welderman
-
Постов
4 668 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
-более точная настройка, шаг меньше..
-
 Я и не заморачиваюсь,у меня с наксом дружбы нет,не было и не предвидится.Меня просто бесит то,что оценивать квалификацию выпускников отдают коммерческой структуре с весьма сомнительной репутацией.
Я и не заморачиваюсь,у меня с наксом дружбы нет,не было и не предвидится.Меня просто бесит то,что оценивать квалификацию выпускников отдают коммерческой структуре с весьма сомнительной репутацией. -
Не переживай, Антон, проверяющих хватает... вопросов пока не было...
-
Вот всё не сплю,переживаю,нет у меня оценки наксовского цока,и аттестации " ихней"тоже нет, как жить дальше,не знаю просто..
-
Ой ли? Так и уж вся такая независимая? И не влияет ни на что... ни на качество подготовки специалистов, ни на мою зарплату, вообще ни на что.....
-
Мы говорим о разных вещах, аттестация и оценка квалификации, в данном случае хоть и похожие, но разные вещи. Конкретно речь за оценку квалификации новоиспечённых специалистов. Аттестация -другое дело, допуск к выполнению определённых работ и с квалификацией относится весьма опосредовано.Тут на предприятие партнёров регулярно приходят устраиваться достаточно квалифицированные( поверим на слово и документам ) спецы. Но-входной контроль, а по сути аттестацию на право выполнения определённых работ проходят далеко не все. Почему-требования уж больно специфические. А у меня студенты там на практике работают. Сходу.Без разрядов, категорий и прочего .Потому что с данными требованиями знакомы давно, и упражнения обкатаны до автоматизма....Так вот внутренняя аттестация у них есть, а разрядов нет.
-
@Георгий 11,скорее на месте вертимся, никак вектор определить не можем. Чем была плоха прежняя система-непонятно...хотя как раз понятно, при всех своих минусах была условно бесплатной. А теперь ушлые проныры из накса будут доить сварочное производство с нового бока ...квалификацию будут оценивать, кому нахрен нужна их оценка? Да ещё за немалые деньги.... на данный момент в отсутствие независимых мощных профсоюзов работодатель вправе назначить практически любую оплату труда при любой квалификации... Ввести внутреннюю оценку квалификации, забив с прибором на наксовский цок...WSR тут тоже под ногами путается, не пришей кобыле хвост, короче, на данный момент-бардак....
-
Никакие, экзамен по стандарту WSR,там баллы, максимум 43,плюс бумажулька- сертификат на эти баллы.Куда её, бумажку потом прикладывать,походу никто не знает.
-
Первый этаж, второй корпус, там не промахнёшься...
-
Ну, как докУменты сдашЬ,заходи...
-
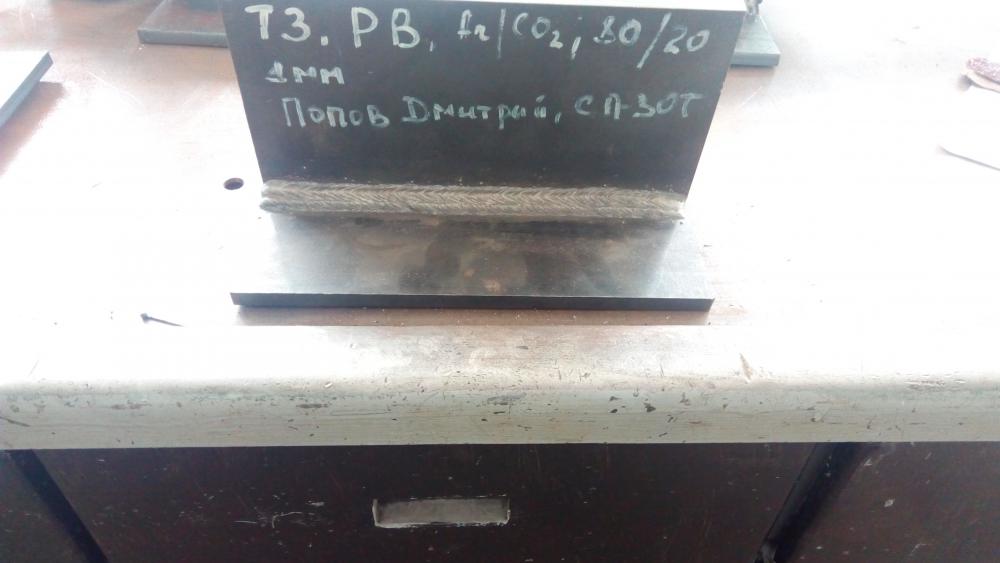
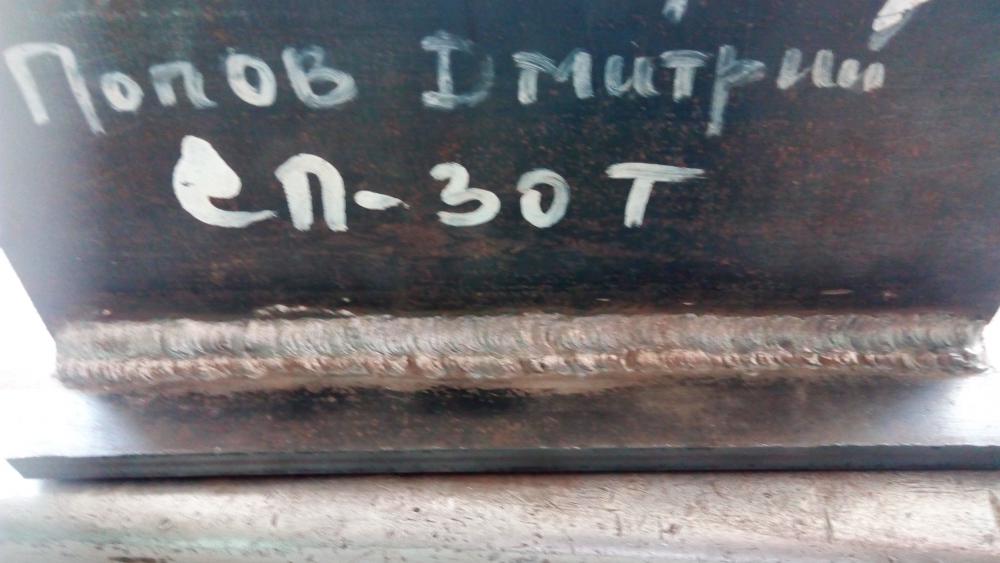
Из изречений И.В. Сталина-Кадры решают всё!! Пять дней экзаменационного марафона -смотреть не на что...собрали нас перед этим действом и сказали-сдать должны все.....я тогда вообще от оценки съехал...\ Типа не при делах... половина сдававших вообще не наши студенты , а те , что типа наши-не мои... Судите сами....для контраста-работа моего студента с прошлого года с аналогичного экзамена...сами определите где эта работа...

-
если только на плазму работать-потянет ....но надо с очисткой воздуха поработать от масла\воды....20 мм возьмет...
-
Бумага всё стерпит....даже в самых отстойных учебных заведениях по документам всё ОК!! выпускают спецов 100 левела....что в реале-мало кого колышет,...Это замкнутый круг-общий развал промышленности снижает спрос на квалифицированную рабочую силу, снижается уровень подготовки в учебных центрах, падает уровень требований к мастерству преподавателей.... И наоборот, в нормальных учебных заведениях , очень часто , с бумагами проблемы... у меня вот точно....в вечных должниках по всяким планам , отчетам, методичкам, и прочей околопедагогической муйне.... просто времени на это нет...
-
Телефон приемной комиссии 8(8332)51-43-65,62-68-65,с 8.30 до 16, понедельник-пятница
-
Значит так...всем заинтересованным лицам, инсайдерская инфа-прием документов начнется с 1 июля, группа бюджетная,10 мест ещё есть,если будет много желающих,откроют ещё 5 мест.Так что торопитесь,клювом не щелкайте...а то не влезете на этот год.. а там могут и калитку прихлопнуть.... .
-
@selco,Вам , Маэстро. особые условия...
-
Видать, скоро может собраться неплохой курс от Вебсварки в ВЭМТ на "Сварочном производстве"... Коллеги! Решение приняли? Действуйте....здесь помогу по максимуму...
-
-правильно поняли. и калиткапока не захлопнулась... как-то либерасты это прохлопали...так что пользуйтесь...моментом..
-
@Schlosser,к сожалению, контактов с украинскими коллегами у меня нет
-
Пока! Бесплатно
-
Давно пора.Пока! Бесплатно,но ситуация может измениться.. Возрастного ценза н данный момент нет,прием документов идёт...так что ждём... Компанию Массе Том составите
-
По мнению либерастов-мы нация чмырей,и техническое образование любого уровня нам ни к чему...посему экзамены на СПО на данный момент отменены,обратный момент - если до диплома доходит хотя бы половина группы- это просто отлично
-
Форумчанин Igorflesh,победитель конкурса "Нам здесь жить и работать"намедни защитился на красный диплом,"Сварочное производство", техник-технолог, и отправился отдавать долг Родине в Российскую армию, ВДВ... Дома ждёт родной завод... с приличной з/п и должностью мастера смены для начала...
-
это точно,жульё не дремлет.. но и мы не спим Обмануть жулика-не грех, святое дело...
-
@Luza,поздравляю!!! ,классная серьёзная машина для любых задач...