Шурпет
-
Постов
4 496 -
Зарегистрирован
-
Посещение
-
Победитель дней
38
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Шурпет
-
https://www.youtube.com/watch?time_continue=90&v=wJk-E0A6nxw
-
 А как объяснили отказ?
А как объяснили отказ? -
@круазик, деньги девать некуда? Тут уж без "препарирования" все предельно ясно. Зато Анатолий Борисович и Дмитрий Анатольевич могут спать спокойно - молодые талантливые специалисты у нас есть. Кластер создан не зря! /Бурные продолжительные аплодисменты, переходящие в овации.../
-
https://www.youtube.com/watch?time_continue=1&v=Be02ZFZClXY

-
https://www.youtube.com/watch?time_continue=23&v=b1gLSit-xz8
-
@круазик, а это сколько в количестве проволоки?!
-
@Dmitry1962, я Вам больше скажу))) На одном из таких производств я работал с февраля по август нынешнего года. И за этот короткий период 3 катера ушли к заказчикам "из-под моего пера", то есть горелки)))) Но реалии таковы, что пришлось сменить место работы. (Дабы оптимизировать расходы и не платить за аренду площадей, босс перевёз производство за 300 км.) Мне - вообще не вариант. Вот так... А другие фирмы специализируются либо на клёпаных корпусах, либо на формовке катеров/лодок из стеклопластика.
-
Охренеть - не встать! https://www.youtube.com/watch?time_continue=130&v=YL9sNrOlK-I
-
@mehanik1102, насчёт вывешивания. Тогда уж легче и проще подвесить выносной МПП, а источник пусть стоит где-то в сторонке).
-
@odyssey, если притягивать элементы обшивки к набору "по месту", то в месте сгиба возникнут дикие напряжения. Нельзя. Всё, что "не плоское" нужно гнуть ДО сварки.
-
@Dmitry1962,@круазик. Спасибо за рекомендации! Но, не забывайте, что меня пригласили на всё готовое. "Всё" значит : готовый стапель, оборудование и оснастка. Готовые и неоднократно исправленные чертежи. Налаженные каналы смежников - плазма(пока не купили свой фрезер), поставки расходников, электроники/электрики и так далее. Гибка. Вот это направление-стояло вообще отдельно. Сама капсула - сварная. Но, гнутых элементов в готовом изделии - навалом. Кницы, лайвелы, рундуки, топливные баки и далее по списку. Поэтому гибка "на стороне" съедала n-ную часть затрат на изготовление катера. И вот что интересно. Такое оборудование в Саратове есть и далеко не в одном месте. Заводы, мастерские, частные владельцы. Однако, разброс цен на их услуги-весьма нехилый. От 30 до 90 рублей за 1(один) гиб. Ещё многое зависит от величины и сложности гиба требуемого узла. А только в носовой шпации (форпике) этих гибов чуть ли не 40. И гнут все по-разному, по-своему. Если у гибщика всё оборудование "пристрелянное", то ни одной "запоротой" детали не возвращалось. А были и такие, которые АМг s=3 ломали пополам. Приходилось потом собирать, как пазл и по-быстрому проваривать "своим телом". Словно без этого сварки мало...
-
@Semen3, какие новости/результаты?
-
@odyssey, давайте-ка подключайтесь к дискуссии, а то уже народ вынужден додумывать и домысливать самостоятельно. Или получится (такое уже было, и не единожды) из серии "да пошли вы все нафиг, я обиделся. Ничо вам больше не скажу" По теме. Без дорогого брендового п/а (а возможно и двух) даже не думайте начинать. ТИГ нужен тоже хороший, со множеством настроек и хорошей ПВ. Пример из личного опыта - EWM Phoenix 355 progress pulse и EWM Tetrix 230 ad/dc. ВСЕ горелки - ТОЛЬКО "мокрые". И прочая, и прочая, и прочая....
- 147 ответов
-
- 11
-

-
@Георгий 11, сколько за эти резьбы "обломилось"?
-
@odyssey, а оборудование какое есть в наличии? Или нужно тащить своё? Или будет приобретаться конкретно под данный проект?
-
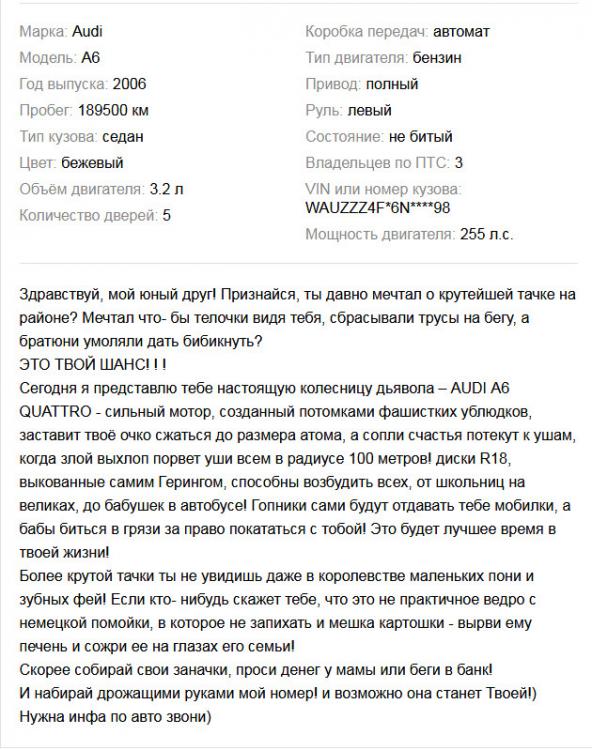
https://www.avito.ru/sankt-peterburg/avtomobili/audi_a6_2006_1000085411
-
@Георгий 11, импульс или линейный режим?
-
@Георгий 11, а какова толщина стенок?
-
@Котя, только не Гусь.
-
@ВалерийВО, сколько за 9100ХХ отдал?
-
@Tuborg, del