tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
Я не грею, судан хорошо растворяется, встряхнул и все растворилось.
-
Я на пол литра 1 чайную ложку(с горкой)
-
https://rautagroup.com/ru/osobennosti-primeneniya-stali-korten-v-stroitelstve/#:~:text=Для сварки стали Кортен (как,MIG%2FMAG и контактная сварка. Судя по всему ничего страшного с ней не случится. Хотя Википедия предупреждает "Однако в морской атмосфере, насыщенной соляными аэрозолями, в морской воде, и в промышленной атмосфере, содержащей различные коррозионные агенты вплоть до крепких кислот, сталь теряет свои антикоррозионные свойства и начинает ржаветь в глубину, конструкция затем подвергнется разрушению." https://ru.wikipedia.org/wiki/Кортеновская_сталь
-
И по мере прогрева алюминия быстрее вести шов. Видите что валик становится ниже - ускоряйтесь. Или делайте перерыв в 2-3 секунды для остывания. Все это приходит с опытом. Практикуйтесь и все получится.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Наоборот. На высокой частоте глубже проплавление. Поэтому и валик не получается, правда нужно учитывать что по мере прогрева алюминия нужно быстрее вести шов
-
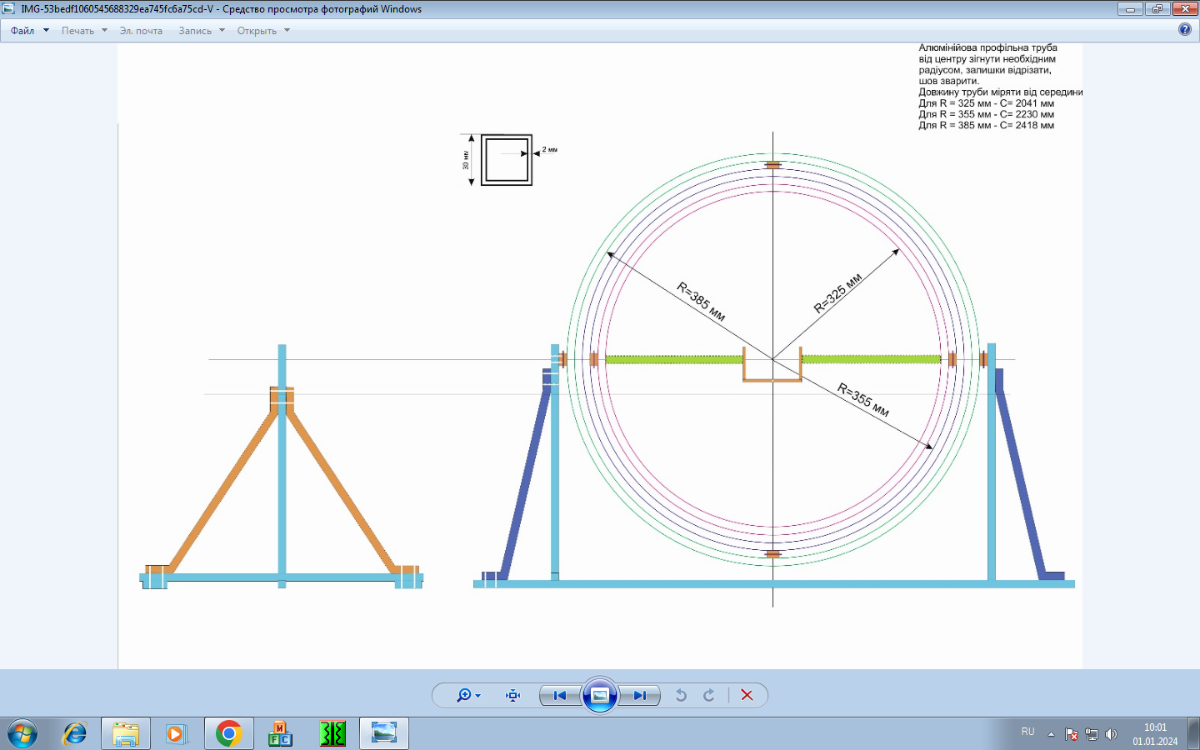
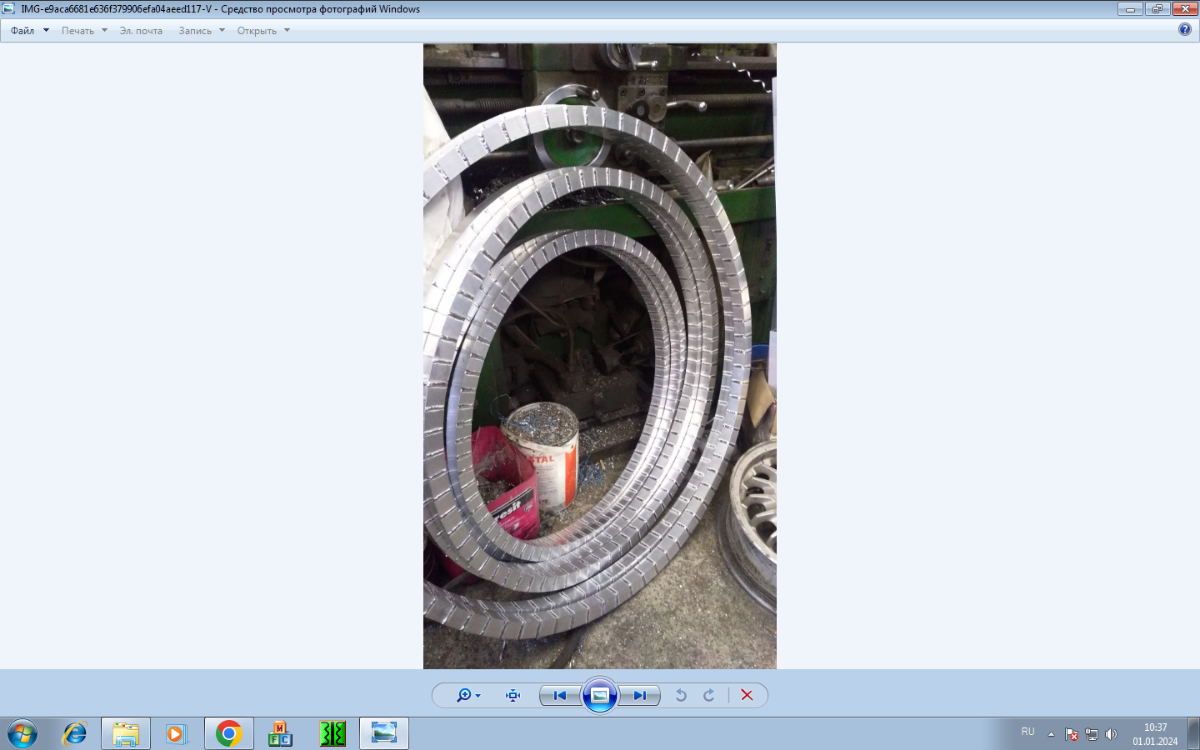
Как знакомо... Как зае... бали эти "профи" Тыцяют клавиши программ, всяких и разных. А на вопрос КАК это изготовить? Блямкают глазенками и коронная фраза - "ну вы же специалист...придумайте" Обратите внимание на размеры и само изображение. На изображении между кольцами зазоры и узлы качания. а на размерах зазоров нет. На вопрос как они представляют гибку профильной трубы 30х30 с радиусом 325 мм и сохранение профиля трубы ответа не получил, попросили сделать до Нового года. Сделал, теперь готовлюсь к замечаниям и претензиям что все не так как они себе представляли

- 1 ответ
-
- 2
-

-
Вставлю и свои 5 копеек. На Украине есть электроды торговой марки "Монолит". Упаковка, надписи и прочая лабудень все 1:1. Качество - от восторгов до "полное гавно". Причина банальная - выпускают их разные заводы, а их аж 4. Соответственно и разное сырье для обмазки. Сырье ведь берут по месту, везти из далека никто не будет. Берите на пробу, понравилось - пользуйтесь, не понравилось - пробуйте другого производителя
-
https://www.google.com/search?q=ok+61.63+кто+производитель+страна&oq=ok+61.63+кто+производит&aqs=chrome.2.69i57j33i160l2.24042j0j15&sourceid=chrome&ie=UTF-8 Индусы их производят https://svar.im/catalog/svarochnye-materialy1/svarochnye-elektrody/elektrody-dlya-svarki-konstruktsiy-iz-nerzhaveyuschih-staley/elektrod-linox-308l-4-0x450mm-610142-.html Эти производство Россия А вот здесь, в разделе "характеристики" пишут(брешуть) - Португалия https://nisa-svarka.com.ua/ua/p1638457794-svarochnye-elektrody-linox.html
-
https://www.klaravik.se/auktion/produkt/1113122-svets-esab-lhj170/ Язык шведский, много фото, полное совпадение с вашим фото. Назначение... ммм очевидно что вспомогательное для тиг сварки на базе сварочного трансформатора. Судя по всему древнее и раритетное.
-
Можно подвести итог. Наличие трубки может быть. Она необходима при раздельной заправке баллона газами. При заправке от смесителя в ней необходимости нет. Ставить трубку самостоятельно сомнительное действие - баллоны обычно просто меняются и в новом заправленном баллоне ее просто может не быть. Если уж есть желание поварить в смеси проще сколхозить смеситель. Я так делал. Цена вопроса копеечная два ротаметра РМ-0.63 и РМ-0.063, один игольчатий вентиль для первого ротаметра( у второго свой есть). Тройник для смешивания. Можно получить смесь даже 98\2. Ротаметры нужно брать серии ГУЗ, это для газов. Есть еще ЖУЗ эти не годятся, они для жидкостей
-
По цвету паяного соединения это оловяно свинцовый припой который не применяется на заводах выпускающих запорную арматуру. На фото гаражный колхоз какого то кулибина. В заводских условиях где соблюдаются нормы и требования это соединение было бы выполнено медно фосфорным припоем цвет которого. на фото был бы практически черным
-
Трубка в баллоне -МИФ, нет ее там. При заправке баллона закачивается аргон и углекислота в газообразном состоянии. Поскольку для сжиживания любых газов требуется соблюдение двух факторов-давление и охлаждние смесь газов остается в газообразном состоянии. Скорее всего причина в редукторе- при низком давлении расход газа критиески уменьшился и должной защит просто не было.
-
Ну деревяшку покромсать можно чем угодно. А вот на счет алюминия (чистый рез и без задиров) сильно сомневаюсь. Так что видео не в ватсап а сюда на всеобщее обозрение. Форма зуба для алюминия и акрила необычная-два вида профиля чередующихся. Так что видео крупным планом показывайте.
-
А конкретнее? ТИГ, МИГ, или штучный электрод. И как понять "заход"
-
Чижик-пыжик, где ты был? На Фонтанке водку пил. Выпил рюмку, выпил две — Закружилось в голове. Слыш, "пыжик", адресом не ошибся? Со своими высерами о бенгальских огнях и прочей галиматьей? Еще один тиг тула нарисовался...
-
Согласен. Если стоит задача наплавить (наростить) толщину детали то уменьшение частоты, если нужно проплавить (переплавить возможные микротрещины) то увеличить. Можно и поиграться -первые проходы на высокой частоте, последние (заполнение) на низкой. Но я лентяй, предпочитаю минимум перестроек во время сварки.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
http://npfets.ru/storage/file/other/miller/Dynasty_350_and_700.pdf Обратите внимание на стр;4
-
Меньше прислушивайтесь к мнению болтунов которые и сами зачастую не понимают о чем брешуть Бред сивой кобылы. С повышением частоты дуга как бы сжимается, уменьшая площадь пятна нагрева. За счет этого получаем более глубокое проплавление. В вашем случае это важно при такой толщине. Больше верьте себе, своим глазам и наработанному опыту, и книгам времен СССР
-
В принципе все параметры правильные кроме сварочного тока. МАЛО. Я бы давал 250-270 (ваш аппарат это позволяет) горелка только с водяным охлаждением, электрод 3.2, присадка 4 мм(позволит быстрее заполнит шов-коэфициэнт наплавки выше). Это исходя из собственного опыта. Толщины бывали и больше. Аппарат Джасик 315 ас дс
-
Почти сутки мучаюсь вопросом-В чем вопрос? Можно ли варить? - можно. Может ли работодатель требовать выполнение работы? - может. Позволяет ли религия сварщику аттестованному на НАКС НЕ выполнять распоряжения работодателя - может. Но сварщик потом ищет другое место работы.
- 1 ответ
-
- 3
-
-
-
Чесно говоря не помню внешний вид инжектора. Завтра буду на работе, разберу и сфотографирую.
-
"О сколько нам открытий чудных Готовят просвещенья дух И опыт, сын ошибок трудных, И гений, парадоксов друг, И случай, бог изобретатель." Не помню уже кто, когда советовал. Давно уже пользуюсь этим методом. В моем случае методом тыка - попробовал 1/2 оборота, 3/4, больше-меньше пока язык не начал прилипать к штуцеру. Опять же проверьте инжектор на загрязнения-медной проволочкой. Бывает на просвет отверстие вроде и есть, а проволочкой прочистиш и отверстие больше становится.
-
Это горелка инжекторного типа. Описываемые симптомы характерны при неправильной регулировке самого инжектора. Проверьте есть ли инжекция (подсос) горючего газа. Снимите ацетиленовый шланг с горелки, откройте краны и прикоснитесь языком к ацетиленовому штуцеру- язык уверенно должен прилипнуть. Если прилипания нет или почувствуете выходное давление кислорода нужно регулировать положение инжектора в смесительной камере. У моей горелке инжектор сначала вкручиваю до упора, потом нужно выкрутить на 3/4 оборота. На вашей не знаю-все индивидуально. Успехов!