tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
Это первая фраза в любой книге "Как заработать миллион" "Не смешите Бога своими планами" "Успех любит тишину" Не мои слова, но полностью согласен.
-
Этот "домашний бизнес" и преференции по электроэнергии заканчиваются весьма болезненными санкциями при превышении определенных поступлений на банковский счет от сторонних "жертвоприношений и дотаций от благотворительных фондов" и прочих "меценатов". Знаем, проходили, еще лет 15 назад в Португалии, а в штатах все намного жоще. Про Китай не знаю как там.
-
Пробовал еще в Португалии. Не помню уже в чем прикол... Но только ХРЕН что получилось, медный наконечник сгорал через 3-5 секунды. Оплавлялся до самой резьбы. Это при том что режимы не менял после сварки черного металла.
-
Материал там нержавейка, марку не знаю. Толщина 2 мм (разделку будете делать?) я не делаю. Самая оптимальная присадка нержавейка 29/9 (хром 29, никель 9) 316 почему то не очень хорошо сплавляется- шов грязный. Пробовал ремонтировать прутком МНЖКТ, Результат мне больше нравится, шов более пластичный. Варю ТИГом, перед сваркой корд щеткой чищу метал, окислы сильно мешают.
-
Там еще и газ не подается. Очень похоже на поломку стабилизатора напряжения + пробой транзистора двигателя.
-
Очень меня смущает ST13007, ну не для подобных он схем. их обычно ставят там где высокие напряжения, типа импульсных трансформаторов для галогеновых ламп, в лампах экономках. Одним словом для высоких напряжений он. А здесь 12-24 вольт максимум Попробуйте с tehsvar связаться, может схемой поможет, или ему на ремонт отправить. (далековато конечно, но он точно сделает) руки золотые у него, да и по времени быстрее будет, это однозначно
-
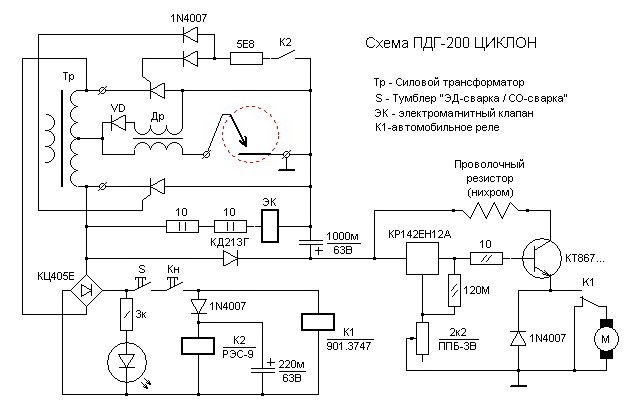
К1156 это ШИМ контролер который управляет силовым транзистором, который в свою очередь регулирует обороты двигателя ST13007 высоковольтный транзистор (400в 8 ампер) что он там делает не понимаю MBR20100 выпрямительный диод 20ампер 1000вольт irf540n довольно мощный полевой транзистор, может управлять двигателем подачи проволоки или газовым клапаном irf9540n мощный полевик , ток больший, тоже может управлять и двигателем и газовым клапаном. Что мне не понятно- обычно в этих блоках присутствует СТАБИЛИЗАТОР НАПРЯЖЕНИЯ, чаще всего это кр142 или lm317. Здесь я ничего похожего не вижу. Впрочем могли собрать и на "рассыпухе" с кт817. Но опять же по фото ничего более информативного не скажу.
-
Это фото ни о чем. Я бы смотрел на самый большой радиатор - один болт явно не "родной", очень много термопасты, это явные следы ремонта. надпись на корпусе прочитать не могу Мультиметр есть? пользоватся умеете? Делать выводы из показаний мультиметра можете?
-
Схему именно такого блока управления я не нашел. На фото не видно названий транзисторов, но судя по количеству термопасты на самом большом радиаторе(справа) это стабилизатор напряжения К142 ен12 и он был заменен. Слева, вверху (рядом изогнутая змейкой проволочка) могу предположить что это транзистор регулировки скорости подачи проволоки кт 867. Больше ничего вразумительного сказать не могу. Учитывая что я в Полтаве а вы в Донецке ничем больше помочь не могу.
-
Странно что никто не хочет его ремонтировать, схема простая до безобразия. Скорость на максимуме и не регулируется? Первое что приходит на ум - пробой силового транзистора КТ867. Не бог весть что то эксклюзивное КТ819 думаю вполне справится и стоит копейки, КР142 ен12 стабилизатор на 12 вольт тоже стоит ведро за рупь с полтиной При нажатии на кнопку газ подается? Судя по всему нет. А светодиод светится? если да то смотреть нужно исправность цепочки S, Кн, релюшек К2 и К1

-
Причем эта цена для всех, и исключения ни для кого никогда не будет. А вот когда начинают руки выкручивать требуя скидок на тяжелое детство, папу пьяницу и маму гулящую вот тогда и посылаю в далекое эротическое путешествие. А прайс есть, и постоянные клиенты его знают
-
Дополню. Спорить со мной о цене бесполезно, оценивать мою работу могу только я. Несогласные могут искать шару где угодно, но даже вернувшись цена будет увеличена минимум вдвое. Теряю потенциальных доноров и клиентов? да, теряю но и отсекаю шаровиков и и прочих хитровыебаных. Ненавижу всякого рода "волонтеров" и с такими даже не говорю. Характерный признак дорогая машина типа Тэслы и слезные просьбы о скидках. " это ж не для меня, для ребят на фронте" Волонтеры для меня вообще больная тема, насмотрелся на них, ненавижу
-
Мне головки привозят с уже вырезанными седлами, с моделью двигателя я вполне возможно и ошибся -ну не моторист я да и в принципе мне все равно и глубоко фиолетово с какой машины запчасти. Моя задача востановить деталь и получить оплату. Бывает озвучил сумму денег, выполнил работу а платят в 2-3 раза больше и благодарят-тыж даже не представляеш стоимость новой или б\у детали. А мне пофигу, мне выгодно, а какая стоимость новой детали мне знать не нужно - аппетиты и жадность могут сыграть со мной злую шутку Меня считают вменяем и не жадным сварщиком это для меня важнее. Хотя и с закидоны моими многие не согласны - грязную ( в масле) деталь даже в руки не возьму а тем более на стол не положу, цену назвал -разговор окончен, не согласен -двери вон там, делают одолжение "дорого, Ну ладно, вари"-двери вон там и больше ко мне ни ногой
-
А чья это головка? имею в виду авто. Дело в том что такой ремонт довольно частый у меня. Но некоторые головки я не беру уже зная "подводные камни" которые там будут. Газель, 415-416 двигатель - муторно но не страшно, калина и подобные сложнее но не смертельно. Какой то "субару", оппозитный это полнейшая Ж... один раз попробовал и больше никогда не возьмусь. Только что позвонил станочнику с вопросом о ценах. Что бы не путатся в рублях и гривнах: вырезать седло 2-3 президента, изготовить и посадить седло 4-5, фаски(3 шт) притирка по простому 3-4 Вырезка седла и фаски делаются на станке "rottler" Ну а по поводу заварки.... не советую. часто приходилось переделывать. Не всегда удается добратся до конца трещины. Проще выбить все седла, выточить футорку с готовой резьбой, конусным зенкером вырезать резьбу но не доходя конусом до выхода в свечной колодец на 0.5 мм примерно. В новую футорку ввернуть свечу с укороченной резьбой, на свечу одеть свечной ключ(головку) и весь этот набор в свечной колодец (головка на свече не даст вварить футорку под углом). И потом все это заваривать со стороны камеры сгорания. Посадочные места под седла конечно пострадают но их подварить проблем никаких, тем более что посадочные места все равно протачивать нужно под ремонтные седла - у них диаметр больше. Такая работа у меня стоит 25-30 президентов.
-
Я говорю о головках которым 20 и больше лет. К стати варятся эти головки изумительно, современные (относительно) забугорные голоки намного хуже.
-
Знакомая картина. Что характерно - такая сетка только ВАЗовских головках которые длительное время ездили на воде. Причем вода с повышенным pH. Ни на каких других головках этой сетки не встречал (очевидно как то связано с хим. составом алюминия.) Но это в моем регионе, повышенная щелочность воды. Есть еще одна особенность - там где алюминий не подгнил и сварки не требует часто вокруг этих пор выступает незначительная копоть.
-
В случае с моим заводом это не так. ТНП было ширмой для обеспечения секретности, в те времена это был ЕДИНСТВЕННЫЙ завод в СССР по выпуску такой продукции. В отдельные цеха и корпуса была своя-дополнительная система пропусков и допусков. В некоторые цеха даже директор завода проходил по разовым пропускам
-
Был еще один посыл: 10% основных мощностей должны работать на ТНП (товары народного потребления). 90% ВПК В Запорожье был титано магниевый комбинат( к стати запорожская АЭС строилась именно для нужд этого предприятия), титан это было главное, но при производстве на выходе был и магний, который был менее востребован но его было очень много. Вот в Мелитополе и был завод ММЗ(мелитопольский моторный завод) где и отрабатывалась технология литья магния под давлением в атмосфере аргона (и только 10% это пресловутые Запорожцы, остальное ВПК) В свое время работал на ПО Знамя, подчинение Мин р/электронной промышленности СССР, которое напрямую было в подчинении МО СССР. Выпускали ЛБВ (лампа бегущей волны) применялись во всех РЛС того времени, твердотельные усилители сверхвысоких частот все это для космоса, ракет , ЗРК и прочая. В городе мало кто знал об этом. но все знали что на заводе делают зонтики (иногда еще вижу у дамочек преклонных лет), магнитофоны " Электроника 311А стерео и Электроника 204 стерео, офисные стулья и много подобных товаров которые продавались в хоз магах
-
Не мешайте технике работать! Понятно что вечного ничего нет, придет время потечет, но кто даст гарантию что через месяц все нормально будет?
-
Здесь, на форуме ее МАГ продавал
-
Совсем не давно кто то уже подымал этот вопрос. АНТИФОГ - продается везде. https://www.google.com/search?q=АНТИФОГ&sourceid=chrome&ie=UTF-8 https://www.google.com/search?q=антифог+купить+в+москве&sca_esv=54fc87171c23afaa&sxsrf=ADLYWIL7jMXMFplcNtQAPCTSh7HKSozIyg%3A1731037945293&ei=-YotZ9u7EcGni-gPn5LmiQs&oq=АНТИФОГ+купить+&gs_lp=Egxnd3Mtd2l6LXNlcnAiHNCQ0J3QotCY0KTQntCTINC60YPQv9C40YLRjCAqAggEMgUQABiABDIFEAAYgAQyBhAAGBYYHjIGEAAYFhgeMgYQABgWGB4yBhAAGBYYHjIGEAAYFhgeMgYQABgWGB4yCBAAGBYYHhgPMggQABgWGB4YD0ima1CACFi0H3ABeAGQAQCYAYUBoAHPBqoBAzUuM7gBAcgBAPgBAZgCCaACzwnCAgoQABiwAxjWBBhHwgIKEAAYgAQYFBiHAsICChAAGIAEGEMYigWYAwCIBgGQBgiSBwMxLjigB-02&sclient=gws-wiz-serp Если лень купить. Сухое мыло. Делаете по две-три полоски на обеих сторонах стекла, хекаете, и растираете сухой протиркой по стеклу. В армии так стекла противогаза протирали от запотевания.
- 4 ответа
-
- 1
-

-
https://veldmaster.com.ua/ua/p1646746360-perehidnik-malenkij-vuglekislotnij.html?source=merchant_center&gad_source=1&gclid=Cj0KCQjwt4a2BhD6ARIsALgH7DrR3RyklawB7tgSK6o6nOVthcjjftlgp7iTtoqa2o6MlcG8YbbrmX0aAq2tEALw_wcB https://svarochnik.com.ua/ua/p542011141-perehodnik-218.html?gad_source=1&gclid=Cj0KCQjwt4a2BhD6ARIsALgH7DpDuwA7HSv0kPHOusQ2ppf_hO0IFumBjOOSLZFn_cotVh7JC1kLG6YaAgHMEALw_wcB Вот такой переходник вам нужен, описание правда на украинском языке но думаю поймете. В принципе если есть рядом токарь то изготовить его самостоятельно не проблема
-
что вы имеете в виду? какой фланец? у стандартного редуктора накидная гайка с внутренней резьбой 3/4 дюйма, у переходника наружная 3\4 с одной стороны, с другой внутренняя резьба 1\2 накручивается на вентиль баллона. по крайней мере я так понял. или у вас вентиль с внутренней резьбой 1\2 ? хотя я таких не встречал
-
переходник (внутреннея резьба 1\2 наружная 3\4) пожалуй найдете быстрее и дешевле.
-
ни коим образом, сам бывал в подобных ситуациях когда "на дядю работал". Когда ушел на "вольные хлеба" подобным колхозом уже не занимался и имел даже за большие деньги ВСЕ что мне нужно было. Отсюда и признание и уважение ко мне как к СВАРЩИКУ. Времени на признание ушло много, а потеряю я его быстро если рукожопством буду заниматься