ARGONIUS
-
Постов
2 788 -
Зарегистрирован
-
Посещение
-
Победитель дней
35
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ARGONIUS
-
Шутки шутками а на спидгласе 9100ХХ заметил, что иногда (нечасто) пыхнувшая пора вешает хорошую каплю на вольфрам, и одновременно дуга становится нестерпимо резкой. С чем связано - понятия не имею.
-
@VooV, насколько помню вам подсказывали, что для трансформаторного сварочного источника лучше подойдут зеленые (чистый вольфрам) электроды. Синие - для инверторных.
-
@VooV, вам бы сюда заглянуть и поспрашивать. http://websvarka.ru/talk/topic/2506-vybor-volframovykh-elektrodov/ А то темы-близнецы получаются.
-
@валера1963, WL-20 (голубой) или WR2 (бирюзовый) в данном случае плохо подходят? Серый кончик(цериевый) очень хорош на постоянном токе, на малых особенно. И совсем не годится для переменного.
-
 @демонстратор, поясните пожалуйста, почему смесь 92/8 лучше для сварки вертикала и потолка?
@демонстратор, поясните пожалуйста, почему смесь 92/8 лучше для сварки вертикала и потолка? -
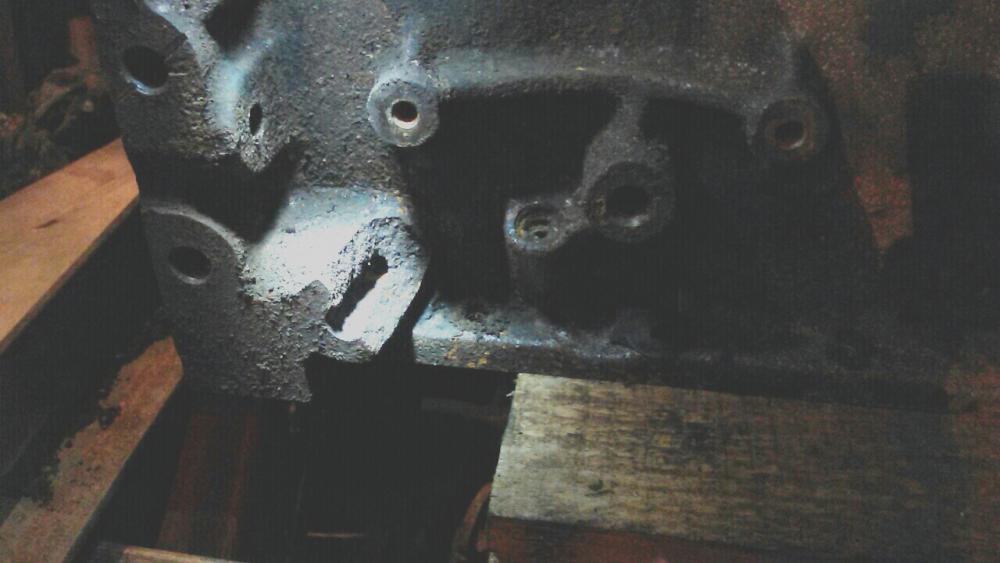
@AMBIVERT42, не.. ну.. пробовал я вертикал сыпать... получается. Но весьма и весьма тяжело. В общем то ли получится- то ли нет Ну, примерно из разряда сварки ЦАМ-а где то. Блок двигателя перевернуть не было возможности, и поэтому "лепить" обломанное ухо крепления пришлось почти в вертикал и на грани того что наплавленная масса вот-вот развалится. Напрячься в общем пришлось.

-
@Skor, для глаз стекло однозначно лучше... В принципе и качественый хамелеон вполне безопасен, но на длинных швах, где не нужно часто поднимать-опускать маску варю в стекле. Ну а так у меня Кемппи и Спидглас друг друга удачно дополняют.
-
Ну, если вопрос только про РАДС, то показала себя как обычное затемненное стекло (не хамелеон). То есть - отлично. Возможно это предрассудки, но в самом навороченом хамелеоне глядеть на дугу все же менее приятно.
-
@mikinalexei, именно для того, для чего у Миротворца (да и у меня и у многих на форуме) стоят пропановые редуктора. Для того чтобы убрать "пшики". Только стоит сей девайс дороже пропанового редуктора.
-
Ролик компании
ARGONIUS прокомментировал alexandr_magnus777 запись блога в alexandr_magnus777's блог
Первые видео с трубой, да, даже на панели аппарата в заданиях написано Cr-Ni. Последние видео - алюминий. -
@psi, нет, можно добиться розоватого, если долго подбирать смесь, и сопло пошире взять. Если же найти смесь с добавкой водорода, можно добиться и золотистых швов. После протравки полуавтоматные швы, кстати выглядят неплохо. Вот это например варилось "младшим братом" Феникса - Пикомигом 180-пульс.
-
@selco, вольтаж/подачу/ток не отметил. Погляжу на неделе. Динамику крутил и вольтаж подстривал по ощущениям, добиваясь отсутствия брызг. Но на "нержавейке" при зажигании, пока металл холодный, ничего не помогает, мелкие капельки при старте мне кажется неизбежны. Во всяком случае по другому у меня не получилось, даже часа полтора-два экспериментов с настройками не помогли. На фото видно, в начале шва они хоть и минимальны, но присутствуют.
-
Сталь 08Х18Н10Т - 3мм, проволока er308lsi - 0,8мм, полуавтомат Phoenix 303 Puls. Защитный газ -смесь Ar/CO2: 98/2 %. Импульсный режим.
-
@Юнат, именно так, по прочностным характеристикам ГПН наилучшее соединение на чугуне. Флюс в составе самого порошка- бор, вроде бы, никаких проблем со структурой наплавленного металла не дает. Вообще мне кажется варить чугун тиг-ом один из самых неподходящих способов.. От безвыходности наверно только пойдет.
-
Укорочение выхлопного коллектора. Он же является опорой для всей выхлопной системы. Условия эксплуатации, механические и вибрационные нагрузки, ну и циклические термонагрузки, само собой. Чугун, газопорошковая наплавка. Клиент настоял на дополнительном усилении соединения, поэтому соединение не особо эстетичное.
-
@Psihoz, Вы бы хоть материал присадки и сварочные режимы указали.. Не хочу разочаровывать, но это по видимому какой то силовой рычаг или кронштейн, и по моим прикидкам 5% вероятности , что он проработает долго. Там хотя бы усиливающие накладки не помешали, если уж пришлось варить радс... и то не гарантия. А по хорошему, это вариант для газопорошковой наплавки.
-
Вот так оно к концу дня бывает..
-
@krech, мне думается аргон это. На черной стали проверьте, скорее всего ванна будет кипеть.
-
@Nos, пардон, по терминам Вы правы. Асфиксия- смерть от недостатка (отсутствия) кислорода. Гипоксия- снижение содержания кислорода. Ув.тов господа сварщики! Давайте дальше придерживаться основной темы.
-
@Юнат, я бы не сказал что Неон "заточен" именно под жесть, хотя довольно несложно варил им и лист 0,8 мм, и профтрубу 1-1,5 мм. А вот на проволоке 1,2 мм и толщинах 5- 8 мм я им был очень доволен. Дороговат он и излишне мощен для таких целей. Полуавтомат хороший, но стоит ли переплачивать? Возможно есть смысл поспрашивать у форумчан про Авроры с синергетикой, работать комфортнее и вариант более бюджетный получается.
-
@Юнат, добрый вечер. Опыт работы этим полуавтоматом есть. Ну... с чем бы его сравнить. Танк... ак-47... полуавтомат Неон. Ощущение что он выпускался для армии. Ну это лирика. Собран добротно-грубовато. Проволока 1,2 мм - на "отлично"., Проволока 1 мм- невнятно, ничего особенного. Проволока 0,8 мм- неожиданно на твёрдую "хорошо", причём не только в смеси, но и углекислоте. Проволокой ф 0,6 мм я им не работал. Эксплуатировался и при -25º и при + 30º- никаких нареканий нет. Работал им что то около года, с усреднённой нагрузкой около 2,5-3 кг проволоки в день, в основном диаметром 1,2 мм, отказов-поломок не было. Падал с метра высоты раза три. Изменений в работе не заметил. Ещё одна приятная неожиданность: в режиме рдс очень неплохо варит рутиловыми электродами и вполне сносно- основными. Минусы- тяжеловат, просаженную сеть недолюбливает (падает мощность), крышка отсека для катушки проволоки не имеет ни выступа ни рукоятки для открывания. Дуга в режиме сварки штучным электродом излишне эластична, мне бы покороче, а то было несколько неудобно варить в отрыв.
-
@Sakhalin_Cat, спасибо, предложение хорошее.
-
@flo, а что мешает обратиться с вопросами в уже существующую тему ? Ув.тов сварщики! Подсказали бы подходящие темы новичку, вместо того чтобы участвовать в создании дубль-тем...
-
@круазик, база в 25А не имеет смысла, она просто излишне греет металл, не образуя ванну, т.е. "размазывает" процесс. База ведь по сути нужна только для поддержания дуги, а всё что больше этого- просто ПОСТОЯННО греет металл, т.е по сути делает то, с чем и должен бороться импульсный режим: ПОСТОЯННЫЙ нагрев.
-
Под 316-ю сталь идёт присвдочный пруток er316. Варить его 308-й присадкой- неправильно, она идет под сталь 304.
- 4 ответа
-
- 2
-