

Spec
-
Постов
459 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Spec
-
-
Ротационная сварка трением. Дополнительно можно посмотреть www.youtube.com/watch?v=X9FzyfUQmeQ
-
В продаже есть специальные печи и термрпеналы для сушки электродов. И не дорого...

-
там в фильтрах насос стоит чтоли , который качает воздух "в лицо"
Именно так. В коробочке компрессор, аккумуляторы, фильтры. Крепится ремнем на поясе сварщика. Очищенный воздух подается в маску сварщика. На мой взгляд стоит неоправданно дорого, что на фото 30000 р. за комплект. Гораздо дешевле самому сделать, если потребность есть, из автомобильного пылесоса.

-
Ребята, загляните на этот сайт, посмотрите как у нас красиво бывает.
www.hibiny.ru/news/ru/archive/23700
-
Spec
Сравнением цен добили окончательно...
 Не меня - уровень российской промышленности...
Не меня - уровень российской промышленности...
Я бы сказал "Жлобства".
Цена никеля на лондонской бирже 28,7 долл/кг. или 861 руб/кг. В
электродах ОЗЖН-1 никеля меньше половины, остальное железо, присадки, обмазка. Так
что цена этим электродам максимум 1000 руб/кг со всеми накрутками. Такая вот "экономика"...
-
аналоги естьли Российские этих электродов
ESAB ОК 92.58. Российский аналог - ОЗЖН-1
ОК 92.18 -------------------- ОЗЧ-3, ОЗЧ-4
А теперь по ценам.
ESAB ОК 92.58. Ф 3,2 мм в "Интерсварке" --------- 1450 руб/кг
ОЗЖН-1 Ф 3,0 мм "Спецэлектрод" ---------------- 3017 руб/кг
ОЗЧ-3, ОЗЧ-4 Ф3 мм "Спецэлектрод" ---------------- 3290 руб/кг.
Работаю электродами ESAB, очень приличный материал.
-
-
Пристроить к нему выпрямитель с дросселем .
Дежурную дугу .
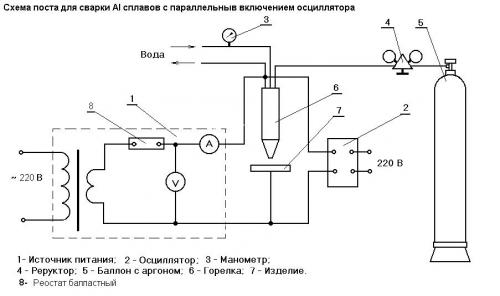
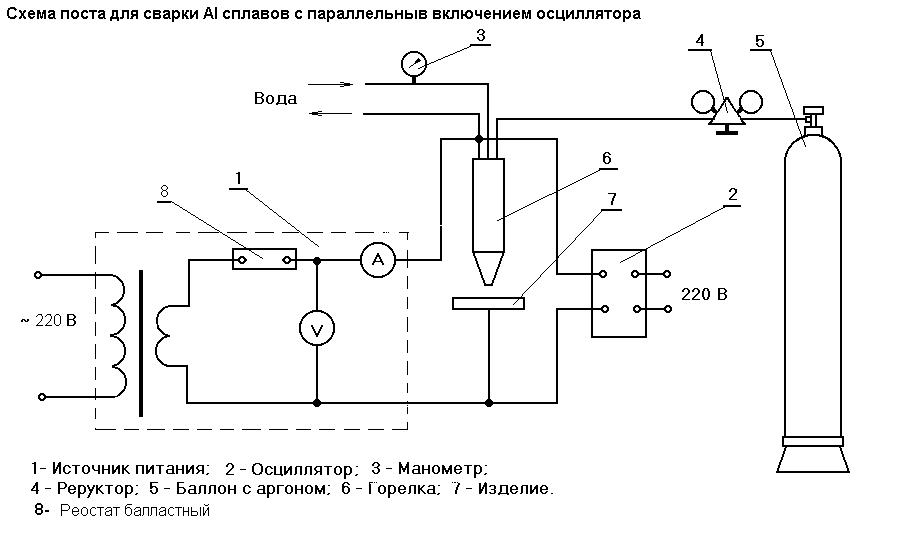
Встроить клапан , купить аргоновый балон и ...... использовать как ТИГ DC !
А если осциллятор (напр. ОСППЗ) добавить то и алюминий варить можно будет.
-
 1
1
-
-
Сильное сжатие концов проводников друг к другу и все ?
Очень сильное, металл должен течь. Осуществляется при комнатной температуре, без нагрева внешним источником тепла. Различают точечную и стыковую холодную сварки, иногда роликовую. Используется для сварки изделий из алюминия, меди и их пластичных сплавов.Как пример - корпуса транзисторов, напр. КТ-805 и др.
-
На коллекторе, что на фото, трещины с двух сторон, практически симметричные. Стоимость ремонта 1500 р. А вообще стоимость считается: материалы, работа, накладные (электричество, тепло, др. расходы). Если коллектор ранее варили "умельцы" обычными электродами, СВ-08Г2С и он треснул - цена удваивается. И еще надо учитывать расположение трещины. Она может быть доступна, как на фото, или уходить в труднодоступную зону, где ее ни болгаркой, ни сверлом не разделать.
Сварка газопорошковым способом (фото) дороже (порошок, ацетилен, пропан, кислород).


-
 1
1
-
1
-
-
как варить енту чертяку ТИГом?
Не надо ТИГом. Купите электродф ЭСАБ ОК92.58 или ОК 92.60. Концы трещины засверлить насквозь Ф4-5 мм, вдоль трещины сверления (сверло на выходе). Подогреть до 200-250С (можно и на холодную). Варить обратно ступенчатым способом от краев к центру. Швы короткие 15-20 мм. Проковка. После сварки контролировать плоскость примыкания коллектора к ГБЦ.


-
1
-
-
Я уже 10 лет снега не видел..
Посмотри!


-
2
-
-
так понимаю это литры (на шкале)?
Да, л/мин. Но очень приблизительно. Чтобы редуктор не врал. располагать его надо вертикально, без наклона. И служит он индикатором повторяемости расхода газа. Чтобы для себя уточнить, что показывает шарик по шкале - надо ротаметр тарировать. Образцовым ротаметром, включенным последовательно, либо по времени вытеснения воды из банки с известным объемом.
-
Скорость на вращателе как регулируете ?
Движок постоянного тока. ЛАТР, два моста.
-
Что-то упустил?
Редуктор.
-
а я пользуюсь гельотиной,правда бегать приходится на другой участок)))боюсь просто болгарку в руки брать,хз почему но боюсь....
Попросить о помощи более отважного коллегу, ножовка, плазморез, газопламенный резак...
-
А я такой... Для наплавки.

-
7
-
-
По фото понял, что трещины заварены. Образование трещины обычно слышно через некоторое время после сварки участка шва, противный такой щелчок. Размороз - неприятная штука. Трещины, зачастую пока не сквозные, могут быть везде, где был лед. Надо опрессовывать. Закрывать отверстия, небольшое давление сжатого воздуха и в корыто с водой. А швы по-любому придется еще и пропаивать, иначе мокрить будет. Блин, иномарок накупят, пальцы веером, а на тосоле экономят.
-
1
-
-
Evgen, навеял не по теме чуток .
Знакомая система. В свое время на П/Я военпред где-то вычитал, что лучшее качество дает АДС. Уперся, только АДС. А варить надо кольцевые швы, ст.10. В СО2 и слышать не хотел. Сделали аргонодуговую горелку стационарную, присадку подавали от полуавтомата.
-
Должно быть через скользящий контакт на вращателе
Щетки электродвигателей.
А чего самой кнопкой не клацаете?
На горелке она. Не удобно, да и горелка смещаться будет на старте. Поэтому вынесли. ШР, провод 2х0,75, микропереключатель.
Прикрепил шильдик серийного вращателя, не плохая машина, кстати. Собирался фото организации токосъема.

-
1
-
-
Когда как. Или чистым СО2 или смесью из двух баллонов через смеситель.
Да, горелка закреплена в стойке. Кнопка "Пуск" от горелки отключается, вывоится на микрик.
-
Фото деталей, наплавленных во вращателе полуавтоматом. СВ-08Г2С.


-
2
-
-
Чугунные детали - ПАНЧ-11, стальные Традиционной СВ-08Г2С.
-
Больше часа сегодня ступицу наплавлял
Я бы эту ступицу подогрел и наплавил полуавтоматом во вращателе. Быстро и дешево. Порошки дорогие, я их стараюсь рационально использовать.










Помогите разобраться с металом
в Аргонодуговая сварка — TIG
Опубликовано