tehsvar
-
Постов
3 933 -
Зарегистрирован
-
Посещение
-
Победитель дней
156
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tehsvar
-
@romansecurity, Кстати, при переключении это реально такая работа этих сундуков. Так что тут ничего страшного нет. Включение осциллятора при перещёлкивании тумблера это не косяк аппарата, это работа схемы. Она воспринимается как кратковременный сигнал включения аппарата в режиме ТИГ.
-
ТИГ4300 АС/ДС к примеру. Нормально работать на тонком металле стало можно только после перепрошивки. Это не раз мы говорили выше, вот видимо решили перестать вшивать этот бросок.
-
У меня огромные сомнения в правильности Ваших подозрений. Что бы силовые катухи в инверторе навернулись.... это очень малый шанс.
-
@Сергей Витищенко Я что-то не понял... не стали работать с Фламой, а приехали на Хайзон. Флама - это бренд завода Хайзон !! И от кого Вы тогда говорите ? И про кого ? На счёт ВТЛ. Жаль что Вы редко на форуме бываете, а то бы не стали это говорить. Тут не косяк в прошивке или продуктах, тут идёт подстройка программы почти под любого пользователя (ведь на Эсаб, Кемппи с этим броском первичного тока никто не жалуется, а там он есть). Так же и сейчас, спад потребовался другой. Завод выполнил мою просьбу. Отправим Виктору на тест. Николай пока никак плату не пришлёт. - я сам из деревни, потому не нужно сарказма. Надеюсь,что ответил на Ваш вопрос. Дело не в доработке, а в прислушивании к потребителю и старании сделать именно под нужные ему параметры. В связи с чем я и держу папку с кучами программам и ВТЛ и Фламы (Хайзона). Зачем ? Она и так есть. Тем более 315-й это ВТЛ, а не Флама. Я предложил Кедру изменить программу для Фламы 200 АС/ДС с разными выходными синусами, треугольниками, раз они пишут программы сами и функционал такой же. Понимаю, это будет огромный рывок в плане конкуренции у Кедра, но пусть. Зато все увидят Ваши подтверждающие действия. Только не залить переписанную кем либо программу (потому как проц то и внутрянка скорее всего одна и та же), а реально создать, показав, где и как изменяется строка в программе. Да не косяк это. Это вынужденная мера производителей из-за низкой образованности сварщиков во всём мире. Что бы любой мог сваривать и упростили поджиг. Без подбора вольфрама и его толщины. Потому и возникают у более опытных сварщиков такие вопросы.
-
@AntonP,это Вы немного неправильно говорите, а не придираются к Вам. Просто для сварщиков импульс и форма тока совершенно разное. Они осциллографами не пользуются, потому и форум сварщиков, а не лектронщиков. Для электронщиков милости прошу к нам на валволодин или монитор.нет И уж если говорить языком лектроники, то там так же нет ни синуса ни треугольника. Регулируется всё шириной ШИМ-а. Даже как раз и эти всякие формы. Изменяемое К зап. ШИМ на выходе силы даёт при нагрузке такие типы выхода. Ведь, что такое треугольник - тот же квадрат, но с Кзап. ШИМ в квадрате или кубе. Тут не принципиально. На выходе аппарата при любом выборе формы выхода, получим такие же импульсы прямоугольной формы. Потому как, сами понимаете, в линейном режиме силовые компоненты работать не будут. Это огромные потери энергии в нагрев и осложнение с охлаждением, да и надёжность в ноль.
-
Да не хочу я тут ни с кем соревноваться и биться. У каждого аппарата будет свой хозяин и каждому лучше его не будет. И сундуки многим верх совершенства. А некоторым и Лорх с Селко дрянью будут. Тут от рук человека и от его мозгов больше зависит.
-
@Hlorofos, через меня весьма низкие. Потому как те, с кем я общался на заводе Флама уже не работают. Для Петра я просто ранее плату привозил с другой программой. Летом я съездию может к ним уже на их завод (новый), там вновь поговорим с Томом. (Это хозяин и программист этих аппаратов.) Но раз функционал Кедра аналогичен Фламе, то для кедровских сервисников это пара дней работы максимум. И все тут в шоколаде. Люди рады, Кедр поднял репутацию и ещё деньжат получит. Вот и весь расклад и получение хорошей репутации к своим словам. Мне просто пока не нужен этот новый программатор, т.к. стоимость его для меня довольно большая, да и с Фламой теперь сложно разговаривать по поводу программы.
-
Честно, не верю я в программистов. Дистанционный модуль от Фламы там был. Типа ВайФай. Как у Петра (Круазика). И нафига нашим сопрягать такую же программу, с тем же функционалом с их беспроводным модулем ? Тупо и экономически нецелосообразно. А в Москве (да и везде) деньгу считать умеют. Теперь далее - заказать свою прессформу намного дешевле в той же Фламе или похожей фирме. Как это Фубаг сделал. Для московских денег это вполне прокатит. А панель управления на аппарате по функционалу абсолютная копия Фламы. Итак сопоставим - Вай Фай от Фламы, программа типа наша, панели на аппарате одинаковы с Фламой. Не кажется абсурдом ? Теперь вопрос программистам, раз это наши пишут, то какой используется проц, какой итоговый тип файла на программу и .... в какой строке нужно изменить параметры и какие, что бы продувка стала в 20 сек. ? И не подумайте, что я тут пытаюсь кого то обидеть и раскрутить Гроверс. Просто не люблю болтовни. Раз сказали, что сами, давайте докажите. Как с питерским Росвелдом. Я к ним ездил и сам всё видел. Выкладывал тут. Здесь же спрашиваю элементарное. Я ж тоже мог сказать, что сами пишем, но честно отвечал, что пишут в Китае на заводе.
-
@Alex86rus13,Как такового этого режима в ней нет. Можно ли настроить .... я не могу ответить. Я больше всё же по электронике, чем по настройке режимов.
-
Не знаю, в какую тему писать. Но @nik633, программа с новым спадом тока получена, проверена. Так что можешь прислать свою плату, перепрошью, раз спад не устраивает. Заодно проверю её на другом аппарате по частоте и стабильности. П.С. Большая просьба всем ! Более не просите принять в ремонт аппарат не марки Гроверс. Это чаще всего полностью убитые аппараты, которые вы присылаете в надежде, что я волшебник и по мановению руки всё сделаю. И я только и занимаюсь, тем что ремонтирую всем аппараты и набиваю свой карман деньгами. Поверьте, это не так, я не волшебник. И времени на ремонт сварочников у меня не особо много.
- 283 ответа
-
- 12
-

-
Я предлагаю тебе его самому испытать и только после этого говорить про него. Оплатим пересылку. По поводу спада тока.... в 4-Т режиме, при быстром нажатии клавиши горелки, есть мгновенный спад тока на 50%. Просто этой функцией почему-то не хотели пользоваться. Либо не поняли вначале.
-
Ну во - первых на 350 это произошло после довольно долгой работы. И этот дефект в новых моделях устранён. А на 315W как мне всё же больше кажется, что человек пока не привык к оборудованию и ищет то, что в реалии нет. Потому как у других так, то и у меня ведь должно же быть так. И я всё равно такое найду !! И во вторых - ну уж никак не у всех.
-
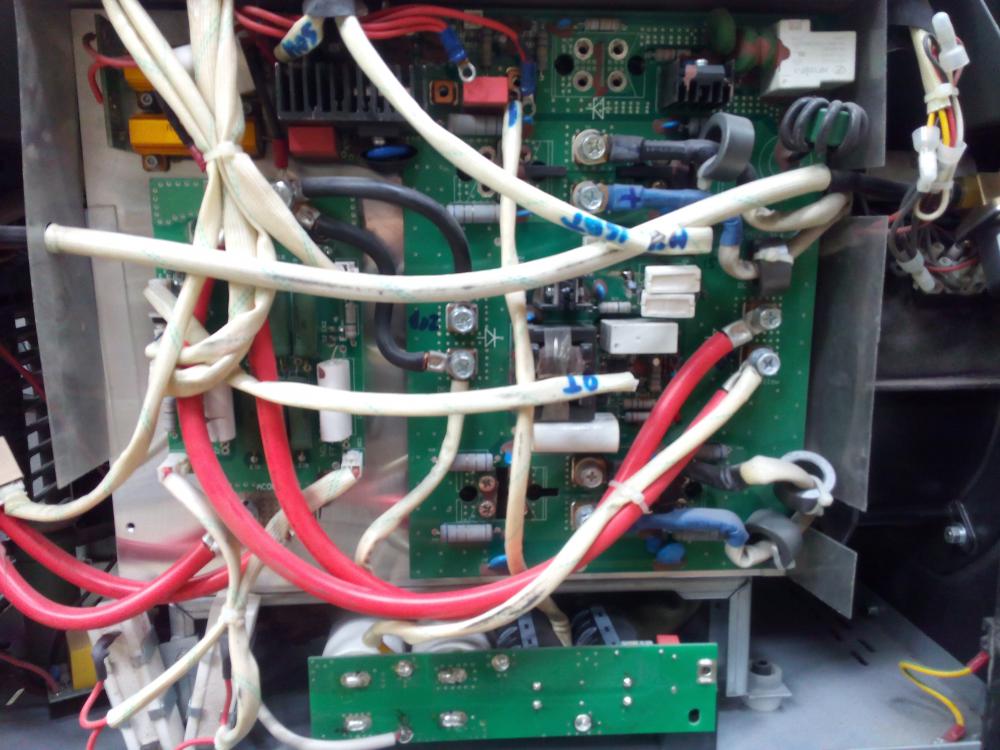
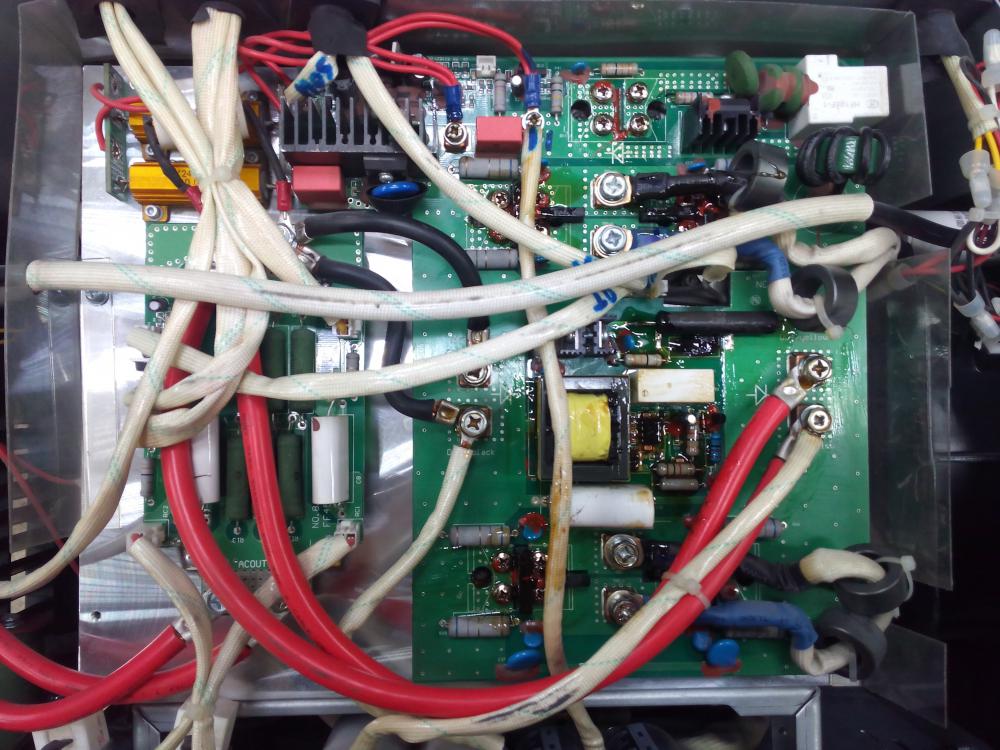
Дело в системе стабилизации дуги при переходе ноля. Для этого сделан специальный трансформатор, который работает только при переменке. Для определения переменка это или постоянка рядом небольшая схемка. Старые версии аппаратов имеют в своём составе нагрузочный резистор, который кушает все эти выплески. Нагрев транса и этих резисторов довольно высок. Видимо это и приводит к таким проблемам, что они выходят из строя. В более новых версиях транс увеличен в размерах и нагрузкой стала индуктивность. Этой проблемы в новых партиях не должно быть. У Георгия, кстати, из новой партии. Когда они пошли переделанными, я не упомню. Этот аппарат я просто восстановил, немного изменив некоторые детали для лучшей работы (как мне кажется). Насколько долго - покажет время. Я собирался его переделать полностью на индуктивную нагрузку, но это не быстро. Человек, с которым я веду переписку в Китае сейчас в командировке. Данные на деталь мне вышлют позже. После намотаю дроссель, попробую на следующем аппарате. Ну и фото. На первом фото (то, что пришло) этот транс пытались перемотать, но не преуспели. И резисторы покой-то чёрт заменили на керамическое дерьмо.

-
Да, вот они вместе. На опробации. Так и работает ими по очереди наш сварной.
-
@sandy,Скорее всего будут. Но пока я не могу сказать когда. Весьма похоже на то, что с Фламой придётся завязывать из-за очень долгого ожидания заказа. А так как разработчики те же, то будем работать с ними. Тем более, что внутрянка практически одинакова. Тут ещё с ВТЛ-а новинка есть, лна мне очень по душе. А тут уже будет непонятно, какой выбирать.
-
Дефект локализован и устранён.
-
Не было такого. Аргонки большие я всегда указывал, что они с одного завода. Отличие только в том, что ВЕГА не ставили сетевой фильтр. МИГ-и так же были одинаковые, за исключением того, что в наших были дроссели и переработанная плата управы. Те аппараты, что сейчас ВЕГА завозит, они не с завода ВТЛ. Я и сейчас это так же скажу. Это завод МЕАЛЕР. Это всякие аргонки с похожими панелями и МИГ-и с синергетикой. Похожи они потому что разработчик вышел так же с завода ВТЛ. Был я и на этом заводе. Даже тут как то фото выкладывал. Геннадий, немного неправильно. Дело в том, что мы заводы, выпускающие основную продукцию под брендом Гроверс, не меняли. Только на эту выставку привезли с новообразованного завода, который создали костяк инженеров завода Флама. А вот ВЕГА, да и Фубаг заводы меняют. Потому некоторые их аппараты и совпадают с нашими, а некоторые нет. Тем более, в реалии, любой бренд закупает оборудование с нескольких заводов для обеспечения полной линейки аппаратов.
-
А с чего Вы решили, что я говорю не правду? Люди на этом форуме сравнивали аппараты вплоть до номеров плат и марок процессора. До уровня Ресанты я сам лично никогда не опущусь. Ваш сарказм и недоверие в отношении меня мне понятны. Причины тоже. Надоело и то, что Вы используете весьма низкие и подлые приёмы, что бы хоть как то скомпроментировать моё имя. Это уже смешно. Успокойтесь что ли !
-
Вот ведь заснял то !!! Момент то какой подгадал !! Тебе только в жёлтой прессе работать !
-
Тут оно как таковое есть. LiftTig. Выставляем 70 ампер (к примеру), касаемся изделия, ток при касании будет минимальным, а после поднятия дуги вырастает до установленного. Вольфрам не прилипает. И характеристика реально изменяется.
-
Я так понимаю, что спад желательно должен начинаться с провала на 50 % основного тока, затем настраиваемый по времени пологий спад?
-
@Nail02, на каком токе производится сварка на видео ? Какой диаметр вольфрама ? Параметры нарастания сварочного тока ?
-
Спасибо ему огромное. Детишкам по зиме самое то. А за то, что покрепче тебе отдельное.
-
Данные все отправил. Будем решать проблему.
-
Юр, а на ДС ТИГ как работает ? И на ММА АС ?