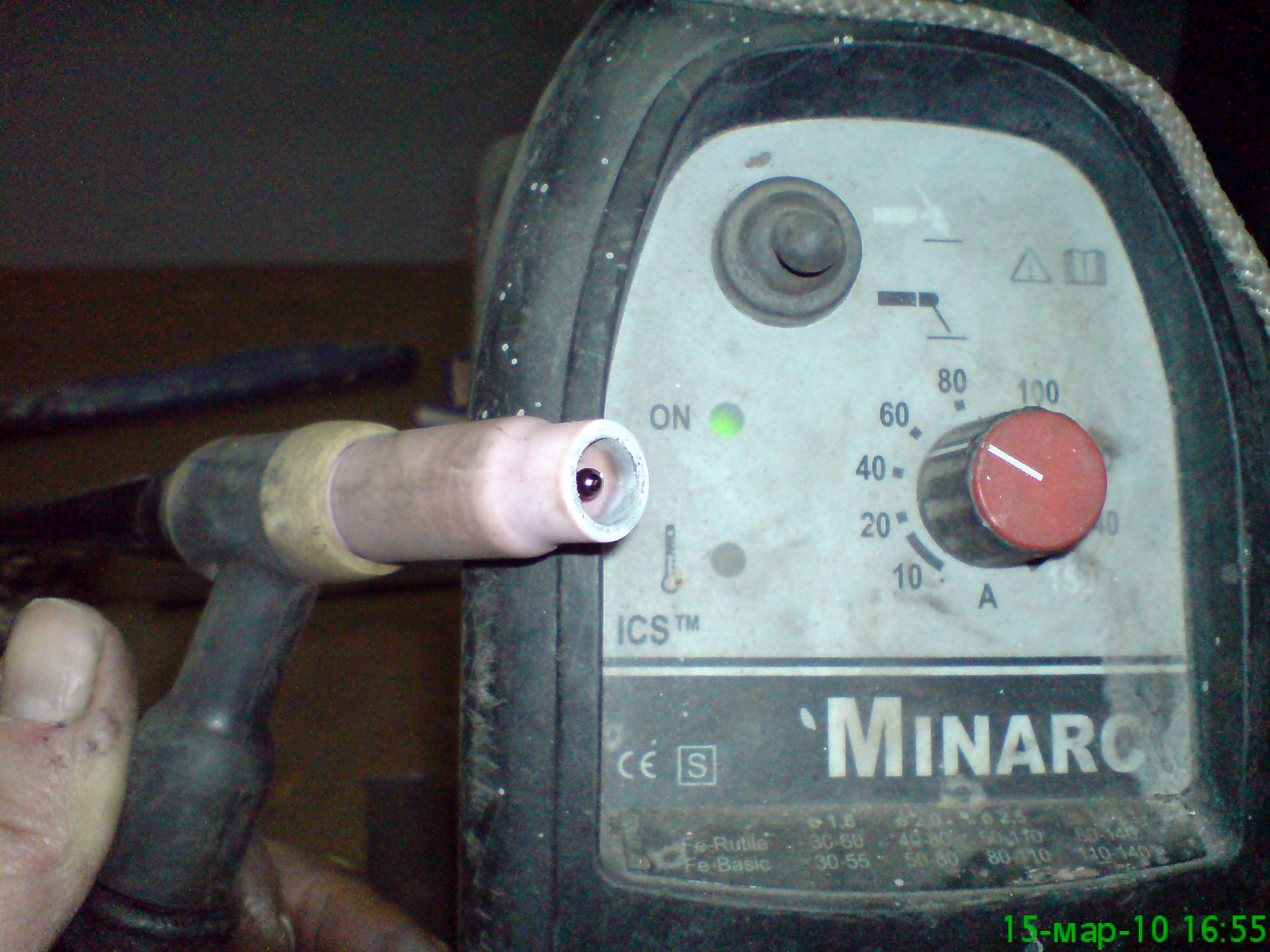
Собственно тема родилась из довольно плотной переписки (в аське,ЛС на форуме в привате и тд.) Вопросы были довольно однотипные, А поскольку я ценю время-"Время деньги-мое время МОИ деньги" попробую ответить сразу и всех(посылать ... не буду, направлять буду всех сюда). Многие купив инвертер с функцией ТИГ решают варить алюминий. Хорошее желание, и достаточно прибыльное, НО... (опять это "НО"). Широко распространенные инвертерные аппараты С функцией ТИГ- это сварка нержавейки и черных металов.АЛЮМИНИЙ варить этими аппаратами конечно можно,НО догорое удовольствие(если все расходники покупать) Не вдаваясь в глубокую теорию... Варить придется на ОБРАТНОЙ полярности(+ на горелке), в мануалах рекомендуют на Прямой(- на горелке) Необходимость изменить полярность в удалении Оксида алюминия(Аl2O3, температура плавления 2050 градусов против 660 алюминия) с помощью "катодного распыления". (выбор что почитать для самообразования за Вами- http://www.google.com.ua/#hl=ru&source=hp&q=%D0%BA%D0%B0%D1%82%D0%BE%D0%B4%D0%BD%D0%BE%D0%B5+%D1%80%D0%B0%D1%81%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5+%D0%BF%D1%80%D0%B8+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B5+%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D1%8F&meta=&aq=f&aqi=&aql=&oq=&gs_rfai=&fp=ad5b520a4f8cd276 Пишут там много и правильно, НО.. При этой полярности(обратной,+ на горелке) температура электрода намного выше чем температура свариваемого металла. И электрод будет плавится быстрее и сильнее алюминия. И сварочный ток будет ограничен. 20А на 1 мм диаметраэлектрода. Дальше на фото я покажу примеры сварки на ОБРАТНОЙ полярности. Для демонстрации был взят инвертер Kemppi Minark 152, горелка ТИГ-сопло диаметром 10 мм(большнго просто не было), электрод 2.4мм, вылет электрода перед сваркой примерно 10 мм и в дальнейшем не изменялся что бы сами могли оценить "угар электрода", фото горелки делались на фоне аппарата. Пластины алюминия толщиной 3 мм дуга горела примерно 5 сек, видно место на пластине где горела дуга-пятно это зона "катодного распыления"-в этом месте пока идет аргон алюминий чистый, без оксидной пленки. наплавленный валик, после повторного зажигания дуги и прогрева основного металла в течении 15 сек по пластине(другой) просто вел дугу для того что бы показать след от "катодного распыления" те же пластины сложены под углом 90, сварка наружно угла, длина дугового промежутка 1.5-2.0 мм. Обратите вниманиена вылет сгоревшего электрода-внутренний угловой шов положить просто не реально. попытка увеличить сварочный ток, особой разницы в проплавлении основного металла нет обратите внимание на ток(крутилка) и ка "спрятался"электрод-ушел во внутрь на 2 мм Итоги этого теста- на сварку двух пластин(условия сварки самые благоприятные), длина шва 15-18 см : примерно 1 см электрода. Сопло меньшего диаметра может просто расплавится. Цены на расходники везде разные, так что прежде чем начинать прикиньте себестоимость этой сварки( и заплатят ли потенциальные клиенты учитывая Ваши желания). Не забудьте так же посчитать стоимость расходников на Ваше обучение-сразу даже такой шов(откровенно говоря гавняный-варил,готовил и снимал в рабочее время пока никто не видел) сразу положить врядли получится.

-
Слыш, ОЛЕГ, как тема называется? Не помниш? А ведь ты ее сам и создал. Ты сросил(пост №7,8), я ответил(пост №9) Что еще? Флуд решил развести? Не стоит. К стати сварщики (настоящие) метал варят, а не работают там где ты работаеш. Хочеш поговорить о технологии и блеснуть теоретической эрудицией? (не подтвержденной практически в силу специфики твоей теперешней работы) Создай тему, может кто и захочет там "переливать из пустого в порожнее". Но это врядли-тут как на мой взгляд больше практики собираются.
-
Вопрос как то не в тему... А может устал сегодня и просто соображаловка мал сервиссу(плохо работает)? Уточни пожалуста. Хотя если ты про это: http://www.ntpo.com/patents_welding/patents_welding/welding_294.shtml то на фабрике где я работаю это не актуально.
-
Пробежался по нету в поисках описания. Самое подробное нашел здесь: http://www.toolcity.ru/catalog/5631.html Не знаю на сколько это описание правдивое, но если все что здесь пишут правда то не советую заморачиватся с ТИГом. Этот аппарат конечно можно использовать для аргоновой сварки, но он "заточен" именно под ММА:"...функции регулирования силы дуги «Arc Force», «горячего старта» и защита от прилипания электрода." Эта выдержка из описания. Говорит она о том что в момент поджига дуги сила тока намного выше установленного "крутилкой" и плавно уменьшается до заданного в течении некоторого времени(2-3 сек) Другими словами в момент поджига дуги, когда требуется сплавить кромки ток будет завышен и возможен прожог, затем он снизится. Приловчится с регулировкой и сваркой конечно можно, но стоит ли? Хотя с другой стороны, тонкую нержавейку врядли Вам придется варить. Стоит конечно связатся с Вашим другом и уточнить какая технология сварки оговаривается в тех.документации.Иногда инициатива "боком выходит"-деньги потратите на горелку, а она не у дел окажется.
-
Врядли скорость сварки повысится при использовании этой технологии. Коэфициент наплавки простым электродом все же выше. Не стоит забывать и про опасность пережога при сварки корневого шва-придется мудрить с поддувом аргоном, корень варить на меньшем токе. А это дополнительное время и доп. расход аргона что скажется на себестоимости.Как к этому отнесется заказчик? К сожалению Вы не указали марку своего инвертора-есть ли у него штатный осцилятор? Самому "прикручивать" не советую-возможен выход из строя инвертера. И еще. Что по трубам будет подаватся? Какой контроль швов?