tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
uzbek1984- Вы случайно не партизан? или может провокатор? Здесь экстрасенсов нет и это не форум гадалок и предсказателей. Хотите получить ответы? Давайте больше информации. Чем варите?(ПА или ручная горелка с вльфрамом) Какой ток ставите? Фото швов и оборудования покажите. С таким же успехом я у Вас могу спросить-"Плов у меня не получается сварить. Подскажите почему"
-
AkaShira , я так понял что ты цитируеш какой то ресурс? Ссылку дай на первоисточник-на досуге хочу законспектировать этот бред "сивой кобылы" "....в связи с чем необходимо жестко закреплять алюминиевые листы"-закреплять(фиксировать) нужно прижимами только кромки, листы должны лежать свободно. "Алюминий имеет высокую теплопроводность, поэтому приспособления должны состоять из материалов с низкой теплопроводностью"- тоже неправильно. Приспособления должны иметь ВЫСОКУЮ теплопроводность для того что бы забирать тепло, уменьшить нагрев и КОРОБЛЕНИЕ свариваемого метала. При сварке алюминия оптимально применять медные прижимы. Но есть одно "НО"-медь имея высокую теплопроводность не имеет жесткости. Поэтому при сварке длинных швов нужно применять составные прижимы-сначала медь и сверху груз который не даст алюминию выгибатся и зафиксирует кромки. "используют формирующие подкладки из стали или графита."- тоже весьма спорно в отношении алюминия. Для сварки меди не спорю, и сталь и графит оптимальны. Графит при нагреве сильно "газит" и выдувает аргон, защиты снизу практически нет... Тут лучше керамические подкладки применять. Обрати внимание на материал стола с твоего Видео. К стати в плане информативности это видео не имеет никакой ценности, показали давно известные приемы описаные в книгах 30-40 летней давности. Сварку ал. фольги освоил когда только учился варить-эффектно, но практического применения никакого.
-
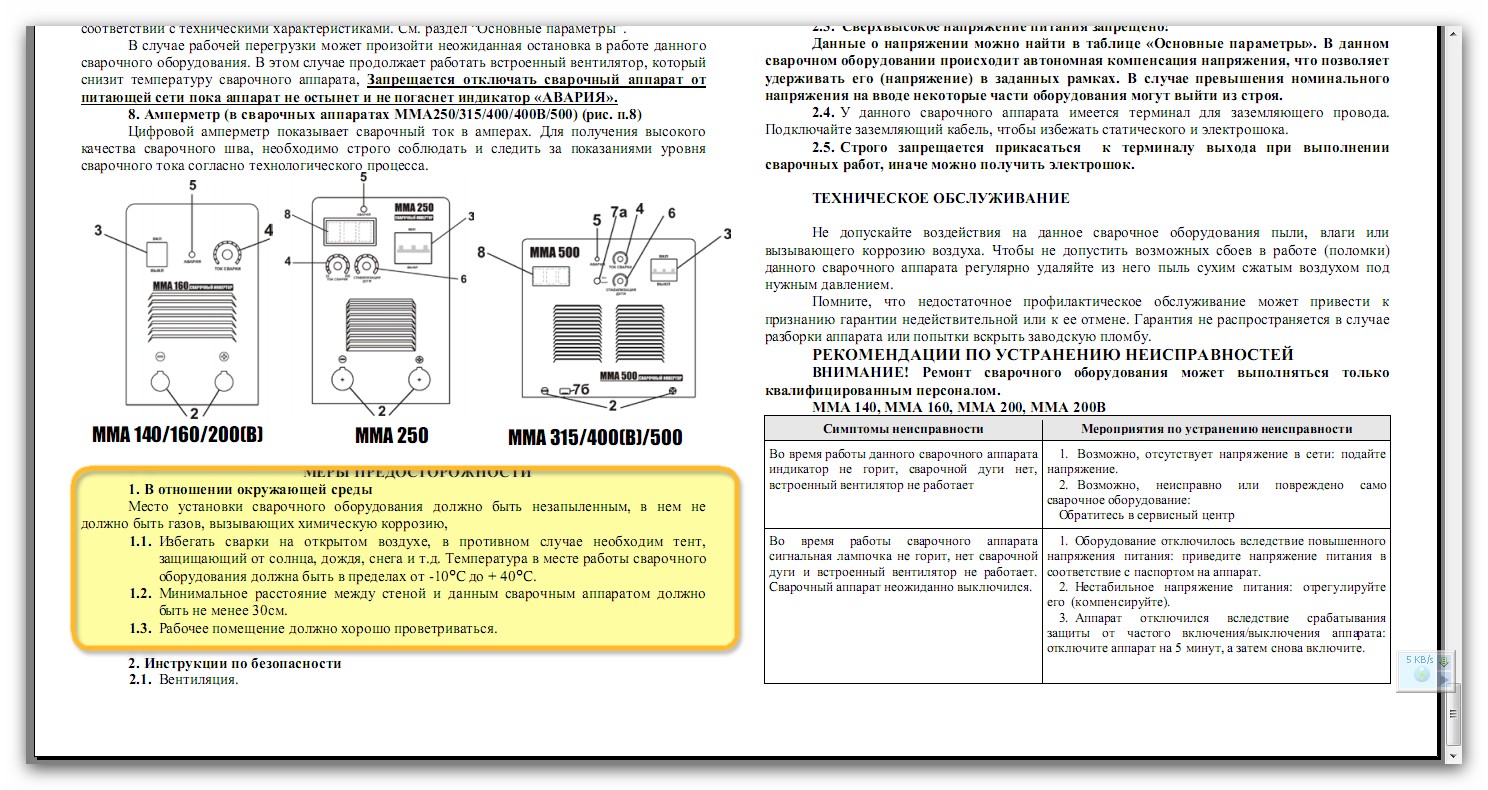
ММА-250С это говорит только о том что МАХ ток 250А и предназначен для сварки электродом. Кто производитель? Встречал "Искра ММА-250С" Украина, "Мастер ММА-250С" Россия к примеру. Хотя здается мне что все это клоны и "папа" у них один. ММА.pdf-посмотри это может подойдет для тебя

-
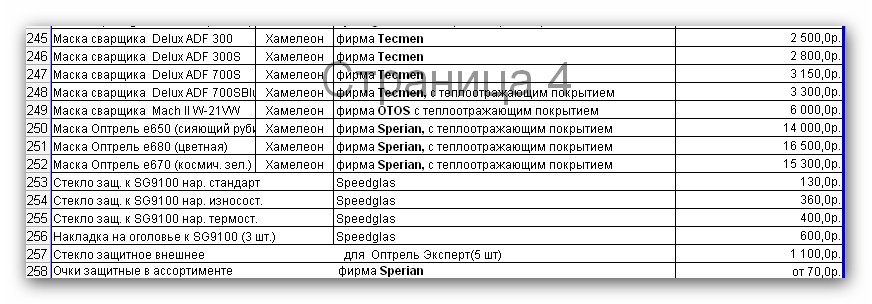
Антон, обрати внимание на первую строчку в прайслисте корый я вчера запостил-Delux ADF 300/ Cегодня уточнил про эту маску, Цена в самом низу страницы http://www.esva.ru/prodinfo.php/products_id/7 Степень затемнения можно регулировать-это по поводу: "допустим сижу на аргоне стекло светлее становиться , перехожу на дуговую оно темнеет". А вот это"оно не прозрачное!!!" я как то не понял...
-
Точно, оттуда. К стати это единственная фирма в мире которая по запросу пользователя дает принципиальную схему аппарата и мануал по диагностике и ремонту. Правда для этого нужно купить сам аппарат и при запросе указать индивидуальный номер самой сварки. После проверки и подтверждения правдивости этого номера высылают на "мыло"всю документацию. Правда все общение только на английском. Других языков в силу своей дремучести не понимают.
-
К стати по поводу цен... Только что залез полюбоопытствовал. Самые дешевые конечно Китай, но где гарантия что ESAB, к примеру не там же покупает и прилепив свою лейбочку не продает в три дорога?
-
uzbek1984 Стало мне интересно. Но инфы всеже маловато. Давай фото этого немецкого агрегата для начала. Эти аппараты могут комплектоватся разными панелями управления и настройки тоже будут разными Так что фото панели крупным планом. Дело в том что панели эти выпускаются не только для твоего Сатурна, и вполне возможно что инструкция от другого аппарата поможет тебе. Также не помешают снимки пробных швов-по внешнему виду тоже многое можно понять. -расказывай, какая панель у тебя?
-
Не стоит заморачиватся с ценами. Просто цены разные в разных странах, а стоимость у производителя может быть совсем смешной и маленькой-все зависит от налогов в конкретной стране, жадности дилера и брэнда. К примеру моя маска в Швеции стоила больше 500, а в Португалии я купил за 150...
-
А что, при покупке инструкции не было? Ты бы хоть фото выложил агрегата(эта сварка может комплектоватся тремя разными панелями управления) само собой и настройки будут разными. И еще вопросы: сварка уже есть?, подключена? варить пробовал? или это только планы на будущее?
-
http://surfox.ru/Surfox/surfox-203.html Посмотри еще на такую установку, правда денег она просит не малых... Но качесво выше всяких похвал. На страничке с правой стороны есть возможность просмотреть видео работы этого устройства(говорят правда на "вражеском" языке)
-
Боюсь что не все поняли ссылку на ВИКИПЕДИЮ... Поясняю. Строчку с текстом http://ru.wikipedia.org/wiki/%D0%9F%D0%BB%D0%B0%D0%B2%D0%B8%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D0%BA%D0%B8%D1%81%D0%BB%D0%BE%D1%82%D0%B0 -ВЫДЕЛЯЕМ ПРИ НАЖАТОЙ ЛЕВОЙ КНОПКЕ(кто в "танке" я не виноватЬ) и нажимаем ПРАВУЮ кнопку и выбираем в контекстном меню"КОПИРОВАТЬ".Затем запускаем броузер(любой)IE, Omega, Fox и в адресной строке ПРАВОЙ кнопкой "вставить", затем ОК или Enter и ВЫ попадаете на страницу ВИКИПЕДИИ с описанием HP-плавиковой кислоты пс. задавая вопросы в строке "найти" (слева) можете много "спросить" и много чего узнать... Андей(модератор) обещал скоро ФАК(инструкцию) сделать по поводу работы форума..(надеюсь что поддержите "сварочные швы" мне как автору этой ветки будет очень интересно
-
Добавлю еще от себя... при попадании на кожу: жжение и желтые следы воздействия-явные признаки Азотной кислоты(неграмотные девки беспризорные ржут и прикалываются на тему Цироза печени) хотя на самом деле все заметно сложнее и тревожнее- работник фабрики где я работаю и в обязности которого входило "ОЧИСТКА СВАРОЧНЫХ ШВОВ" внезапно умер при невыясненных обстоятельствах 30 декабря 2009 года... Думайте сами... и внимательно читайте ссылку на википедию что я дал(раздел-ТОКСИЧНОСТЬ)
-
химии для полировки нержи много... правда не всегда инфа правдивая.. вот и на фабрике где я рботаю покупают немецкую мерзость ЦиТАТА- МОИ КОМЕНТЫ НИЖЕ " Гель «Androx» 1217A Предназначен для очистки и пассивации нержавеющего сварочного шва. Наносится кистью после сварки и удаляется водой. Металл становится снова блестящим и защищённым. В банке 2.5 кг Цена банки в Москве – 70 евро Химическое описание: легкое гелеобразное вещество на основе сильных минеральных кислот и соединений фтора. Применение: раствор для удаления окалины окисей, образованных при высокой температуре на аустенитных, мартенситных и ферритных сталях. Наносится на нержавеющую сталь кистью, удаляется тряпкой и водой. Он считется опасным, в его состав входят опасные компоненты, а также другие компоненты, проценты которых не превышают порог для учёта по нормам ЕЕС. ТЕПЕРЬ МОИ КОМЕНТАРИИ: В состав этой якобы относительно "безвредной" гадости входит ПЛАВИКОВАЯ кислота - читать здесь: особенно обратить внимание на последний раздел-ТОКСИЧНОСТЬ - Азотная кислота………………………………..1-25% - Фтористоводородная кислота………………….0,1-10% - Кремнефтористоводородный натрий………….0,1-5% Определение опасностей: Риск: ядовитый при вдыхании, контакте с кожей и проглатывании.
-
Не хотелось бы быть скептиком... Не получится такой вариант, и технологически, и механически, и теоретически тоже. мощьности ИП может и хватит(просто не знаю диаметр арматуры, обычно 3-4 мм)но при паралельном включении электродов мощность на каждой паре электродов получится разной(причин великое множество, но от этого не легче) в итоге НЕ провар на одной паре электродов и ПЕрежог на другой. ИХМО конечно, но не пытайтесь обмануть "железо" оно подчиняется физике и не в коем случае не подчиняется "хотению"
-
И где работал?И кто эти гады? И самое главное-ЧТО УМЕЕТЕ? "пальцы веером,ноги клевером" не прокатит. НАКС тоже не актуально. ТОЛЬКО фото в "сварочные швы" со всеми уточнениями-технология, материал, ток и тд и тп
-
Извени, ты был прав. Но как всегда есть одно маленькон "НО" Обрати внимание на самую нижнюю строчку "выписка из СТП 521-19-140" СТП означает "Стандарт предприятия", но не как ГОСТ(государственный стандарт), и тем более не ABNT, AISI,DIN (это международные стандарты) Поэтому ты и не мог найти эту таблицу в нете. Потому что эта маркировка принята только у тебя на заводе для внутренних нужд, на любом другом заводе эта маркировка будет совсем другой...
-
И я про то же. Но когда НАДО приходится и не таким заниматся. Хотя, если хорошо подумать и прикинуть цены на расходники в Португалии... Электрод 2.4примерно 3 евро, сопло 5. Так что если уж сильно приспичит(это я про бак) то можно варить, все равно дешевле чем новый покупать.
-
Упрямство хорошая вещь... когда подкреплена конкретным результатом. Если найдеш таблицу цветной маркировки присадочных прутков пожалуста-выложи здесь.Что бы я тоже мог написать:" извини ты был прав"
-
Я тут уже задавал вопрос-что такое "катодное распыление", для чего оно служит и его значение при сварке алюминия...Просто своими словами обьяснять немного лень, да и с формулировками процесса могу ошибится и потом выслушивать "наезды" не хочу. Если есть желание почитать то пожалуста- http://www.google.com.ua/search?hl=ru&source=hp&q=%D0%BA%D0%B0%D1%82%D0%BE%D0%B4%D0%BD%D0%BE%D0%B5+%D1%80%D0%B0%D1%81%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5+%D0%BF%D1%80%D0%B8+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B5+%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D1%8F&meta=lr%3D&aq=f&oq= скопируй и вставь в адресную стп=
-
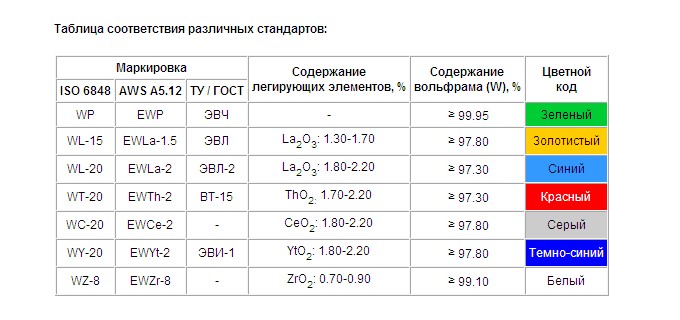
Anton5444 -вот таблица цветной маркировки вольфрама Взято от сюда: http://www.gweld.ru/materials/wolframelectrod.html Тут же и пояснения для чего вольфрамм легируется. А вот о цветной маркировке присадочной проволоки все поисковики растеряно разводят руками...
-
Да, постоянкой. На переменке нет ни одного источника, вот и пришлось извращением заниматся.
-
митька51, извени, просто лень еще раз писать(там в сварочных швах вроде все описано) инвертер KEMPPI Master 2200, выпущенный лет 10-12 назад http://websvarka.ru/talk/svarka-166.html
-
"Трудно искать черную кошку в темной комнате, особенно если ее там нет" Кунфуций. Цветом маркируются вольфрамовые электроды, присадка маркируется штампом, как здесь- К стати, если все же такая таблица для присадки существует-поделись со всеми
-
Я тоже всего не знаю, хоть и варю почти 30 лет... "блю вилд 175" - тут могу точно сказать-можно. но не стоит. Стоимость сварочных швов будет слишком высокой. Варить придется только на обратной полярности, максимальный ток будет не больше 45-50 ампер для электрода d-2.4 мм . В "Сварочных швах" есть фото-ремонт топливного бака, алюминий толщиной 3 мм. Общая длина швов 20-25 см. Расход -4 прутка присадки, 1.5 электрода ! и сгоревшее от перегрева керамическое сопло... Тем более, если опыта нет то врядли сразу получится. Больше никаких "примочек" не нужно. По крайней мере при ремонте этого бака я использовал ТОЛЬКО: инвертер, горелку, газ. Хотя, я ведь тоже когда то не умел. Ну, вроде ответил на твой вопрос, а ТЫ на мои воросы ответиш? -Что такое "катодное распыление" ? -На что влияет "высокочастотный ток " при сварке алюминия ? К стати, о насмешках. Я смеюсь не именно над тобой а над ВСЕМИ ЛЕНТЯЯМИ. Вас что, всех в GOOGLe забанили? (В GOOGLe к стати не банят). Простая лень что то поискать, неужели тяжело в окне поиска набрать интересующий вопрос? "Так там читать много придется, я лучше в игру поиграю или "в контакте" зависну"-это мне чаще всего отвечают. А что то найти, почитать, попробовать лень... или это религия не позволяет?
-
И что конкретно интересует?