welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
 И с того? Вся борьба за бабки с бюджета впереди... Это гениальная многоходовка по сравнительно честному отъёму денег... Общался недавно с партнерами по данному поводу-не дословно,но близко к тексту-" Пусть наксовские упыри со..(курят) х... бамбук...Платить ничего никому не буду. .. введу внутреннюю аттестацию и привет... дармоедов -в топку...
И с того? Вся борьба за бабки с бюджета впереди... Это гениальная многоходовка по сравнительно честному отъёму денег... Общался недавно с партнерами по данному поводу-не дословно,но близко к тексту-" Пусть наксовские упыри со..(курят) х... бамбук...Платить ничего никому не буду. .. введу внутреннюю аттестацию и привет... дармоедов -в топку... -
это типо в цок наксовский?... хотелось бы верить.. после общения с коллективом местного цока, никаких положительных эмоций не было... ребятам очень хочется денег...а им их никто не даёт... , обидно да?...
-
У нас индивидуальный подход-Волков валики катать могЁт...а вот с соединениями -проблема.....ну и будни учебного центра-домучали клумбу( студенты 2 курса) 3 курс идёт на практику к партнерам-экспресс-тренинг по допускным соединениям предприятия Волков борется с С 17 по 5264-80 в положении Г, 12 мм, 09Г2С

-
Форумчанин Волков с Саранска приступил к тренировкам в ВЭМТ....сегодня первый день, не так уж и плохо для начала.. тавр 09Г2С, 12мм, ОК46,3мм-нижнее,УОНИИ13/55-вертикаль, снизу вверх,3 мм....стыковое -О9Г2С,12мм,УОНИИ 13/55,09Г2С,2,5/3мм
-
В нормальных ответственных конторах будь ты хоть по всем пунктам накса аттестован-попросят заварить допускные соединения..вопрос о приёме на работу будет решён по ним..а есть цидулька от накса.. или нет... вопрос решаемый.. Тогда следующий вопрос-а аттестация накса тогда в принципе зачем? Был сегодня в местном" ихнем" цоке-.. мрак полный... от стен до оборудования....посетовали на несознательный народишко-не желает, мол, квалификацию подтверждать... давайте мол, дружить.... мы с коллегами тихо поржали в кулачок....
-
Думаю,Вам не ответят,.
-
Просто бизнес, ничего личного...вот и вся философия накса.,.
-
@Георгий 11,, не в курсе... да и глубоко фиолетово, хоть 1 , хоть 4-й... мне до их уровней дела-как до проблем папуасов....
-
пара слов в дипломах одинаковы.. с большой долей вероятности..
-
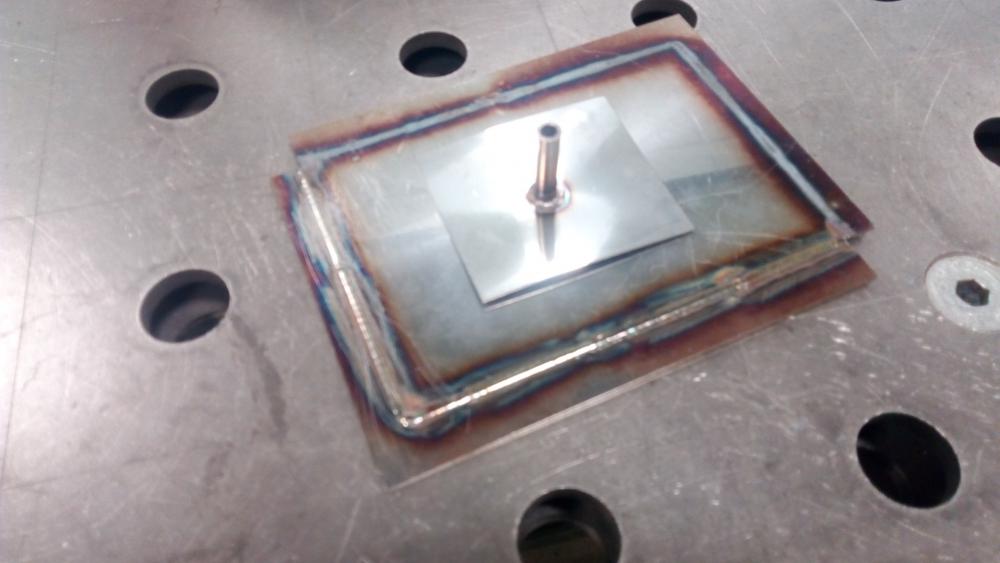
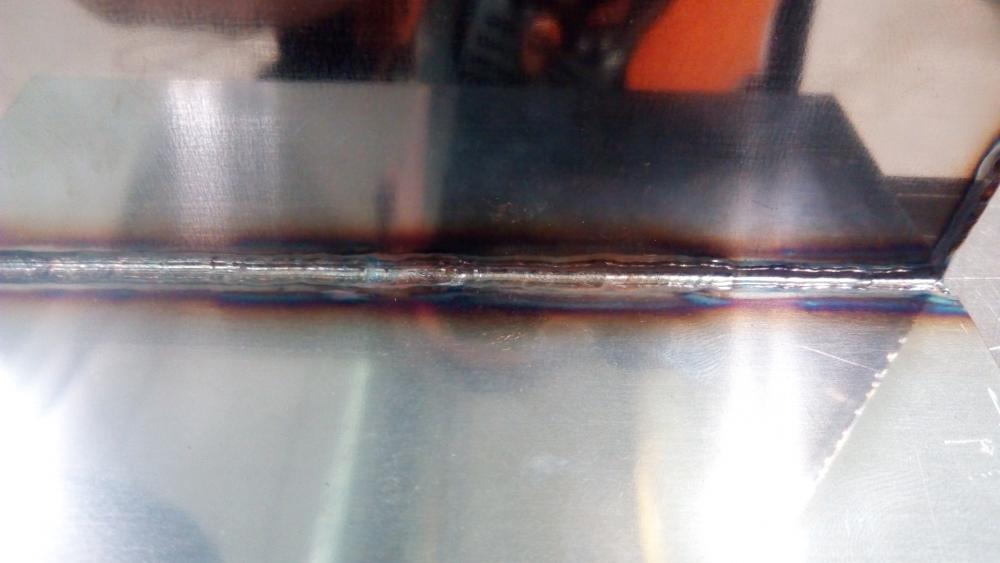
Когда начал снова в образовании работать, понял, что главная проблема-в методике.... и все силы кладу на отработку данного вопроса... результаты есть,но пока светить их преждевременно.. Но пока вопрос не в этом....в свое время бонзы компетенции сварочных технологий WSR тоже дули мне в уши, что они мрак какие спецы в методологии обучения сварщиков... Фуфлогоны ... как оказалось...ничего нового... одним словом. секта, пилящая бюджет региональных и федерального Минобраза.... На фотках-результаты моих студентов отделения СПО....по счёту-третья, четвертая катушка в жизни, 17-18 лет парням ....вот это и есть результат методики...положения В1, Г, Н45..
-
-а чё так, коллега? Стесняетесь... или вера не позволяет?Или сами, кроме того, как по клавиатуре кнопать, не способны ни на что?
-
Изучив их обьяву, думаю,что кроме помещения со столами- стульями,компутерами - у них ничего нет.Ну и пафосного названия.Практика- у партнёров...как обычно..так что Вы, Георгий,тоже можете открыть подобную шарагу.Назвать ,ну, например,Самый супернанотехнопромоСваркоцентр....ну или ещё как-то,снял помещение,лицензия-тоже решаемо,практика- в местном ПТУ- банзай!Деньги рекой....а ценник у парней нормальный такой, московский..
-
Как говорил Остап Бендер,один из 400 способов сравнительно честного отъёма денег,не дословно...но близко к тексту бессмертного творения Ильфа и Петрова..
-
в таком случае наступ на грабли во многих случаях-неизбежен... нежелание платить спецам -дорогое удовольствие... иногда очень.... один из моих бывших курсантов, талантливый сварщик и предприниматель, прекрасно осознавая отсутствие нужного образования и опыта , держит технолога удалённо, оплачивая услуги щедрым процентом от выполненных успешно работ... пока ещё не разу не обманул
-
Речь идёт о соответствии технологии выполнения работ конкретной задаче и уровню ответственности. Не более.
-
Это где такое прописано? если Вам хочется и выгодно заниматься перфекционизмом-занимайтесь... ..плохого в этом ничего нет.... @МассаТом, у Вас не документа на производство, нет КД, нет требований к контролю...есть только Ваши представления о том , как это сделать не сильно "страшно".. ну так делайте...
-
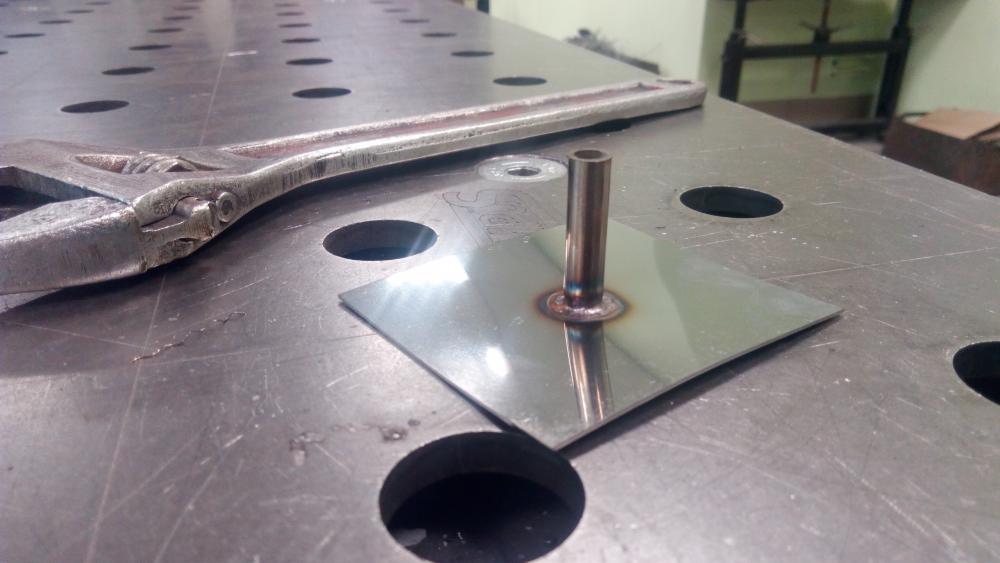
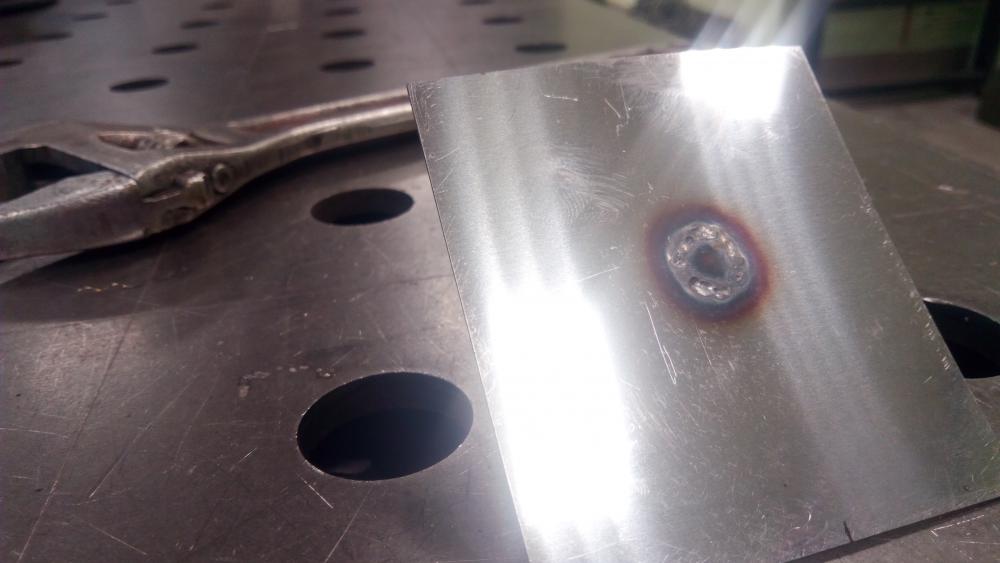
Если к плоскости и встык друг с другом-то 14771-76 даёт более чем исчерпывающую инфу по вопросу... требования. которые @МассаТом, выдвигает к соединению-это просто его личные хотелки, не подкрепленные ничем, кроме постулата "мне так кажется"... ни расчётов, ни ТЗ ... ну так пусть и делает , как считает нужным...Т1, С8 ещё варианты... за проход валит катет 8-10,или на пару проходов его растянет, проволокой 08Г2С, или DT-G3Si1-его личное дело.....способ контроля тоже не оговаривался...СО2 или трёхкомпонентная смесь-тоже неизвестно....СМ также -тёмный лес... а мы с вами просто чисто академически теоретизируем..
-
Т1 по 14771-76 не требует полного провара ....требования КД к изделию здесь ведь не озвучивались....или я чего-то упустил...?
-
Разделка вполне заменяется радиусом трубы.-ссылку на нормативный документ, который разрешает подобные экзерсисы, пожалуйста..
-
Стенку 8мм без разделки?А разве это запрещено? Требования к провару вроде как не озвучивались...
-
Стесняюсь спросить, а что там разделывать-то?.... в данном случае...
-
это каким? Жутко интригует....
-
тогда посмотрите геометрию С8 в 14771 -76....внимательно....
-
ни слова не было о возможностях подготовки кромок.... может у них напильники только есть.... , вот поразвлекаются, готовя под С8
-
Т1, У2 как вариант..