sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
Если посчитать чисто математически, то чем меньше значение справа от = мы подставляем (а у TIG сварки к = меньше всех) то и слева от = цифра будет меньше. Правда есть еще один показатель как скорость сварки не знаю у кого она больше, наверное у П/А то возможно и тепло-вложение будут меньше, но это все равно надо считать, так как на первый взгляд цифры 0.6 и 0.8 не так отличаются но если на это число умножить слишком разные числа полученные при вычислении то разница может быть ощутимой. Если опытные сварщики скажут что они могут сваривать TIG сваркой на такой же скорости или чуть меньше как и на П/А, то тепло-вложение у TIG сварки будет значительно меньше. Это все из формулы. Помните я же не сварщик, всего навсего решил пример с помощью формулы. Вы уверены что второй ник в этой строчки должен присутствовать?
-
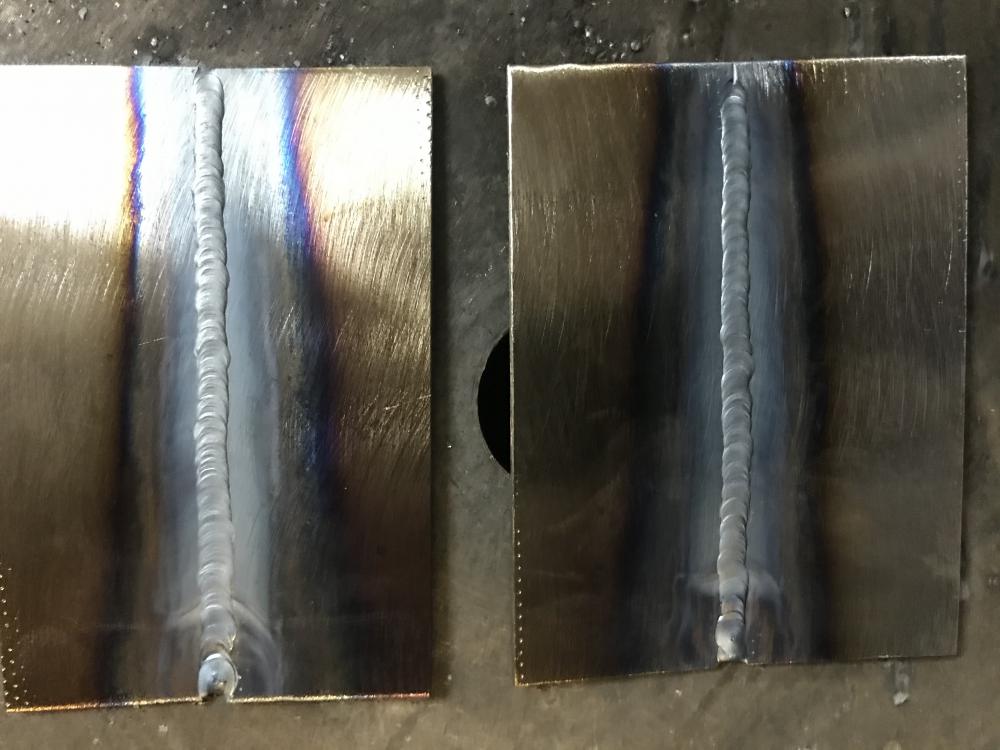
Спасибо. Тогда если смотреть на мои фото где какие цвета должны быть, то есть к чему стремится? На сколько я вижу есть сам шов, далее серый цвет это я так понимаю зона защиты, далее цвет металла вроде такой же как и сам метал, потом синяя полоска. Если я правильно понимаю синяя полоска должна быть как можно ближе к шву?
-
Это что? Забыли, топик начинающие.
-
Забыл спросить, а по каким критерием шва видно что я тормажу? Вот это пока не понятно. Шов горкой, но я могу и при тех же показателях просто присадки меньше дать и будет шов меньше, а то и вообще с заподлицо с металлом. Или при большем токе с таким же количеством присадки шов немного расползется и будет шире?
-
Привет. Черная. Зачистка такая. Подавать сложнее то есть в руке плохо держится или ее надо больше пихать в ванну? Вот бело-серый цвет около шва это защита газа? Если да, то получается большая, можно сопло поменьше и тем самым поменьше газа, что бы зря не жечь? Пришло как то мне озарение, и основано на знаниях об окружающем нас мире. Наш мозг мощнее в несколько раз самого мощного компьютера, но если он работает без нашего участия. Как только мы пытаемся что то делать с его помощью то наступают тормоза. Он монополен, то есть выполняет одну операцию в одно время. Человек не может одновременно например сделать два простеньких примера, сначала посчитает один потом второй. Когда человек до автоматизма нарабатывает какие действия например ходить, то мозг выполняет сложные расчеты например дать команду мышцам ноги как ее поднять, на какую высоту и так далее без нашего участия. Мы можем идти в каком то направлении и еще разговаривать по телефону обсуждать какую то важную проблему, а тем временем глаза смотрят на дорогу мозг оценивает ее дает команду ногам и всему телу на движение да еще и на каком повороте надо повернуть, уши слушают и при каком то шуме мы оборачивается. А теперь представьте если бы мы обдумывали каждое движение ноги, руки и всего тела и на каком повороте надо повернуть, при шуме надо обдумать как повернуть голову. Понимаете, мы бы вообще ни куда не дошли. Так и при изучении какого то дела, например сварка. Тут несколько важных моментов - надо следить за зазором электрода, наклоном горелки, двигать горелку ровно по шву, подавать присадку, следить за ванной. Если мы будем самостоятельно все контролировать то ни чего не получится, что мы и видим у людей которые начинают что то изучать и пробовать. Как только мы натренируем мозг выполнять эти движения без нас, то нам нужно будет всего навсего следить за ванном да и то при ее изменении мозг сам будет давать команду рукам. Это я понял когда за пару дней сжёг баллон газа. В какой то Момен я поймал себя на мысли что я уже не смотрю на зазор между электродом и ванной, если он и начинает подниматься то руки как то сами опускают его. Потом я начал подавать присадку 0.8мм по началу я отвлекался на это, то пальцы забуду поджать для следующей подачи ее в ванну, то убрать что бы шарик не наплавлялся и т.д. И в каждый момент после отвлечения на это я терял контроль над сваркой. Сейчас я все меньше и меньше обращаю внимание на то как у меня работает левая рука, она уже начинает работать сама по себе. в общем хочу дать совет начинающим, начинайте сваривать и на первом этапе не обращайте внимание какой у Вас шов, проплавили Вы или нет, какую присадку подавать или какой ток, Прото тупо делайте механические движения правой и левой рукой, вот когда Вы поймете что Вы уже не зацикливайтесь на том как двигается у Вас правая рука, как Вам двигать левой рукой для подачи присадки, в каком положении у Вас горелка. Когда Вы будете смотреть только на ванну, вот тогда можно начинать так сказать разбираться что и как. Вот это текст я забобахал. Пробовал побыстрее, но тогда нет повара на другую сторону и присадка не совсем плавится, то есть шов бугром. Наверное потом с опытом придет.
-
Везет Вам, а вот я нуждаюсь. Было время немного потренироваться. 2мм сталь, 80А, 6л газ, сопло 7 (линза), 2.4 электрод, 1мм присадка. Лежали на большой железке валик с обратной стороны из-за этого не получился но метал продавил. Подскажите по рассвете на металле так и должно быть? Ну там защита газа перегрев или наоборот не догрев, и с самим швом что?

-
Не облегчит ни как, от слова совсем. Если интересно могу объяснить, только в тексте будет много букв, если готовы читать, то по прочтению у Вас все встанет на свои места.
-
И так есть не большие сдвиги. Долго не мог потренироваться. Все таки решил заточить электрод примерно на градусов 30 (полтора диаметра). Тут советовали, на других форумах начитался и видео заграничного насмотрелся. Теперь вроде все встало на свои места, а именно раньше как и писал не мог подавать присадку 0.8 или 1.2 на токе 70А металл 2мм, еще при подносе уже начинала плавится и подать ее можно было но это надо было делать очень быстро. Так же горелку перестал наклонять градусов под 45, градусов 20 наклонил и стало намного комфортнее. Присадку 0.8 можно спокойно подавать, держать рядом с ванной, она не плавится. Все эти советы и раньше видел, но их много и они отличаются друг от друга, по этому пока сам не попробуешь, не поймешь что лучше. Теперь бы понять как определять по ванне или вокруг нее что уже пора двигать горелку. Вроде вот она круглая как олово на паяльнике, подал присадку двинул горелку вперед на край ванны и так дальше. Закончил шов, а он почти ровный с металлом, а бугор весь с обратной стороны, даже иногда ровнее чем с той с которой свариваешь. Такое ощущение что он проваливается уже после горелки, так сказать на остаточном нагреве. Думаю что натренироваться и сделать шов нужный можно, но это наверное не правильно, завтра возьмешь другой толщины металл и опять набивать руку, а после завтра вернешься к предыдущиму и уже точно не вспомнишь тот ритм. Думаю что должен быть какой то орентир. Может кто подкинет ролики какие где рассказывается об контроле ванны.
-
Мож у меня что то с педалью не то, но применение резистору на педали я пока не нашел. Ток максимальный когда педаль в пол им регулировать можно, но при регулировки показания на панели сварочника не меняются. Странно но штатная горелка которая шла в комплекте у нее на ручки 3 кнопки одна включение/выключение и две других это добавить или уменьшить ток, при их нажатии на панели показатели менялись, почему на педали не меняются - странно, мож что стояли не правильно? И по этому если показания меняются, то резистор можно использовать наверное только что бы не бегать к сварочкину для выставления максимального тока, попробовал педаль в пол поварить, видишь много или мало тока, нагнулся подкрутил и все. В данный момент резистор выкручен на максимуме, а максимальный ток хожу к сварочному выставляю.
-
Мороз спал, попробовал маску-щиток с обычным стеклом 3мм ( на глаз), а мож и 2мм, еще в СССР шла с трансформаторной сваркой в комплекте. Ну не знаю, мож стекло какое то не такое, но все мутно в ней, совершенно точно работать в ней нельзя. Уже не вспомню как в ней варилось тогда когда покупал сварочный пробовал работать, стеллаж в гараж сварить, плуг отцу подварить и т.д., но что то не помню что бы так в ней было плохо видно. Может конечно при сварке электродом все намного лучше, а может и просто уже привык к красивой картинке tig сварки в хамелионе. Что касаемо тренировок, сдался я на том что бы сваривать 2мм в обычном режиме, перешел на импульс. В нем в фазе низкого тока есть время двинуть горелку, поднести присадку, по крайней мере если чуть шов не ровный, где то присадку не успел подать то это навык который придет с количеством швов, и понятно что к чему. А вот без без импульса то шов вылазит на ту сторону, то присадки сверху как то много, то сначала шва все хорошо, но через 5см метал уже нагрелся и шов начинает потихоньку вылазить на другую сторону. Педаль приобрёл, можно уменьшать ток к концу шва, но пока не догодался по каким признакам смотреть что хватит уменьшать ток. И есть вопрос - почему на 3мм намного легче сделать шов без импульса чем на 2мм? В том плане что там как то хватает время на все, металл как то медленнее плавится. Можно сказать что металл толще дык и ампер больше, вроде на 2мм должно быть все тоже самое металл тоньше и ток меньше, но сварка на 3мм и на 2мм не одинаковая.
-
Тут Вы не правы, и это не только мое мнение, но и законность и реалии капитализма. Я за свою работу могу назначить любую цену, с потолка или реально посчитать сколько мне нужно и она может превышать стоимость новой детали. Ваше право заплатить мне за это или нет, главное не врать клиенту и сразу озвучить предполагаемую сумму которая к тому же может и изменится. Упрекнуть меня в цене Вы не можете ну если конечно Вам не 17 лет и Вы не знает как устроен мир. Попытаюсь объяснить, допустим Вы нашли самое оптимальное и самое дешёвое в плане материал-затрат решение ремонта той или иной детали, хотя ГОСТов в этом плане на многое нет и почему Вы решили что Ваш вариант самый правильный, так вот Вы посчитали все что можно было, даже свет лампочки которая Вам освещала при сварки, дальше у нас осталось стоимость работы вот тут и загвоздка нет ограничений на стоимость работ, по закону капитализма я могу назначить цену и 1000р/ч и 100000р/ч только налоги плати и все. Капитализм это утопия можно почитать Маркса и там все расписано оно это и происходит вокруг нас, только не так быстро но я на протяжении своей жизни вижу что оно так и есть, в итоге должен остаться один. В стремлении и в конкуренции приходится снижать цены на свою работу что бы завлечь клиента это же рынок, а при рынке выигрывает покупатель то есть клиент. Вот если у Вас как например у меня есть основная работа на которую так сказать я живу и есть еще разные профессии которыми я владею и периодически использую в своих "колымчиках" то я цену назначаю ту которая мне нужна и в нее даже входит и стоимость проезда ну например сколько стоит доехать до клиента на такси туда и обратно (когда ремонтирую например ПК). Если клиента устраивает моя предварительная цена то я работаю в удовольствии, потому что знаю что получу то что мне нужно и не мало важное ни куда не спешу как бывает когда мало взял но надо делать, а за углом еще есть работа. Если отказался, то не беда у меня же есть основная работа. Вот когда есть одна работа, то тут да, приходится крутится.
-
Да не правильно выразился. Если аппарат не врет, то минимальный ток поджига можно выставить не ниже 10А.
-
Тогда я Вас не понял, то есть минимальный стартовый ток будет - 10А: P.S. Сообщение вместе написали. Спасибо.
-
А это имеет какое то значение? Покупал у дилеров не с рук, аппарат на гарантии. Вы как представитель, можете же ответить по товару который продаете.
-
Могу конечно попробовать клещами замерить ток. А можно как то узнать по аппарату какой ток, может номер или серийник и т.д.? Покупал у Вас.
-
Добрый, подскажите кто знает, есть оригинальная педаль и аппарат Grovers 200Е AC/DC свежий, какой начальный ток у педали?
-
В такой холод хороший хозяин собаку не выгонит, а Вы меня в гараж пытаетесь загнать. Нет, с Воскресения ни чего не делал и наверное пока такие морозы не пойду. Одеться тепло можно, но пар не дает пробовать, очки и стекло маски моментально конденсат, а топить (нужно время) ради часика не очень хочется. Обязательно проверю и отпишусь, но это пока не первая необходимость для меня.
-
Вот нашел видео где видно как я вижу электрод когда ставлю 1.6 вместо 2.4 на токе 75А. Я не знаю почему у него на видео это стало заметно, сварку он не останавливал, но это появилось на 5с., может ток добавил до того который предназначен для данного электрода. Смотрите с 44с., там всего 5с. Может подскажите почему у него так получилось, вроде зазор не менялся, движение он делает ровные -
-
Я так понимаю судя по видео с фильтрами, на камеру будет тоже самое в плане того что я не смогу показать что я вижу на самом деле. Камера наверное этот фонарь и будет снимать. Согласен, это не смешно. Вы рассуждаете с точки зрения человека умеющего сваривать. Я Вас понимаю, если Вы вдруг начнете изучать материал который до этого не знали, то Ваши Вопросы будут казаться глупыми. Только я это понимаю, что человек только учится. А вот тут действительно смешно. Вы умеете водить автомобиль? Если да то поймете. Я могу тронутся и с 4 передачи на карбюраторном моторе и на ровном асфальте и с 5-ой. НО, в авто-школе же этому не учат, или учат? Ты просто катайся, трогайся с какой хочешь, врезался в столб не беда, главное практика, сбил кого - да ерунда все это. В любой профессии есть основа, которой нужно придерживаться при обучении, как и в авто-школе учат переключать передачи на определенной скорости и на определенных оборотах двигателя, при которых движок точно не захлебнется. А вот когда освоишь это, то можешь и в натяг пускать авто или пошустрее раскрутить мотор прежде чем переключать на повышенную передачу. Или в училище на сварщика, вышел мастак дал каждому по держак и электроду, ни про углы, ни про то какой держать зазор, ни про ток. Главное сваривайте, а я потом к Вам в конце года зайду посмотреть, а на глупые вопросы учеников на каком токе сваривать ответ один, да похер, я могу на лубом. Действительно смешно. Я несколько месяцев правда не постоянно, а иногда пару часов в неделю пробовал швы ложить и всегда видел этот фонарь, даже не мог проконтролировать зазор, просто на ощупь так сказать. Попробую поднять повыше на несколько сантиметров, дуга-фонарь не гуляет, значит изначально держал достаточно низко и опускаю опять ниже. А тут всего навсего поменял электрод согласно рекомендации для таких токов и картина поменялась. Теперь даже не задумываюсь какой зазор, я его вижу. Теперь подача присадки, тупо ее пихать из дня в день не понимая в чем ошибка это не то, это время на ветер. Думаю тут точно нужно видио, тогда наверное будет ясно что делается не так или быстро или медленно или не вовремя и т.д.
-
Вспоминаю себя когда так же насмехался. А потом я стал старше. К чему Ваш пост? Дык судя по настройкам у Вас 220А верхний ток, а это ток из диапазона этих диаметров электродов. Если все таки у меня получится снять то что я вижу на двух разных диаметрах, то покажу.
-
Диаметр электрода какой?
-
Я помню, как до огорода доберусь возьму маску и попробую. Попробовал все режимы, для меня кроме яркости ни чего не менялось. Проставил 5-9 и покрутил ручку, не очень комфортно очень ярко, но на электроде все равно фонарик. Поставил 9-13 и крутилку поставил на 12, так вроде комфортно, но фонарь на электроде присутствует. Ток 75А, поставил электрод 1.6 вместо 2.4 и фонарь пропал, остался один белый электрод и ореол не большой вокруг него, но он прозрачный, можно сказать что и нет ни чего. https://www.vseinstrumenti.ru/spetsodezhda/siz/organov-zreniya/maska-svarschika/foxweld/gefest-chernaya-f-r-9700v-5294/ Такая. Пока наверное не буду ее менять, так как мне видно с 1.6 все хорошо. Большие толщины пока не использую, а дальше будем поглядеть. Пока для меня важно подача присадки, ни как не могу отработать технику. И дело не в навыке, а в том, что я ни как не пойму в чем мои ошибки, а это самое главное. Ток 70А, металл 2мм, присадка 1.6мм, вроде виду быстро, но с обратной стороны валик и сверху бугор, как бы вроде много присадки, но если много присадки в ванне почему она проваливается. Двигаю вперед горелку чуть расплавил и присадку, она же не должна провалится, так как металла много. И с обратный стороны должен быть валик или нет, если например в стык сваривать две пластины? Да, все так как на фото, ярче и темнее, но на всех фото фонарь на электроде присутствует и его не видно (кончик электрода), только вокруг ярче или темнее.
-
Там будет втулка с концов которой будут выточки которые будут вставляйся в пластины и сверху буду выступать на 3мм, где и будут обварены. Я только учусь. Госты смотрю, но смотреть одно а сделать совсем другое. До осени время есть, думаю должно получится. Да и пока думаю над некоторыми узлами и появляются мысли как сделать лучше. Спасибо за совет.
-
Нет, пока стол начал делать для сварки из профильной трубы. Как раз рамку на днях и прихватывал. Кронштейн это регулировочный механизм для плуга. Стол сделаю и начну, надо еще потренироваться как заполнять швы. Там будет сталь наверное 5мм, будет фаска с притуплением, такой шов ни когда не делал, даже не пробовал.
-
Для меня удобно видеть расстояние до ванны. И второе этот "фонарь" закрывает все что сзади электрода (может оно и не нужно). Так же он закрывает наверное две трети сварочной ванны. И еще когда делал прихватка на 2мм стали, направил электрод точно по центру и за этим "фонарем" нихера не видно сплавились ли две стенки металла, только по краям ванны угадывал когда ванна хлопнулась с другой стороной. Это нормально?