tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
" Верной дорогой идете товарищи..." И.В. Сталин. Ну если серьезно, то соверщенно правильно, хотя это конечно не аксиома. Просто "набить руку" нужно. Чисто подсознательно просто варить немного не так как черный метал.Я чесно говоря не силен в литературных талантах, поэтому немного тяжело сформулировать как сам варю. Просто всегда перед сваркой деталей из обрезков такой же толщины и примерно в том же положении более тщательно подбираю ток.
-
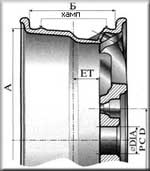
митька51, спасибо за толковый и обстоятельный ответ. К стати, на фото плохо видно(блестит алюминий), но обрати внимание в дальнейшем на ХАМП выступ, старайся при зачистке и послесварочной обработке не повреждать его профиль-он служит для того что бы на поворотах (при боковых нагрузках) кромка покрышки не сползала внутрь диска.

-
В принципе особой разницы нету. Просто стоит немного потренироватся для приобретения навыков. Дело в том что нержавейка при сварке ведет себя немного не так как черный метал. Самое главное отличие- разный диапазон температур точек СОЛИДУСА и ЛИКВИДУСА. У черного металла-150 градусов, у нержавейки- всего 50.... Отсюда вывод-более тщательно нужно подбирать сварочный ток. Но если есть опыт в сварке черных труб, то после небольшой практики и нержавейку будеш варить. Обрати внимание на переход сварочного шва на основной метал-он должен быть плавным, без характерной границы между швом и основой(непроплав) и естественно без "подрезов".
-
Novichock ,что то Вы путаете... Финские аппараты (Kemppi) в Китае не делаются, Так что, если не трудно, давайте полное и правильное название (что бы в нете поискать описание) Проволока нужна для каждого конкретного металла. Для нержавейки самая универсальная 316L, для алюминия 5356 и 4043 Педали разные по функционалу бывают. Но самые распространенные включают осцилятор и регулируют ток. Время работы осцилятора задается на самом аппарате, зачастую после продувки аргоном(но эти "прибамбасы" не на каждом аппарате есть). Чем сильнее давиш на педаль, тем больше ток. Практически это получается примерно так-поднес горелку к металлу, нажал на педаль с определенным усилием, началась продувка аргоном(0-10сек, время предварительно задается регулятором на панеле управления), потом включается осцилятор и сварочный ток(после зажигания дуги осцилятор автоматически отключается) и происходит сварка на том токе который установлен нажатием педали.Если тока мало -сильнее давиш на педаль, если много -уменьшаеш давление.
-
ИХМО конечно... Если только начинаеш, то освой сначала сталый и добрый электрод. От него все начинают танцевать... А то может получится обучение в ВУЗе без базовых знаний церковно приходской школы...
-
30-40А должно хватить. Но электрод лучше взять толще.Дело в том что при обратной полярности электрод будет иметь более высокую температуру и будет оплавлятся собираясь в шарик. Тем самым он будет укорачиватся и увеличится дуговой промежуток. При толщине 3-4 мм будет запас по току. Если будет время попробую сегодня сделать фото.
-
" Вроде выход инвертора идет на вход осцилятора, ас него уже на деталь выходит ток высокой частоты... В чем там проблема объясните пожалуйста" Выходное напряжение и сварочный ток с инвертера постоянный и наложение высоковольтных и высокочастотных импульсов осцилятора не делает его переменным. Ток как был постоянным так и остается постоянным. Поэтому ты сможеш иметь или прямую или отрицательную полярность сварочной дуги(которая легко будет зажигатся благодаря импульсам осцилятора. Но при прямой полярности алюминий будет иметь неразрушенную пленку окиси и расплавленный алюминий под ней. При обратной полярности окись алюминия будет разрушатся катодным распылением, но электрод будет иметь намного выше температуру чем алюминий. . Поэтому и ток сварки не получится установить выше чем 20А на 1 мм диаметра электрода. Вот и думай, хватит ли тебе этого тока для сварки деталей? Мне для 3 мм толщины хватало с трудом.
-
http://websvarka.ru/talk/index.php?showtopic=21&st=20 в "сварочных швах" посмотри пример ремонта топливного бака http://websvarka.ru/talk/index.php?showtopic=166&st=20
-
"Молоток-вырастиш кувалдой станеш!"(без насмешки и иронии). Если не трудно, опиши технологию-как подготавливал, разделка швов, токи , как , и чем после сварки профиль диска облагораживал?
-
Варить придется на обратной полярности, макс ток 20А на 1мм диаметра электрода, очень большой расход по вольфраму.Если опыта сварки алюминия нет то врядли сразу получится варить. Осцилятор предназначен для зажигания дуги, окись алюминия он не разрушает.
-
http://www.1svarka.ru/svarka02.html выбирай какой тебе понравится, цены указаны, сервис присутствует
-
Такие толщины металла придется варить с разделкой и в два прохода. П/А нужен как минимум на 200А. Конкретную марку советовать нет смысла.Нужно выбирать из наличия на месте.(Просто за пересылку платить нет смысла).Если бы ты указалсвое свое место положение можно и конкретику.
-
Возможно, но это официальные рекомендации поставщика.
-
pro100chaynick , извени за задержку и прошу прощения за офф-топ. По поводу сварки стали HARDOX, варим вот такими электродами: Я помнится говорил что 309 электродами варим. Извени, ошибся.
-
К стати, в дополнение. Не советую пользоватся интернет магазинами-обычно "очень гладко на бумаге..." Сервис и гарантийный ремонт очень проблематичный.Покупать советую ТОЛЬКО в реальном магазине, а если магазин еще и серьезный то обычно у них есть место для опробывания аппарата. Хотя в реальном магазине цены немного выше. Но зато всегда увидиш "в живую" предполагаемую покупку, сможеш ее попробовать(тоже "в живую"). Серьезные магазины гарантируют на время ремонта обеспечить клиента временным аппаратом. Почему я так заостряю н этом внимание? Имел печальный опыт-Kemppi Minark 152 сломался. Диагностка 2 недели, за ремонт запросили 2/3 цены нового и время для ремонта 1.5 мес(ремонт в Финляндии, пересылка(туда и обратно за мой счет).... Купил новый. Но уже не Kemppi
-
Многие работают, я в том числе... Только советовать в этом деле бесполезно. По надежности-как повезет. Даже именитые брэнды от поломок не застрахованы(это из личного опыта). Ищи ближайший сервисный центр, зачастую они работают от магазина который продает сварочное оборудование. Или в магазине узнай где находится их сервисцентр. Заодно уточни гарантии на аппарат который они посоветуют. Лень великое дело-проблемные марки аппаратов обычно не рекомендуют.
-
П/А и ивертеры, черный и нержавейку, изготовление механизмов для транспортировки сыпучих материалов-цепные и шнековые транспортировщики, элеваторы и многое другое... Монтаж силушей В разделе "сварочные швы" есть еще фотографии что лично мне приходится делать.
-
wowanezz, из ссылки что ты дал я бы посоветовал: "Telwin" BIMAX 4.165 230V-9 515.00 руб или "Telwin" TELMIG 130 230V-12 300.00 Первый-"классика"-трансформатор, относительно тяжелый и габаритный но надежный и дешевый в ремонте. Второй инвертер-полегче и менее габаритный, но и подороже при покупке и в ремонте может оказатся дорогим(ничто не вечно). Я бы выбрал первый, но решать тебе. пс. У меня вот такой: тоже итальянец
-
Я так понял что вытекающая вода варить не дает? Если проблема в этом то первое что приходит на ум... Пока бочка пустая трещину залепить любым герметиком(благо счас этого добра навалом) что бы вода не текла, наполнить водой, потом накладку предварительно подогнанную по конфигурации "бочки" варить. Естественно припуск достаточный чтоб герметик во время сварки не поплыл, герметизировать желательно из нутри.
-
http://www.the-ark.kiev.ua/electro801.htm Поглядел на цены в нете, правда по Украине. Но цена указана в зелени и гривнах, так что определится с затратами можно.Описаны как электронные так и с сероприводом. Прайс листы в самом низу страницы, в экселевовском формате. К стабилизатороам с сервой недоверчиво отнощусь-скорость реагирования на изменение входного напряжения у них низкая, и при резком увеличении вх. напряжения не уверен что с нагрузкой ничего не случится. под "соплями" имел в виду некачественную скрутку проводов на столбах, часто выполненную из алюминия + медь, зачастую они окисляются не слабо, линия по улице так же частенько выполнена проводами разного сечения ну и так далее... И вина тут уже РЭСовцев.
-
Бесперебойник будет работать только при полном отсутствии напряжения в сети, стабилизатор поддержит напряжение только в каком то диапазоне непряжений(к примеру от 180в до 240в).Так что это не панацея и не выход из положения, да и стоят они не дешево. Фото не доказательство, в прочем как и аудиозаписи. Никто этого "кулибина" не прикрывает, обыкновенный пофигизм, как ментов, так и РЭСовцев. Притензий то от них к нему нет? Да и морду ему бить то в принцыпе не за что-слабая сеть, "сопли" на линии-это больше виноваты в РЭСе чем он. И мордобой может выйти боком "мордобойцам" по итогу... И потом, почему говорят что "кулибин" не адекватен? Почти наверняка наезжали с криком и матом. Как бы любой поступил на его месте? Ответил бы темже. И потом соседи ведь тоже варят когда им нужно, но "шишки" опять же на негою А может он в это время и не варил ничего, спал к примеру. Но ведь скандал все равно для него... Так что не стоит в это дело вмешиватся, тем более с чужих слов.
-
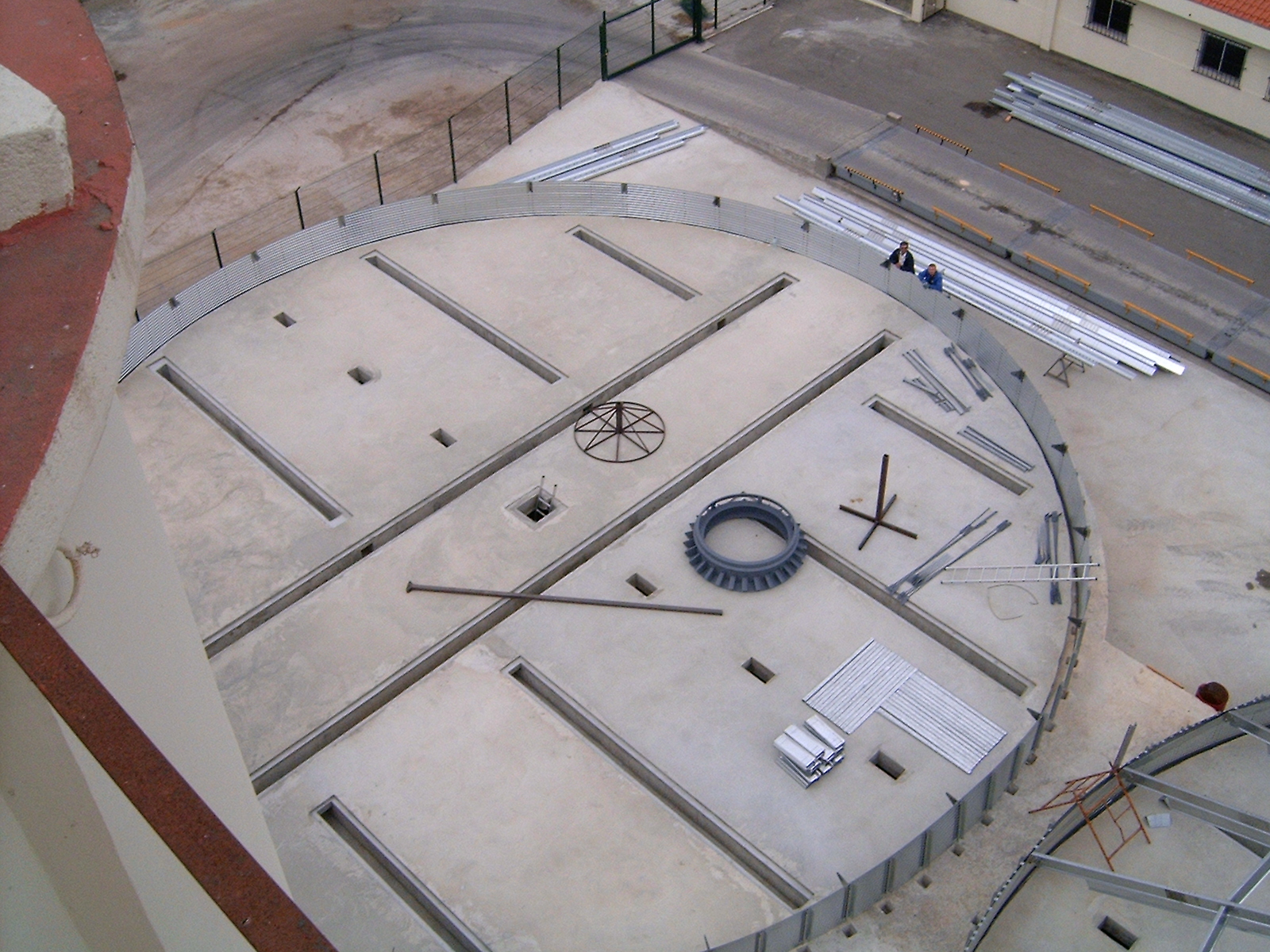
Пожалуста : Portugal, Mobtemor-o Hovo, Zona Industrial de Agua 152 ltd "Silkom" тел +351 266893307(ответят по португальски) +351 917200835-Жоаким Каррейра(англ,испанск,португ. франц,нем. язык). Выбор технологии и методов сварки на усмотрение сварщика-полная ответственность за качество. Плач по поводу "Да я не подумал, я не знал, я больше не буду" и тд не прокатит-вся ответственность на сварщике и его опыте. Деньги за работу перечисляются в последний рабочий день месяца.(за 7 лет моей работы не было ни одной задержки). Рабочий день 8 часов, 5 дней в неделю. ПЕРЕКУРЫ ВО ВРЕМЯ РАБОТЫ-8 часов не приседая.
-
Варить можно. Маты и рыдания будут уменьшатся по мере приобретения опыта Так что если есть желание нужно варить. В сварочных швах есть пример сварки алюминия на обратной полярности, там же есть и режимы на которых варил. Будут вопросы-задавай. http://websvarka.ru/talk/index.php?showtopic=166&st=20
-
Воспользуйся опытом своей соседки-народу побольше, энергетики, менты и зеваки А по существу-никак, дистанционно только (по договоренности с электриками) на нулевой провод фазу подать. Правда сварочник умрет не сразу, а вот лампочки, телевизоры, холодильники и прочее у соседей которые "под раздачу" попадут сгорят точно. Может проще соседям скинутся и подарить этому "кулибину" инвертер? С конфискацией старого сварочника.
-
Сжатый воздух с керамикой-это обыкновенная пескоструйка, описание просто какое то заумное. Травить в горячей кислоте конечно можно, если это на производстве-вытяжки, ТБ и прочее, если в домашних условиях, то лучше не связыватся. У кислотного способа есть еще один неприятный момент- после снятия покрытия чернуха ржаветь будет со страшной силой-хлор штука весьма агресивная. Промывка в воде и щелоче мало помагает, применение ингибиторов тоже малоэфективно, да и стоимость работы воэрастет. Если выполнение сварки "для себя", это не критично конечно. Попробуй сначала простым электродом сварить.