Aleksandr Fadeev
-
Постов
73 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Aleksandr Fadeev
-
 Выходное отверстие поддува какого диаметра? Отправлено с моего SM-A405FM через Tapatalk
Выходное отверстие поддува какого диаметра? Отправлено с моего SM-A405FM через Tapatalk -
добавлю свои 5 копеек) рекомендуемый электрод 61.20 имеет основное покрытие, что доставит неудобства и проблемы при сварке. Особенно трубы малых диаметров. На корень так вообще засада. попробуйте 61.30 с рутило-кислым покрытием, сваривать в разы проще, шлак легко отделяемый. формирование великолепное! http://gazss.ru/catalog/58/445/ единственное НО 61.30 не имеют аттестацию НАКС, тут 2 пути решения 1. свариваем 61.30, а для документации прикладываем документы на 61.35 (они аттестованы) 2. просто свариваем 61.30 если нет требования по аттестации НАКС. Мы на технологии повсеместно применяли 61.30, стыки прекрасно проходят механику и химию.
-
Доброго дня! подробно показаны настройки и результаты, возможно поможет.Так же поддерживаю мнение коллеги по величине поддува, данный момент очень критичен к форме обратного валика. С наступающим!
-
Спасибо за здоровый конкурентный настрой! Я готов принять вызов к середине декабря! Приглашаю в уфу, организую отдельныю встречу и семинар. Новая прелесть 3 декабря выезжает с германии к нам. За комплимент по Тигам отдельное спасибо. Был в германии на обучении, отдельно проникся потенциалом Тигов. С удовольствием бы так же попробовал ваш продукт, мы должны знать друг друга в лицо

-
Спасибо, земляк! Я с Сваркомплектом знаком с 2011. Тогда я был потребителем материалов и оборудования. Брал материалы ауэстенит шведский Sandvik, продукцию Эсаб, расходники. Никогда не подводили. Ныне развиваем компанию на федеральном уровне. С зеленки до черниковки по пробкам в снегопад, ну а что делать, производство не терпит. Бывало мне в уренгой самолетом высылали необходимое и в немалых количествах. Простой всегда дороже. Будете в наших краях, ждем в гости, всегда рад ровым знакомствам! Тем более дилерская сеть растет, значит и помимо уфы сможем оказать направить к надежным партнерам. Касаемо выбора сегмента сварочного оборудования, необходимо понимать какую задачу нужно решить. Если оборудование обеспечит выполнение задачи, то можно и средний сегмент применить. Если клиент имея производство, будет безосновательно оперировать только ценой, но не принимать аргумент что оборудование не эффективно в решении задачи, я скорее откажу в продаже. Я сам с производства и вижу что машина загнется через полгоды или работа на ней будет сравнима с попыткой совладать с тайфуном. Потом придет и скажет что продали х..ь. Нет, так дела не делаются. Есть полигон где я всегда добровально принудительно клиенту на практике покажу что хорошо а что не очень. 90% после того как на практике покажешь, соглашается с нашей позицией. Дп, не всегда бюджет позволяет, но можно подобрать машину и поскромнее. Все в конце концов люди. Приятно слышать положительный отзыв что компания всегда лицом к партнерам. Приходите, есть что потестить. Rehm не панацея, это своя ниша где свои требования.
-
Достаточно успел попробовать при штате строительной компании 5000 человек, из них сварщиков более 600.
-
Текущие рекомендованные цены в пятницу напрвлю. Вы подготовьте для конеретики интересное вам конкурентное оборудование. Модель, комплектация, коммерческую составляющую. Предметно готов обсудить. Так же необходимо отталкиваться от поставленной задачи и конечного результата. Ставьте задачу, от нас предложение и технико-экономическое обоснование.
-
Отвечу в пятницу по приезду с командировки.
-
REHM однозначно выгоднее конкурентов. А наш рынок близко ничего не предлагает подобного, поэтому и платить незачто.
-
не, заборостроительный) кто что заканчивал не знаю. у меня высшее техническое оборудование и технологии сварочного производства УГАТУ
-
Добрый день. указан размер <0.05d. Величина зазора НЕ БОЛЕЕ 0,05 наружного диаметра стержня. ширина валика >= 0,5dH, но >= 8 мм. Не менее 0,5 диаметра стрежня, но не менее 8 мм. глубина >= 0,25dH но >= 4 мм. Не менее 0,25 диаметра стержня, но не менее 4 мм.
-
Актуальная информация по сварочному оборудованию "REHM GmbH & Co . KG Schweißtechnik" 1. Официальный сайт производитель REHM https://www.rehm-online.de/en/ 2. Информация о нас ООО "Сваркомплект" г.Уфа http://svarka-ufa.ru/ http://rehm.pro/ 3. Подтверждение официального статуса импортера https://www.rehm-onl...371.Russia.html 4. Дилеры REHM по Уральскому, Приволжскому ФО http://rehm.pro/pages/shipping 5. Импортер и дилер по Центральному федеральному округу ООО "Риатех" г.Москва https://www.riatech.ru/ 4. Информационные каталоги REHM на сайте производителя https://www.rehm-onl..._gb_digital.pdf (на английском) 5. Каталог оборудования REHM 2019 в вложении Каталог REHM 2019 small.pdf Мои контактный данные: Фадеев Александр Технический директор ООО "Сваркомплект" г.Уфа +7 927 3322614 sk-technic@mail.ru sk-corporate@mail.ru
-
Приветствую Сергей! За спрос денег не берут, на то мы и русские чтобы немцев немного взбодрить)
-
Скиньте информацию по году выпуска и серийный номер аппарата. Возможно от года выпуска так же будет зависеть возможность модернизации. Если есть какие либо задачи, не поддающиеся решению и сложности с подбором режимов, всегда можем попросить немецких партнеров помочь в настройке.
-
gas pre-flow time 0,3s ignition energy 10% start current 50% time start current 0,0s up-slope 0,1s current I1 9A time pulse t1 aus current I2 3A time pulse t2 aus down-slope 0,1s end current 20% time end current 0,0s% gas post-flow time 5,0s Настройки для сварки 0,2 мм встык. База 3А, Импульс 9 А, частота 15кГц. В данном случае важна энергия поджига. Позволяет бережно сохранить кромку при зажигании дуги. Для приварки 0,2 мм к 4 мм, импульс само собой выше будет, так же как у вас, около 30А. Высокая частота положительно сжимает и концентрирует дугу, а при 15кГц нет противного писка режущего уха. Аппараты серии TIGER Digital имеют частоту 17,5 кГц, что еще лучше. Дуга реально как игла получается.
-
Все просто. Главный сварщик - это инженерно-технический работник обеспечивающий техническую подготовку производства, разработку технологии, подбор оборудования, материалов, аттестацию персонала, технологии, контроль за производством работ. ИТР по НАКСу всего 3 уровня - 2,3,4. как правило: 2- инженер, мастер, обеспечивающий контроль за выполнением работ на площадке 3 - разработка технологии 4- разработка и утверждение технологии Сварщик - это специалист сварочного производства 1 уровня - аттестованный сварщик, если по НАКСу классифицируем. Непосредственно выполняющий сварочные работы.
-
Добрый день! Прошу прощения за долгий ответ. Не позволяет форум новичкам активно включиться в беседу. Количество сообщений увы пока ограничено. Время в секундах изменяется от 0,1 до 5 или в Hz герцах от 50 до 500 (т.е. от 0,002 сек до 0,02 секунд). Страница 18 прикрепленного мануала. Таким образом если не хватает секундной пульсации, переходим в частотную. Просто выкрутить регулятор в обратную сторону и автоматом из секунд уйдет в частоту. Машина с обычной панелью увы ограничена высокочастотной пульсацией от 10 до 3000 Гц. С цифровой панелью частота 15000 Гц. По поводу модернизации по немцам вопрос подвешу. 730 2012 INVERTIG.PRO RU 20130610.pdf
-
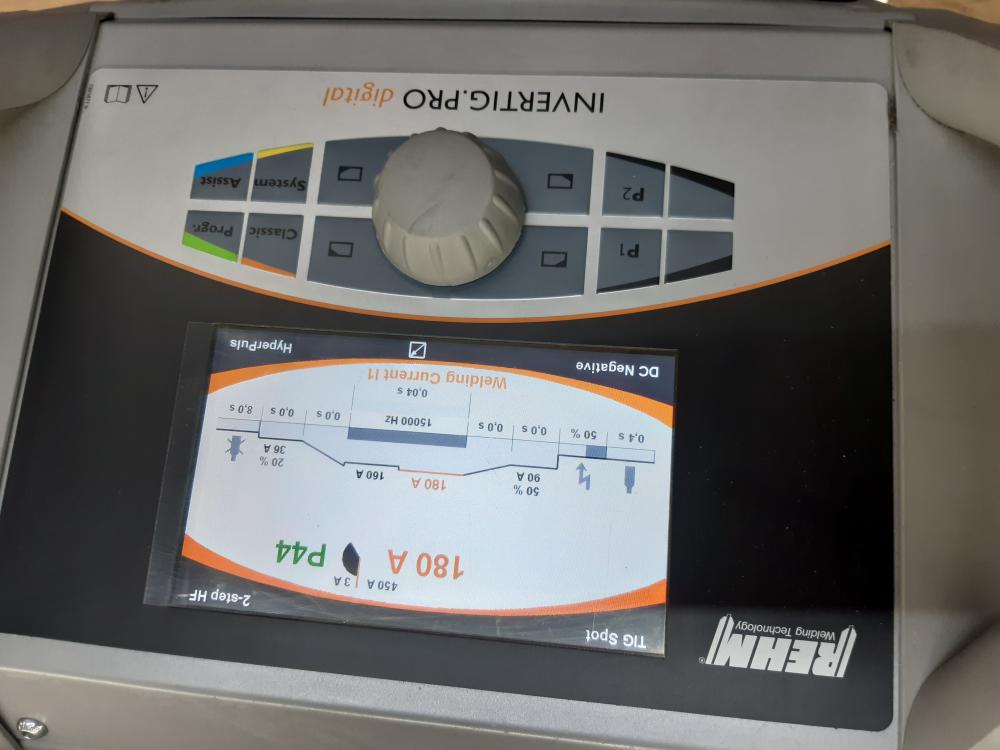
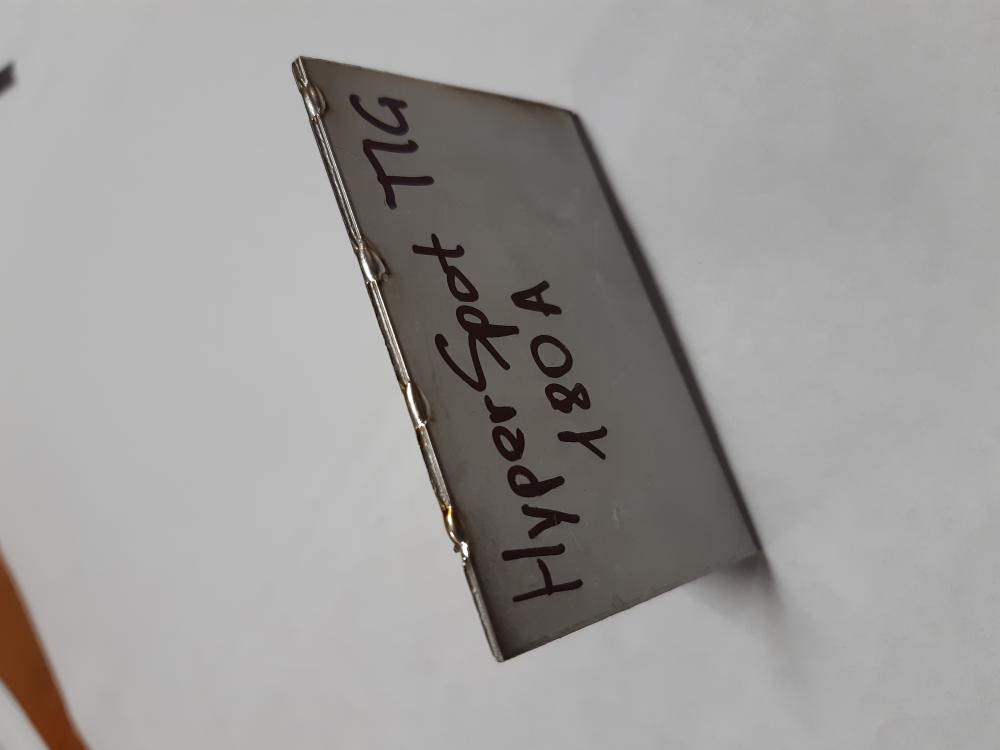
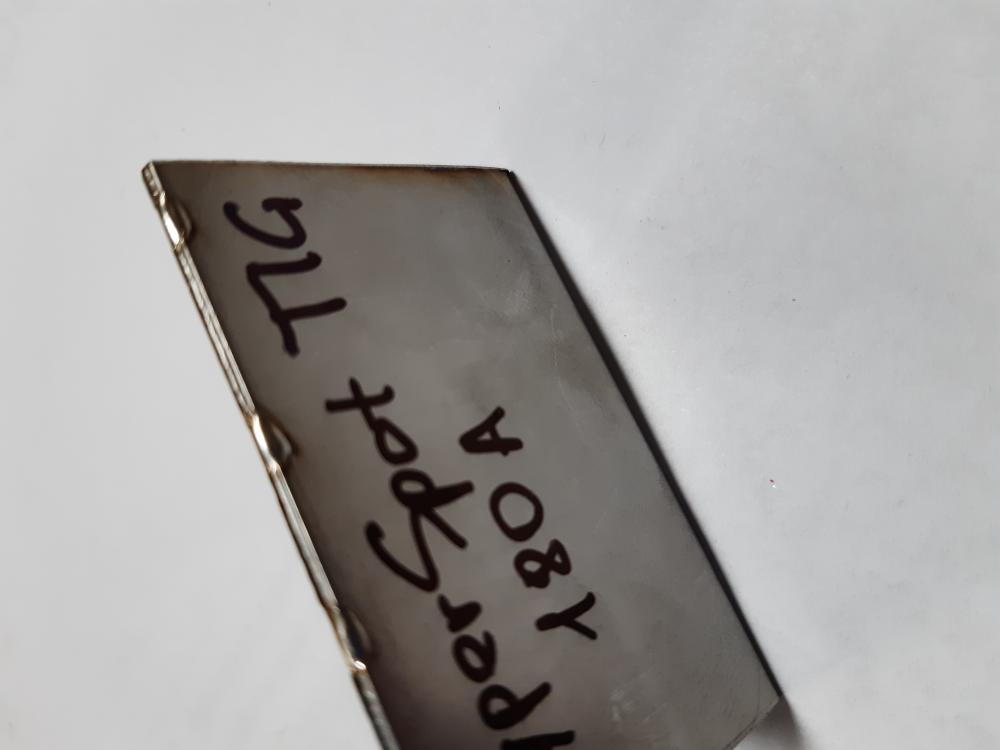
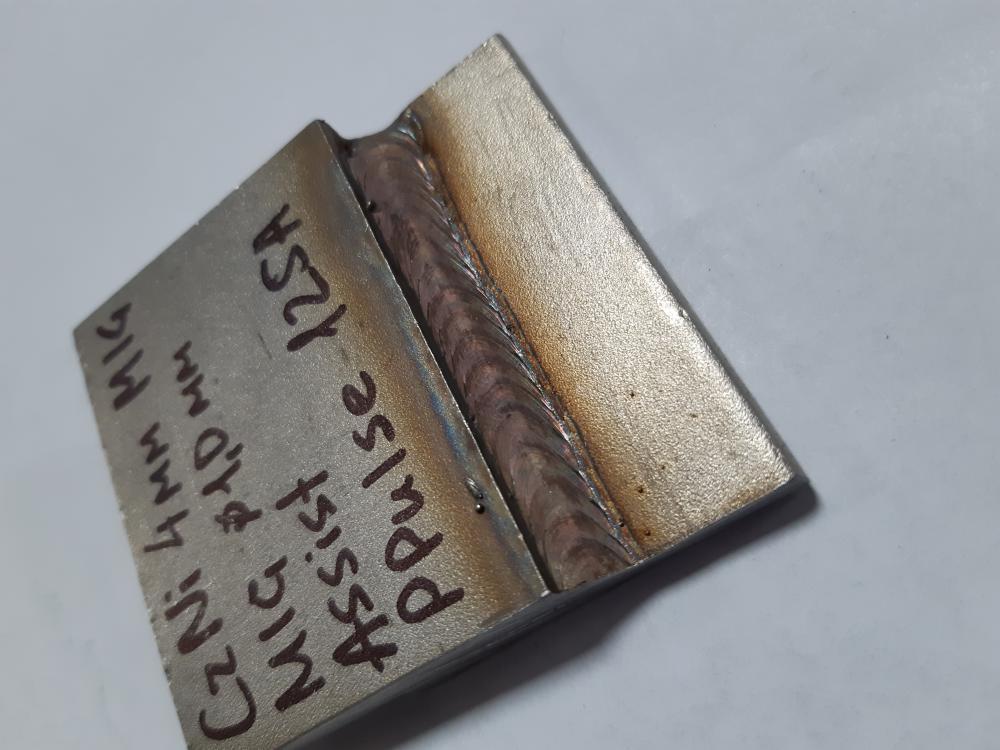
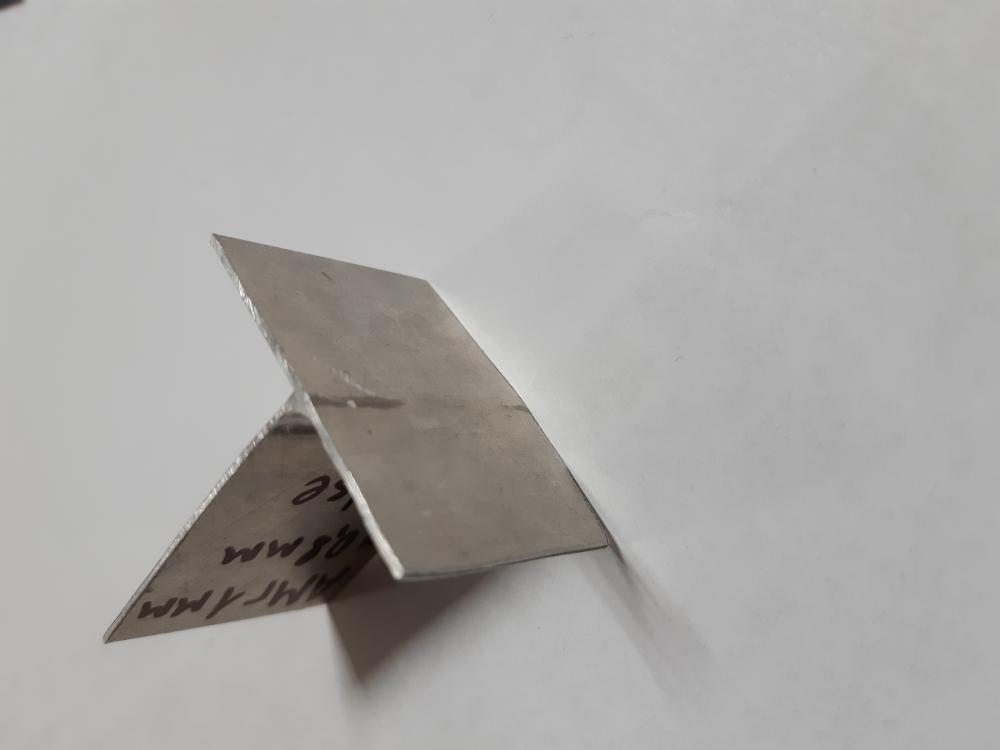
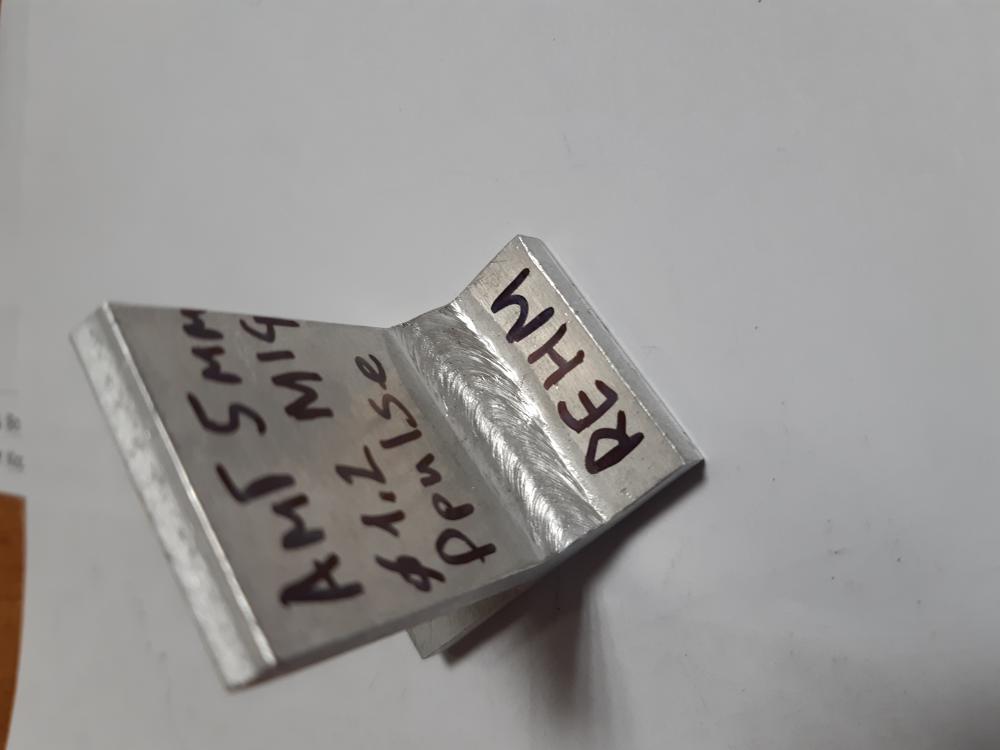
Добрый день, коллеги! Меня зовут Александр. В прошлом я работал главным сварщиком одной из крупнейших российских компаний по строительству объектов нефте-химического комплекса. Ныне являюсь тех директором компании импортера-дистрибьютера оборудования REHM. С Сергеем мы делаем одно дело и тесно взаимодействуем. Готов делиться опытом и советом кому необходимо, но и сам всегда ищу новые знания как теоретические так и практические. Можете задавать любые вопросы и ставить задачи, я постараюсь решить и ответить. На своем полигоне можем отработать режимы и подобрать оборудование для конкретных целей. Нередко сталкиваюсь что на задачи начального уровня предлагают оборудование с излишним функционалом и получается что для выполнения задачи можно было поставить 2 аппарата взамен 1 гиперфункционального. Экономика должна быть экономной и эффективной! Далее небольшое количество фотоматериала MIG и TIG образцов от углеродистой стали до алюминия, выполненных на оборудовании REHM. Важно, почти все образцы заварены собственно ручно. Я не являюсь профессиональным сварщиком, практикуюсь исключительно для понимания возможности оборудования и его функционала. НО фото показывает насколько важно качественное и главное интуитивное оборудование и как оно помогает в работе сварщику! Всем приятного времяпровождения! -режим точки на 180А, время 0,04 секунды и пример в деле -Влияние энегрии поджига от 10% до 70%. Пример на образце нержавейка 0,2 мм. Так же 0,2 нержавейка сварка встык на токе 3А в режиме HyperPuls 15000Hz (на заднем фоне с образцом точечной сварки -пример сварки трубы нж 51 диаметр толина стенки около 1 мм, режимы указаны на трубе, сварка в импулсе с разной частотой -Приварка 0,2 мм к 4 мм нержавейки внахлест -разные образцы что может REHM в части TIG, MIG, Brazing TIG машина Invertig Digital 350 AC/DC https://www.rehm-onl...240-to-450.html MIG машина Focus ARC P Digital 400 https://www.rehm-onl.../focus.arc.html (только вышла в Германии, через месяц будет у нас)
-
Похоже на обычную чернуху. Заварено MIG проволочкой 0,8 похоже. Некое присутствие CuSi присадки есть, но это скорее всего по соображениям тепловложений или сохранения поверхностного покрытия, чтобы не отжигать его. Бери присадку ф2,0 типа Св08Г2С и будет ок. Аналоги хорошего импорта ESAB 12.60, 12.64, Boehler EMK-6,