

Spec
-
Постов
459 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Spec
-
-
Класс! Диссертация!! Можно еще в подходящей по размеру емкости сауну организовать. А что? Пар, вода, пена, пиво...
-
Короче говоря придется ехать в Москву , только времени пока нету ,.. зимой .
Ехать то зачем? Есть транспортные компании, привезут недорого. Ну, если Москва недалеко, можно и съездить.
-
Чтож , если не достану электродов придется парится .
На нормальной фирме обеспечение материалами - дело хозяина или директора. Заказал, оплатил, получил. Максимум неделя.
-
Порошком , как думаете ?
Впрочем, если есть печь... Но будет очень жарко, я бы не связывался...
-
Газопорошковая не годится. Не прогреть, уж очень массивная деталь. Электроды ЭСАБ ОК96.60. Прогрев, проковка (каждый валик) После сварки укрыть (завернуть) асбестовой кошмой.
-
Нагрузок практически никаких , если конечно поаккуратней будут ездить.
Проще всего - 2 накладки толщиной около 10мм, 6 - 8 болтов. Если варить - двусторонняя U-образная разделка, закрепдение на плоскости (швеллер, например), максимально возможный прогрев зоны сварки (остывать будет быстро, поэтому и сопутствующий). Сварка с двух сторон попеременно, так меньше поведет. Удовольствие не из дешевых, учитывая стоимость приличных электродов. Для удешевления можно разделанные кромки обварить Ni или NI-Fe электродом дальше нержавейкой. Если вашему руководству больно видеть накладки - сварить и оставить одну накладку с внутренней стороны.
-
 1
1
-
-
сильно поведет при сварке ?
Зависит от схемы сварки.
Пара вопросов:
1. Причина поломки?
2. Какие нагрузки на него действуют при эксплуатации?
-
Частотниками я не занимался. Надо посмотреть какова зависимость мощности двигателя от частоты питающего напряжения. Для привода можно мспользовать двигатель-редуктор от автомобильного стеклоочистителя или полуавтомата. Если вращатель универсальный - понадобится токоотвод, чтобы подшипники шпинделя не подпалить.
-
Отправил в ЛС
Переслал файл. Там в конце цветной снимок. Сделал я его в электроцехе. На имеющемся у них вращателе был снят родной патрон и установлен большой. Через некоторое время сгорел от перегрузки движок. Установили асинхронный, запитали через частотник.
-
Николай, мне пожалуста. Адрес у тебя есть.
Отправил!
-
1
-
-
Интересный станочек . С продольной цепной подачей , ценная информация . Спасибо . А меня то все мысли кружили вокруг да около винтовой .
Есть у меня рекламный проспект, упакован в Microsoft Office Document Imaging. Весит около 840 кб. Хотел выложить, но этот формат получил отказ в размещении. Если интересно, могу переслать на e-mail.
-
1
-
-
Кстати, У RotoMatо - ов простое и оригинальное устройство перемещение горелки.
-
Можно придумать приспособу сзади шпинделя для закрепления потрона.
Можно, конечно... Но если пылить регулярно, лучше сделать простенький вращатель. У Кастолина хорошие и простые вращатели - RotoMat.
-
давольно приличная скорость
Ничего страшного: движок постоянного тока, червячный редуктор, 2 шкива, ремень, шпиндель, патрон. Можно и асинхронник с частотником. Чем выше требуемая скорость, тем проще ее получить, меньше ступеней редуцирования.
-
1
-
-
Линейная скорость подлежащей напылению поверхности вала должна быть приблизительно 20...30 м/мин.
Частота вращения детали определяется по формуле
V
n = ------ об/мин
3,14 D
Где V - линейная скорость напыляемого участка вала м/мин;
D - Диаметр напыляемого участка вала, м.
Для 50 мм скорость вращения от 127 до 191 об/мин.
-
2
-
-
Спасибо, посмотрел. Особенно впечатлила сварка чугуна, применяемый "припой". Чуть ни прослезился...
-
1
-
-
30 сентября последний день работы и Да здравствует ДОМ!)
Вадим, поздравляю! Хоть и тяжело сейчас тебе, но все пройдет, а впереди РОДИНА с ее родными людьми и хорошими перспективами. Удач тебе во всем. Хорошие спецы нужны всегда и везде. Устраивайся на новом месте, постараемся летом встретиться. Все будет хорошо!
-
Подскажите пожалуйста как правильно рассчитать соотношения этого давления в редукторе?На картинке мне не ясно.Или можно так,открыл на равных,а на горелке уже регулировать...?
Рассчитывать ничего не надо, надо настроить давления кислорода и горючего газа на входе в горелку.
1. Собираешь пост: баллоны - редукторы - шланги - горелка. Вентили на горелке и баллонах закрыты, нажимные винты редукторов откручены против часовой стрелки до свободного хода.
2. открываешь вентили баллонов. Манометры, которые ближе к баллону, показывают давление газа в баллонах. (Пропановый редуктор имеет один манометр для контроля давления газа на выходе.)
3.открываешь кислородный вентиль на горелке (примерно 1 оборот против часовой стрелке), вращением нажимного винта на кислородном редукторе выставляешь давление 4 кгс/см2 по правому манометру. Закрываешь вентиль на горелке.
4. Не открывая вентиль горючего газа на горелке (еще взорвешься, напустив в помещение газа при регулировке) вращением нажимного винте на ацетиленовом редукторе выставляешь давление 0,7 - 1,0 кгс/см2 по правому манометру.
-
1
-
-
и фот ещё у меня такие датчики МРа это что такое?
МРа - мегопаскаль. 1 МПа примерно 10 КГС/СМ2. Правый манометр (фото) на 2,5 МПа что соответствует 25 кгс/см2.
-
Требуется помощь со сваркой медных труб. На работе поступил заказ сварить медные трубы достаточно толстые 8мм. Медь раньше ни когда не варил и не паял. По технологии заложена пайка газом с использованием серебра! проблема в газе(ацетилене) и в серебре (их нет)
 ))))) есть в наличие резак, аргон, и дуговая. Требование испытаний только герметичность, ни какого давления! Хотел узнать смогу ли я на аргоне постоянным током прямой полярности используя медную проволоку сварить данные трубы??? и не отразиться ли это на качестве шва ведь в технологии заложена пайка? ЗАРАНЕЕ ВСЕМ СПАСИБО!
))))) есть в наличие резак, аргон, и дуговая. Требование испытаний только герметичность, ни какого давления! Хотел узнать смогу ли я на аргоне постоянным током прямой полярности используя медную проволоку сварить данные трубы??? и не отразиться ли это на качестве шва ведь в технологии заложена пайка? ЗАРАНЕЕ ВСЕМ СПАСИБО!8 мм - толщина стенки? Какой диаметр трубы, ее назначение? Думаю, в технологии пайка не зря заложена,соединение телескопическое. Ацетилен не обязателен, достаточно пропан-кислородного пламени. Резак или многосоплавая горелка. Относительно припоя. Если нет вибрации, знакопеременных нагрузок, подойдет меднофосфорный припой. Флюс Ф-250.
Варить массивные медные детали аргонодуговой сваркой трудно ввиду ее высокой теплопроводности. Нужен мощный источник питания, горелка с водяным охлаждением, да и аргон лучше заменить гелием, в крайнем случае азотом. Но хлопотно это, так что пайка.
-
2
-
-
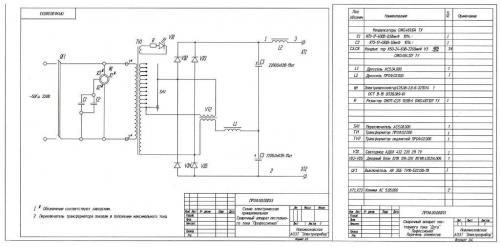
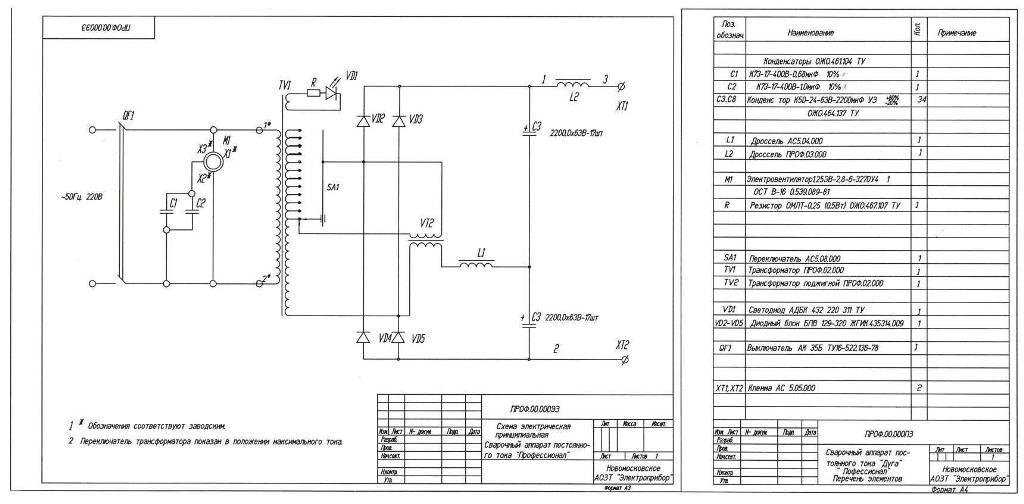
Походу не получиться так просто отмотать. Там тор.
Все-таки я склоняюсь к своему мнению, изложенному ранее (от 24 мая). Не надо портить хорошую вещь переделками. Перемотка такого транса его убьет. Если нет возможности провести в гараж 380В то лучше продать и купить на 220В. "Дуга-318МА" 160А новая стоит 7 - 8 т.р. (www.svarbi.ru/cat/385). Думаю это лучший выход в данной ситуации.
-
а возможно его запустить будет на одной фазе? или это бред?
Запустить то можно, вот варить он вряд ли будет. Ведь напряжение на входе понизим в 1,73 раза, след. и на выходе оно упадет пропорционально. По простому можно было-бы приспособить транс на 220 В, если бы он имел 2 катушки, соединенные последовательно. В этом случае можно было-бы соединить их паралеллельно. Смотреть надо, как он сделан.
-
хлопотно это значит грозит перемоткой катушек? или можно проще сделать?
Крупные трансформаторы перематывать в кустарных условиях сложно, проблематично получить заводское качество. Чтобу определить "Можно попроще" надо иметь схему аппарата. В интернете я нашел схему однофозного, а вот духфозный не попадался.
-
С. говорю что со встроеным это ерунда и напряжения ни везде хватает для хорошей работы компрессора
Все правильно, лучше иметь автономный компрессор. Сжатый воздух всегда в хозяйстве нужен. Пневмоинструмент, краскопульт, шины подкачать... На выходе фильтр организовать можно. Да и плазменный аппарат полегче будет. С компрессором - для работ на выезде.
-
1
-
плазменная наплавка шнека
в Плазма и газ-резка, сварка, напыление
Опубликовано