

copich
-
Постов
5 916 -
Зарегистрирован
-
Посещение
-
Победитель дней
60
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные copich
-
-
Какой день лучше посещать? Да любой, среда и четверг, т.е. 8 и 9 будут загружены по количеству народа. Последний день с обеда уже сборы будут. Если не хочется в толпе потеряться то лучше первый день, вторник. И стенды раставлены и народа по-меньше.
А если чего-то приобрести хочется, то последний день - лучше. И дисконт будет хороший, но успеть надо осмотреться

Для "своих", если не толпа, то подойду встречу. Звоните, со словами "Мой адрес такой, вебсварка - форева..."
Телефон здесь:
http://websvarka.ru/talk/index.php?showtopic=4724&page=6&p=114084&do=findComment&comment=114084
93 сообщение.
-
 2
2
-
-
Учитывая модеризацию моих сообщений, я остыл в обсуждении. Отрицательно оценивать сообщение, можно сколько угодно, но с коментариями. В противном случае - "я маленькая бяка, я маленькая дрянь..."
Но на такое яркое сообщение не сдержусь и отвечу.
Приятно слышать такую информацию. Я буду учавствовать на выставке, конечно времени не будет. Но за компанию, добраться до завода и побывать на Российском производстве - я воспринимаю как подарок судьбы. Так что телефон 8 968 729 "пожарная" 10.
Я так же имею раздвоение в этом вопросе и поэтому усиленно собираю информацию. Что же считать нашем - не нашем.
Т.к. производитель полупроводников - это практически только китай. Производя разные полупроводники, там делается жесткий выходной контроль. Собственно поэтому в дешевых аппаратах IGBT стоят по 50 рублей, а в дорогих 500 рублей за шт. А по маркировке отличие на одну букву.
Так вот считать аппарат не нашим при применении импортных компонентов на сегодняшний день не правильно. ИМХО.
Пока импорт даже резисторы и конденсаторы на голову по качеству выше. Но и в тут бываю огрехи.
Для меня "наше":
-разработка идеалогии, т.е. проектирование
-проектирование печатных плат
-изготовление печатных плат и монтаж
-изготовление корпуса и сборка
Пусть будет допуск, изготовление печатных плат как делает ТОРУС в Китае. Но идеалогическое проектирование и последующая сборка - должно быть только наше.
Почему этот вопрос меня волнует? Да все по тому - качество, что на прямую влияет на надежность, должно быть на высоте. Убиваемость аппарата тоская за кабели не всчет, а вот пониженные напряжения должны перевариваться, стабильность горения дуги при скачках напряжения, антиприлипание, хот старт, минимальные габариты, конкурентная цена, ремонто пригодность - важно как легкие в нашем организме. И когда берешь аппарат, а он сразу или через месяц умирает - это не гуд и меня это очень сильно раздражает.
То же относится к автопрому. Та же кухня там. И инструмент и т.п. Т.е. гордиться за нашу страну очень сложно. А врать себе, что все хорошо, пусть не качественно, но дешево - это не по мне. У каждого производителя есть какая-то особенность. Приобретая отечественный аппарат всегда только цена является фактором. А для меня не цена главное, главное это что-то новое, рабочие частоты или управляемость или еще мало ли что.
Лично знаю, электродвигательный завод, где стандартные моторчики делает только китай, наши ни хотят вклядываться в развитие, поэтому сидят только на эксклюзиве (т.е. эксклюзив только производят). Это просто бесит!!! Все хотят легкие деньги.
P.S. пока элементную базу все кроме трансов мы по ка честву не потянем. Хотя трансы в импорте, не в китае, делаются особенные и с какой-то изюминкой. Что наши могут противопоставить?
-
1
-
-
Был на заводах... Всю машину не купают, т.к. очеь очень дорого. Детали идут уже цинкованные, холодным цинкованием. Далее идет контактная сварка - ей до лампочки на цинк, а где сплошные швы - там пайка. Это то что я видел. И в сервисе видел ауди, на ней все было хорошо видно все эти вещи, после удара восстанавливали.
-
Смесь давно придумана и с каждым днем все больше и больше получает признание. Поэтому доказывать положительные стороны смеси не уместно. Лучше и точка. Если кто-то палкой-копалкой больше перекопает, тот пусть ей и работает. А я сяду на трактор.
Зачистить оцинковку и варить... Есть вариант высоко температурной пайки. Но это следующий шаг в развитии. Единственное, я не знаю как за бугром, но некоторые компании этот метод применяют. Пока мало данных, можно ли применить в силовых конструкциях, я не знаю. Но столбы мачт освещения и другие сваренные элементы я знаю. Суть в том, что не выгорает цинк. Следовательно безопаснее работать и цинк не надо зачищать и шов кородировать не будет. Основной момент - сварочный аппарат должен это поддерживать и подобрать режим для пайки нужно и конечно приобрести не дешевую проволоку
Забыл упомянуть цинковые кузова автомобилей - паянные именно этим методом. Для сохранения цинка и дальнейшей корозиоустойчивости.
-
1
-
-
Смесь во многом поможет. Конечно для некоторых регионов она в несколько раз дороже чем СО2 и следовательно она не выгодна. А в некоторых местах смесь просто не купить.
Насчет провара, то за один проход и с большим током. Единственное, что нужно будет - подобрать ток или скорость ведения, а то 500А дырки понаделают. Нашим оборудованием и 20мм проваривали за один проход. Но проволока была 1.6, ток 600А, местами проскакивало до почти 700А.
Правда шов лопался
Дело в том что резкий нагрев и много расплавленного металла давали большую усадку. Но такое требование заказчика, не хотели делать разделку, хотим все и сразу Перегрев, большая усадка, делают свое дело. Но мы их предупреждали. Что будет. В вашем случае если сварка с двух сторон, то проволока 1.2. Да, горелку не забудьте с водяным охлаждением взять. А то расплавиться -
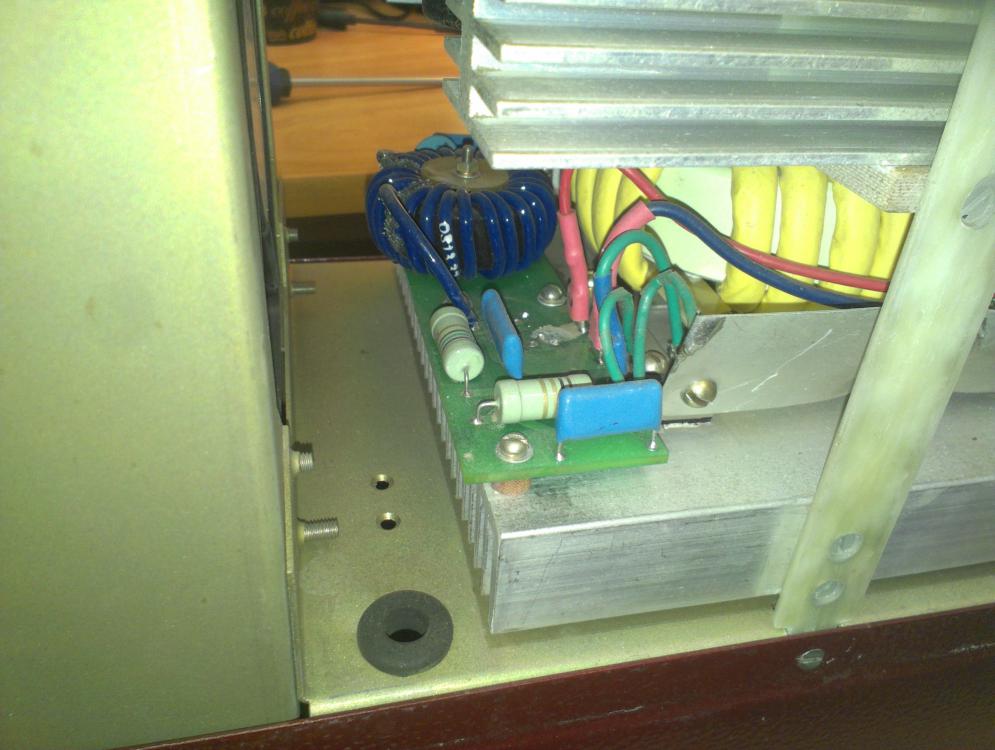
Форсаж собственной персоной. Трансформаторы точно наши. А вот основная плата как раз под подозрением.


вот это то же наше производство

силовой транс

Лень было, но раскрутил 8 винтиков.
И почему наши аппараты все в железном корпусе? Ведь за каждый грамм борятся, а тут лишние кг. у каждого.
-
Вот Российский инвертор, детальки может импортные, но собран точно у нас.
Обалдеть! Первый ТОРУС? Впечатляет! Вот наше так наше. Вот об этом можно и не только поговорить, а по деталькам разобрать и обсосать
Не, я без издевательства. Вот это тема создана для него! И поподробнее и покрупнее фотки бы... А где название? Из импорта, только конденсаторы в первичном выпрямителе.
форсажи полностью делаются в нашей раше (кроме микросхем конечно
). Если есть неверующие, то велкам на завод  , разработка схемы тоже наша (РГРТУ).
, разработка схемы тоже наша (РГРТУ).на сегодняшний день по моему только в москве что то производят, особенно если посмотреть телек

Так не против. Кто бы пустил? ;-)
А Москва в основном переводит свои остатки заводов в другие города, высвобождая территорию под элитное жилье и офисы.

И никто не говорил, что показатель производственных мощностей это Москва. Далеко не так и давно.
-
1. Быстрое остывание шва за счет применения меди.
2. пережигаете металл.
Какая ширина шва и какой ширины корень шва?
Скорее всего перегреваете металл. При этом довольно кратковременно. Т.е. скорость сварки большая и резки нагрев, а после резкое охлаждение приводит к закалке металла.
Выход здесь один: уменьшить скорость сварки. За счет уменьшения скорости сварки, тепло дуги будет передоваться дальше в стенки металла и больше энергии будет оставаться под флюсом для плавного охлаждения. Так же нужно проверить температуру охлаждаемого ползуна. Т.е. если очень холодный, то тоже может давать эффект закалки.
Все сказанное - если исключить сварочную проволоку. Может партия бракованной или вовсе не подходящей для данной стали.
-
Так что тут удивительного? В дешевой нише китайцы рулят, фиг с ними поконкурируешь, в дорогой брендовые аппараты, тоже трудновато будет раскрутиться, да и смысл трартиться на производство плат здесь? Проще послать готовый гербер и забрать готовые изделия. Я вот видел пару истинно Российских инверторов в 90-е годы. Оба Томской разработки и производства. Первый был изготовлен навесным монтажом и размером был с сундук, который AC/DC-200р, при этом это был простой мма инвертор, правда честных 200 ампер и 100 процентный ПВ. Второй на платах местного изготовления чуть поменьше и ПВ не помню сейчас процентов 60 наверное.
Стоили немерянных денег в то время )
Так разговор не о том что выгодно, а что нет. Разговор о "чисто" российском инверторе с российским брендом. И я только за появление таких и размножение. Но лично, только первые ФОРСАЖи видел, как более или менее удачное решение и воплащенные в живую. А далее на мой взгляд пошла китайщина. И пока обратное доказать ни кто не смог. Даже ИНЭМ, пока под вопросом. Если оставить тему о производстве плат, то тогда и АВРОРА и пр. можно подписать за российское производство. И брендов можно мильон придумать, как сейчас и делается. Только ленивый не продает сварочный аппарат. Вчера видел STAYLER, с надписью made in Italy. Мне враки надоели. Поэтому такая у меня позиция.
В тему о правде. Первые форсажи шли со схемами, а далее без схем идут да еще есть тема, что не будет схем пока модельки на линии стоят, как только снимут с производста, так появятся схемы.
Во-первых, ни чего секретного не вижу в схемах, т.к. интересующую часть можно всегда нарисовать.
Во-вторых, не схема это секрет, а прошивка процессора
В-третьих, на данный момент схематика не НОУ ХАУ, а повтор. Следовательно удивить этим не кого.
Если чем и удивлять, то например силовым трансформатором, с малым весом и габаритами, но с изумительными показателями. Или чип свой сделать с различными возможностями, но со стойкостью как у космолета. А слепить из импортных деталей в китае плату и тут собрать в корпус - если позволит бюджет то каждый сможет реализовать при желании такую вещь.
-
Это однослойный, но чтобы уложиться в слой надо умудриться дорожки развести, не так ли? ))
Четырехслойки для помехоискроустойчивого исполнения метрологических приборов.
там тупо требования завышенные.
Я занимаюсь сваркой, поэтому и говорю, что не встречал российского бренда с много слойным изготовлением печетных плат. Метрологию, космос я не беру в расчет, т.к. там и бюджет изготовления изделия другой. Следовательно и станки может и есть такие... Конечно представлен ИНЭМ, как пример, но действительно ли платы изготавливаются у нас? Это еще под вопросом. Т.к. фото инвертора не доказательство его изготовления в России. А фото станка для SMD монтажа нет и не было.
А то что у нас, в России, я встречал станочный парк оборудования, который стоит в термостабильной комнате и работает специальным инструментом. И это для того чтобы детали получть с микронной точностью по размерам и с гарантированной требуемой шероховатостью, это да. И такие предприятия этого не скрывают. Т.е. на страничке предприятия часто можно увидеть продукцию и станочный парк. Т.к. секрет не в станке, а в технологии.
Но вот по сварке и с другим доступным для народа оборудованием я не сталкивался. Т.е. платы в лучшем случае беруться за бугром, а то и модули в сборе. Поэтому меня и возмутило в начале беседы, что же принять за российское производство?!
А то что космос для себя использует, это не повод говорить про доступность оборудования для нас, обычных смертных. Ведь сварку подводной лодки из титана с накачиванием туда аргона, не означает что теперь бур для рыбалки каждый варит в аргоновой комнате. Следовательно сварочный аппарат за 5000р, не только отверточно собран здесь, но еще и разработан, спаян и собран - не вложится в такой бюджет. А чтобы вложиться в такой бюджет, фирма должна изготавливать инвертора интересные всему миру, для массовости изготовления. И такие инвертора уже не импорт, а экспорт. Вся европа так работает и америка туда же. Есть завод по изготовлению винтиков, другой завод изготаливает платы, третий паяет и т.д. С развла СССР, эта политика т.е. взаимоействие между заводами разрушено и поэтому сложно в такой большой стране, как наша, сделать дешево. Приходится одному заводу все брать на себя. А изготовление металлических корпусов не требует особых знаний. Изготовление пластиковых деталей даже не массовость. Резиновые изделия и те отмирают.
Поэтому у меня убеждение, пока вот так как говорю, а обратное еще не видел и ни кто не доказал. И если есть и возраждается, то я не только за, а если смогу то приложу усилие.
Для примера, СЕСПЕЛЬ, работает станок плазменной сварки. Когда я вижу полуприцеп проезжающий мимо, изготовленный на этом заводе, лично мне прияно, что мое участие было и теперь по нашей стране раскатывают такие красавцы. Таких примеров много, а вот примеров изготовления электроники, да еще надежной с применением массовости у меня нет.
Главную мысль упустил. Те процессоры которые применяются в сварке, не требуют сложной компановки или связки, поэтому достаточно двух слойного исполнения. А то что размести это главная проблема, это конено. Поэтому я сам применял изготовление плат в двух слойном исполнении. Было время когда панельки для магнитол сам лепил. Тогда и телефоны модильные только начали появляться.
-
2
-
-
Немного покрупней
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0456.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0457.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0458.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0459.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0460.JPG
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0461.JPGhttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_0462.JPG
А за чем на силовом трансе вентилятор? Я как вижу, используется тунельный эффект для охлаждения силовых полупроводников. И в принципе должно хватать для силового транса. Так за чем? Мои мысли: для удешевления и уменьшени массы, применен меньше и следовательно легче ферит и тоньше провода. Если так то это не гуд. Т.е. я понимаю, что вы делали испытания, но какая температура транса при длительной работе и есть ли на нем термо датчик?
А вот поднятие плат над основанием - правильная мысль, от воды, от влаги, будет хорошая защита.
И дейстивтельно, такого исполнения ни разу не видел. Если платы травятся, паяются, проверяются в Росии, то более чем респект и уважуха. Лишь бы так же красиво работал и уверенно в любых диких условиях, каких у нас предостаточно.
Спасибо за предоставленный материалл.
-
Какие такие передергивания? было же заявлено что смд в принципе в России не применяют, так вот говорю, мало того, что смд, еще и платы трех четырехслойные. И не в Японии а в Кемерово )))
А вот такая, например, фиготулька за вечерок от принципиалки в альтиусе до прошивки микроконтроллера уже на готовой плате делается шутя.
http://data.photo.sibnet.ru/upload/imgbig/129085556049.jpg
http://data.photo.sibnet.ru/upload/imgbig/129085555503.jpg
Так это однослойный пример. А то что за вечерок и шутя... Так это замечательно и в очередной раз доказывает талант РУССКОГО народа. Что были, есть и будут умельцы. ATmega8 любимый проц многих из-за доступности и стабильности. Лужение дорожек - РОЗЕ. Такого в свое время много делал.
И для чего 4-х слойка в Кемерово делается, если не военная тайна?
-
1
-
-
ИНЭМ-200Т при вскрытии. Ваше мнение?
Действительно красиво. И даже удивительно красиво.
НАША сборка! Это видно. Вот первая фотка интересна особо. Т.е. пайка элементов у меня под сомнением, что в России паялась. Хотя... Но все же есть подозрение, что идея наша, а вот изготовление зарубежное.
Жаль мелкие фотки, особо не разглядишь. Интересно, какое количество продано такого и сколько по гарантии и сколько уже после гарантии в ремонт попало и с какими дефектами.
А в целом очень очень не плохо и блочность для ремонта есть и компановка грамотно. Единственное смущают припаянные стойки к металлизации на плате и вольтдобавка. Это не гуд.
И почему маленький блочок вольтдобавки выполнен отлично от всего остального?
А еще прошу прощения, что скептически отношусь, но зачем сварку алюминия электродом производить? Как часто именно электродом этот вид сварки нужно производить? Т.е. где такое применяется? Это я к тому, а зачем на велосипед приделывать крылья?! Да, можно. Но за чем? Сделать лучше, больше?
Спасибо за предоставленные фотографии! И если знаете, будет ли на выставке Велдекс участвовать этот производитель? Хотелось бы не только посмотреть но и потрогать
-
И многослойные с металлизацией отверстий и масками? Я именно про производство высоких технологий говорю. Что-то делается уникальное от разработки до готовой платы, что-то разрабатывается здесь, а производство заказывается в Азии, что-то готовыми модулями изготовленными в Азии же ставится. Как выгоднее, так и делается. Полностью здесь только "железяки" - сама приборная часть, хотя вот датчиками обвешивается уже штатовскими производства Мексики )))
Достаточно двухслойных. Для сварки и личного назначения достаточно двух слойного. И передергивать не нужно, метализация... . Много слойка применяется в более сложном оборудовании как телефоны, компьютеры и т.п. А сварочное оборудование пока переваривает и двух слойные платы. Если не говорить о японских аппаратах, такие как OTC.
-
У меня есть два Форсажа 160 и 180, фото и видео, найдёте в интернете. @copich, надо быть идиотом, что бы утверждать, что на военном заводе, нет ни лака на станков по монтажу смд.
Может и идиот НО!!!!
Это одно из ответвлений завода. А следовательно на тех станках (если они есть) ни кто не даст изготавливать бытовуху.
Лично в г. Королев, видел как элементы для ракет изготавливают руками, т.е. титановые изделия подпиливют напильником. А то что изготавливается, то станки с 50-х годов. Так что тут я не спорю, а утверждаю то что видел. Пока еще не шизанулся, т.е. глазам верю. Единственное во что заводы вложились - токарно-фрезерные станки с ЧПУ. А остальное пока на плачевном состоянии. Да же военка.
А про лак я написал, что достаточно обычного краскопульта, чтобы пролачить. Следовательно я не говорил, что лака у нас нет.
-
3
-
-
Делают, когда это нужно ) Лично знаю таких людей.
Но типовые вещи все равно проще полностью там изготовленые применять.
Лично я сам делаю и травлю платы
Я говорю про массовость и самостоятельно. Т.е. куплено оборудование, установлено в России и на нем делают собственные платы и сами распаивают. Если производство то производство. А то как снегоходы и скутеры СТЕЛС, все импортное, только рама наша и отверточная сборка. Лично мое, это: взял стеклотекстолит, нарисовал, протравил, сам программу написал, взял PIC или другой доступный чип и сварганил. А корпус изготовить и скрутить каждый может. -
1
-
-
Для всех и всем, кого интересует обоснование.
По линии жизни я занимаюсь ремонтом электроники. И судьба закинула в сварку. Проходит через мои руки не мало оборудования и конено различных брендов.
По схемотехнике и реализации сборки, только вскрыв аппарат можно сразу сказать что это такое, т.е. кто это делал или чей это клон.
По существу.
Первые модели Форсажа это наша родная сборка. А вот далее это уже китай. ТОР - силовая часть наша, а вот вспомогаловка китайская (т.е. вспомогательный блок питания не интегрирован на нашу плату, а полностью взят покупным в китае). Так что считать ИНВЕРТОР РОССИЙСКОЙ СБОРКИ?
Пока еще ни кто не обогнал горелку ТИГ АГНИ. Вот тут это НАШЕ!!!! А вот остальное - ИЗВИНИТЕ!
Честно, НЕОН не попадался. Поэтому об этом сказать ни чего пока не могу.
Фотографии ТОР начинки уже стер. Фото первого форсажа давно удалено. А вот если сделать фото нынешнего, то могу. И это явно не наше. Если докажете обратное, то это будет замечательно и я буду еще больше гордиться нашей страной. SMD сборку наши не делают. А плата собрана на SMD элементах и по качеству это не в ручную припаяно. Нужен специализированный станок, а еще оборудование для травления плат, покраски, нанесения обозначений. Этого я не видел у наших. А лачить покупную плату - обычный краскопульт.
У итальянов я видел завод по производству как плат так и SMD наполнения. А вот лаили обычным краскопультом
. Я уржался тогда, да еще и на улице все красили. И не нужно самому ездить по заводам, достаточно видео или фото доказательства. Рожу на фоне станка можно оценить - итальяно, китаяно или русич!Т.е. для оценки сборки нужно не наружнюю надпись читать "Рязанский приборный завод" и т.п., а внутренности смотреть, фото- видео.
А что Вы хотели?
У нас производство мелкосхем за счёт только одного отопления зимой выше уже в 2 раза. Плюс бюрократия.
Пусть Китай и лепит. Главное, что бы качество было. А вот уже как применить... тут ум так же нужен. Причём весьма много наших людей разрабатывают компоненты в крупнейших фирмах "Силиконовой долины" и других электронных корпораций.
На оборонку мы выпускаем компоненты. А на ширпотреб они весьма дороги. Вот и весь сказ.
Именно. г. Зеленоград давно ни чего не производит. А раньше свои процессоры лепили. Все загубили
А я хочу НАШИ выпрямители, микросхемы, процессоры и т.п. ВОТЭТО НАША РАША!!! Пусть на импортном станке или линии, но из нашего сырья и наши микросхемы - БЛИН, НУ КОГДА ЖЕ ЭТО БУДЕТ?!
-
4
-
 1
1
-
-
Воду в 8Атм, это перебор с толщиной стенки 0.3мм.
А варится и без всякого колечка. Это уже давно отработана технология. Сложнее изготовить эту саму трубу. Интересно как эту трубу то делают?!
Сварка должна быть так:
- штуцер должен изготовлен с проточкой под гофру.
- сама гофра и штуцер без зазорно состыковываются. Т.е. гофра одевается на штуцер очень очень плотно.
- сварка в среде аргона или плазмой. Без присадка, методом оплавления.
И через несколько сек - готовое изделие.
А далее чистится полируется и пр. эстетические извращения. Это если надо. -
Как участник. "АВГ Технологии", павильон 4, стенд А109. Кто будет, заходите, будет возможность не только попробовать но и обменяться опытом. Только с фразой - "Я С ВЕБСВАРКА".
Не впервой участвую на выставке, столько народа пробегает, что э-э-ээх. Лучше с утра или вечером (днем даже воды бывает не попить).
Чай, заварной кофе, печенюшки и приятное общение гарантирую
Ну а если кто желает попробовать, халат получит и возможность как порезать плазмой так и поварить ММА МИГ ТИГ Plasma. Если будет возможность, то можно и со своим приходить ( я о материалле), а то фраза: "наше так не вариться" уже надоело слышать
ВЕЛКОМ!!!
P.S. Ну и впринципе помогу пройти на выставку. Это кому лень заморачиваться с пригласительными
-
7
-
-
Ну чего тут стесняться?
Лично мне интересно кто на чем работает и почему сделан выбор именно в эту сторону.
Вот что в моем арсенале:
1 ТИГ- Rainbow200HF, вполне меня устраивает. Хотя были детские болячки но пролечились ... руб 200. Подробно описывать не буду. В яндексе достаточно забить и посмотреть.
Но работать с ним прятно.
2 ММА - он же родимый. Rainbow200HF. На даче често использую. Т.к. не хочется с балонами заморачиваться.
Для сварки арматуры и стальных конструкций. Но вот 3.5. КВт генератора ему не хватает. Только 2мм. тянет генератор, а далее автомат на генераторе вырубается. Т.е. если использовать 3мм и толше.
3 МИГ - FOX180 Helvi. Ваще мулька. Быстро и легко настраивается и так же синергетика. Но вот маленькое НО!!!
Нет цифрового дисплея, что усложнает повтор подбора режима. И конечно сварка аллюминия на нем не фонтан. Т.е. "на класть" можно, но не более.4 МЕЧТА! Чего хочется, но пока не можется. TP220 Helvi. Вот этот комбаин все задачи решает. НО!!! Здесь огромное НО, это цена.
Почему выбор на них пал?! Первые два пункта - это проффесиональное оборудование и когда фирма была менее известна, то цена была более адекватна и под заказ был взят именно он. На тот момент все было дороже, другие производители. Но это проффесионалка!!!!
Третий пункт - ну и четвертый, фирма хотя и давно на рынке, но с проффесионалкой недавно вылезли. У них очень интересные есть вещи, одна из них моя мечта. Так собственно почему FOX180?! Он мне как МИГ аппарат интересен. Легок, цена адекватная, и режим можно для сварки в песню превратить.
Конечно же есть НО!!!
Двух роликовый подающий - не для подвешенного состояния. Т.е. когда залазих ХЗ куда, то горелку все равно держать ровно надо. В противном случае уже не тянет проволоку. Конечно можно закрутить сильнее, но тогда проволоку деформирует и больше обмедненки сыпется. А следовательно как минимум чаще продувать канал приходится. А то и менять. Объемы сварки не большие, но раз в пол года надо. Чувствую как проволока начинает поддергиваться, т.е. застрявать. А я лентяй и люблю дольше не притрагиваться к разному разнообразному. Год назад купил..... Эт почему акция так поздно????Сам лично все с проффесионалкой связываю, если шруповерт то Макита или Метабо, их у меня два. Если лобзик то Блекдекер и т.п. Конечно уже все новое не такого качества, но мои старички до сих пор работают. Хотя в шруповертах уже и не счесть сколько раз менял аккумуляторные банки (дешевле чем аккумулятор всборе).
Как говорится: "я не на столько богат, чтобы брать дешевое".
Прошу прощения что так много буковок написал. Но просто пытался мысль донести. Лично мне есть что с чем сравнивать. А вот если у кого-то форсаж или брима и т.п. то тут как раз интересно, будет разница и в чем? И чего ожидается???
Т.к. я еще и радиотехник по специальности, то по случаю ремонтом занимаюсь. Конечно же и сварочники не без внимания. А тут чего только не приходилось ремонтировать...
Поэтому я могу протестировать оборудование, но не более. А вот предоставить аппарат действительно нуждающемуся - Я С РАДОСТЬЮ!!! И готов помочь в этом общем и интересном деле!
Если производитель не боится такой акции, то я весь во внимании и хотел бы актуальную информацию получить, а не от какого-то менеджера, со словами: "бери, это клевый аппарат".
-Критерии сравнения заданы, но размыто... Тут нужны уточнения, которые от нас они и пытаются собрать.
-Если не ограничить тестирующего рамками, то можно просто услашать - "пойдет" или "супер". А более конкретно??? Клещами вытаскивать будете?
- Простота настроек - ВОТ уже один из критериев!
-
3
-
-
Уважаемые, а что ни кто не скажет, что ожидает от аппарата? Что интересно? От чего хотите уйти (дефекты сварки, проблемы поджога и т.п.)?
Хочу аппарат, буду работать!! А что сейчас не начем работать? На сопли клеете? Для чего нужен он вам, ну или они?
Уж если пошла такая пьянка, в основном как я погляжу, всех интересует П\А.
Так лично мой интерес здесь вот такой: если пользуетесь П\А, неуж-то будете использовать ТИГ сварку? Ведь ТИГ идет с контактным поджогом, а это сразу несколько ограничений. Лично для меня это П\А и ММА. ТИГ в бытовых работах не применяю. А если ТИГ, то это только с HF и не для дома... Как то у нас нет бассеинов как в Турции на каждом шагу или аналогичного, где нужно ТИГ шов. А остальное можно и УШМ зачистить.
Из критериев сравнения:
- мягкость настройки. Т.е. как можно точнее настроить "шипение"?
- количество брызг. Я знаю, что не только дело в проволоке и газе, но еще сам аппарат играет огромную роль в образовании брызг. Косвенно зависит от первого пункта.
- повторяемость. Как быстро можно вернуться, при переналадки, в ранее подобранный режим. А то опять пол дня подбирать режим.
- как чувствует себя при просадке напряжения или при работе от бензо-генератора.
- греются ли кабели
- какая длина кабеля массы и как надежно выполнена "прищепка". На некоторых при первой же сварке разваливается (пружина не пружина). Знаю. Мелочь, а не приятно если сразу в "топку".
- комплектация. Можно ли сразу распаковать из коробки и начать работу. А то может еще какие либо штуцеры надо...
- шумность. Сильно вращающийся вентилятор и постоянно включенный, говорит о не совсем честно заявленных характеристиках. Т.е. сильнее вращается - сильнее охлаждает. НО!!! такие вентиляторы долго не живут. ИМХО. Из личного опыта.
- Какие приятные "штучки" были обнаружены? Это из разряда: редуктор в комплекте, дополнительный канал для проволоки, дополнительные ролики под еще два диаметра, легко настраивается... и т.п.
-
3
-
-
В дискусию вступать не соберюсь. Только одно хочу сказать: готов помочь действительно нуждающемуся. Т.е. с вас производство, а я готов про винтики и коробочку рссказать. Дело в том, что любая китайская машина, первые киллометры бежит, а вот что потом?! А потом и начинается. Без загрузки аппарата не понять на что способен собственно сам аппарат.
таким как АВН, не тестировать нужно, а работать на древнючем но проверенном!
Желающих много. Но вот отдавать аппарат, у кого и так есть, это не справедливо.
Я так и не получил ответ, с чем сравниваете? Т.е. относительно каких производителей анализ?
-
Всем бы халявку!!! Я в шоке, как в нашей стране далеко до прогресса.
Пока сам начинку не видел, сказать сложно как выполнено и каких подводных камей ожидать. Но!!!
Зачем видео ролики??? У вас и так професиональый обзор уже есть.
То что из роликов в кратце мне не понравилось, т.е. почему цена низкая?!
- двух роликовый подающий. Это только для ровно вытянутой горелки. Когда горелка в рог бараний согнута, то только 4-х роликовый подающий спасает.
- ТИГ, т.е. аппарат комбаин, личо меня раздражает недоговоры. Я то знаю, что лифт тиг, это поджог дуги касанием, а не безконтактным методом.
Следовательно это МИГ аппарат ну и ММА. А для ТИГ ни кто применять не будет.
- в одном из роликов идет информация о аллюминии. Если аппарат варит аллюминий то без импульса тут делать нечего. Следовательно сварка будет не лучше трансформаторного источника. Тоже и по нержавеющим сталям.
Можно еще несколько моментов написать, но это только после ознакомления и конечно применив токовые клещи.
Если сравнивать то опять же с чем?!
Если с линкольном, евм, фрониус и т.п., то конечно цена низкая убъет эту конкуренцию, а вот по способностям надо смотреть.
Если с бримой, форсажем и т.п., т.е. то что действительно Китай делает, то только после ощупывания аппарата, можно сказать как он работает.
Но это не только поварить надо, но и начинку посмотреть. Т.е. да, IGBT, многие знают эту умную абривиатуру, но знают ли про запас этих IGBT? Т.е. надо смотреть именно начинку и подымать datasheet.
Единственное, что мне лично не понятно: как синергеический аппарат знает какая толщина проволоки? Я в ролике этого не видел. Вот и вылез такой вопрос
Если не сложно то поясните. -
1
-
-
@waha, попробуйте в гелии на ПРЯМОЙ если есть возможность. 4043, не 5356. Жутко интересно.
А какая разница? 4043 и 5356, особо не различаются, если не угулубляться в тонкости.
На самом деле, гелий лучше на потолочном шве применять. Тогда нормальный расход будет. Он же легче воздуха, поэтому его много надо, дабы добить до шва. А если потолок, то он сам туда летит.
Обратную полярность раньше применяли ПСИХИ советского союза, т.к. тогда деньги не считали. А сейчас все наоборот, все считают и даше пыль при обработке изделий. Главная не целесообразность - вы энергию из розетки переводите в тепло которое снимаете от перегрева вольфрамового электрода и пытаетесь рассеить в воздух. Т.е. ту энергию которую на переменке вы используете и вкладываете в шов, на обратной полярности выбрасываете в окружающую среду.
Но!!!! Если нужно сварить аллюминий и нет переменки и аллюминий не толще 2мм, то можно использовать обратную полярность.



Расценки на сварочные работы Tig.Mig. Пайка.
в Ценообразование работ и изделий.
Опубликовано · Изменено пользователем copich
Когда длительная работа, то можно так:
ЗП сварщика + амортизация сварочного аппарата + расходка (электроды и электричество если ваше) \ делите на часов в месяц 8х5х4=160.
Полученное умножаете на количество затраченного времени. Получите сумму. Далее можно прибавить коэффициент за сложность и аккуратность.
Т.е. ЗП 45000 руб\160 = 281р\час Если работали неделю, то приблизительно 11 тыщ. А далее + или - , какие отношения к клиенту, может чаем и кофем отпаивал с черной икрой... , желание получить нового клиента по сарафанному радио. Конечно все должно быть в рыночной стоимости иногда можно и по себестоимости обойтись ради будущей рекламы
Сорри, главное забыл сказать.
красиво получилось Молодца! Швов близко не видно, но в целом шикарная работа!
Молодца! Швов близко не видно, но в целом шикарная работа!